

1.0Sự khác biệt giữa vát mép và vát cạnh
Trong quá trình gia công ống, chế tạo kim loại và chuẩn bị hàn, cả vát mép và vát cạnh đều là các kỹ thuật hoàn thiện cạnh phổ biến. Mặc dù chúng có vẻ giống nhau, nhưng chúng khác nhau đáng kể về mục đích, thiết kế góc, phạm vi ứng dụng và phương pháp gia công.
1.1Định nghĩa cơ bản
| Diện mạo | vát mép | vát |
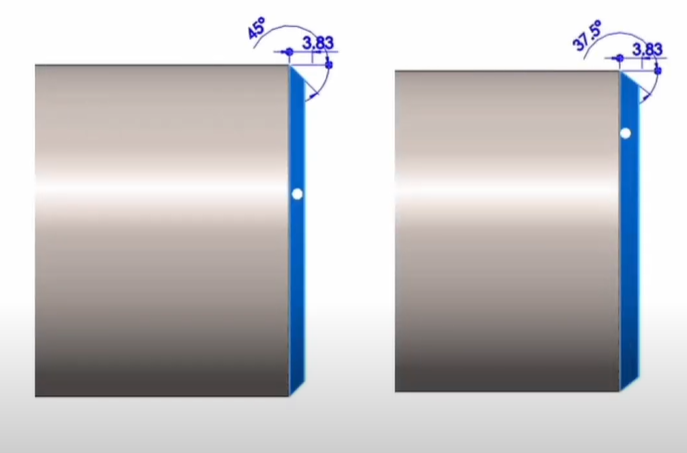
| Sự định nghĩa | Một đường cắt góc nhỏ—thường là 45°—giữa hai bề mặt liền kề để loại bỏ các cạnh sắc hoặc lắp ráp hướng dẫn. | Bề mặt góc cạnh được gia công ở mép vật liệu, chủ yếu để chuẩn bị hàn hoặc kết nối cấu trúc. |
| Góc điển hình | 45° | Thông thường là 37,5°, nhưng cũng có thể là 30°, 60°, v.v. |
| Độ sâu | Chỉ ảnh hưởng đến cạnh ngoài cùng | Có thể mở rộng sâu hơn vào vật liệu |
| Loại bỏ vật liệu | Có (thường là tối thiểu) | Có (loại bỏ thêm vật liệu) |
| Quan hệ cạnh | Thông thường giữa các mặt vuông góc | Thường nằm giữa các bề mặt không vuông góc hoặc song song |
1.2So sánh mục đích
| Loại quy trình | Mục đích chính |
| Vát mép | Loại bỏ các cạnh sắc, cải thiện độ vừa vặn khi lắp ráp, tăng cường tính an toàn và tính thẩm mỹ. |
| Vát mép | Chuẩn bị đầu hoặc cạnh ống để hàn, tăng khả năng thẩm thấu mối hàn và độ bền của mối nối. |
| Loại quy trình | Mục đích chính |
| Vát mép | Loại bỏ các cạnh sắc, cải thiện độ vừa vặn khi lắp ráp, tăng cường tính an toàn và tính thẩm mỹ. |
| Vát mép | Chuẩn bị đầu hoặc cạnh ống để hàn, tăng khả năng thẩm thấu mối hàn và độ bền của mối nối. |
1.3Phương pháp xử lý
Phương pháp vát phổ biến:
- Mài thủ công: Tiết kiệm chi phí, phù hợp để sử dụng tại chỗ; độ đặc thấp hơn.
- Máy vát mép di động: Hiệu quả cao hơn, di động, lý tưởng cho công việc sản xuất hàng loạt từ nhỏ đến trung bình.
- Hệ thống vát cố định: Độ chính xác cao, hỗ trợ rãnh chữ V, chữ U và chữ J; phù hợp cho tự động hóa.
- Cắt Plasma hoặc Cắt Lửa: Lý tưởng cho các ống có thành dày; cho phép cắt và vát mép đồng thời.
Phương pháp vát mép phổ biến:
- Máy phay vát: Được sử dụng trên máy phay hoặc máy tiện CNC; mang lại độ chính xác cao.
- Thước đo vát / Thước kẻ: Hỗ trợ vận hành thủ công; phù hợp với khối lượng công việc thấp hoặc công việc thực địa.
- Dụng cụ mài gờ / Đá mài: Dùng để xử lý nhựa, thủy tinh hoặc cạnh sáng.
1.4So sánh ứng dụng
| Khu vực ứng dụng | vát mép | vát |
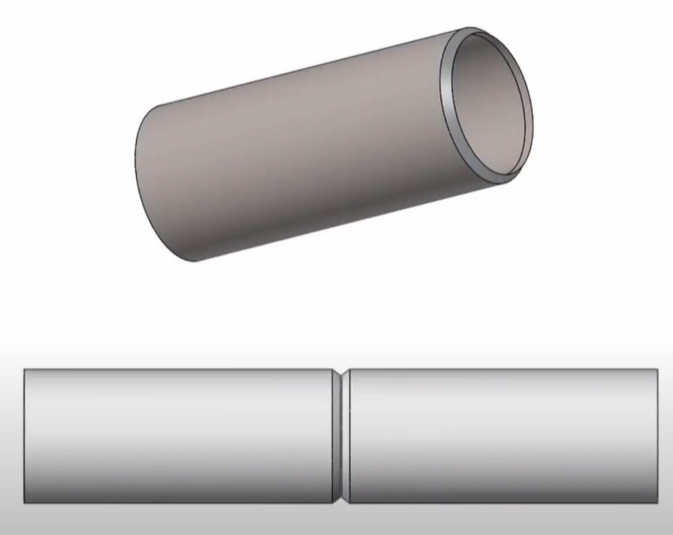
| Hệ thống đường ống | Loại bỏ các cạnh sắc ở đầu ống để lắp ráp dễ dàng hơn | Chuẩn bị đầu hàn, cải thiện độ thâm nhập và độ bền |
| Linh kiện cơ khí | Giúp căn chỉnh ốc vít, giảm sự tập trung ứng suất | Được sử dụng trong răng bánh răng và giao diện niêm phong |
| Phần cứng kiến trúc | Tăng cường sự an toàn và vẻ ngoài của các cạnh hở | Cho phép các mối nối góc cạnh hoặc chuyển tiếp trang trí |
| Cấu trúc hàn | Hiếm khi áp dụng trực tiếp | Cần thiết cho việc chuẩn bị mối nối mông (ví dụ, ống, tấm) |
1.5 Vát cạnh có phải là một loại vát mép không?
Về mặt kỹ thuật, vát mép có thể được coi là một loại vát cụ thể, thường ở góc cố định 45°. Tuy nhiên, chức năng dự định và độ sâu xử lý của nó lại khác nhau:
- vát mép: Được sử dụng trong gia công chính xác, cải thiện độ vừa vặn khi lắp ráp và loại bỏ ba via ở cạnh.
- vát:Tập trung vào việc chuẩn bị kết cấu và hàn.
2.0Phương pháp vát ống thông dụng
2.1Máy mài góc vát:
Sử dụng máy mài góc cầm tay để tạo vát thủ công ở đầu ống. Đây là phương pháp vát ống cơ bản nhất.
- Tiết kiệm chi phí:Một trong những lựa chọn ít tốn kém nhất, lý tưởng cho các lô hàng nhỏ hoặc công việc sửa chữa.
- Phụ thuộc vào nhà điều hành:Cần có nhân công lành nghề để duy trì góc độ và độ sâu chính xác.
- Chất lượng không nhất quán: Khó đảm bảo độ vát đồng đều trên nhiều ống.
- Tốn thời gian: Không hiệu quả cho sản xuất khối lượng lớn.
- Bụi và mảnh vụn: Tạo ra tia lửa và bụi kim loại, làm tăng thời gian dọn dẹp và gây lo ngại về an toàn.
2.2Máy vát ống di động:
Một giải pháp thay thế hiệu quả hơn, cơ giới hơn cho việc vát mép có kiểm soát trong môi trường thực địa.
- Cải thiện an toàn: Mang lại sự ổn định hơn và giảm thiểu rủi ro so với việc mài thủ công.
- Hiệu quả cao hơn: Thích hợp cho các hoạt động có khối lượng trung bình; giảm thời gian lao động.
- Thân thiện với cánh đồng: Nhỏ gọn và di động, lý tưởng cho công việc tại chỗ.
- Sức chứa có hạn: Không khuyến khích sản xuất quy mô lớn do sản lượng liên tục thấp.


