
- 1.0Tại sao khả năng gia công lại đáng được nghiên cứu nghiêm túc?
- 2.0Khả năng gia công của vật liệu kim loại là gì?
- 3.0Khả năng gia công được đánh giá như thế nào?
- 4.0Phân loại khả năng gia công của các loại vật liệu khác nhau (Góc nhìn kỹ thuật)
- 5.0Những đặc tính vật liệu nào quyết định khả năng gia công?
- 6.0Làm thế nào để cải thiện khả năng gia công trong thực tiễn kỹ thuật?
- 7.0Kết luận: Khả năng gia công là một vấn đề kỹ thuật ở cấp độ hệ thống.
- 8.0Câu hỏi thường gặp: Các câu hỏi phổ biến về khả năng gia công kim loại
- 8.1Câu 1: Khả năng gia công có tương đương với độ cứng của vật liệu không?
- 8.2Câu 2: Tại sao hợp kim titan thường được coi là vật liệu khó gia công?
- 8.3Câu 3: Thép không gỉ có luôn khó gia công hơn thép cacbon không?
- 8.4Câu 4: Khi khả năng gia công kém, liệu giảm tốc độ cắt có phải là giải pháp duy nhất?
- 8.5Câu 5: Tác động của xử lý nhiệt đến khả năng gia công cơ khí quan trọng đến mức nào?
Trong lĩnh vực chế tạo cơ khí, gia công cơ khí có mặt ở khắp mọi nơi. Tuy nhiên, các kỹ sư nhanh chóng nhận ra trong quá trình sản xuất thực tế rằng:"Có thể gia công" không có nghĩa là "dễ gia công".
Với cùng một máy công cụ và các thông số cắt giống hệt nhau, chỉ cần thay đổi vật liệu cũng có thể dẫn đến lực cắt, tuổi thọ dao và chất lượng bề mặt hoàn toàn khác nhau. Sự khác biệt này được quyết định bởi khả năng gia công của vật liệu.
Từ góc độ thực tiễn kỹ thuật, bài viết này giới thiệu một cách hệ thống khái niệm về khả năng gia công kim loại, các phương pháp đánh giá phổ biến, các yếu tố ảnh hưởng chính và các chiến lược đã được chứng minh để cải thiện trong môi trường sản xuất thực tế.
1.0Tại sao khả năng gia công lại đáng được nghiên cứu nghiêm túc?
