

Hãy tưởng tượng ngọn lửa bùng cháy từ đuôi tên lửa trong quá trình phóng — một trong những thành phần chính tạo nên lực này là vòi phun hình nón làm từ hợp kim chịu nhiệt.
Ngay cả trong hệ thống ống xả ô tô, sự chuyển đổi mượt mà giữa các ống có đường kính khác nhau thường dựa vào một đặc điểm thiết yếu: ống côn.

1.0Giới thiệu về ống côn

Đặc điểm hình học và các yếu tố thiết kế chính
Ống côn có thể được phân loại dựa trên cấu trúc thành:
- Ống côn đồng tâm:Các đường trung tâm ở cả hai đầu được căn chỉnh thẳng hàng.
- Ống côn lệch tâm:Các đường trung tâm ở cả hai đầu đều lệch nhau.
Các thông số thiết kế chính bao gồm:
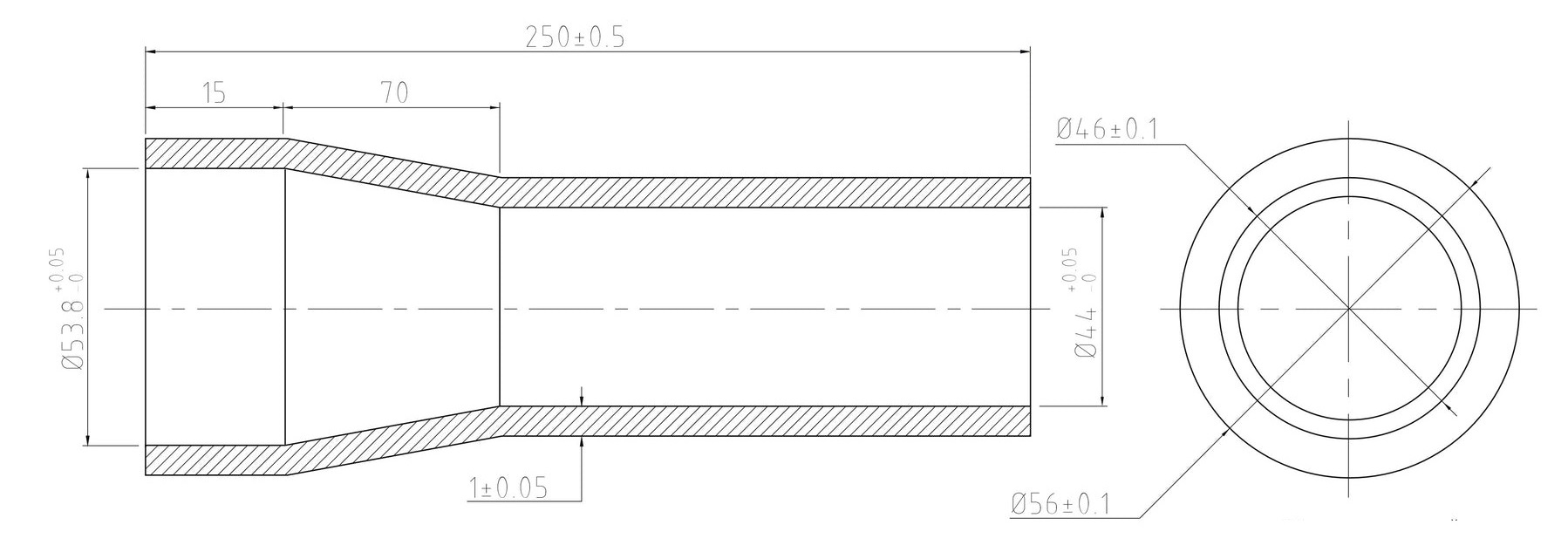
- Phạm vi đường kính: Đường kính đầu lớn (D) và đường kính đầu nhỏ (d)
- Chiều dài và góc: Chiều dài ống (L) và góc côn (A)
- Độ dày thành: Không đổi hoặc thay đổi dần dần
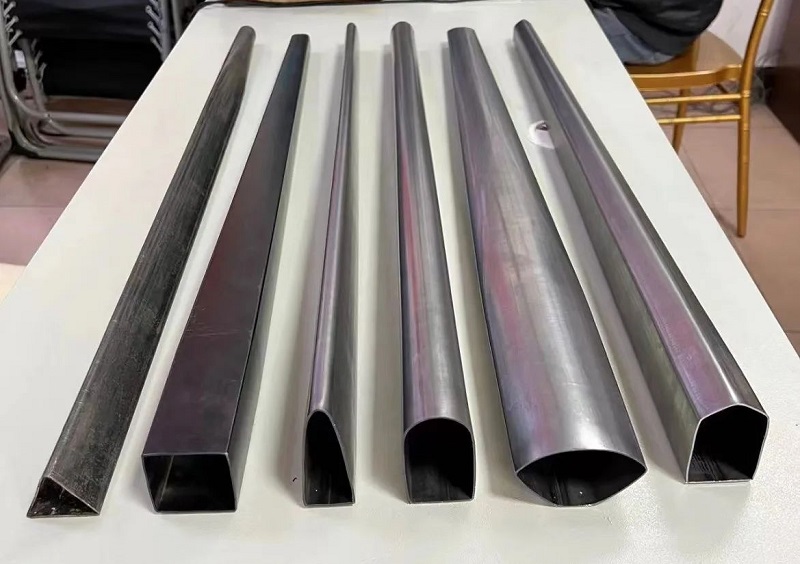
- Hình dạng mặt cắt ngang: Chủ yếu là hình tròn, nhưng cũng có thể là hình elip hoặc chuyển tiếp (ví dụ, hình vuông sang hình tròn)
Các cân nhắc khi thiết kế: Duy trì độ đồng tâm, quản lý sự phân bố độ dày thành, tránh tập trung ứng suất và đảm bảo độ bền mối nối thích hợp (đặc biệt là ở các phần hàn).
Thông số kỹ thuật côn
Độ thuôn là một đặc điểm thiết kế cốt lõi và có tác động trực tiếp đến chức năng:
