

1.0什么是倒角?
倒角是机械加工和制造中常见的边缘处理方法,用于去除零件边缘的尖角。它可以改善零件的功能性、增强安全性,并提升其外观。
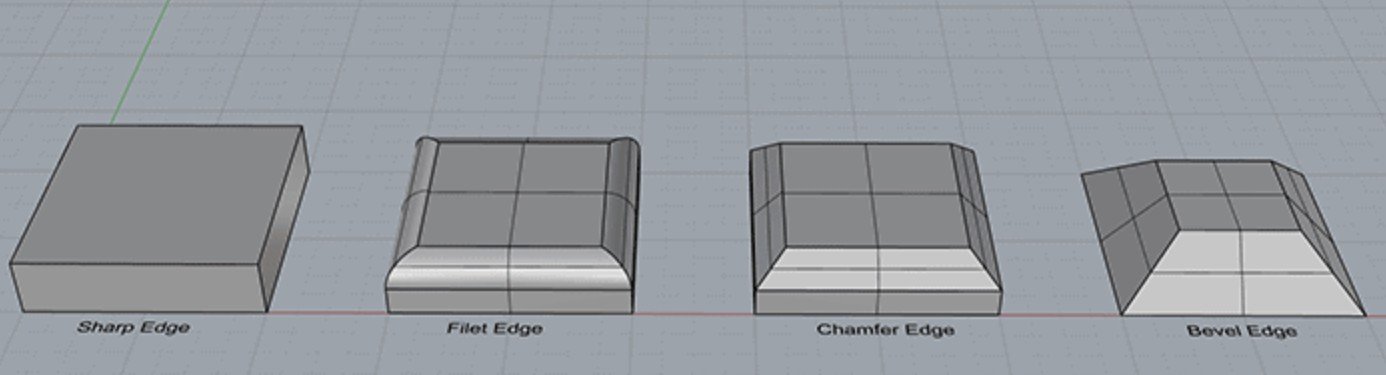
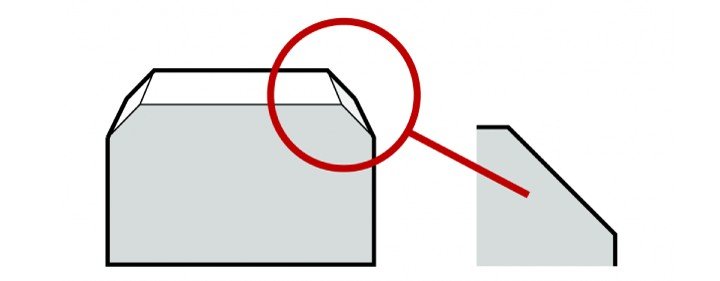
倒角是指以特定角度设置的平面,通常用于替代两个相邻表面之间 90 度的尖角。与圆角(圆形过渡)不同,倒角会创建直边斜角。最常用的倒角角度是 45°,但根据设计或功能要求,也可以使用 30°、60° 或其他自定义角度。
倒角广泛应用于金属、塑料和其他材质的零件。例如,笔记本电脑或智能手机外壳的边缘通常经过倒角或压边处理,以打造更顺滑的触感,避免操作时的不适感。
2.0倒角类型
倒角可根据几何形状和应用分为以下常见类型:
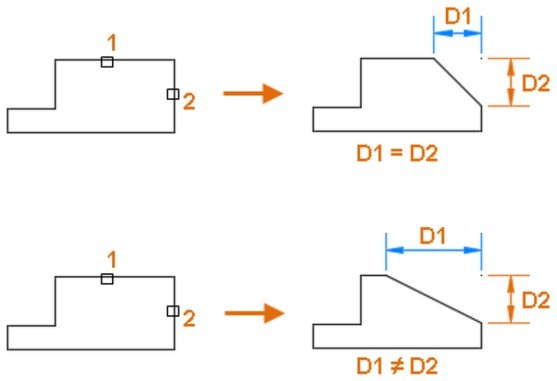
- 标准倒角(45°等距):
这是最常见的倒角类型,通过沿两个相邻表面均匀切割(通常为 45° 角)而形成。它具有对称性、易加工性和可重复性,非常适合用于块体、支架和扁平部件。它也是大多数 CAD 系统中的默认倒角选项。 - 按距离和角度倒角(自定义角度):
此类型通过指定线性偏移和自定义角度(例如 30°、60°)来定义。它用于需要坡度精度或与配合组件对齐的情况。通常应用于需要引导插入或间隙管理的组件中。 - 不对称倒角(双距倒角):
在这种情况下,两个相邻表面上的倒角长度不相等,形成不均匀的角度。适用于一侧空间有限或组装时需要在特定方向施加力的情况。常见于非对称机械设计。 - 孔边倒角(导入倒角):
应用于钻孔或机加工孔的入口周围,有助于螺钉或螺栓的插入,减少边缘损坏并保护螺纹。通常标记为“C1.0 × 45°”。常用于螺纹孔、定位结构和沉头孔设计。 - 端面倒角:
轴、管或盘的端面周围采用斜边。斜边可以提升外观,减少锋利边缘,并有助于对准。在旋转部件中,斜边还有助于减轻边缘磨损,并常与圆角配合使用,以缓解应力集中。 - 自定义倒角轮廓:
用于航空航天、医疗设备和模具等高精度或高规格应用。这些应用可能包含可变角度、曲线过渡或复合曲面。通常需要多轴 CNC 加工、精磨或高级 3D 建模,并通过 CAD 进行定义。
3.0倒角是如何进行的?
