
1.0为什么铝挤压成型是工业制造中的首选工艺?
铝挤压成型凭借铝合金本身优异的性能和挤压工艺的优势,已成为一种主流的制造解决方案。这三者相结合,在性能、成本效益和可持续性方面都展现出无可替代的竞争力。
2.0铝合金挤压成型的核心材料优势是什么?

铝合金本身就非常适合挤压成型。与钢、铜等传统金属相比,它们在关键性能指标方面具有明显的优势:
- 超轻量级铝挤压件的密度仅为 2.7 g/cm³,约为钢的三分之一,在强度要求相同的情况下,可使部件重量减轻 10% 至 20%,使其成为车辆轻量化和幕墙系统结构优化的理想选择。
- 高强度和成形性标准铝合金的屈服强度为100-150兆帕,经热处理后可超过240兆帕。这种平衡既适用于轻质精密部件,也适用于脚手架和桥梁护栏等重型结构应用。
- 天然耐腐蚀性铝在空气中会迅速形成一层致密的氧化铝(Al₂O₃)层,使未涂层的产品能够长期在户外使用而不生锈。与阳极氧化或粉末涂层结合使用时,其耐腐蚀性会进一步增强,尤其适用于沿海和工业环境。
- 高可持续性和可回收性铝是可回收的,其生产过程消耗的能源仅为生产原铝所需能源的约 51 吨,可减少高达 951 吨的碳排放,符合全球脱碳倡议。
- 综合功能表现铝的导热系数约为钢的五倍,因此是散热器的理想材料。其优异的导电性和轻质特性使其适用于母线和导电支架,而其非磁性和不可燃性则满足医疗和防火建筑应用的要求。

3.0挤出工艺具有哪些独特的竞争优势?
如果说铝合金是“优质基材”,那么挤压成型就是“精密成型工具”。通过将热量和压力整合到单一成型工艺中,挤压成型能够带来传统方法难以实现的优势:
- 卓越的设计自由度复杂的横截面——包括多槽型材、空心腔和不规则几何形状——可以一步挤压成型,无需二次焊接,从而消除薄弱的接头,显著提高效率和尺寸精度。
- 高维一致性现代挤压设备可将标准型材的公差控制在±0.1毫米以内,高精度产品可达±0.05毫米。连续成型确保各批次产品尺寸和性能的一致性,避免了铸造工艺中常见的变异性。
- 易于加工和装配铝材易于切割、钻孔和弯曲。T型槽和螺纹通道等装配特征可在挤压过程中集成,无需二次钻孔或焊接,装配效率可提高30%以上。
- 优异的表面处理兼容性挤压件易于进行阳极氧化、粉末涂装和电泳涂装,从而提供耐腐蚀性、耐磨性和美观的表面处理,以满足不同应用的需求。
4.0铝挤压工艺的原理和核心步骤是什么?
铝挤压工艺可概括为“热软化+模具成型+连续成型”。从坯料到成品,多个精密控制的步骤协同作用,确保产品质量始终如一。