- Độ côn tuyến tính: T = (D₁ – D₂) / L (đơn vị: mm/m)
-
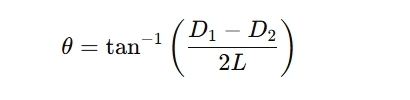
Độ côn góc: Được xác định bởi góc nửa hình nón θ/2 (xem sơ đồ)

Độ côn góc - Tỷ lệ thuôn nhọn: ví dụ, 1:10 (thay đổi đường kính 1 đơn vị trên 10 đơn vị chiều dài)
Biến thể hình dạng
| Kiểu | Đặc trưng | Ứng dụng tiêu biểu |
| Ống côn tròn | Phổ biến nhất; hỗ trợ luồng đối xứng | Kết nối đường ống, vòi phun tên lửa |
| Ống côn hình chữ nhật | Dễ dàng tích hợp; hiệu quả không gian cao | Ống dẫn HVAC, giàn đèn chiếu sáng |
| Ống côn hình dạng tùy chỉnh | Mặt cắt phức tạp cho mục đích sử dụng chuyên biệt | Thành phần khí động học |
2.0Thuôn ống là gì?
Ống thon là một đặc điểm cấu trúc trong đó đường kính ngoài hoặc trong của ống tăng dần hoặc giảm dần theo hướng trục của nó, thường tạo thành một chuyển tiếp hình nón. Quá trình định hình này cho phép các ứng dụng đa dạng trong kết nối, chuyển tiếp, trang trí hoặc hiệu suất chức năng.
MỘT ống thon có mặt cắt ngang thay đổi dần dần, cải thiện động lực học chất lưu, tăng cường độ chính xác của kết nối và mang lại lợi thế về cả cấu trúc và thẩm mỹ.
2.1Quy trình cơ bản của việc thu hẹp
Nguyên lý cốt lõi của phương pháp thuôn ống là tác dụng lực dọc theo trục - về mặt vật lý hoặc cơ học - để định hình lại vật liệu ống dọc theo khuôn thuôn hoặc dụng cụ tạo hình.
