
1.0什么是铝弯曲?
铝弯曲是指根据您的设计施加外力将直铝片转变为弯曲或有角度的形状,同时保持其结构完整性的过程。
需要注意的是,并非所有铝材都适合折弯。材料的属性和热处理会显著影响折弯效果。因此,我们建议您在进行折弯操作前与我们进行深入咨询,以便找到最适合您项目的解决方案。
弯曲可能是一个具有挑战性的过程,需要仔细控制以避免诸如开裂或变形等问题。在本文中,我们将带您了解这些潜在的陷阱,并介绍 八种最常用、最可靠的弯曲方法。如果您想为您的产品实现最高质量的折弯解决方案,请随时与我们联系。
2.0铝弯曲方法和工艺
铝材折弯技术的选择直接取决于材料的横截面积和具体要求。无论您处理的是铝板、铝管还是铝棒,都有多种折弯方法可供选择。选择最合适的折弯技术对于确保项目成功至关重要。
2.1滚弯
滚弯 将铝材置于两根滚轮之间,通过滚轮施加压力,使材料弯曲至所需的角度和深度。这种方法能够高效地将铝材塑造成各种形状,尤其适用于大型、厚实的工件。
优点: 快速、一致且适合大尺寸铝材。
缺点: 需要专门的设备,成本可能很高。

2.2折弯机
折弯机将铝放置在冲头和模具之间,冲头施加压力,迫使铝围绕模具弯曲,从而使铝弯曲。
优点: 精度高,折弯速度快,适合大型或厚铝件。
缺点: 昂贵的设备,最适合较小或较薄的铝部件。

2.3推弯
推弯是使用推杆或推杆施加机械力来弯曲铝材。材料被夹在固定装置中,推杆将其压成所需的形状。
优点: 非常适合小角度弯曲。
缺点: 不适用于大尺寸或厚尺寸的铝,可能会导致局部压力过高。
2.4旋转弯曲
旋转弯曲使用旋转拉伸机施加机械力,使铝在中心轴和模具之间旋转和弯曲。
优点: 实现小半径、精确角度和平滑过渡,非常适合大型或厚铝部件。
缺点: 需要专门的设备,成本可能很高。
2.5压缩弯曲
压缩弯曲使用冲头和模具施加压力将铝压缩成所需的形状。
优点: 适合生产两侧弯曲一致的零件。
缺点: 设备成本较高,更适合大规模生产。
2.6拉伸成型
拉伸成型利用机械力将铝拉伸成所需形状。拉伸过程中的张力确保材料长度的恒定控制。
优点: 精确的形状控制,适合大批量生产。
缺点: 昂贵的设备,适合特定需求。
2.7手动折弯
手动弯曲是使用简单工具(例如钳子或锤子)弯曲铝的传统方法。
优点: 简单、低成本,非常适合小型或薄型铝部件。
缺点: 速度慢,精度低,不适合加工较大或较厚的铝件。
2.8三辊卷板机
这 三辊卷板机 使用三个滚轮施加压力,将铝弯曲成所需的形状。
优点: 非常适合建筑构件和大型建筑项目。
缺点: 专用设备价格昂贵,应用范围有限。

3.0弯曲铝角的最佳方法
在铝材角钢折弯加工中,选择合适的工艺至关重要。通常,滚弯和折弯机是最常用的工艺,因为它们能够提供均匀的弯曲度和高精度。对于大半径或多角度过渡,旋转折弯是更好的选择。对于小规模生产或较为简单的应用,手动折弯和推弯是快速且经济高效的解决方案。
4.0如何手动弯曲铝
✅ 准备
清洁材料表面,并准备好尺子、记号笔、C 型夹、虎钳和锤子等基本工具。如果材料较厚,可能需要预热以增加其延展性。
✅ 过程
- 标记弯曲线: 用尺子和记号笔标记折弯处。如有需要,可以沿着折弯线钻一些辅助小孔,或者用铣刀加工表面,这将有助于折弯过程。
- 固定工件: 使用 C 型夹或虎钳将材料牢牢固定到位。
- 施加均匀且缓慢的压力: 用锤子沿着弯曲线轻轻敲击,从一端开始,向另一端移动。弯曲角度以 10-20 度为增量。
- 检查弯曲角度: 如果弯曲不够,请根据需要进行调整。
5.0如何使用折弯机进行折弯
✅ 准备
清洁工件表面并收集折弯机、模具和量具。
✅ 过程
- 放置工件: 将工件靠在挡块上并正确对齐。
- 调整模具: 确保模具和冲头正确对齐。对于 90° 折弯,建议使用 88° 模具来补偿材料回弹。
- 缓慢施加压力: 逐渐施加压力,避免用力过猛。如果听到异常噪音或发现运动不稳定,请立即停止机器并检查是否存在问题。
- 检查弯曲角度: 每次弯曲后,使用测量工具检查角度。如发现任何偏差,请根据需要进行微调。
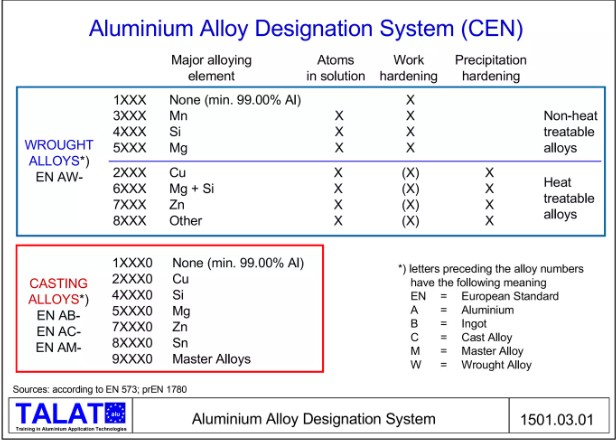
6.0铝弯曲的最佳材料
铝合金的弯曲性能受其合金成分和回火状态影响。最适合弯曲的合金系列是3XXX、5XXX和6XXX系列。2XXX系列的合金应避免使用,因为它们硬度高,导致成型更加困难。不过,经过适当的回火处理,这些合金仍然可以成功弯曲。
6.1四种最佳弯曲铝合金
- 3003铝合金:3003 是弯曲的最佳选择之一,具有良好的强度、优异的冷加工性能以及屈服强度和拉伸强度之间的显著差距 - 所有这些都有助于其在弯曲过程中表现出色。
- 5052铝合金:5052 具有高延展性,屈服强度和抗拉强度之间差距较大。它还表现出优异的耐腐蚀性,尤其是在海洋或其他腐蚀环境中。退火后,其成形性甚至超越 3003,使其成为复杂弯头的首选。
- 5083铝合金:5083 因其耐腐蚀性和优异的可焊性而被广泛应用于造船业。为了最大限度地提高其弯曲性能,建议使用 H111、H112 或 O 状态的 5083。
- 6061和6082铝合金: 这两种合金均为可热处理合金,具有理想的强度和成形性。虽然它们在T4或T6状态下的弯曲性能较差,但它们可以在T4状态下成功成形,随后时效至T6状态以增加强度。