4.1铝挤压的基本原理是什么?
铝挤压是将铝合金坯料加热至约 450–500°C 的热塑性状态。在挤压机产生的高压(通常为 100–300 MPa)下,金属被挤压通过定制的模具,形成具有特定横截面的型材、管材或棒材。该过程类似于挤牙膏:坯料是材料,模具是出口——但对温度、压力和速度的精确控制对于避免缺陷至关重要。根据结构要求,挤压主要分为两大类:
- 直接挤出该工艺产量占市场总产量的80%以上,坯料由冲头直接推向模具。该工艺装置简单、效率高,适用于实心棒材、标准型材和普通管材。
- 空心挤压金属经模桥分割后,在焊接室中重新连接,最终形成中空型材。这种更为复杂的工艺能够制造用于幕墙框架和汽车结构件的集成式中空型材。
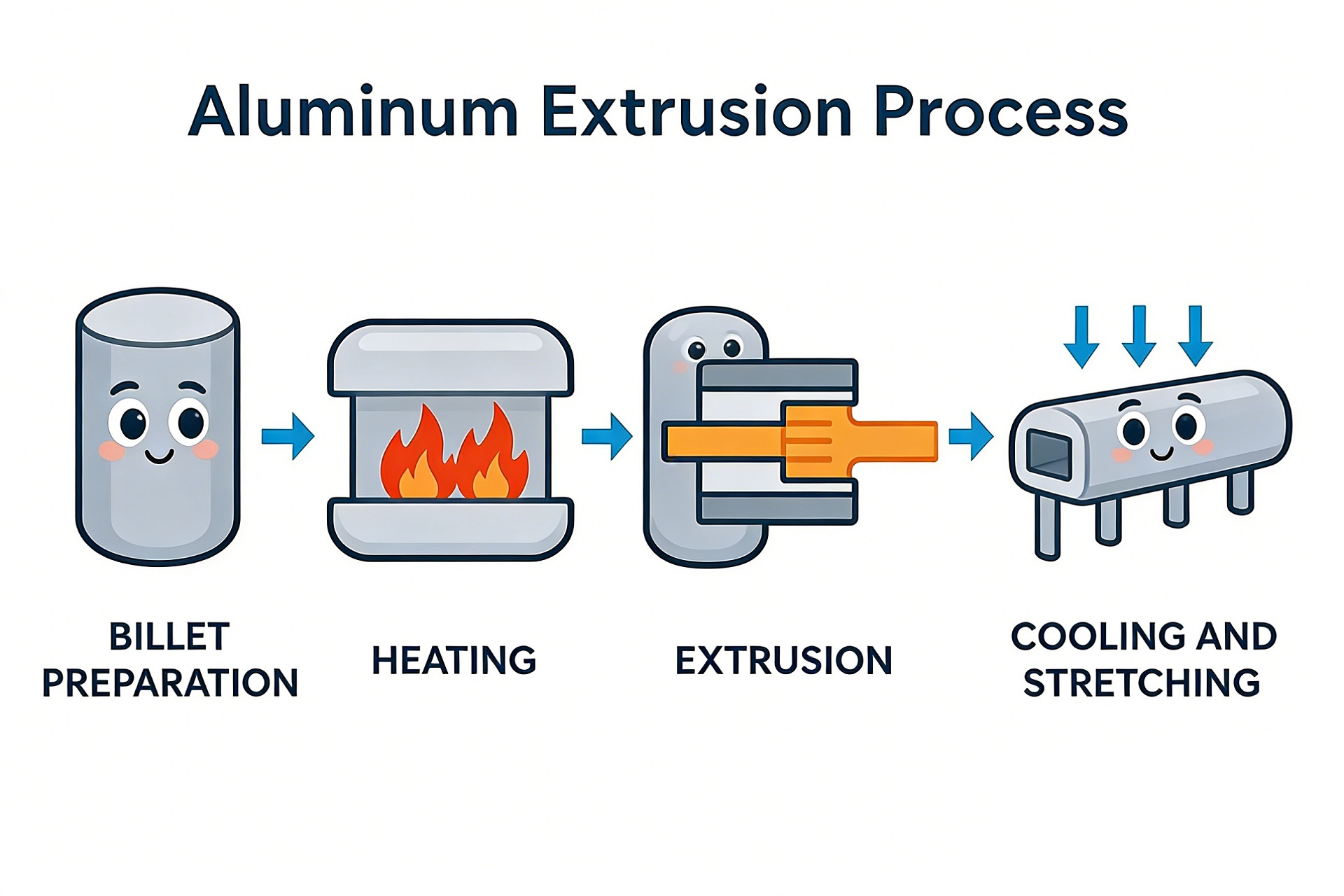
4.2从钢坯到成品挤压件的关键生产步骤是什么?
一条完整的铝挤压生产线由七个基本阶段组成,每个阶段都受到严格的技术标准约束:
- 原材料准备合金元素按比例配比以满足性能要求,熔化后铸造成钢坯。均匀化退火消除偏析,超声波检测去除存在气孔或裂纹的钢坯,以确保材料完整性。
- 模具设计与制造根据截面图,采用CAD软件设计模具,并利用仿真软件进行优化,以控制金属流动。通常使用H13工具钢,模具公差控制在±0.03 mm以内。采用氮化或PVD涂层来延长模具寿命。
- 加热根据合金成分,钢坯加热至 450–500°C,而模具预热至 250–350°C,以确保金属流动顺畅、塑性良好,并减少模具磨损或表面划痕。
- 挤压成型加热后的钢坯被装入容器,冲头以 5–15 米/分钟的速度施加压力,使型材连续挤压通过模具。简单的截面允许更高的速度,而复杂的几何形状则需要降低速度并使用石墨基润滑剂来最大限度地减少摩擦。
- 冷却和矫直热挤压件(300–400°C)采用空气或水快速冷却以稳定尺寸。液压矫直可校正弯曲或扭转,以满足直线度和公差要求。
- 切割和二次加工型材采用专用铝材切割锯切割成客户指定的长度(通常为 3-6 米),切割过程中使用冷却系统以防止氧化或变形。框架和支撑部件可能需要进行弯曲加工,以获得所需的曲线或角度,并进行精确控制以防止开裂或回弹。
- 表面处理和最终检验根据应用需求,采用阳极氧化或粉末涂层工艺来增强耐腐蚀性和外观。使用卡尺和三坐标测量机进行尺寸检测,抽样测试机械性能,并进行超声波检测以发现内部缺陷。合格产品用薄膜包装,以保护其在运输过程中不受损坏。
4.3如何控制铝挤压的核心技术参数?