Gia công cơ khí vẫn là một trong những phương pháp tạo hình kim loại được sử dụng rộng rãi nhất trong sản xuất hiện đại. Tuy nhiên, các vật liệu khác nhau lại có phản ứng rất khác nhau trong quá trình cắt gọt.
1.1Ví dụ về sự khác biệt về hiệu suất khi cắt:
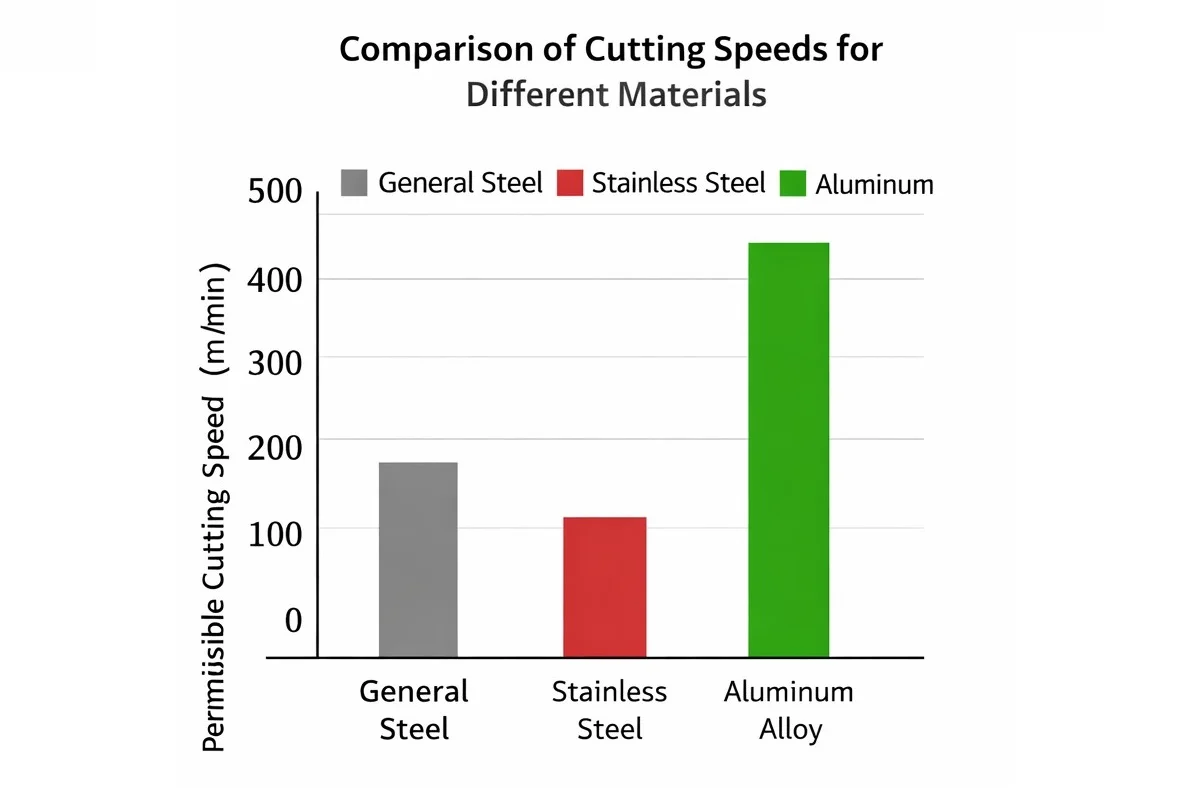
- Hợp kim nhôm, hợp kim đồng: Gia công nhẹ, lực cắt thấp, hiệu quả cao;
- Thép hợp kim, thép không gỉ, hợp kim titan, siêu hợp kim gốc niken: Lực cắt cao, nhiệt lượng tập trung, mài mòn dụng cụ nhanh, thường kèm theo hiện tượng mẻ cạnh và rung động.
1.2Hậu quả của việc hiểu biết chưa đầy đủ về khả năng gia công cơ khí:
- Tuổi thọ dụng cụ giảm đáng kể;
- Hiệu suất gia công luôn ở mức thấp;
- Chất lượng bề mặt không ổn định;
- Áp dụng phương pháp thử và sai lặp đi lặp lại trong việc tối ưu hóa các thông số quy trình.
Do đó, việc hiểu rõ bản chất của khả năng gia công và áp dụng các chiến lược phù hợp là điều cơ bản để nâng cao hiệu quả, kiểm soát chi phí và đảm bảo hiệu suất gia công ổn định.
2.0Khả năng gia công của vật liệu kim loại là gì?
Khả năng gia công của vật liệu kim loại đề cập đến mức độ khó khăn khi gia công vật liệu đó trong các điều kiện cắt gọt cụ thể và yêu cầu về tuổi thọ dụng cụ xác định.
Từ góc độ kỹ thuật, vật liệu có “khả năng gia công tốt” thường biểu hiện:
- Tốc độ cắt cho phép cao hơn trong điều kiện tuổi thọ dao cắt không đổi;
- Lực cắt và nhiệt độ cắt thấp hơn, dẫn đến mài mòn dụng cụ chậm hơn;
- Bề mặt có chất lượng ổn định, với các mảnh vụn dễ vỡ và có thể được loại bỏ một cách có kiểm soát.
Ngược lại, nếu một vật liệu dẫn đến tuổi thọ dụng cụ ngắn, lực cản cắt cao, chất lượng bề mặt kém hoặc khó kiểm soát phoi, thì nhìn chung nó được coi là có khả năng gia công kém.
Cần nhấn mạnh rằng khả năng gia công là một yếu tố quan trọng. khái niệm tương đốiKhông phải là một phán xét cố hữu về việc một chất liệu là "tốt" hay "xấu".

3.0Khả năng gia công được đánh giá như thế nào?
