

- 1.0Máy ép thủy lực là gì?
- 2.0“Press Brake” so với “Brake Press”: Sự khác biệt là gì?
- 3.0Máy ép phanh hoạt động như thế nào
- 4.0Tại sao kim loại thích hợp để uốn? Máy ép thủy lực được sử dụng để làm gì?
- 5.0Các thành phần chính của máy ép phanh
- 6.0Quy trình tóm tắt hoạt động của máy ép phanh
- 7.0Các loại máy ép phanh thông dụng
- 8.0Máy ép phanh NC (Máy ép phanh điều khiển số) là gì?
- 9.0Máy ép thủy lực CNC (Máy ép thủy lực điều khiển số bằng máy tính) là gì?
- 10.0Sự khác biệt chính giữa máy ép phanh NC và CNC là gì?
- 11.0Phương pháp truyền động cho máy ép thủy lực là gì?
- 12.0Làm thế nào để lắp đặt máy ép thủy lực?
- 12.1Bước 1: Xem lại bản vẽ phôi
- 12.2Bước 2: Chọn phương pháp uốn và dụng cụ uốn phù hợp
- 12.3Bước 3: Tính toán lực uốn cần thiết (tấn)
- 12.4Bước 4: Lắp đặt và điều chỉnh dụng cụ (Kẹp khuôn)
- 12.5Bước 5: Cấu hình hệ thống Backgauge
- 12.6Bước 6: Lập trình và xác thực hệ thống CNC (Máy ép phanh CNC)
- 12.7Bước 7: Lưu cài đặt và bắt đầu hoạt động
- 12.8Sơ đồ quy trình làm việc của máy uốn:
- 13.0So sánh các loại máy ép thủy lực khác nhau
- 14.0Các yếu tố cần xem xét khi lựa chọn máy ép phanh
- 15.0Ứng dụng của máy ép phanh
- 16.0Các lỗi thường gặp của máy ép phanh và giải pháp
1.0Máy ép thủy lực là gì?
MỘT máy ép phanh là máy tạo hình kim loại dùng để uốn tấm kim loại thành một góc hoặc hình dạng cụ thể. Nó được sử dụng rộng rãi trong chế tạo tấm kim loại và sản xuất kết cấu. Nguyên lý chính liên quan đến việc áp dụng áp lực tập trung vào đường uốn của tấm kim loại, khiến nó bị biến dạng dẻo.
Trong quá trình uốn, tấm kim loại được đặt trên khuôn dưới, trong khi đầu đục trên di chuyển xuống dưới dưới áp lực, ép tấm kim loại vào mặt cắt của khuôn. Hình dạng của đầu đục và khuôn tương ứng với nhau, cho phép kim loại được tạo hình chính xác dọc theo đường viền của khuôn. Bằng cách điều chỉnh hành trình của đầu đục và áp lực được áp dụng, có thể đạt được một loạt các góc uốn, bán kính và chiều dài.
Nói một cách đơn giản, ép phanh là một quá trình tạo hình kim loại chính xác và có thể kiểm soát được, giúp biến đổi hiệu quả kim loại phẳng thành các hình dạng phức tạp bằng cách tác dụng lực bằng dùi và khuôn.
.jpg)
2.0“Press Brake” so với “Brake Press”: Sự khác biệt là gì?
Trong gia công kim loại, “máy ép phanh” thường dùng để chỉ một loại máy dùng để uốn tấm kim loại thành một góc hoặc hình dạng được xác định trước. Quá trình này bao gồm việc đặt phôi giữa một cú đấm (công cụ phía trên) và một khuôn (công cụ phía dưới) và tạo áp lực cho đến khi tấm kim loại biến dạng vĩnh viễn. Những máy ép phanh này được sử dụng rộng rãi trong sản xuất công nghiệp do độ chính xác cao, khả năng lặp lại và tính linh hoạt của chúng — khiến chúng trở thành giải pháp được ưa chuộng cho nhiều ứng dụng uốn phức tạp.
Tuy nhiên, đôi khi thuật ngữ “máy ép phanh” được sử dụng rộng rãi hơn để mô tả các loại thiết bị uốn khác nhau, bao gồm:
Máy ép thủy lực hoặc điện có độ chính xác cao: Được sử dụng lý tưởng cho sản xuất công nghiệp đòi hỏi độ chính xác, tốc độ và tự động hóa cao.