2.3Máy vát ống cố định:
Được thiết kế cho các hoạt động quy mô công nghiệp và dây chuyền tự động hóa, tập trung vào tính nhất quán và tốc độ.
- Hồ sơ vát đa năng: Hỗ trợ nhiều loại vát hàn, bao gồm rãnh chữ V, chữ J và chữ U.
- Xử lý ổn định: Cung cấp khả năng kiểm soát góc chính xác và độ sâu cấp liệu nhất quán.
- Sẵn sàng tự động hóa: Có thể tích hợp vào dây chuyền CNC để hoạt động liên tục.
- Sạch sẽ và không bị sứt mẻ: Một số mẫu máy có khả năng xử lý không cần chip để giảm thiểu việc vệ sinh.
- Năng suất cao: Chu kỳ thời gian ngắn và thông lượng nhanh.
- Chi phí trả trước cao hơn:Yêu cầu đầu tư ban đầu đáng kể, phù hợp với dây chuyền sản xuất cố định.
2.4Cắt vát bằng Plasma hoặc Oxy-Nhiên liệu:
Sử dụng công nghệ cắt nhiệt để làm tan chảy và vát mép đầu ống, đặc biệt hiệu quả đối với vật liệu dày hoặc có độ bền cao.
- Lý tưởng cho các ống có thành dày: Thích hợp với thép không gỉ, thép cacbon và ống hợp kim.
- Góc linh hoạt: Cho phép lập trình các góc vát đa dạng như rãnh X và rãnh K.
- Cắt nhanh: Hiệu quả cho sản xuất đường kính lớn hoặc khối lượng lớn.
- Vùng ảnh hưởng nhiệt (HAZ):Cần kiểm soát nhiệt độ cẩn thận để tránh biến dạng nhiệt hoặc thay đổi về mặt luyện kim.
- Tương thích với CNC:Thường được kết hợp với hệ thống định vị và cắt tự động.


Tóm tắt so sánh phương pháp
| Phương pháp | Trị giá | Hiệu quả | Sự nhất quán | Sử dụng lý tưởng | Chất lượng vát |
| Máy mài góc | ★ | ★ | ★ | Các lô nhỏ, sửa chữa | Thấp (điều khiển thủ công) |
| Máy xách tay | ★★ | ★★★ | ★★ | Công việc thực địa, khối lượng trung bình | Vừa phải |
| Hệ thống cố định | ★★★★ | ★★★★★ | ★★★★★ | Tự động hóa, khối lượng lớn | Rất cao |
| Plasma/Oxy-Nhiên liệu | ★★★ | ★★★★ | ★★★★ | Ống có thành dày, đường kính lớn | Cao (có kiểm soát nhiệt độ) |