3.1Các chỉ số đánh giá kỹ thuật phổ biến
Trong các ứng dụng kỹ thuật thực tiễn, khả năng gia công thường được đánh giá thông qua sự kết hợp của nhiều chỉ số, bao gồm:
- Tuổi thọ dụng cụ;
- Tốc độ cắt cho phép;
- Lực cắt;
- Nhiệt độ cắt;
- Chất lượng bề mặt gia công;
- Hình thái chip.
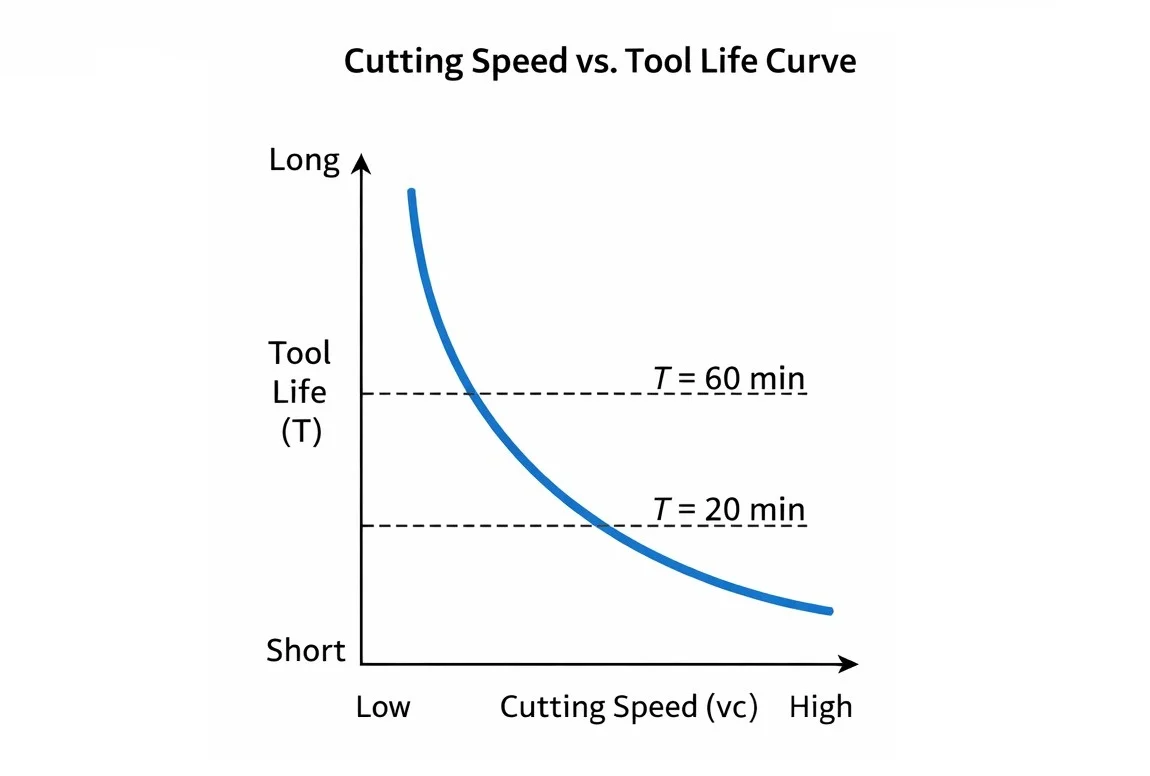
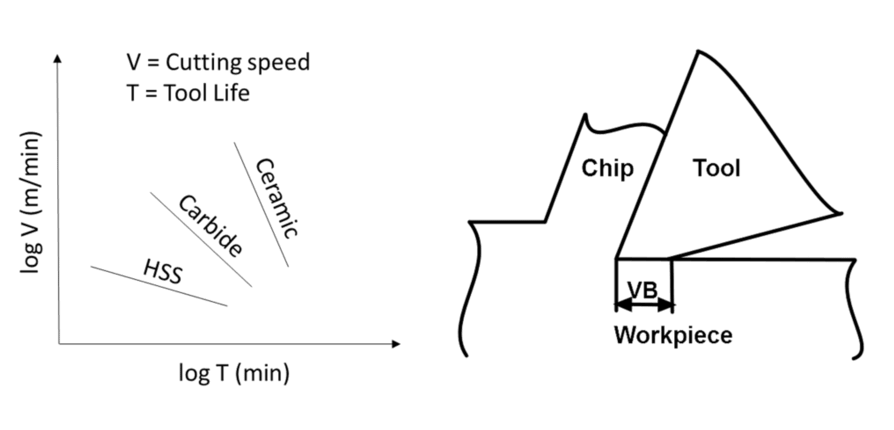
Trong số đó, tốc độ cắt cho phép ở tuổi thọ dao xác định là chỉ số định lượng được sử dụng phổ biến nhất và có liên quan mật thiết nhất đến kỹ thuật:
- Vật liệu kim loại thông thường: Tốc độ cắt ở tuổi thọ dao T = 60 phút (vc₆₀) được sử dụng làm tham chiếu;
- Vật liệu khó gia công: Tốc độ cắt ở tuổi thọ dao T = 20 phút (vc₂₀) thường được áp dụng.