- Trong hầu hết các trường hợp, quá trình thuôn ống được thực hiện bằng phương pháp tạo hình nguội.
- Khuôn, đầu đùn hoặc búa quay tạo ra lực ma sát và áp suất có kiểm soát để giảm hoặc mở rộng đường kính ống theo từng bước.
- Sau khi phần thuôn nhọn được hình thành, phần còn lại vẫn giữ nguyên đường kính, tạo thành cấu trúc “thắt cổ chai”.




2.2Phương pháp thuôn ống thông dụng
| Phương pháp | Nguyên lý hoạt động | Các tính năng chính |
| Nén quay | Đập xuyên tâm tốc độ cao vào đầu ống thông qua khuôn | Dập nguội, thích hợp cho các hình côn dài, bề mặt nhẵn, độ chính xác cao |
| Bản vẽ thuôn nhọn | Kéo ống qua khuôn hình nón để giảm dần đường kính | Lý tưởng cho các góc côn nhỏ, ống thành mỏng, độ chính xác cao |
| Cuộn định hình | Thay đổi đường kính tiến triển thông qua nhiều bộ con lăn | Sản xuất liên tục cho các ống trung bình đến dài, hiệu quả cao |
| Tạo hình thủy lực | Áp suất thủy lực bên trong ép ống vào khuôn thuôn nhọn | Tạo hình đồng đều, kiểm soát kích thước tuyệt vời, cho các đường viền phức tạp |
| Nhấn thuôn dần | Ép trục trực tiếp bằng khuôn hình nón | Thiết lập đơn giản, phù hợp với chiều dài ngắn và sản xuất hàng loạt nhỏ |
| CNC Đầu Ống Hình Thành | Đẩy hoặc nén được điều khiển bằng servo với độ chính xác có thể lập trình | Tự động hóa cao, kết quả nhất quán, lý tưởng cho sản xuất hàng loạt |
2.3Ví dụ điển hình về hình thành: Nén quay
Trong quá trình ép quay, một ống phôi có đường kính lớn hơn được đưa vào máy ép:
- Ống được kẹp vào một vật cố định.
- Các khuôn quay với tốc độ cao xung quanh ống.
- Khoảng 3000 lần đập xuyên tâm mỗi phút sẽ làm giảm dần đường kính ống.
- Các hoạt động sau khi tạo hình có thể bao gồm cắt tỉa, loe hoặc xử lý nhiệt.
2.4Vật liệu phù hợp
Việc thuôn ống có thể được áp dụng cho nhiều loại kim loại, bao gồm:
- Thép không gỉ
- Thép cacbon
- Hợp kim nhôm
- Đồng / Đồng thau
- Hợp kim titan
- Khác: Hợp kim niken, thép không gỉ hai pha, v.v.
Các vật liệu khác nhau có tính phù hợp khác nhau cho từng phương pháp. Việc lựa chọn nên xem xét độ bền kéo, độ dẻo, độ dày thành và các đặc tính vật liệu khác.
Bản tóm tắt
- Thuôn ống là một kỹ thuật tạo hình đầu ống quan trọng.
- Tương thích với nhiều loại kim loại và yêu cầu sản xuất khác nhau.
- Ảnh hưởng đến hiệu suất, hình thức và độ chính xác khi lắp ráp của sản phẩm.
- Việc lựa chọn quy trình phải dựa trên vật liệu, kích thước, khối lượng sản xuất và hình dạng côn.
3.0Quy trình sản xuất và lựa chọn thiết bị cho ống côn
Việc sản xuất ống côn hoặc ống hình nón liên quan đến nhiều phương pháp tạo hình và thiết bị chuyên dụng.
3.1Máy dập đầu ống/ống
Được sử dụng để giảm đường kính đầu ống theo hướng xuyên tâm, tạo ra hình dạng thuôn nhọn để ghép nối hoặc lắp vào.
