

1.0Thép cuộn cán nóng (HRC) là gì? Định nghĩa, quy trình sản xuất và công dụng
Thép cuộn cán nóng (HRC) là sản phẩm thép phẳng được tạo ra bằng cách liên tục cán các tấm thép đã được nung nóng qua máy cán nóng. Nó thường được cung cấp dưới dạng cuộn và được sử dụng rộng rãi trong các ngành công nghiệp như xây dựng, máy móc, ô tô, đóng tàu và sản xuất bình chịu áp suất.
Thép cán nóng là vật liệu cơ bản trong ngành thép do chi phí thấp, khả năng định hình tốt và hiệu quả sản xuất cao. Nó phù hợp cho các ứng dụng kết cấu đòi hỏi độ bền nhưng không đòi hỏi độ chính xác bề mặt cao. Để cải thiện độ chính xác về kích thước hoặc độ hoàn thiện bề mặt, thường cần phải gia công thêm như cán nguội hoặc xử lý bề mặt.
- Bề mặt: Bề mặt thô ráp, bị oxy hóa do quá trình đóng cặn ở nhiệt độ cao (không mịn như thép cán nguội).
- Tính chất cơ học: Độ bền tương đối thấp nhưng độ dẻo tuyệt vời, thích hợp cho quá trình gia công thứ cấp như cán nguội hoặc dập.
- Phạm vi kích thước: Độ dày thông thường từ 1,2 mm đến 25,4 mm, với chiều rộng vượt quá 2000 mm.
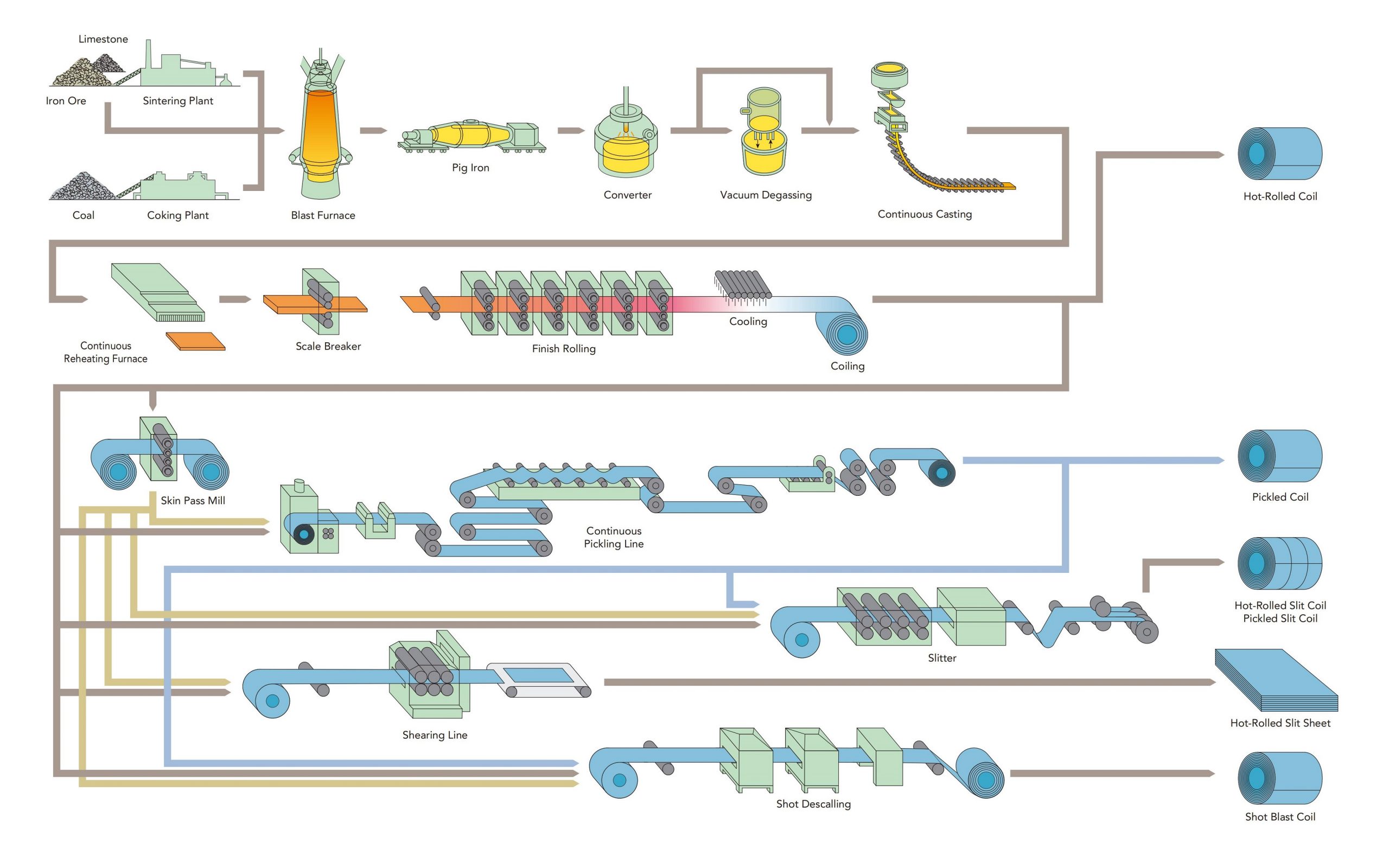
1.1Quy trình sản xuất thép cuộn cán nóng (HRC)
- Chuẩn bị và gia nhiệt tấm bê tông: Quá trình sản xuất bắt đầu bằng những tấm dày hoặc mỏng (thường là từ quá trình đúc liên tục) được đưa vào lò nung lại. Các tấm này được nung nóng ở nhiệt độ cao hơn nhiệt độ kết tinh lại của chúng—thường là khoảng 1700°F (927°C)—để đảm bảo đủ độ dẻo để cán.