倒角可以通过各种加工方法实现,具体取决于零件的几何形状、所需的精度和生产设置。常见的加工工艺包括车削、铣削、钻孔和磨削。
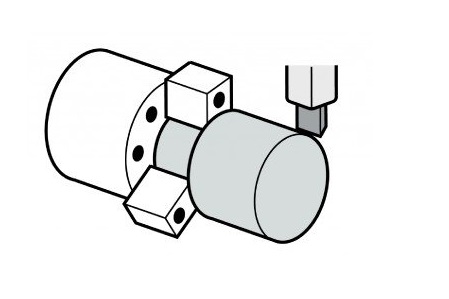
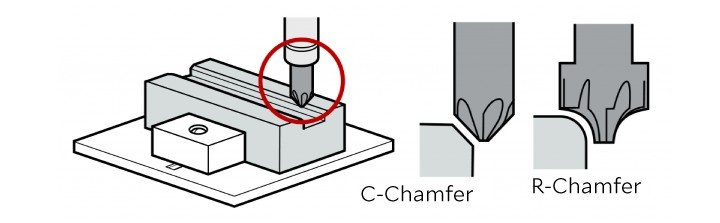
车削倒角:
最适合圆柱形零件的加工,通常在车床上完成。切削刀具被送入旋转的工件,形成斜边。
常用工具:
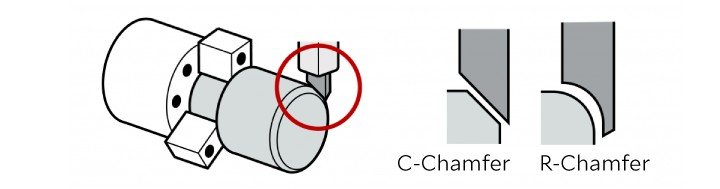
- 45°直刀:用于C型(线性)倒角
- 半径刀具:用于 R 型(圆形)倒角
该方法非常适合轴和类似部件的大批量生产和精密倒角。
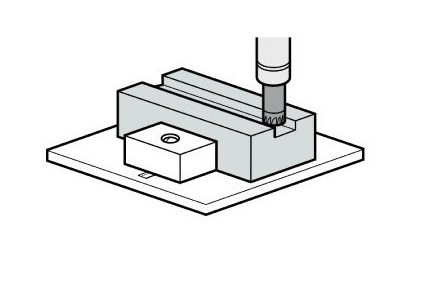
铣削倒角:
用于平面或外轮廓,其中旋转工具切割固定工件上的倒角。
常用工具:
- 倒角铣刀:用于C型倒角
- 圆角立铣刀:用于R型倒角
铣削具有很高的灵活性,适合对复杂零件进行局部倒角。
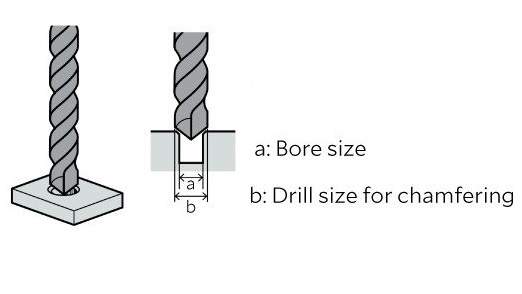
钻孔倒角:
适用于孔入口,使用更大直径的钻头来创建锥形边缘。此方法对于单个孔来说快速有效。
注意:此方法虽然高效,但可能会在边缘产生二次毛刺。之后通常会使用球头铣刀或专用去毛刺工具,以确保孔表面光洁。