Các tính năng chính:
- Quá trình tạo hình nguội, không phoi với hiệu suất cao
- Thích hợp cho đường kính nhỏ đến trung bình trong sản xuất khối lượng lớn
- Có sẵn các phần mở rộng loe hoặc tạo hình đầu tùy chọn
3.2Máy cắt ống/đầu ống
Được thiết kế đặc biệt để tạo các đầu côn tiêu chuẩn hoặc tùy chỉnh trên ống. Các ứng dụng phổ biến bao gồm côn kết nối, lỗ loe và phần chuyển tiếp.
Nguyên lý hoạt động:
- Sử dụng hệ thống khuôn thủy lực hoặc servo để tác dụng lực hướng tâm và hướng trục đồng thời lên đầu ống
- Góc côn, chiều dài côn và độ dày thành ống có thể được lập trình trước
- Hỗ trợ cả hình dạng côn đồng tâm và côn lệch tâm
Các tính năng chính:
- Phù hợp hơn so với ép cho các góc côn dài hơn
- Có khả năng gia công ống hợp kim cứng hoặc thành dày
- Tạo ra độ côn mịn hơn, chính xác hơn, lý tưởng cho việc hàn kín các giao diện hoặc chuẩn bị trước khi hàn
3.3Quay Tạo Hình
Lý tưởng để tạo ống côn có đường kính nhỏ đến trung bình, đặc biệt là những ống có tiết diện thành dày hoặc thay đổi. Thường được thực hiện bằng máy kéo sợi CNC.
Các bước thực hiện:
- Làm nóng trước phôi (nếu cần)
- Lắp đĩa hoặc ống ngắn vào trục quay
- Một con lăn định hình tác dụng lực theo trục và hướng kính, định hình vật liệu dọc theo khuôn côn
- Các quy trình tiếp theo có thể bao gồm cắt tỉa hoặc xử lý nhiệt
Thuận lợi:
Chất lượng tạo hình cao, cấu trúc liền mạch, kiểm soát độ dày chính xác và bề mặt hoàn thiện tuyệt vời
3.4Quy trình cán tấm + hàn
Thường được sử dụng để sản xuất ống côn có đường kính lớn, đặc biệt là ống có đường kính trên DN600.
Các bước thực hiện:
- Cắt tấm và chuẩn bị cạnh
- Cán hình nón sử dụng máy cán tấm 3 trục hoặc 4 trục
- Hàn đường may (bên trong và bên ngoài)
- Xử lý nhiệt và hiệu chỉnh kích thước
Đặc trưng:
Kích thước linh hoạt và khả năng thích ứng mạnh mẽ; yêu cầu hàn chất lượng cao để đảm bảo tính toàn vẹn
3.5Khuôn định hình
Phù hợp cho sản xuất hàng loạt ống côn tiêu chuẩn. Quy trình này sử dụng khuôn hình nón trên máy ép thủy lực để tạo hình nóng hoặc lạnh.
3.6Máy tạo hình ống côn (Hệ thống côn CNC)
Một máy CNC chuyên dụng được thiết kế để sản xuất ống côn với khả năng điều khiển có thể lập trình.
Các tính năng chính:
- Góc côn có thể lập trình và điều chỉnh đường đẩy
- Tương thích với thép cacbon, thép không gỉ, hợp kim nhôm, v.v.