- Tẩy cặn: Sau khi nung, bề mặt tấm được phủ lớp vảy cán (oxit sắt). Sử dụng tia nước áp suất cao để loại bỏ vảy và đảm bảo chất lượng bề mặt thích hợp để cán.
- Cán thô: TCác tấm thép đi qua máy nghiền thô (thường là nhiều giá đỡ), làm giảm độ dày và tăng chiều dài trong khi phá vỡ cấu trúc đúc. Một số máy nghiền sử dụng máy nghiền đảo ngược, trong đó các tấm thép được đưa qua lại qua một giá đỡ duy nhất để giảm độ dày.
- Hoàn thành việc lăn: Sau đó, dải thép được xử lý qua năm đến bảy giá hoàn thiện để giảm độ dày chính xác. Có thể thực hiện thêm quá trình tẩy cặn trong giai đoạn này. Cán hoàn thiện đóng vai trò quan trọng trong việc xác định hình dạng cuối cùng, độ đồng đều của độ dày và các đặc tính cơ học bên trong.
- Làm mát có kiểm soát: Dải cán được làm nguội nhanh bằng cách phun nước dọc theo bàn chạy. Điều này kiểm soát cấu trúc hạt và tăng cường hiệu suất cơ học.
- Cuộn và đóng gói: Sau khi làm nguội, dải băng được cuộn thành cuộn tròn bằng máy cuộn. Các cuộn băng thành phẩm được buộc chặt, dán nhãn và đóng gói, sẵn sàng để lưu trữ hoặc vận chuyển.
1.2Các loại cuộn cán nóng (HRC) và những ưu điểm chính
Cuộn cán nóng (HRC) thường được phân loại thành ba loại chính:
- Chất lượng thương mại (CQ): Loại được sử dụng rộng rãi nhất, phù hợp cho các ứng dụng mục đích chung như ống, ống dẫn và các bộ phận ô tô.
- Chất lượng cấu trúc (SQ): Được thiết kế cho các ứng dụng kết cấu như dầm, tấm và các bộ phận chịu tải đòi hỏi độ bền cao hơn.
- Chất lượng bản vẽ (DQ): Được sử dụng trong các ứng dụng đòi hỏi khả năng tạo hình tốt, chẳng hạn như các thành phần được kéo sâu hoặc dập.
1.3Ưu điểm chính của HRC so với các sản phẩm thép khác:
- Độ bền cao: Lý tưởng cho môi trường chịu áp lực cao và các ứng dụng hạng nặng.
- Khả năng chống mài mòn tuyệt vời: Thích hợp cho các hoạt động có độ mài mòn và ma sát bề mặt cao.
- Khả năng hàn và định hình tốt: Dễ chế tạo và định hình thành nhiều bộ phận và thành phần công nghiệp khác nhau.
1.4Đặc điểm xử lý và hiệu suất của thép cán nóng
- Khả năng định hình tốt: Thích hợp cho các quy trình uốn, dập và kéo.
- Khả năng hàn tuyệt vời: Tương thích với nhiều kỹ thuật và phương pháp hàn khác nhau.
- Độ bền vừa phải với độ dẻo dai tốt: Có khả năng chịu tải trọng lớn; phù hợp cho các ứng dụng kết cấu.
- Vảy bề mặt: Bề mặt có thể chứa vảy cán từ quá trình oxy hóa ở nhiệt độ cao, thường được loại bỏ bằng cách ngâm chua hoặc xử lý thêm.
- Độ chính xác kích thước thấp hơn: Co ngót trong quá trình làm mát có thể dẫn đến dung sai lỏng lẻo hơn so với các sản phẩm cán nguội.