3.2Chỉ số khả năng gia công tương đối Kr
Để thuận tiện cho việc so sánh giữa các vật liệu khác nhau, chỉ số khả năng gia công tương đối Kr được sử dụng rộng rãi trong thực tiễn kỹ thuật:Kr = Tốc độ cắt của vật liệu tại T = 60 phút / Tốc độ cắt của thép AISI 1045 tại T = 60 phút
Ở đây, thép AISI 1045 (170–229 HBS) được sử dụng làm vật liệu tham chiếu.
- Kr > 1: Khả năng gia công tốt hơn thép 1045;
- Kr < 1: Khả năng gia công kém hơn thép 1045.
Chỉ số này đặc biệt hữu ích cho việc lựa chọn vật liệu và lập kế hoạch quy trình sơ bộ trong các ứng dụng kỹ thuật.
4.0Phân loại khả năng gia công của các loại vật liệu khác nhau (Góc nhìn kỹ thuật)
Dựa trên chỉ số khả năng gia công tương đối Kr, trong thực tiễn kỹ thuật, vật liệu thường được phân loại thành nhiều cấp độ, từ "dễ gia công" đến "cực kỳ khó gia công". Phân loại này được sử dụng rộng rãi để đánh giá nhanh độ khó gia công trong quá trình lựa chọn vật liệu và lập kế hoạch quy trình.
Một quy tắc được chấp nhận rộng rãi như sau:Khi độ bền vật liệu, độ dẻo hoặc khả năng chịu nhiệt độ cao tăng lên, khả năng gia công có xu hướng giảm đáng kể.
Điều này giải thích tại sao hợp kim titan và siêu hợp kim gốc niken lại có tính chất cơ học và nhiệt tuyệt vời, nhưng lại cực kỳ khó gia công.
5.0Những đặc tính vật liệu nào quyết định khả năng gia công?
5.1Độ cứng và sức mạnh
Khi độ cứng và độ bền tăng lên, sức cản cắt trong quá trình gia công cũng tăng theo, dẫn đến lực cắt và nhiệt độ cắt cao hơn, đồng thời làm tăng tốc độ mài mòn dụng cụ.
Kinh nghiệm kỹ thuật cho thấy rằng các vật liệu có độ cứng vừa phải và cấu trúc vi mô đồng nhất sẽ thuận lợi hơn cho quá trình gia công ổn định.
5.2Tính dẻo và độ bền
- Tính dẻo quá mức: biến dạng dẻo nghiêm trọng xảy ra trong quá trình cắt, làm mở rộng diện tích tiếp xúc giữa dụng cụ và phôi, tăng ma sát và thúc đẩy sự hình thành các cạnh tích tụ;
- Độ cứng quá mức: làm tăng mức tiêu thụ năng lượng khi cắt và việc bẻ vụn phôi trở nên khó khăn hơn.
Cả hai điều kiện đều làm giảm đáng kể khả năng gia công.
5.3Độ dẫn nhiệt
Các vật liệu có khả năng dẫn nhiệt tốt có thể tản nhiệt cắt hiệu quả qua phoi và phôi, làm giảm nhiệt độ vùng cắt và hạn chế mài mòn dụng cụ do nhiệt.
Các vật liệu có độ dẫn nhiệt kém, chẳng hạn như hợp kim titan, có xu hướng tập trung nhiệt gần lưỡi cắt, làm tăng tốc độ hư hỏng dụng cụ.