- Mức độ tự động hóa cao, hỗ trợ sản xuất hàng loạt theo yêu cầu
4.0Vật liệu phổ biến và yêu cầu về hiệu suất cho ống côn
| Loại vật liệu | Sản phẩm ống côn điển hình | Các lĩnh vực ứng dụng / Trường hợp sử dụng | Yêu cầu hiệu suất chính |
| Thép Cacbon | – Ống kết cấu côn thép cacbon (ví dụ Q235) – Ống dẫn côn liền mạch (A106) – Ống giảm tốc côn API 5L |
Kết cấu xây dựng, vận chuyển dầu khí, hệ thống thủy lực | Độ bền cao, tiết kiệm chi phí, khả năng hàn tốt, chịu áp lực và chống mài mòn |
| Thép không gỉ | – Ống trang trí côn 304 – Ống dẫn thuôn vệ sinh 316L – Ống y tế côn thép không gỉ |
Thực phẩm, đồ uống, hóa chất, dược phẩm, y tế, thiết kế nội thất | Khả năng chống ăn mòn tuyệt vời, vệ sinh, bề mặt hoàn thiện như gương |
| Hợp kim nhôm | – Cột đèn nhôm hình nón – Chân bàn ghế bằng nhôm – Ống khung xe đạp thuôn nhọn |
Đồ nội thất, thiết bị vận chuyển, kết cấu ngoài trời, kiến trúc | Nhẹ, chống ăn mòn, vẻ ngoài hấp dẫn, dễ tạo hình |
| Hợp kim Titan | – Ống thông thuôn titan – Ống nối côn hàng không vũ trụ |
Cấy ghép y tế, hàng không vũ trụ, quốc phòng | Độ bền cao, khả năng chống ăn mòn tuyệt vời, khả năng tương thích sinh học, khả năng chịu nhiệt |
| Hợp kim Niken | – Ống côn Hastelloy – Ống côn chống ăn mòn Inconel |
Ngành công nghiệp hóa dầu, khí nhiệt độ cao, môi trường biển | Độ ổn định nhiệt độ cao, khả năng chống oxy hóa và ăn mòn clorua, phù hợp với môi trường khắc nghiệt |
| Đồng / Đồng thau | – Mối nối côn bằng đồng – Vòi phun côn bằng đồng thau |
Hệ thống ống nước, truyền khí, phụ kiện trang trí | Độ dẫn nhiệt tuyệt vời, khả năng định hình cao, chất lượng bề mặt trang trí |
| Hợp chất | – Ống côn sợi carbon – Ống côn sợi thủy tinh |
Thiết bị thể thao cao cấp, hàng không vũ trụ, cấu trúc ăng-ten | Siêu nhẹ, độ bền cao, chống mỏi, nhưng chi phí vật liệu cao hơn |
5.0Các khu vực ứng dụng điển hình cho ống côn



Ngành công nghiệp nội thất và trang trí
- Ống chân bàn nhôm thon
- Ống chân ghế sofa thon bằng thép không gỉ (cấp 304)
- Ống đồ nội thất hình nón sơn tĩnh điện (hoàn thiện màu đen)
- Ống chân ghế thon rỗng
- Đèn thả trần hình ống trang trí



Ngành công nghiệp ô tô và xe máy
- Ống khuếch tán khí thải hình nón
- Ống hình nón chuyển tiếp Turbo
- Phần chuyển tiếp ống giảm thanh thuôn nhọn
- Ống nối chuyển tiếp bộ tản nhiệt thuôn nhọn
Cấu trúc công nghiệp và cơ khí
- Ống giảm kết cấu côn (thép cacbon)
- Ống thép không gỉ hình nón
- Ống ren API thuôn nhọn
- Kết nối đầu ống côn thủy lực
Cơ sở hạ tầng đô thị và tòa nhà
- Ống cột đèn đường thuôn nhọn
- Ống cột cờ thuôn nhọn
- Ống đỡ biển quảng cáo thuôn nhọn
- Ống trụ lan can thuôn nhọn cho công viên
Hệ thống lò hơi và nhiệt
- Ống khói lò hơi ống chuyển tiếp thuôn nhọn
- Vòi đốt hình nón
- Ống dẫn thuôn nhọn cho bộ trao đổi nhiệt
- Ống dẫn khí nóng thuôn nhọn


Hệ thống hóa dầu và chất lỏng
- Ống hóa chất chống ăn mòn hình nón 316L
- Ống côn Hastelloy để phân phối nhiệt
- Ống kiểm soát dòng chảy thuôn nhọn
- Vòi phân phối thuôn nhọn cho chất lỏng/khí

