


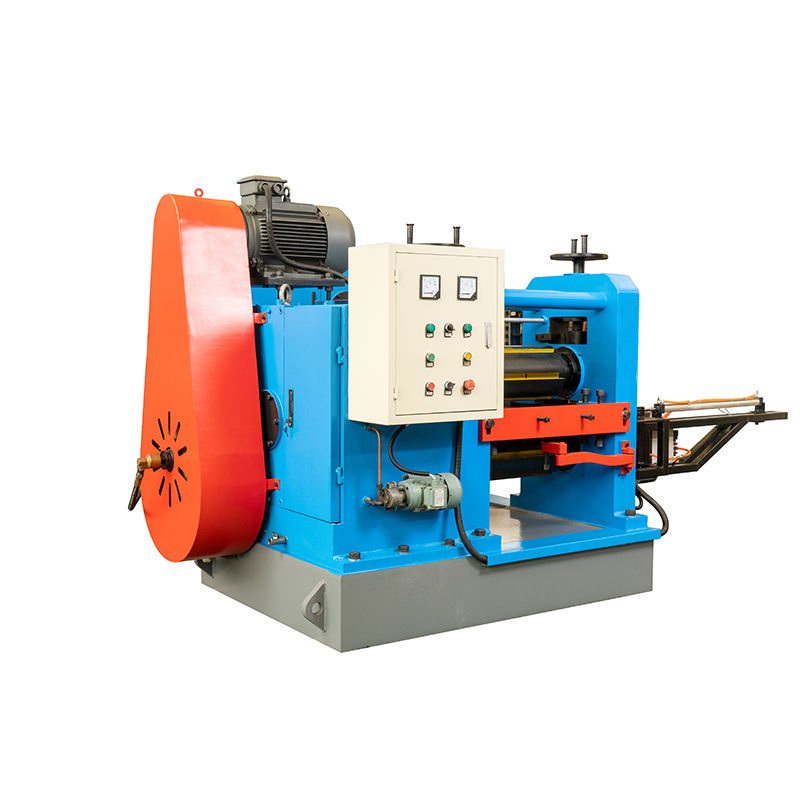






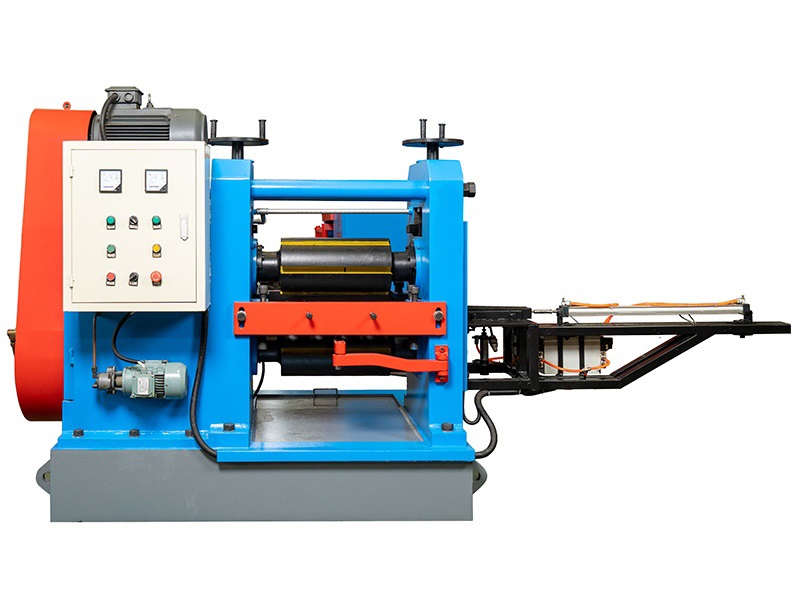




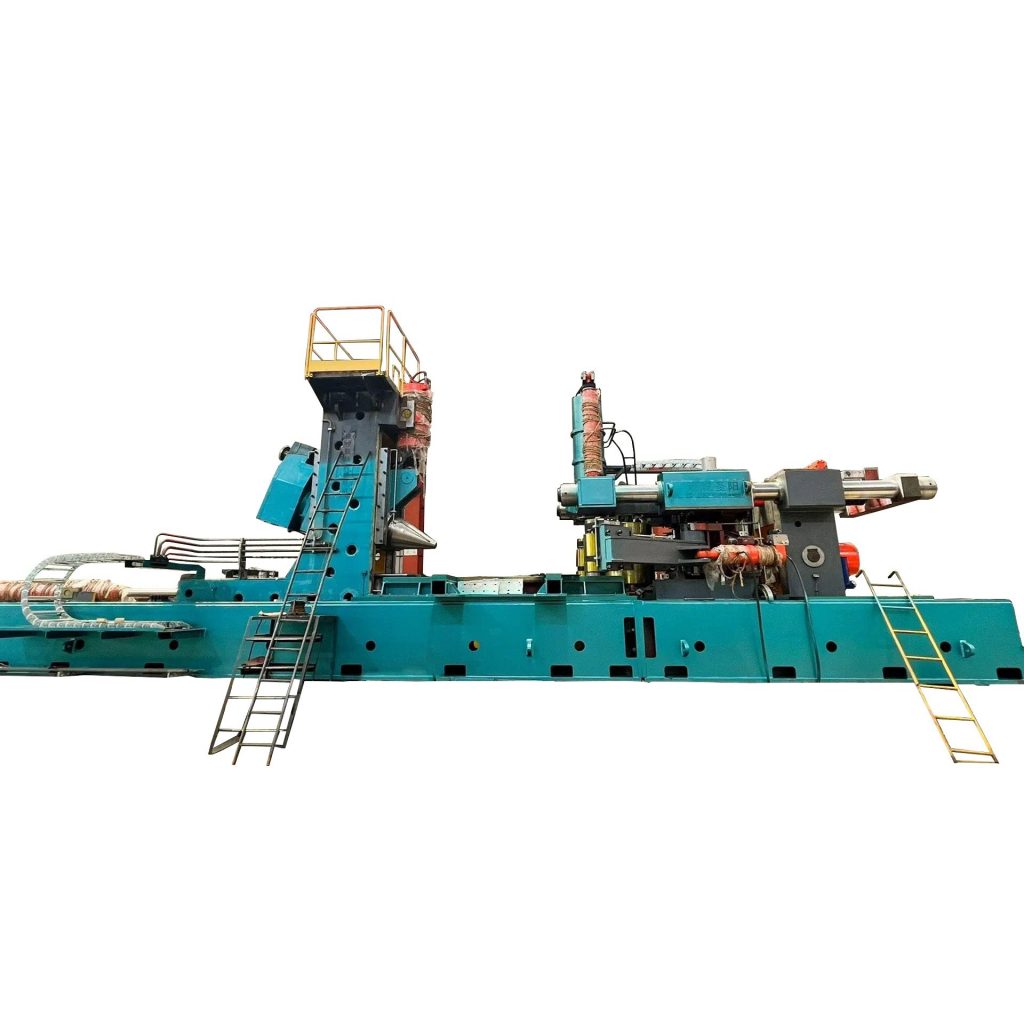
ALEKVS 楔横轧机的主要特点
- 连体 成型 具有高效率和长模具使用寿命,专为 大规模自动化锻造生产.
- 配备 导板系统 防止歪斜,保证尺寸精度和稳定的轧制性能。
- 可调 径向、轴向、相位和扩口方向,实现精确的过程控制。
- 融合的 自动送料系统 无缝衔接上下游设备,提升生产线效率。
与传统辊锻机的比较
- 传统辊锻:材料主要沿长度方向流动,适用于轴类延伸、板材轧制。
- 楔横轧(CWR):提供更高的生产率、更高的材料利用率、更长的模具寿命,尤其适用于 轴类锻件规模化生产.
应用