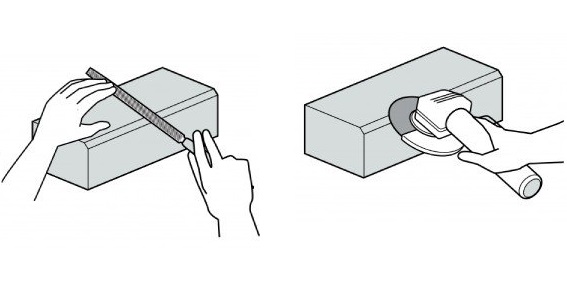
研磨和手动倒角:
用于去毛刺或对不规则或脆弱的区域施加小倒角。
常用工具:
- 盘磨机
- 手锉
通常用于线倒角或一般边缘平滑处理。不推荐用于高精度应用。为了确保生产质量的一致性,自动化去毛刺系统优于手动方法。
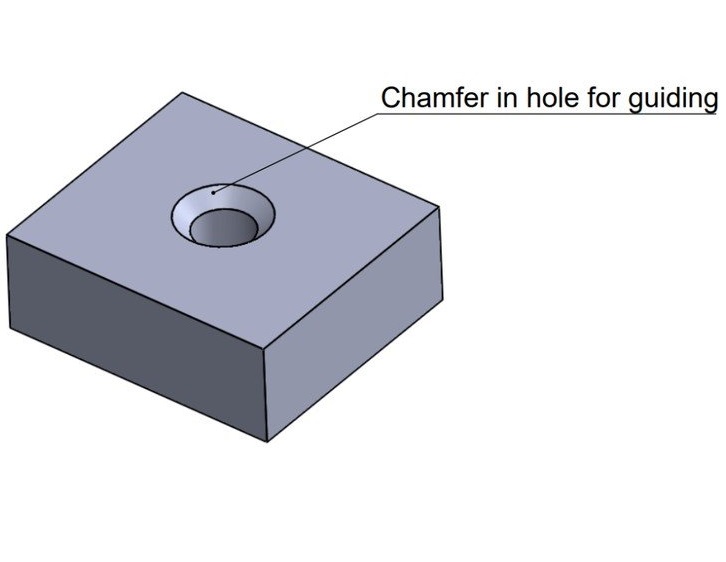
4.0什么是倒角孔以及如何定义它?
倒角孔是指孔的入口边缘以特定角度(通常为 45°)斜切而成的孔。这种斜面具有多种功能用途:
组装指南: 有助于顺利插入螺钉、螺栓、销钉、衬套和其他部件。
边缘保护: 降低孔周围磨损、碎裂或边缘破裂的风险。
去除毛刺: 在螺纹孔中,倒角有助于消除可能干扰配合部件或损坏螺纹的毛刺。
提高结构完整性: 最大限度地减少孔周围的应力集中,有助于延长使用寿命。
技术图纸中的倒角符号:
孔上的倒角通常采用以下格式之一指定:
C1.0×45°: 表示 45° 角的倒角深度为 1.0 毫米。
2×45°: 表示45°角的倒角宽度为2mm。
倒角孔广泛应用于螺纹孔、销钉孔、定位孔和沉头孔。在精密工程领域,倒角孔是标准设计实践,因为可靠的装配和耐用性至关重要。
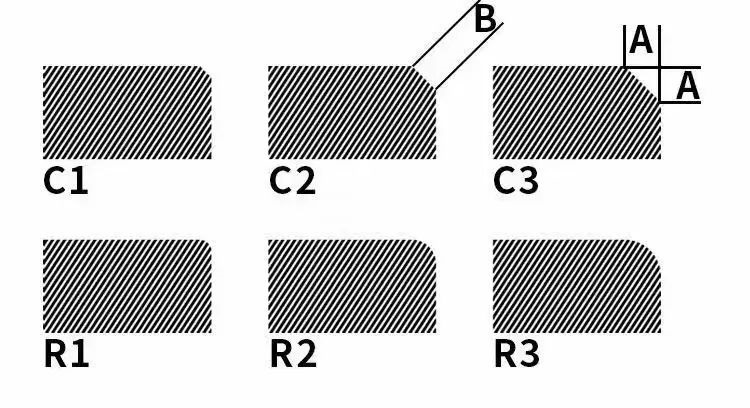
5.0倒角与半径:有什么区别?