技术参数直接决定产品质量和生产效率。掌握关键参数的控制逻辑是实现高质量铝挤压的关键。
4.4挤出比如何平衡产品强度和加工难度?
挤压比是坯料横截面积与成品横截面积之比,计算公式为:挤压比 (K) = 坯料面积 (A₀) / 成品型材面积 (A₁)。
| 挤出比范围 | 特征与影响 |
| K < 20 | 金属变形不足会导致晶粒粗大、强度低,以及微观结构不均匀的风险较高。 |
| K > 80 | 挤压压力急剧增加,加速模具磨损,并增加表面划痕和裂纹的可能性。 |
| 30–60(6063/6061 的最佳值) | 提供足够的变形能力、优异的机械性能,并在生产率和模具寿命之间取得平衡。 |
4.5形状因子和外接圆直径如何影响工艺设计?
4.6形状因子分类及工艺要求
形状因子:定义为横截面周长与面积之比,它表示型材的复杂程度。数值越高,金属流动越困难。
| 形状因子范围 | 个人资料类型 | 工艺要求 |
| < 100 | 简单截面(圆形、矩形) | 挤出难度低,适合较高速度和较高挤出比。 |
| > 200 | 复杂截面(多槽、薄壁、不规则) | 需要降低挤出速度并优化模头流量平衡,以防止扭曲和壁厚不均匀。 |
4.7外切圆直径和按键选择
外切圆直径:包围轮廓横截面的最小圆,它决定了模具尺寸和压力机的选择。
| 挤压式 | 容器直径 | 合适的配置文件 |
| 小的 | ≤150 毫米 | 直径小于 150 毫米的小型元件。 |
| 中等的 | 150–250 毫米 | 门窗型材,汽车装饰条。 |
| 大的 | >250 毫米 | 幕墙竖框,桥梁结构构件。 |
4.8温度和挤出速度的关键控制点是什么?
温度和转速必须与合金类型精确匹配。典型参考参数如下:
| 合金等级 | 坯料温度 | 容器温度 | 芯片温度 | 推荐速度 | 适用产品 |
| 6063 | 480–500°C | 500–520°C | 300–350°C | 5–10 米/分钟 | 中等复杂程度的章节 |
| 6061 | 460–480°C | 480–500°C | 280–320°C | 3–8 米/分钟 | 高强度结构部件 |
| 7005 | 450–470°C | 470–490°C | 250–300°C | 3–5 米/分钟 | 超高强度结构 |
控制原则温度过高会导致晶粒粗化和性能下降,而温度过低则会增加挤压阻力。速度波动应控制在±5%范围内,以确保金属流动稳定。
4.9如何选择铝合金牌号和热处理工艺?
不同的合金牌号和热处理条件适用于特定的应用。准确选择对于满足性能要求至关重要。
5.0常用铝合金牌号的选择指南是什么?