5.4Mô đun đàn hồi
- Mô đun đàn hồi quá cao: lực cản cắt cao hơn trong quá trình loại bỏ vật liệu;
- Mô đun đàn hồi quá thấp: khả năng phục hồi đàn hồi rõ rệt sau khi cắt, làm tăng ma sát giữa mặt bên và bề mặt gia công.
Cả hai trường hợp đều không thuận lợi cho sự ổn định của quá trình gia công.

6.0Làm thế nào để cải thiện khả năng gia công trong thực tiễn kỹ thuật?
6.1Nâng cao khả năng gia công thông qua xử lý nhiệt
Xử lý nhiệt đúng cách có thể cải thiện đáng kể hiệu suất gia công bằng cách thay đổi cấu trúc vi mô:
- Thép cacbon thấp: tôi luyện để tinh chỉnh cấu trúc hạt và giảm độ dẻo quá mức;
- Thép cacbon cao: ủ cầu hóa để giảm độ cứng và cải thiện khả năng bẻ phoi;
- Gang thép: được ủ trước khi gia công để giảm ứng suất bên trong và giảm độ cứng bề mặt.
6.2Nâng cao khả năng gia công thông qua tối ưu hóa thành phần hóa học
Trong sản xuất hàng loạt, khả năng gia công thường được cải thiện thông qua thiết kế hợp kim:
- Việc thêm lưu huỳnh, phốt pho, chì hoặc canxi vào thép có thể làm giảm sức cản cắt và tăng khả năng bẻ vụn phôi;
- Việc tối ưu hóa thành phần hợp kim trong kim loại màu có thể tinh chỉnh cấu trúc hạt và cải thiện độ ổn định khi gia công.
6.3Các chiến lược tối ưu hóa gia công cho các vật liệu khó gia công điển hình
Vật liệu cường độ cao và siêu cường độ cao
Đối với các vật liệu này, lực cắt thường cao hơn 20%–30% so với thép AISI 1045, kèm theo nhiệt độ cắt cao và mài mòn dụng cụ nhanh.
Các chiến lược kỹ thuật bao gồm:
- Lựa chọn vật liệu chế tạo dụng cụ cắt có khả năng chịu nhiệt và chống mài mòn tuyệt vời;
- Giảm góc thoát phôi hoặc sử dụng góc thoát phôi âm và tăng bán kính mũi dao để cải thiện độ bền cạnh;
- Thực hiện gia công thô trên vật liệu đã được ủ hoặc tôi luyện bất cứ khi nào có thể;
- Kiểm soát tốc độ cắt ở mức hợp lý thay vì theo đuổi tốc độ cao một cách thái quá.
Vật liệu có độ dẻo cao, độ cứng thấp
Các vật liệu như vậy dễ bị dính, hàn nguội và hình thành các cạnh tích tụ, dẫn đến chất lượng bề mặt không ổn định.
Các biện pháp hiệu quả bao gồm:
- Sử dụng lưỡi cắt sắc bén để giảm thiểu biến dạng khi cắt;
- Tăng tốc độ cắt vừa phải để tránh tạo thành vùng tích tụ vật liệu ở mép cắt;
- Áp dụng tốc độ cấp liệu phù hợp để cải thiện khả năng phá vỡ phôi.
7.0Kết luận: Khả năng gia công là một vấn đề kỹ thuật ở cấp độ hệ thống.
Khả năng gia công kim loại không chỉ được quyết định bởi một yếu tố duy nhất, mà là sự kết hợp của các đặc tính vật liệu, đặc điểm dụng cụ cắt và các thông số gia công.
Trong thực tiễn kỹ thuật:
- Ở cấp độ vật liệu: khả năng gia công có thể được cải thiện thông qua xử lý nhiệt và tối ưu hóa thành phần hóa học;
- Ở cấp độ quy trình: cần tối ưu hóa một cách có hệ thống các công cụ và thông số cắt đối với các vật liệu khó gia công.
Chỉ khi hiểu rõ lý do tại sao một vật liệu khó gia công thì mới có thể phát triển được các chiến lược gia công thực sự hiệu quả, đạt được sự tối ưu hóa cân bằng giữa hiệu quả, chất lượng và chi phí.