- Các cạnh không đều: Các cạnh có thể hơi xỉn hoặc không đều so với thép cán nguội.
- Ứng suất bên trong thấp: Ứng suất dư tối thiểu, giảm nguy cơ cong vênh hoặc biến dạng trong quá trình chế tạo.
- Hạt thô, cấu trúc đồng nhất: Hiệu suất ổn định và nhất quán, mặc dù không tinh tế như thép cán nguội.
- Tiết kiệm chi phí: Mang lại hiệu quả sản xuất cao và chi phí sản xuất thấp, lý tưởng cho các ứng dụng kết cấu thép khối lượng lớn.
1.5Ứng dụng điển hình của thép cán nóng trong ngành công nghiệp
| Ngành công nghiệp | Ứng dụng | Chi tiết |
| Sự thi công | Dầm, cột, khung kết cấu | Được sử dụng trong các tòa nhà, cầu, nhà kho, kỹ thuật dân dụng |
| Tấm đế và sắt góc | Hỗ trợ chịu lực và khung kết cấu | |
| Ô tô | Khung gầm, khung, bánh xe | Được sử dụng trong xe tải, xe kéo, xe buýt và xe chở khách |
| Tấm gia cố | Áp dụng cho các cấu trúc thân xe có độ bền cao và chống va đập | |
| Đóng tàu | Tấm thân tàu và sàn tàu | Tấm khổ lớn cho tàu thuyền và xà lan |
| Dầu khí | Ống và ống dẫn (áp suất thấp) | Ống hàn, giá đỡ bệ |
| Vỏ và lớp lót xe tăng | Lưu trữ dầu, khí đốt và các sản phẩm hóa chất | |
| Thiết bị nặng | Linh kiện cần cẩu và máy xúc | Tay cần, khung, bộ phận chịu lực |
| Chế tạo | Chất nền cho sản phẩm cán nguội | HRC thường được ngâm và tẩm dầu trước khi chế biến tiếp theo |
| Trống và thùng thép | Được sử dụng để lưu trữ và vận chuyển chất lỏng | |
| Đường sắt | Khung xe lửa và đế bánh xe | Cấu trúc, các yếu tố chịu tải |
| Năng lượng | Phân đoạn tháp gió | Thép cán nóng dày dùng cho tháp và nacelle |
| Chế tạo chung | Lan can, hàng rào, cổng | An toàn đường bộ và sử dụng kết cấu |
| Hệ thống lưu trữ | Kệ và giá đỡ kho | HRC cường độ trung bình dùng cho hậu cần và lưu trữ |
| Container vận chuyển | Tấm tường và khung | Thép cường độ cao cho kết cấu container |
2.0Cuộn thép cán nóng (HRC): Sản xuất, Tính chất và Ứng dụng
2.1Các chỉ số hiệu suất chung của thép cán nóng
(Giá trị tiêu biểu cho thép kết cấu cacbon)
| Tài sản | Phạm vi điển hình |
| Giới hạn chảy (MPa) | 235–355 |
| Độ bền kéo (MPa) | 370–550 |
| Độ giãn dài (%) | 20–35 |
| Độ cứng (HB) | 100–170 |
| Phạm vi nhiệt độ làm việc | Nhiệt độ phòng đến ~400°C |
2.2Các tính năng chính của thép cán nóng
| Tính năng | Sự miêu tả |
| Cán nhiệt độ cao | Được cán ở nhiệt độ kết tinh lại, mang lại độ dẻo và khả năng gia công tuyệt vời. |
| Tỷ lệ bề mặt | Cặn oxit hình thành trong quá trình làm mát, ảnh hưởng đến vẻ ngoài nhưng có thể loại bỏ bằng cách ngâm chua. |
| Độ chính xác kích thước thấp hơn | Do sự giãn nở vì nhiệt và làm mát tự nhiên nên dung sai lỏng lẻo hơn so với thép cán nguội. |
| Biến dạng nhẹ | Có thể xảy ra hiện tượng co rút nhẹ; các góc và cạnh có thể tròn hoặc hơi không đều. |
| Lý tưởng cho việc sử dụng kết cấu | Được sử dụng rộng rãi trong các ứng dụng cần độ bền cao nhưng độ chính xác về kích thước chỉ là yếu tố thứ yếu (ví dụ: tòa nhà, cầu). |
2.3Điều kiện giao hàng của cuộn cán nóng
| Tình trạng | Sự miêu tả |
| Bề mặt đen (HR) | Bề mặt chưa xử lý có vảy cán; tiết kiệm chi phí và lý tưởng cho quá trình xử lý tiếp theo. |