5.16000系列铝合金(应用最广泛)
5.27000系列铝合金(超高强度)
| 合金等级 | 主要特点 | 适用范围 |
| 7005 | 屈服强度高达310 MPa,加工性能相对较好 | 航空航天、高速铁路结构件 |
| 7075 | 强度最高,屈服强度超过500 MPa,挤出性能差 | 高端国防、医疗设备 |
5.3其他特种合金
| 合金等级 | 主要特点 | 适用范围 |
| 6101 | 优异的导电性 | 母线、导电支架 |
| 5052 | 优异的耐海水腐蚀性能 | 沿海装饰组件,船用五金件 |
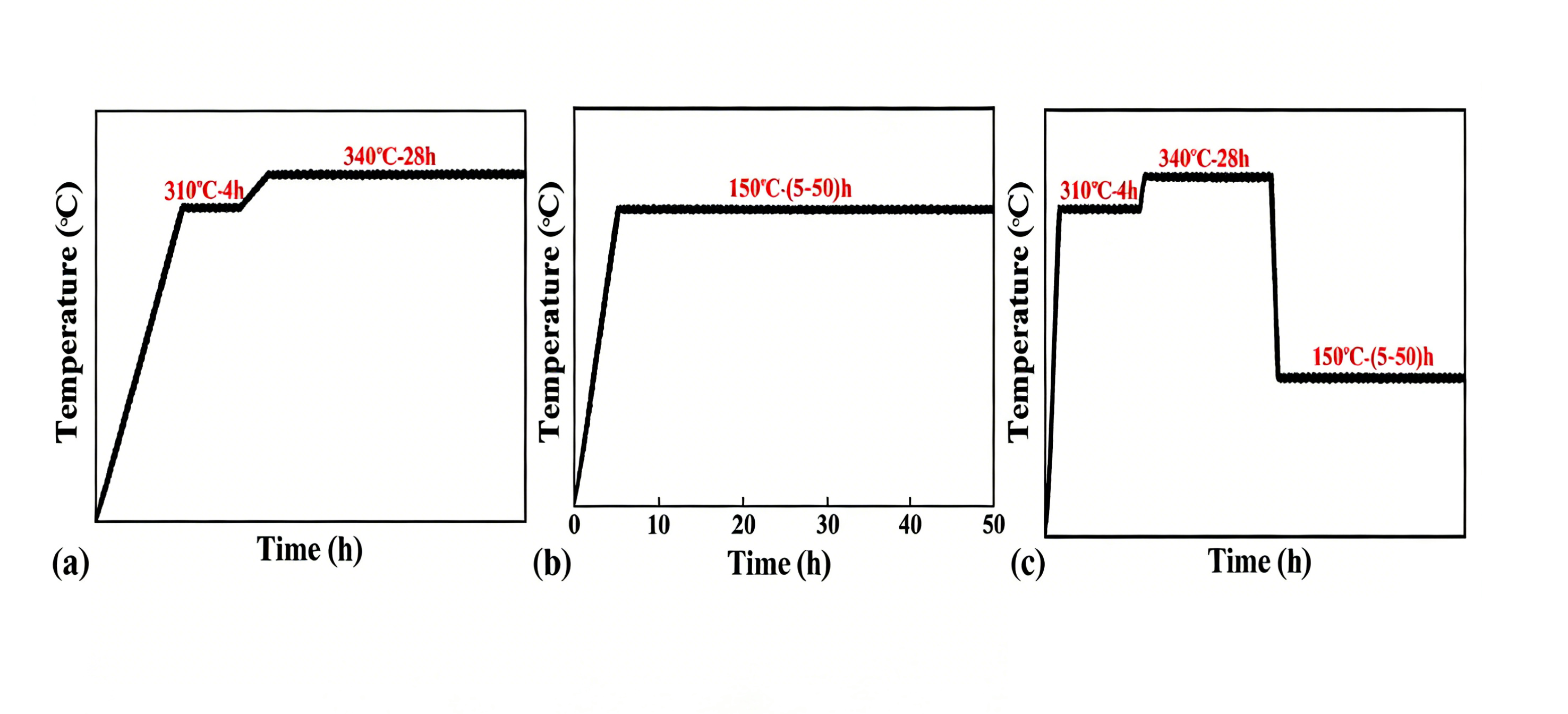
6.0不同热处理条件的应用场景有哪些?
热处理是提高铝合金强度的关键步骤。常见条件和应用包括:
| 热处理条件 | 主要特点 | 适用范围 |
| T4(固溶热处理+自然老化) | 延展性高,延伸率高于 20% | 需要二次弯曲或冲压的产品 |
| T5(直接人工老化) | 流程简单,成本低。 | 窗系统,装饰型材,无需二次成型 |
| T6(固溶热处理+人工时效) | 最高强化效果,最大强度 | 脚手架、汽车结构、高负荷应用 |
| T73(过度老化) | 显著提高了耐腐蚀性 | 沿海、化学、高腐蚀性环境 |
7.0如何预防常见的铝挤压缺陷?
缺陷可能源于材料质量、模具状况或工艺参数。遵循“预防优先,纠正其次”的方法可以显著降低缺陷率。
8.0铝挤压件常见缺陷有哪些类型?
缺陷通常分为三类:
- 表面缺陷划痕、凹痕、起泡、剥落和颜色变化,影响外观和耐腐蚀性。
- 内部缺陷收缩空腔、孔隙、分层和微观结构不均匀性,降低了强度和密封性能。
- 尺寸和形状缺陷:扭曲、弯曲、尺寸偏差和壁厚不均匀,影响下游装配。
9.0这些缺陷的原因和预防措施是什么?