在机械设计和制造领域, 倒角和半径(或圆角) 两者都用于去除零件上的锋利边缘。其目的是提高配合度、安全性、结构完整性和外观。然而,它们在形状、应用和制造方法上存在显著差异。
| 比较项目 | 倒角 | 半径/圆角 |
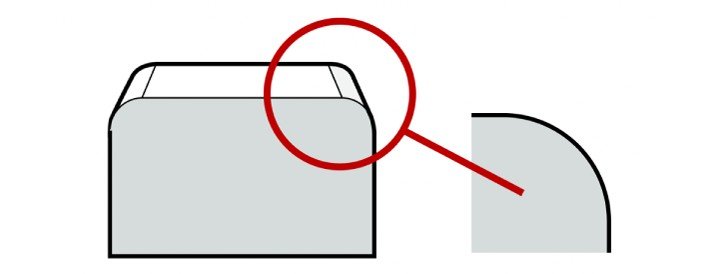
| 几何学 | 倾斜表面(通常为直的) | 曲面(平滑过渡) |
| 典型角度/尺寸 | 通常为45°,可以是30°、60°等。 | 按半径定义,例如 R1.0、R3.0 |
| 应用领域 | 边缘、孔入口、对齐特征 | 外部轮廓、拐角、边缘连接处 |
| 设计目的 | 去除锋利的边缘,引导组装,简化配合,减轻压力 | 改善外观、加强边角、减少应力集中 |
| 加工方法 | 铣削、车削和钻孔 | 铣削、数控加工、模具成型 |
| CAD 符号 | C1.0×45°(深度×角度) | R2.0(半径规格) |
笔记:从技术上讲, 倒角 指的是直角切割,而 半径 或者 鱼片 表示圆滑的过渡。在非正式用法中,术语 斜角 有时与倒角互换使用,但在工程图和 CAD 模型中,应明确区分它们。
6.0为什么倒角很重要?
倒角是高质量零件和钣金制造中必不可少的设计和制造工艺。它在提高安全性、装配效率、耐用性和连接性能方面发挥着至关重要的作用。其主要优势包括:
- 提高安全性:
机加工金属零件通常会残留锋利的边缘或毛刺,这些边缘或毛刺可能会在搬运、安装或使用过程中造成割伤或伤害。倒角可以消除这些尖角,从而降低受伤风险——尤其是在儿童可能会接触到的产品中,这类产品可能需要更大的倒角来提供额外的保护。 - 简化组装:
倒角可作为螺钉、销钉或紧固件等部件的引入线。它们有助于引导零件进入配合孔,最大限度地减少干扰,并降低对准难度,最终加快装配过程。 - 减少应力集中:
锋利的90度边缘在负载或振动下容易成为应力集中点,导致裂纹或疲劳失效。倒角有助于在关键连接处更均匀地分布应力,从而提高整体结构可靠性。 - 增强的耐用性和机械完整性:
锋利的边缘容易因摩擦或冲击而随着时间的推移而出现碎裂、开裂或分层。倒角边缘可提供更平滑的过渡,降低损坏的可能性,并防止松散的碎屑进入机械,从而降低故障风险。 - 优化的接头性能:
倒角可为焊接、粘接或螺栓连接创造更佳的边缘状态。它们有助于减少应力集中,改善密封表面,并增强接头的完整性。 - 提高制造效率:
在大批量生产中,倒角可以通过 CNC 编程实现标准化和自动化。这减少了手工精加工,增强了零件的一致性,并提高了整体生产能力。

7.0常见倒角工具类别及应用指南
倒角是金属加工中常见的精加工工序,用于去除锋利边缘、辅助装配、改善焊接质量或提升零件美观度。根据加工方法、零件几何形状和应用场景,倒角刀具可分为以下四大类:
7.1倒角机
- 台式倒角机:金属板、扁钢、管材——批量生产稳定性高;角度和深度可调
- 手持式倒角工具:不规则边缘,现场修复 - 便携灵活;适合小批量和多变形状
- 管道倒角机:钢管和不锈钢管 – 专为管端设计;一次性完成内、外和表面倒角
- 双头倒角机:棒材和管材端 - 同时进行双端加工;高效、高精度;非常适合自动化生产线(例如伺服驱动型号)
7.2CNC 倒角工具(适用于车床/铣床/CNC 使用)
- 倒角刀片:数控车床 - 安装在刀架上;适用于连续、可重复的倒角