应用价值
- 节省材料:达到 80%材料利用率,大幅降低原材料、劳动力和能源成本。
- 完全自动化:配备自动送料、收卷系统,支持集成到智能生产线。
- 高生产力:每个滚动周期可以产生 只需几秒钟即可完成两次锻造,非常适合大规模制造。
- 高精度:沿产品轮廓连续的晶粒流动,细化微观结构,提高机械性能。
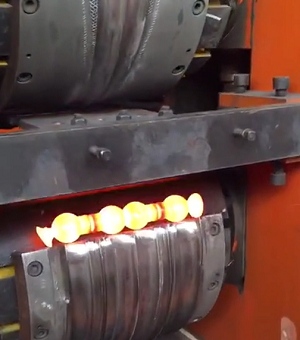
工艺流程
圆钢切割→加热→轧制→正火→抛丸→矫直→成品切割。
通过 精密滚压模具,坯料成型更接近最终形状,最大限度地减少加工余量并降低总体制造成本。


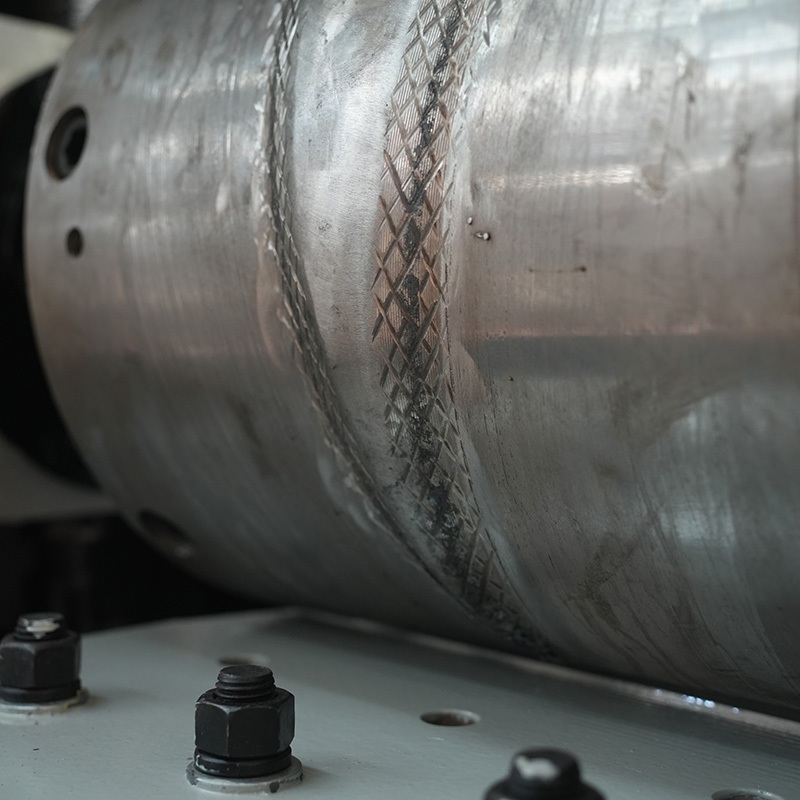


工艺原理
楔横轧(CWR) 这是一种先进的锻造技术,圆柱形坯料在两个装有模具的轧辊之间进行连续的局部变形。轧辊沿同一方向旋转,使坯料在楔形压缩作用下发生径向变形,最终形成所需形状,工件的形状与模具槽的形状完全一致。
与传统模锻相比, 无缝水力发电技术 具有以下优点:
- 降低成形力并减少摩擦,从而延长模具寿命。
- 近净成形 10%–30% 更高的材料利用率.
- 工艺简单高效:只需辊子旋转一次,几秒钟即可完成一次锻造。
- 无冲击、低噪音运行,非常适合 大规模生产和自动化锻造生产线.











请填写此表格提交报价请求。我们的团队成员将审核详细信息,并在 12 个工作小时内与您联系。