

- 1.0What Is Sheet Metal Drawing?
- 2.0What Are the Common Issues With Deep Drawing?
- 3.0What Is Metal Spinning and How Does It Work?
- 4.0What Is Shear Forming?
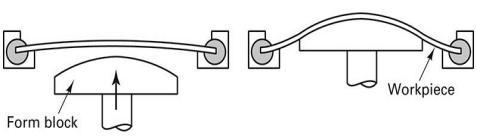
- 5.0How Does Stretch Forming Work?
- 6.0What Is Forming With Rubber or Fluid Pressure?
- 7.0What Are the Alternative Methods of Sheet Forming?
- 8.0What Is Sheet Hydroforming?
- 9.0What Is Tube Hydroforming?
- 10.0What Are Some Additional Drawing Techniques?
- 11.0What Is Embossing and Superplastic Forming?
- 12.0How Do Material Properties Affect Sheet Forming?
- 13.0What Are Alternative Methods for Producing Sheet-Type Products?
- 14.0What Is Pipe Welding in Sheet Metal Manufacturing?
- 15.0What Are the Common Types of Press Machines Used in Sheet Metal Forming?
- 16.0What Are Special Purpose Forming Machines?
- 17.0Summary: How to Choose the Right Sheet Forming Process
Sheet metal forming plays a crucial role in various manufacturing industries, especially automotive, aerospace, packaging, and electronics. Among the most widely used techniques are drawing and stretching, which transform flat sheet material into complex, three-dimensional shapes. This guide explores these processes, how they work, and their applications.
1.0What Is Sheet Metal Drawing?
Drawing is a metal forming process where plastic flow occurs over a curved axis, allowing flat sheets to be formed into deep or shallow three-dimensional parts.
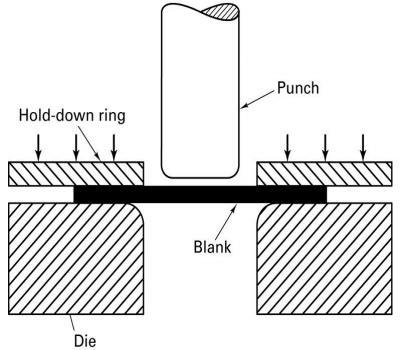
How Deep Drawing Works
Deep drawing is typically used to form solid-bottom cylindrical or rectangular containers from sheet metal. The sheet (blank) is placed over a die cavity and pushed in by a punch, forcing the material to plastically deform and take the shape of the die.
Key Parameters That Affect Drawing:
- Diameter of blank and punch
- Radius of punch and die corners
- Clearance between punch and die
- Sheet thickness
- Lubrication quality
- Hold-down (blank-holder) force
2.0What Are the Common Issues With Deep Drawing?
Limitations of Deep Drawing:
- Wrinkling due to excess material
- Tearing or fracturing due to overstretching
How to Prevent Defects in Drawing:
- Use of draw beads to control material flow
- Incorporating vertical projections and matching grooves in dies and blankholders
- Trimming to achieve final part dimensions
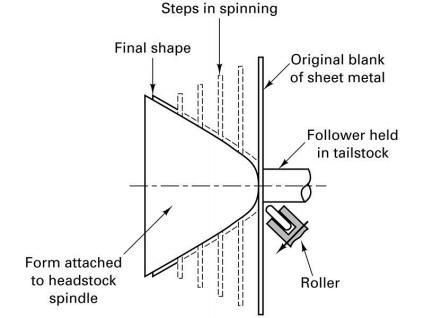
3.0What Is Metal Spinning and How Does It Work?
Spinning is a cold forming process where a sheet metal blank is rotated at high speeds and formed over a mandrel using a roller or tool. It is used to produce rotationally symmetrical shapes such as:
- Spheres
- Hemispheres
- Cylinders
- Bells
- Parabolic shapes
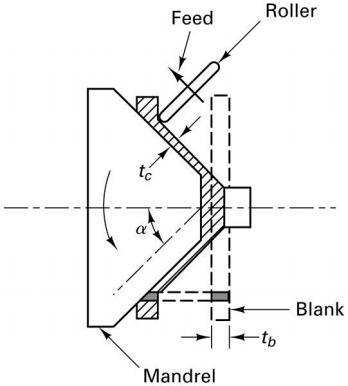
4.0What Is Shear Forming?