6.2铝回火处理
选择合金时,应考虑其成分、回火状态以及材料厚度。正确理解这些因素有助于您选择最合适的材料和折弯方法,从而确保产品的高质量。
回火处理及其特点:
- T(热处理)
T6 和 T651 状态的合金(例如 6XXX 系列)具有高强度和中等成形性,非常适合需要兼顾韧性和耐腐蚀性的应用。然而,弯曲时必须小心,以免因延展性降低而开裂。 - H(应变硬化)
H14 或 H24 状态的合金经过应变硬化处理,强度更高。这些状态适用于中等角度弯曲而不会开裂。 - O(退火)
O 状态表示完全退火状态,具有最大的可成形性 - 非常适合简单的弯曲操作 - 但强度略低。 - F(制造状态)
F 状态是指成品材料的强度较低,但柔韧性和弹性较大。
7.0影响铝弯曲的关键因素
铝的弯曲过程受几个关键因素的影响,这些因素直接决定弯曲质量和成形性。
- 成形性: 成形性是指材料承受永久变形而不开裂或撕裂的能力。它受材料强度、延展性、形状和厚度的影响。ASTM E2218 等标准测试有助于评估成形性,并确定哪些合金最适合弯曲。
- 厚度和弯曲半径: 厚度和弯曲半径显著影响弯曲性能。较薄的材料更容易弯曲,而厚板弯曲则更具挑战性。较小的弯曲半径可能会导致开裂,因此遵循制造商的指导至关重要。
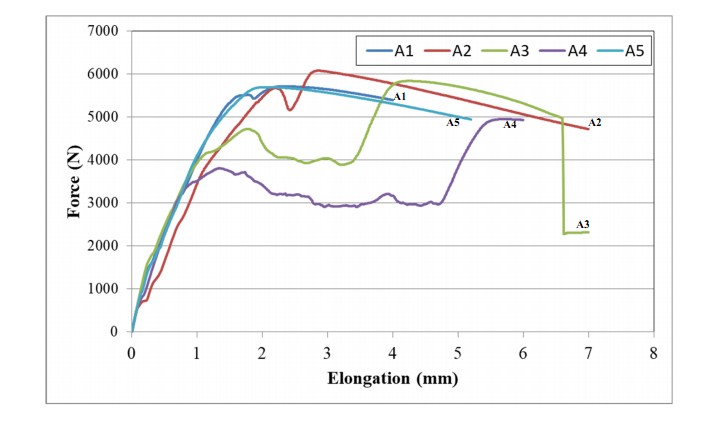
- 伸长 : 伸长率衡量材料在拉伸作用下的拉伸能力——伸长率越高,成形性越好。例如,退火后的 3003 (AA3003-O) 的伸长率约为 35%,非常适合弯曲应用。应力-应变曲线有助于选择最合适的合金。
8.0如何防止铝弯曲过程中出现裂纹
铝材在弯曲过程中容易开裂,尤其是在阳极氧化处理后。制造商经常面临如何在不造成损坏的情况下进行弯曲的挑战。以下是8个关键的预防措施:
- 选择合适的等级和脾气: 选择适合弯曲的牌号和状态。合金的成分和硬度直接影响其成形性——选择合适的材料可以显著降低开裂的风险。
- 使用合适的折弯设备: 选择适合您的材料和弯曲要求的设备,以避免应力集中和局部损坏。
- 增加弯曲半径: 较大的弯曲半径有助于均匀分布应力并降低开裂的可能性。
- 填充弯曲区域的空隙: 弯曲过程中使用金属插件或衬垫可防止局部应力和塌陷,从而减少出现裂缝的可能性。
- 调整厚度或张力: 增加材料厚度或减少弯曲张力有助于使应力更均匀地分散。
- 调整模具间隙和材料: 改善模具间隙并选择合适的模具材料,以避免表面损坏和随后的断裂。
- 使用平滑的弯曲而不是尖锐的拐角: 逐渐弯曲而不是急剧弯曲可以防止应力集中并降低开裂的风险。
- 施加润滑以减少摩擦应力: 在弯曲过程中涂抹润滑剂可以减少摩擦并减轻材料表面的压力。
参考:
ahssinsights.org/forming/forming-modes/bending/
www.researchgate.net/publication/348823039_Buckling_and_bending_properties_of_aluminium_plate_with_multiple_cracks