| Ngâm chua và tẩm dầu (HRPO) | Loại bỏ cặn và phủ dầu chống gỉ; mang lại bề mặt sạch hơn cho các quy trình tiếp theo. |

2.4Tiêu chuẩn ASTM chung cho thép cán nóng – Tổng quan theo định hướng ứng dụng
Bảng sau đây tóm tắt các tiêu chuẩn ASTM được sử dụng rộng rãi cho các tấm, dải thép cán nóng và các sản phẩm kết cấu, tập trung vào các tình huống ứng dụng của chúng:
| Tiêu chuẩn số | Tên viết tắt | Loại vật liệu | Ứng dụng tiêu biểu |
| Tiêu chuẩn ASTM A1011 | Thép tấm/dải carbon cán nóng, kết cấu, HSLA, UHSS | Thép cacbon, Thép kết cấu, HSLA, UHSS | Ô tô, kết cấu xây dựng, linh kiện cơ khí |
| Tiêu chuẩn ASTMA36 | Thép kết cấu Carbon | Tấm thép kết cấu cán nóng thông thường | Dầm, cột, giá đỡ, cầu |
| Tiêu chuẩn ASTMA569 | Tấm và dải thép cacbon cán nóng chất lượng thương mại | Thép cacbon thương mại (đã lỗi thời, thay thế bằng A1011) | Dập, hàn tổng quát (không liên quan đến kết cấu) |
| Tiêu chuẩn ASTMA572 | Thép kết cấu HSLA | Thép kết cấu hợp kim thấp cường độ cao | Cầu, tòa nhà cao tầng, các thành phần chịu tải nặng |
| Tiêu chuẩn ASTMA992 | Hình dạng thép kết cấu | Dầm chữ H và dầm chữ I cán nóng | Dầm và cột kết cấu trong các tòa nhà hiện đại |
| Tiêu chuẩn ASTMA715 | Tấm/Dải cán nóng, cường độ cao, cán nguội | Thép cán nóng có độ bền cao, có thể cán nguội | Các bộ phận dập, khung, cốt thép |
| Tiêu chuẩn ASTMA606 | Thép HSLA có khả năng chống ăn mòn trong khí quyển | Thép chịu thời tiết (ví dụ, Cor-Ten) | Cấu trúc ngoài trời, toa tàu, container |
| Tiêu chuẩn ASTMA635 | Dải cán nóng, Carbon và HSLA, Chiều rộng lớn | Thép carbon dải rộng và thép HSLA | Ứng dụng yêu cầu tấm cán nóng dày hơn |
| Tiêu chuẩn ASTM A1008 | Tấm và dải thép cán nguội (để so sánh) | Thép cán nguội (so với A1011) | Các bộ phận yêu cầu bề mặt hoàn thiện cao |
2.5So sánh tính chất cơ học của các loại thép cán nóng thông dụng theo tiêu chuẩn ASTM
Bảng này trình bày sự so sánh các tính chất cơ học điển hình của các loại thép ASTM cán nóng thường dùng, bao gồm giới hạn chảy, độ bền kéo và độ giãn dài:
| Cấp độ ASTM | Kiểu | Sức chịu lực | Độ bền kéo | Độ giãn dài (%) | Nhận xét |
| A36 | Thép kết cấu Carbon | ≥ 250MPa | 400–550MPa | ≥ 20% | Thép kết cấu thông dụng cho xây dựng |
| A1011 CS Loại B | Thép thương mại | ≥ 170MPa | ≥ 270MPa | ≥ 28% | Hình thành chung, phi cấu trúc |
| A1011 SS Lớp 36 | Kết cấu thép | ≥ 250MPa | ≥ 400MPa | ≥ 20% | Thay thế A36, được sử dụng rộng rãi trong xây dựng |
| A1011 SS Cấp 50 | Thép kết cấu cường độ cao | ≥ 345MPa | ≥ 450MPa | ≥ 18% | Độ bền cao hơn, được sử dụng trong cầu, thiết bị nặng |
| A1011 HSLAS Lớp 50 | Thép HSLA | ≥ 345MPa | ≥ 450MPa | ≥ 20% | Khả năng định hình tốt hơn so với thép SS, phù hợp với khung ô tô |
| A1011 HSLAS-F Lớp 50 | HSLA – Khả năng định hình được cải thiện | ≥ 345MPa | ≥ 450MPa | ≥ 22% | Được cải tiến để nâng cao hiệu suất dập |
| A1011 Cấp 100 (UHSS) | Thép cường độ cực cao | ≥ 690MPa | ≥ 830MPa | ≥ 10% | Linh kiện kết cấu ô tô, vỏ an toàn |
| A572 Cấp 50 | Thép kết cấu HSLA | ≥ 345MPa | ≥ 450MPa | ≥ 18% | Cầu, thiết bị nâng, máy móc xây dựng |
| A992 | Thép kết cấu cho hình chữ H | ≥ 345MPa | 450–620MPa | ≥ 18% | Thay thế A572 cho dầm chữ I và dầm chữ H |