5.0How Does Stretch Forming Work?
6.0What Is Forming With Rubber or Fluid Pressure?
Traditionally, forming operations use mating male and female dies. However, alternative methods using rubber or fluid pressure can:
- Reduce tooling costs
- Minimize setup time
- Allow for greater deformation using a single tool set
7.0What Are the Alternative Methods of Sheet Forming?
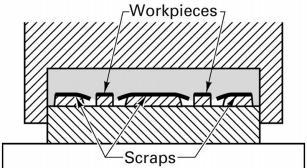
Rubber Tooling Forming Methods:
- Guerin Process: Uses a rubber pad to replace one die in drawing or blanking operations.
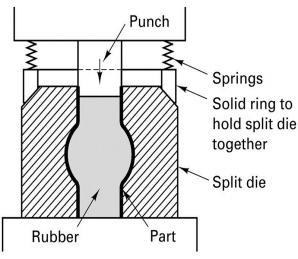
- Bulging: Expands metal using fluid or rubber pressure, ideal for forming tubes and curved panels.
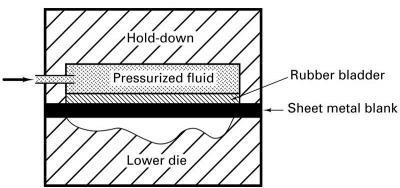
8.0What Is Sheet Hydroforming?
In sheet hydroforming, a rubber bladder backed by fluid pressure replaces the solid punch or die. It allows deeper parts to be formed with excellent surface quality and dimensional accuracy.
Advantages of Sheet Hydroforming:
- Lower tooling costs
- Ability to form deeper parts
- Enhanced surface finish
- Precise part dimensions
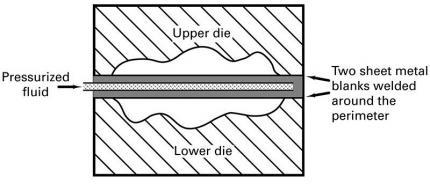
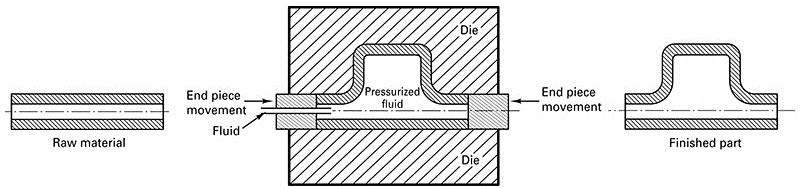
9.0What Is Tube Hydroforming?
Tube hydroforming is used to produce strong, lightweight tubular components, especially in the automotive industry. A metal tube is placed in a die and expanded using internal fluid pressure.
Advantages:
- Lightweight, high-strength components
- Complex geometries with varying cross-sections
- Can replace multi-part welded assemblies
Disadvantages:
- Long cycle times
- Higher tooling and setup costs
10.0What Are Some Additional Drawing Techniques?
Hot Drawing
Performed at elevated temperatures to improve formability, especially for parts with large deformation. Sheet metal cools quickly, so careful thermal control is required.
High-Energy Rate Forming
This includes processes like:
- Underwater explosions
- Underwater spark discharge
- Pneumatic or internal combustion pulses
- Magnetic pulse forming
These methods apply large amounts of energy over a short time, allowing for rapid forming.
Ironing
Ironing reduces the wall thickness of a previously drawn part (e.g., aluminum cans) by passing it between a punch and die.
11.0What Is Embossing and Superplastic Forming?
Embossing
A press-forming process that impresses raised lettering or patterns onto sheet metal surfaces, often for decorative or identification purposes.
Superplastic Forming
Utilizes materials with exceptional elongation properties (2000–3000%) to create large, complex shapes, similar to plastic thermoforming techniques.
12.0How Do Material Properties Affect Sheet Forming?