- 倒角立铣刀:CNC 加工中心 – 常用角度:30° / 45° / 60°;非常适合边缘和孔的倒角
- 中心钻: 带倒角的孔定位 – 导孔和倒角一次性完成
- 组合倒角工具:内外边缘集成 - 高效地在一次操作中完成倒角、去毛刺和边缘倒圆等复合工艺
7.3手动和轻型倒角工具(用于修复和边缘修整)
- 去毛刺工具:内孔,锋利边缘 - 手动操作;紧凑且易于使用;适用于局部修整
- 手动倒角刀:边缘、孔入口 - 操作快捷简便;非常适合软金属或轻型作业
- 锉刀/砂轮/砂纸:各种边缘几何形状 - 低成本、灵活处理;适用于手动边缘精加工和表面平滑


7.4激光/等离子/水射流切割倒角附件
它们被集成到用于边缘过渡和斜面准备的自动化系统中:
- 带角度控制模块的激光切割头:适用于 45° 斜角
- 等离子坡口切割头:专为切割过程中的高速斜切而设计
- 多轴水射流倾斜头:通过角度控制实现精确的边缘倒角
7.5推荐的配件和工具搭配
对于角磨机用户:强烈推荐使用翻盖圆盘
弧形百叶轮适用于内角;直形百叶轮适用于平边
对于有色金属,使用含有冷却剂添加剂的砂布来减少热变色和腐蚀
对于模具磨床/气动磨床用户:使用硬质合金毛刺
构造:碳化钨切割头+工具钢刀柄
齿形:
- Z6 横切:材料去除率高;适合快速加工
- Z3单切:产生更光滑的表面光洁度
- 造船概况:针对重型任务进行了优化;去除率高出约 30%
8.0工具选择指南(按应用场景)
应用需求:推荐的工具类型
- 管端准备: 管材倒角机, 双头倒角机
- CNC加工零件:倒角立铣刀、倒角刀片
- 不规则边缘/现场修复:手持式倒角工具、手动倒角刀
- 自动化大批量生产线:数控刀具系统、伺服驱动倒角机
- 焊接准备坡口:激光或等离子坡口切割系统
9.0CAD 中的倒角边缘是什么?
在 CAD(计算机辅助设计)中,倒角是指在两个相交面之间创建一个倾斜的过渡曲面,以替代原来的尖锐边缘。此设计元素不仅模拟了真实的制造细节,还具有以下功能优势:
- 提高可装配性:倒角边缘有助于引导配合部件,提高装配精度和效率。
- 增强结构性能:减少因尖角引起的应力集中,提高零件整体强度。
- 更好的外观和可制造性:代表加工特征,以便更清晰地进行工艺规划和下游操作。
大多数主流 CAD 软件(例如 AutoCAD、SolidWorks 和 Fusion 360)都支持几种倒角定义方法:
- 等距倒角:对两个相邻面应用相同的偏移(通常称为 C 型倒角)。
- 距离和角度组合:定义特定的边长和相应的角度。
- 不对称倒角:为每个相邻面分配不同的距离。
倒角通常在 3D 建模的早期阶段定义,并自动在 2D 技术图纸中表示以帮助制造和检查。
10.0如何在 CAD 中创建倒角
10.1方法 1:等距倒角(对称)
用于对两个相邻边缘应用相同的倒角距离 - 通常用于标准 C 型倒角。
步骤:
- 选择 倒角 工具。
- 选择要应用倒角的边或角。
- 输入统一的距离(例如 2 毫米)。
- 确认并应用倒角。
10.2方法 2:距离和角度倒角
非常适合需要特定引导角度的特征,例如销插入件或孔的引入件。
步骤:
- 激活 倒角
- 选择目标边。
- 设置线性距离(例如 3 毫米)和所需角度(例如 45°)。
- 软件将自动创建倾斜表面——确认应用。
10.3方法 3:双距离倒角(不对称)
通过为每个面分配不同的倒角长度,用于非对称组件或空间受限区域。
步骤:
- 启动 倒角 工具并选择目标边缘。