8.0Câu hỏi thường gặp: Các câu hỏi phổ biến về khả năng gia công kim loại
8.1Câu 1: Khả năng gia công có tương đương với độ cứng của vật liệu không?
Không. Độ cứng chỉ là một trong những yếu tố ảnh hưởng đến khả năng gia công và không phải là yếu tố quyết định.
Trong gia công thực tế, độ dẻo, độ dai, độ dẫn nhiệt, mô đun đàn hồi, cũng như ma sát và ái lực hóa học giữa vật liệu phôi và dụng cụ cắt đều có tác động đáng kể đến hành vi cắt gọt. Ví dụ, hợp kim titan không có độ cứng đặc biệt cao, nhưng chúng vẫn được coi là vật liệu khó gia công do độ dẫn nhiệt kém và khả năng phản ứng hóa học cao.
8.2Câu 2: Tại sao hợp kim titan thường được coi là vật liệu khó gia công?
Khả năng gia công kém của hợp kim titan chủ yếu là do các yếu tố sau:
- Độ dẫn nhiệt thấp: nhiệt lượng sinh ra khi cắt khó tản ra, dẫn đến nhiệt độ cao cục bộ tại đầu dụng cụ;
- Hoạt tính hóa học cao: có xu hướng bám dính mạnh vào vật liệu dụng cụ, gây ra hiện tượng mài mòn do bám dính và khuếch tán;
- Khả năng phục hồi đàn hồi rõ rệt: ma sát tăng lên trên bề mặt bên của dụng cụ.
Những yếu tố này tác động cùng nhau, khiến hợp kim titan dễ bị mài mòn dụng cụ nhanh, sứt mẻ cạnh và điều kiện gia công không ổn định.
8.3Câu 3: Thép không gỉ có luôn khó gia công hơn thép cacbon không?
Không nhất thiết. Khả năng gia công của thép không gỉ có liên quan mật thiết đến loại cấu trúc vi mô của nó:
- Thép không gỉ Austenit: độ dẻo cao và độ cứng biến dạng mạnh, dẫn đến khả năng gia công kém;
- Một số loại thép không gỉ mactenxit: dưới điều kiện xử lý nhiệt thích hợp, khả năng gia công có thể đạt hoặc thấp hơn một chút so với thép cacbon trung bình;
- Thép không gỉ dễ gia công: các loại thép chứa lưu huỳnh có hiệu suất tốt trong gia công tự động và năng suất cao.
Do đó, không nên coi thép không gỉ là một vật liệu khó gia công đồng nhất.
8.4Câu 4: Khi khả năng gia công kém, liệu giảm tốc độ cắt có phải là giải pháp duy nhất?
Không. Việc chỉ giảm tốc độ cắt thường chỉ làm giảm triệu chứng chứ không giải quyết được nguyên nhân gốc rễ.
Các phương pháp hiệu quả hơn bao gồm:
- Lựa chọn vật liệu dụng cụ cắt phù hợp hơn;
- Tối ưu hóa hình dạng hình học của dụng cụ: góc thoát phôi, độ bền của lưỡi cắt và bán kính mũi dụng cụ;
- Điều chỉnh sự kết hợp các thông số cắt;
- Thay đổi điều kiện xử lý nhiệt phôi khi cần thiết.
Trong nhiều trường hợp, việc tăng tốc độ cắt một cách thích hợp thực sự có thể giúp giảm sự hình thành vật liệu thừa trên cạnh cắt và cải thiện độ nhẵn bề mặt.
8.5Câu 5: Tác động của xử lý nhiệt đến khả năng gia công cơ khí quan trọng đến mức nào?
Tác động là rất đáng kể. Thông qua quá trình chuẩn hóa, ủ hoặc ủ cầu hóa, xử lý nhiệt có thể:
- Điều chỉnh cấu trúc vi mô của vật liệu;
- Giảm lực cắt;
- Cải thiện hành vi bẻ vụn chip;
- Kéo dài đáng kể tuổi thọ dụng cụ.
Thẩm quyền giải quyết
https://www.3erp.com/blog/what-is-machinability-and-how-is-it-measured/
https://elitemoldtech.com/what-is-machinability/ https://www.canadianmetalworking.com/canadianmetalworking/article/metalworking/understanding-machinability