- Tensile strength impacts the choice of forming method
- Sheet metal often exhibits anisotropy, where properties vary by direction
- Failures usually result from excessive thinning or fracture
Strain analysis can help determine the optimal sheet orientation and process parameters.
13.0What Are Alternative Methods for Producing Sheet-Type Products?
Electroforming
- Deposits metal directly onto a shaped form or mandrel
- Suitable metals: nickel, copper, iron, silver
- Ideal for producing high-precision and complex shapes
Spray Forming
- Uses a plasma torch to spray molten metal or powder
- Can rapidly form near-net shapes
14.0What Is Pipe Welding in Sheet Metal Manufacturing?
Skelp is the flat steel strip used to form welded pipe.
Types of Pipe Welding:
- Butt-welded pipe: Skelp is heated, rolled, and welded at the seam.
- Lap-welded pipe: Edges are beveled and overlapped before welding.
15.0What Are the Common Types of Press Machines Used in Sheet Metal Forming?
Sheet metal forming relies heavily on press machines, which apply force through punches and dies to shape metal parts. The choice of press depends on part complexity, required force, and production volume.
Types of Press Machines:
Gap-Frame Press (C-Frame Press)
- Features an open-front “C”-shaped frame for easy access.
- Ideal for operations like blanking, punching, or small-scale drawing.
- Easy to set up and switch tooling.
- Known for its high rigidity and ability to handle heavy-duty forming operations.
- Used in deep drawing or forming large automotive panels.
- Common in high-tonnage, high-precision applications.
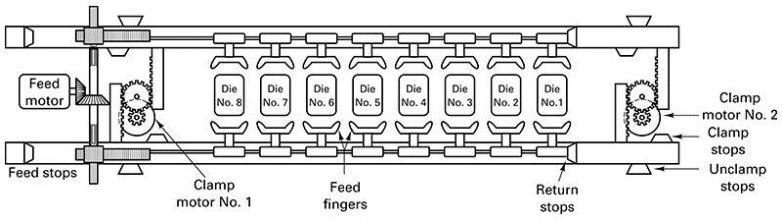
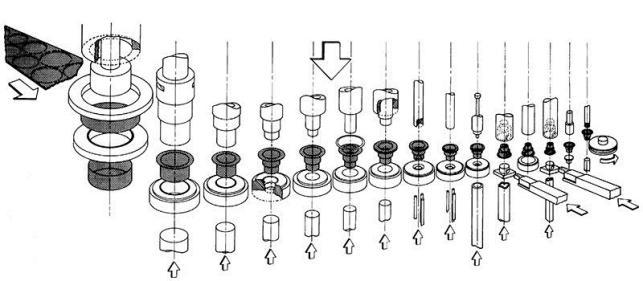
Transfer Press
- Equipped with a moving slide and transfer mechanisms.
- Allows multiple forming operations in one machine.
- Common for automated high-volume productionof complex parts.
Four-Slide or Multislide Machine
- Designed for the continuous production of small, intricate parts.
- Works with wire or strip material and can form, bend, or cut using multiple slides simultaneously.
- Frequently used in electronics, automotive clips, and springs.
16.0What Are Special Purpose Forming Machines?
Some forming operations require machines designed for very specific applications or alternative forming methods.
Hydroforming Presses
- Used for both sheet and tube hydroforming.
- Utilize a hydraulic bladder and fluid pressure instead of a traditional punch.
- Ideal for creating seamless, lightweight parts with varying cross-sections.