Máy ép thủy lực thủ công đơn giản: Được thiết kế cho các lô nhỏ, vật liệu mỏng hoặc tạo mẫu. Mặc dù chúng có thể đạt được một mức độ chính xác nhất định, nhưng chức năng và khả năng tự động hóa của chúng bị hạn chế.
Sự thay đổi ngữ nghĩa này thường là kết quả của các tình huống sử dụng khác nhau hoặc thuật ngữ ngành. Trong các tài liệu kỹ thuật, nên phân biệt giữa máy ép phanh điện, máy ép thủy lực, hoặc máy ép phanh thủ công để tránh nhầm lẫn.
3.0Máy ép phanh hoạt động như thế nào
Nguyên lý hoạt động chính của máy ép thủy lực là tạo áp lực thông qua một đầu đục và một khuôn, buộc tấm kim loại phải trải qua quá trình biến dạng dẻo dọc theo một đường uốn được xác định trước. Sau đây là cách thức hoạt động thông thường của nó:
Tấm kim loại được đặt vào rãnh hình chữ V của khuôn dưới. Sau đó, đầu đột trên hạ xuống theo chiều thẳng đứng dưới sự điều khiển thủy lực hoặc servo, ép kim loại vào rãnh. Khi đầu đột di chuyển xuống, tấm kim loại biến dạng dọc theo các cạnh của khuôn, cuối cùng tạo thành độ cong mong muốn.
Bằng cách thay đổi hình dạng hoặc kích thước của đầu đột và khuôn, máy ép thủy lực có thể tạo ra nhiều góc uốn và hình dạng khác nhau — đáp ứng nhu cầu của các thành phần kim loại tấm phức tạp.

4.0Tại sao kim loại thích hợp để uốn? Máy ép thủy lực được sử dụng để làm gì?
Một trong những đặc tính chính của kim loại là độ dẻo tương đối cao — khả năng kéo giãn và định hình mà không bị gãy. Điều này làm cho kim loại trở thành vật liệu linh hoạt cho nhiều ứng dụng khác nhau. Trong quá trình sản xuất, các tấm kim loại thường bắt đầu ở dạng phẳng hoặc dạng dải, nhưng thường cần được định hình lại trước khi sử dụng cuối cùng.
Đây chính là lúc thiết bị tạo hình kim loại phát huy tác dụng — và máy ép thủy lực nổi bật là một trong những công cụ quan trọng và linh hoạt nhất trong ngành.
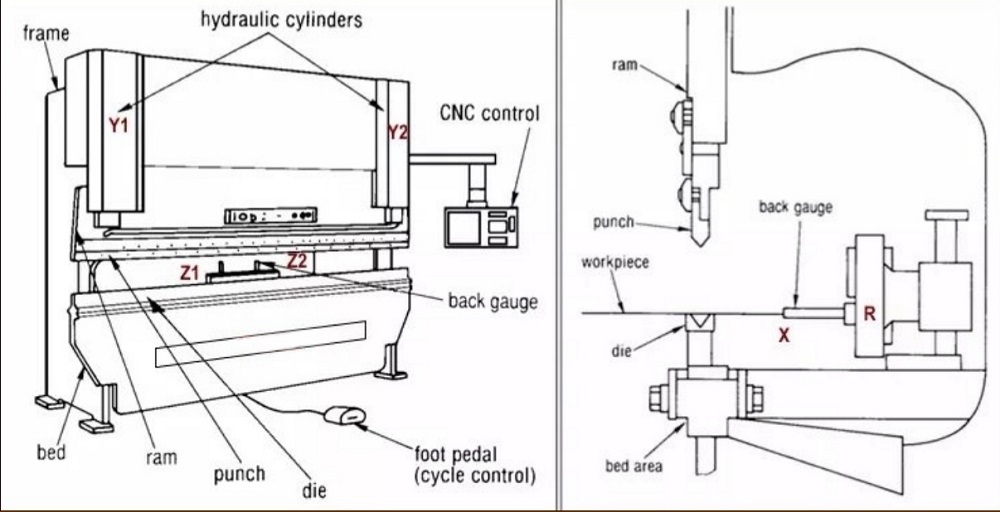
5.0Các thành phần chính của máy ép phanh
- Khung:Cấu trúc chính của máy ép phanh, thường được hàn từ thép cường độ cao. Nó cung cấp độ cứng và khả năng chịu tải đặc biệt, đảm bảo tính ổn định và độ chính xác trong quá trình uốn.