Hàng không vũ trụ và các cấu trúc cao cấp
- Ống trụ thuôn nhọn bằng sợi carbon
- Ống nối thân máy bay thuôn nhọn
- Ống phun tia côn cho máy bay
- Ống giàn thuôn nhọn cho các cấu trúc vệ tinh
6.0Tài liệu tham khảo nhanh về thiết kế ống côn
| Loại | Mục | Đơn vị / Mô tả |
| Các thông số hình học | Đường kính ngoài đầu lớn (D1) | mm / inch |
| Đường kính ngoài đầu nhỏ (D2) | mm / inch | |
| Chiều dài ống (L) | mm / inch | |
| Tỷ lệ côn | (D1 − D2) ÷ L | |
| Góc côn (θ) | θ = arctan((D1 − D2) ÷ 2L) | |
| Độ dày thành (t) | mm (hằng số hoặc thay đổi) | |
| Phương pháp sản xuất | Ép | Thích hợp cho các hình nón dài với góc nhỏ; tạo hình nguội |
| Máy dập / Máy ép định hình | Lý tưởng cho ống ngắn hoặc sản xuất khối lượng lớn | |
| Vẽ hình côn | Độ chính xác cao; phù hợp với ống có thành mỏng, đường kính nhỏ | |
| Tạo hình thủy lực | Hình thành đồng đều; phù hợp với hình học phức tạp | |
| CNC End Forming | Được kiểm soát chính xác; phù hợp cho sản xuất hàng loạt đồng nhất | |
| Tùy chọn vật liệu | Thép không gỉ (SUS 304/316) | Chống ăn mòn; thích hợp sử dụng trong y tế, thực phẩm và kết cấu |
| Hợp kim nhôm (6061/5052) | Nhẹ; thích hợp cho đồ nội thất và vận chuyển | |
| Thép Cacbon (Q235, 1018) | Tiết kiệm chi phí; lý tưởng cho các ứng dụng kết cấu | |
| Đồng / Đồng thau | Độ dẻo tuyệt vời; dùng cho các thành phần trang trí hoặc dẫn điện | |
| Những cân nhắc về thiết kế | Độ dày thành (hằng số t) | Ảnh hưởng đến sức mạnh và khả năng sản xuất |
| Xử lý bề mặt | Đánh bóng, mạ, phủ, hoàn thiện chống ăn mòn | |
| Hình thành đầu ống | Loe, thu nhỏ, giãn nở theo yêu cầu | |
| Ứng dụng tiêu biểu | — | Ống xả ô tô, chân đồ nội thất, ống y tế, khung xe đạp, giá đỡ đèn |
6.1Công thức nhanh để tính độ côn
Tỷ lệ côn tuyến tính
1. Tỷ lệ côn = (D1 − D2) ÷ L
Góc côn (tính theo độ)
2. θ = arctan((D1 − D2) ÷ 2L)
6.2Ví dụ
| Mục | Giá trị |
| D1 (Đầu lớn) | 60mm |
| D2 (Đầu nhỏ) | 30mm |
| L (Chiều dài) | 300mm |
| Tỷ lệ côn | (60 − 30) ÷ 300 = 0,1 |
| Góc côn θ | arctan(30 ÷ 600) ≈ 2,86° |
7.0Xu hướng tương lai trong phát triển ống côn
Khi thiết bị công nghiệp tiếp tục phát triển theo hướng quy mô lớn hơn và đa chức năng, các yêu cầu cao hơn đang được đặt ra đối với ống chuyển tiếp không chuẩn. Các hướng phát triển chính trong tương lai bao gồm:
Khuyến khích sử dụng ống thép cường độ cao và ống côn composite
Những tiến bộ trong máy cắt côn tự động và công nghệ tạo hình CNC
Thiết kế mô-đun để tạo điều kiện tích hợp vào các hệ thống tiêu chuẩn
Là một thành phần quan trọng cho quá trình chuyển đổi và tối ưu hóa cấu trúc, thiết kế và sản xuất ống côn đang ngày càng hoàn thiện. Trong tương lai, chúng được kỳ vọng sẽ đóng vai trò lớn hơn trong các lĩnh vực như năng lượng, bảo vệ môi trường và sản xuất thiết bị.
Tài liệu tham khảo
https://academic.oup.com/treephys/article-abstract/22/13/891/1663763
https://www.tandfonline.com/doi/abs/10.1080/03052150310001639281
https://pdfs.semanticscholar.org/c6c4/2705d501918cbdb488e290fe79100c3ef3c9.pdf