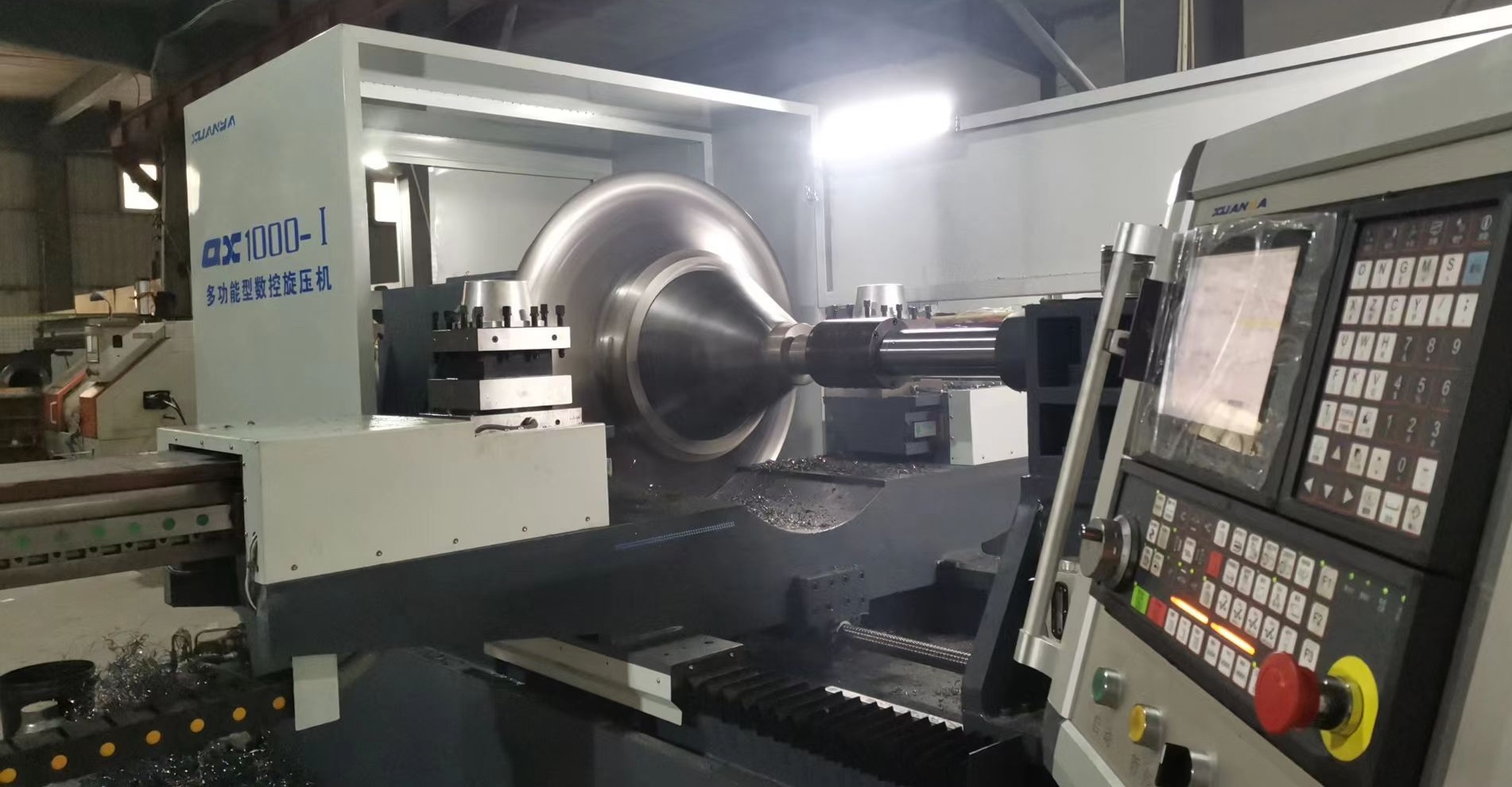
Spinning Lathes (Metal Spinning Machines)
- Used in conventional spinning and shear forming
- Can be manual, CNC-controlled, or servo-based for higher precision.
- Rotates the workpiece while forming tools press it against a mandrel.
Superplastic Forming Presses
- Used to form materials capable of extreme elongation at elevated temperatures.
- Common in aerospace for lightweight, complex-shaped components.
High-Energy Rate Forming Machines
- Use magnetic pulse, explosion, or spark discharge methods.
- Often include pulsed-power generators or explosive forming chambers.
17.0Summary: How to Choose the Right Sheet Forming Process
Sheet forming processes can be grouped into:
- Shearing
- Bending
- Drawing
- Forming
Choosing the right method depends on:
- Material properties
- Starting geometry
- Final product requirements
- Production volume
- Cost constraints
By understanding each technique’s strengths and limitations, manufacturers can achieve optimal results in both product quality and production efficiency.




