

1.0Differences Between Beveling and Chamfering
In pipe processing, metal fabrication, and welding preparation, both beveling and chamfering are common edge-finishing techniques. While they may appear similar, they differ significantly in purpose, angle design, application scope, and processing methods.
1.1Basic Definitions
| Aspect | Chamfer | Bevel |
| Definition | A small angled cut—typically 45°—between two adjoining surfaces to remove sharp edges or guide assembly. | An angled surface machined at the material’s edge, primarily for welding prep or structural connections. |
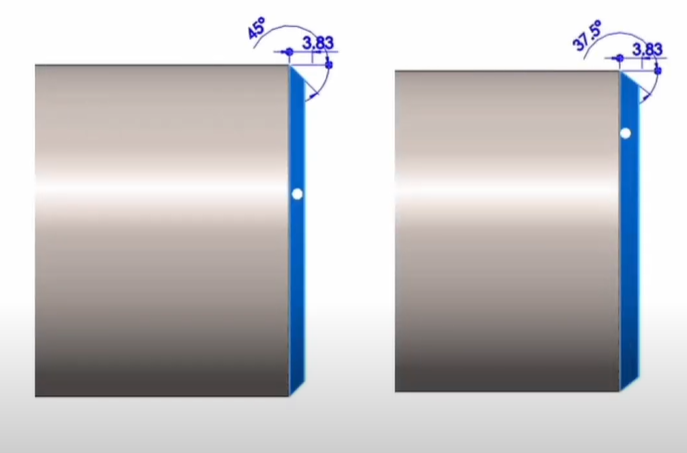
| Typical Angle | 45° | Commonly 37.5°, but may also be 30°, 60°, etc. |
| Depth | Only affects the outermost edge | Can extend deeper into the material |
| Material Removal | Yes (usually minimal) | Yes (removes more material) |
| Edge Relation | Typically between perpendicular faces | Often between non-perpendicular or parallel surfaces |
1.2Purpose Comparison
| Process Type | Main Purpose |
| Chamfering | Removes sharp edges, improves assembly fit, enhances safety and aesthetics. |
| Beveling | Prepares pipe ends or edges for welding, increases weld penetration and joint strength. |
| Process Type | Main Purpose |
| Chamfering | Removes sharp edges, improves assembly fit, enhances safety and aesthetics. |
| Beveling | Prepares pipe ends or edges for welding, increases weld penetration and joint strength. |
1.3Processing Methods
Common Beveling Methods:
- Manual Grinding: Cost-effective, suitable for on-site use; lower consistency.
- Portable Beveling Machine: Higher efficiency, mobile, ideal for small- to medium-batch work.
- Stationary Beveling System: High precision, supports V-, U-, and J-grooves; suitable for automation.
- Plasma or Flame Cutting: Ideal for thick-wall pipes; enables simultaneous cutting and beveling.
Common Chamfering Methods:
- Chamfer Mill: Used on CNC mills or lathes; offers high accuracy.
- Chamfer Gauge / Ruler: Supports manual operation; suitable for low-volume or fieldwork.
- Deburring Tools / Grinding Wheels: For plastics, glass, or light edge treatment.
1.4Application Comparison
| Application Area | Chamfer | Bevel |
| Piping Systems | Removes sharp edges at pipe ends to ease assembly | Prepares ends for welding, improves penetration and strength |
| Mechanical Parts | Helps align screws, reduces stress concentration | Used in gear teeth and sealing interfaces |
| Architectural Hardware | Enhances safety and appearance of exposed edges | Enables angled joints or decorative transitions |
| Welded Structures | Rarely applied directly | Essential for butt joint preparation (e.g., pipes, plates) |
1.5 Is Chamfering a Type of Beveling?
Technically, a chamfer can be considered a specific type of bevel, typically at a fixed 45° angle. However, its intended function and processing depth are different:
- Chamfer: Used in precision machining, assembly fit improvement, and edge deburring.
- Bevel: Focused on structural joining and welding preparation.
2.0Common Pipe Beveling Methods
2.1Angle Grinder Beveling:
Using a handheld angle grinder to manually create a bevel at the pipe end. This is the most basic method of pipe beveling.
- Cost-effective: One of the least expensive options, ideal for small batches or repair jobs.
- Operator dependent: Requires skilled labor to maintain correct angle and depth.
- Inconsistent quality: Difficult to ensure uniform bevels across multiple pipes.
- Time-consuming: Not efficient for high-volume production.
- Dust and debris: Generates sparks and metal dust, increasing cleanup time and safety concerns.
2.2Portable Pipe Beveling Machine:
A more efficient, mechanized alternative for controlled beveling in field environments.
- Improved safety: Offers more stability and reduces risk compared to manual grinding.
- Higher efficiency: Suitable for medium-volume operations; reduces labor time.
- Field-friendly: Compact and portable, ideal for on-site work.
- Limited capacity: Not recommended for large-scale production due to lower continuous output.


2.3Stationary Pipe Beveling Machine:
Designed for industrial-scale operations and automation lines with a focus on consistency and speed.
- Versatile bevel profiles: Supports a range of weld bevel types, including V-, J-, and U-grooves.
- Stable processing: Delivers precise angle control and consistent feed depth.
- Automation-ready: Can be integrated into CNC lines for continuous operation.
- Clean and chip-free: Some models offer chipless processing for minimal cleanup.
- High productivity: Short cycle times and fast throughput.
- Higher upfront cost: Requires significant initial investment, suitable for fixed production lines.
2.4Plasma or Oxy-Fuel Bevel Cutting:
Uses thermal cutting technology to melt and bevel pipe ends, particularly effective for thick or high-strength materials.
- Ideal for heavy-wall pipes: Works well with stainless steel, carbon steel, and alloy piping.
- Flexible angles: Allows programmable multi-angle bevels such as X- and K-grooves.
- Fast cutting: Efficient for large-diameter or high-volume production.
- Heat-Affected Zone (HAZ): Careful temperature control is required to avoid thermal distortion or metallurgical changes.
- CNC-compatible: Often paired with automated positioning and cutting systems.


Method Comparison Summary
| Method | Cost | Efficiency | Consistency | Ideal Use | Bevel Quality |
| Angle Grinder | ★ | ★ | ★ | Small batches, repairs | Low (manual control) |
| Portable Machine | ★★ | ★★★ | ★★ | Field work, mid-volume | Moderate |
| Stationary System | ★★★★ | ★★★★★ | ★★★★★ | Automation, high-volume | Very high |
| Plasma/Oxy-Fuel | ★★★ | ★★★★ | ★★★★ | Thick-wall, large-diameter pipes | High (with thermal control) |