9.1表面缺陷预防
- 原因:坯料表面污染、模具磨损、挤压速度过快、润滑不足。
- 措施:严格的坯料表面检验;定期进行模具抛光和表面强化;控制挤压温度和速度;均匀涂抹石墨基润滑剂。
9.2内部缺陷预防
- 原因钢坯氢含量高、模具流线设计不当、空心型材金属焊接不足。
- 措施:均质化退火以消除偏析;超声波检测以去除有缺陷的坯料;优化模具端口和焊接室设计。
9.3二次加工缺陷预防(切割和弯曲)
- 原因锯片磨损或切割速度过快导致毛刺和边缘崩裂;弯曲压力不当或模具匹配不良导致裂纹或回弹过大。
- 措施定期更换切割刀片;根据壁厚调整切割速度和冷却方式;选择与型材几何形状相匹配的弯曲模具;进行试弯以确定最佳压力和角度。对于高强度合金,弯曲前预热可以有效降低开裂风险。
10.0铝挤压产品的核心应用场景有哪些?
铝挤压产品具有结构轻巧、强度高、加工性能好等优点,已渗透到多个工业领域,成为不可或缺的结构和功能部件。
10.1建筑行业的主要应用亮点是什么?
建筑业是铝挤压型材最大的应用市场,总用量超过40%,主要包括:
- 门、窗和幕墙6063-T5/T6 型材用于框架和竖框,具有轻质性能和耐腐蚀性,同时还能提高建筑物的能源效率和美观性。
- 结构和装饰部件脚手架、楼梯扶手和遮阳棚兼具结构强度和视觉美观性,且维护成本极低。
- 预制建筑:预制外墙板和光伏安装系统的框架提高了施工效率,符合绿色建筑理念。

10.2交通运输领域有哪些轻量化解决方案?
减轻重量是运输业的一项关键要求,因此铝挤压成为一种核心的轻量化解决方案,其应用份额约为 25%:
- 汽车行业:防撞梁、底盘部件和热管理系统使车辆重量减轻 10%–20%,从而降低了 5%–10% 的油耗。
- 轨道交通高速列车和地铁车辆的结构部件通过轻量化设计提高了运行速度和乘客舒适度。
- 航天机身和机翼部件采用超高强度 7000 系列型材,以减轻起飞重量并延长飞行航程。
10.3铝型材在工业和家居应用领域是如何扩展的?
- 工业应用(约占20%股份):机床导轨、设备外壳、电子散热器和化工管道支架,可根据不同的工业需求量身定制。自动化设备框架和输送机支架等产品通常需要使用铝型材切割机进行精密切割,并使用铝型材弯曲机进行复杂成型,以满足严格的装配公差要求。
- 家居和室内应用(约 10% 份额):家具框架、窗帘轨道以及厨房或浴室储物系统具有防潮、耐磨和易于安装的特点,从而提升整体生活质量。



11.0常见问题 (FAQ)
- 问哪些铝合金最适合挤压成型?一个6000系铝合金(6063、6061、6082)具有最佳的挤压性能。7000系铝合金强度更高,但挤压难度更大,通常用于高端结构应用。
- 问铝挤压型材的最小壁厚是多少?一个标准型材通常要求壁厚≥1.0-1.2毫米。复杂的薄壁或高精度型材的壁厚通常控制在≥1.5毫米,具体取决于合金选择、挤压比和模具设计。
- 问如何判断横截面是否属于“高难度挤压”?一个高形状系数、多腔体、薄壁、不对称几何形状或大外接圆直径都会显著增加挤出难度。
- 问铝挤压产品通常能达到怎样的尺寸公差?一个标准型材的精度可控制在±0.1毫米以内,而高精度型材在稳定的设备和精心设计的模具的帮助下,精度可达到±0.05毫米。
- 问空心型材的焊接强度可靠吗?一个通过合理设计的模流通道和焊接腔,焊缝强度可以接近母材的强度,并满足大多数结构应用要求。
- 问铝挤压产品是否适合二次加工?一个是的。铝合金易于切割、钻孔和弯曲。在挤压成型过程中即可集成装配槽和各种结构特征,从而减少后续加工。
- 问铝挤压件中最常见的质量缺陷有哪些?一个典型缺陷包括表面划痕、气泡、内部孔隙、壁厚不均匀和扭曲变形,其中大部分与坯料质量、模具设计和工艺参数有关。
参考
www.gabrian.com/what-is-aluminum-extrusion-process/
bonnellaluminum.com/tech-info-resources/aluminum-extrusion-process/
us.misumi-ec.com/blog/types-of-aluminum-extrusion-profiles/
eagle-aluminum.com/what-is-extruded-aluminum/