- 为相邻面设置两个不同的距离(例如,A 面:5 毫米,B 面:2 毫米)。
- 确认生成不对称倒角。
11.0倒角与断边
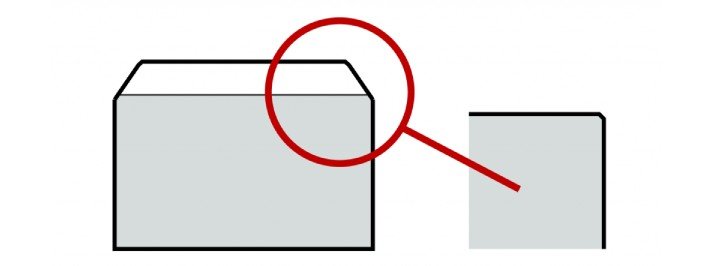
断裂边缘 指为了安全和方便操作而去除尖角的微小倒角(通常在0.01毫米到0.5毫米之间)。它被视为非关键的功能性特征,通常在技术图纸中以如下注释标注:
“打破一切锋利的边缘。”
“去除毛刺和尖角”
特征:
尺寸精度要求不严格
通常手动或通过自动去毛刺进行;被视为一种工艺惯例
倒角相比之下,它是一种精确定义的设计特征,尺寸和角度均受控。其功能不仅限于边缘柔化,还包括:
- 组装指导
- 减少应力集中
- 提升美观度
- 精确配合或对准
倒角通常在 CAD 模型中指定,并在技术图纸中清晰标注(例如, C1.0×45°),被视为有意图的、受控的几何元素。
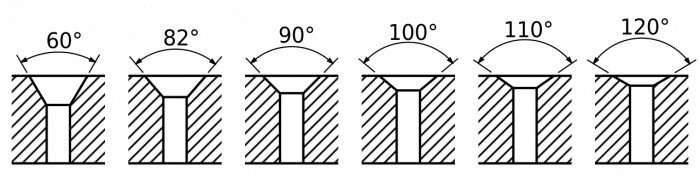
12.0倒角与埋头孔
虽然两者都涉及倾斜表面,但它们的功能和设计意图却有很大不同:
| 类别 | 倒角 | 埋头孔 |
| 功能 | 边缘断裂、装配指导、对齐和美观 | 安装平头螺钉与表面齐平 |
| 地点 | 任意边缘(内边缘或外边缘) | 内孔 |
| 几何学 | 简单的斜角脸 | 锥形凹槽,通常同心 |
| 常见角度 | 30°、45°、60°(可定制) | 82°、90°(标准化) |
| 典型标注 | C1.0×45° | 埋头孔 Ø8 × 90° |
| 螺丝配件 | 可能有助于插入,但不是特定于螺钉的 | 符合标准平头螺钉规格 |
概括:埋头孔是标准化的,专为紧固件而设计,而倒角孔用途更广泛,设计灵活性更高。
13.0倒角与去毛刺
这两个过程都可以提高边缘质量,但它们的意图、方法和控制有所不同:
| 类别 | 倒角 | 去毛刺 |
| 定义 | 精确尺寸的斜角切割 | 通过去除毛刺来细化边缘 |
| 控制 | 在 CAD 中定义,严格标注尺寸 | 通常没有指定大小;流程驱动 |
| 方法 | 车削、铣削、数控加工 | 研磨、刷洗、手工锉磨、振动等。 |
| 目的 | 功能或结构特征 | 安全性和表面光洁度的改善 |
| 形式 | 固定角度和深度 | 不规则、圆形或微倒角 |
概括:倒角注重设计并控制尺寸,而去毛刺则注重安全性和表面清洁度。两者可根据功能和制造需求单独或组合使用。
14.0工程中的倒角是什么?
在工程学中, 倒角 是一种精密加工的斜面,用于替代零件上的锋利边缘。除非另有规定,标准倒角通常为 45°。
倒角的主要功能:
- 消除尖角:减少应力集中点并增强结构完整性。
- 装配辅助器:引导紧固件进入孔中或促进装配过程中零件对齐。
- 安全改进:最大限度地降低割伤、撞击损坏或处理相关伤害的风险。
- 界面优化:通过平滑接触面来提高焊接、粘合剂粘合或螺栓接头的质量。
在技术图纸中,倒角的尺寸和公差必须符合国际工程标准,以确保可制造性和检验的一致性。常用标准包括:
- ASME Y14.5
- ISO 13715
这些标准对于实现精密机械设计的可重复性和可靠性至关重要。
参考
violintec.com/sheet-metal-and-stamped-parts/倒角与半径在板材金属制造中的差异/
https://en.wikipedia.org/wiki/Chamfer