- Ram / Slide:Được lắp trên thanh dầm trên, thanh đẩy đẩy mũi đột lên xuống. Trong quá trình uốn, nó tạo áp lực lên tấm kim loại, khiến nó bị biến dạng dẻo.
- Đấm và chết:Đục tạo thành dụng cụ phía trên và được gắn vào ram, trong khi khuôn được lắp trên bàn làm việc. Tấm kim loại được đặt ở giữa và dưới áp lực từ đục, nó được ép vào rãnh của khuôn, tạo thành hình dạng mong muốn. Có thể hoán đổi các kích thước và hình dạng khác nhau của đục và khuôn để đáp ứng các yêu cầu uốn khác nhau.
- Bàn làm việc/Giường:Bàn làm việc, nằm ở chân máy ép, đóng vai trò là bệ đỡ cho cả khuôn và tấm kim loại trong quá trình uốn. Thường thì nó bao gồm một rãnh hình chữ V để hỗ trợ tạo ra nhiều kiểu uốn.
- Hệ thống thủy lực hoặc servo:Hệ thống truyền động thủy lực hoặc servo cung cấp lực cần thiết để di chuyển ram. Các máy truyền thống thường sử dụng xi lanh thủy lực để tạo áp suất cao, trong khi các mẫu cao cấp sử dụng hệ thống truyền động servo-điện để có độ chính xác, hiệu quả năng lượng và khả năng kiểm soát cao hơn.
- Thước đo phía sau:Được lắp ở phía sau khu vực uốn, thước đo phía sau giúp định vị tấm kim loại một cách chính xác, đảm bảo mỗi lần uốn đều đồng nhất và có thể lặp lại.
6.0Quy trình tóm tắt hoạt động của máy ép phanh
- Vị trí vật liệu:Đặt tấm kim loại nằm phẳng trên bàn làm việc, sử dụng thước đo để định vị chính xác.
- Lựa chọn công cụ:Lựa chọn bộ chày và khuôn phù hợp theo góc uốn và hình dạng của phôi.
- Kẹp và Chuẩn bị:Khi tấm thép đã được đặt đúng vị trí, nó sẽ được kẹp chặt bằng khuôn và đầu đột để tránh bất kỳ chuyển động nào trong quá trình uốn cong.
- Hành động uốn cong:Thanh đẩy di chuyển xuống, ép mũi đột vào rãnh hình chữ V của khuôn. Điều này tạo thành kim loại theo góc uốn được xác định trước.
- Trả lại và Phát hành:Sau khi uốn, thanh đẩy di chuyển trở lại vị trí ban đầu, giải phóng áp lực lên tấm kim loại.
- Tháo rời một phần:Kẹp được mở ra và người vận hành lấy phôi đã định hình thành phẩm ra — sẵn sàng cho bước gia công hoặc sản xuất tiếp theo.
7.0Các loại máy ép phanh thông dụng
Máy ép thủy lực có thể được phân loại thành sáu loại chính dựa trên phương pháp truyền động và điều khiển: máy ép thủy lực, máy ép thủy lực điện, máy ép khí nén, máy ép servo và máy ép CNC. Sau đây là phần giới thiệu ngắn gọn và ưu nhược điểm của từng loại:
Máy ép thủy lực:
Máy ép thủy lực cơ học đẩy búa lên xuống bằng bánh đà và bộ truyền động điều khiển bằng ly hợp.
Ưu điểm:
- Cấu trúc đơn giản, vận hành dễ dàng và chi phí bảo trì thấp
- Khả năng xử lý vật liệu vượt quá trọng tải định mức trong một số trường hợp
Nhược điểm:
- Khó kiểm soát tốc độ uốn một cách chính xác
- Độ chính xác uốn thấp hơn và khả năng lặp lại kém
- Ít an toàn hơn; không khuyến khích sử dụng cho hoạt động phức tạp
Máy ép thủy lực:
Máy ép thủy lực sử dụng hai xi lanh thủy lực thay vì hệ thống truyền động cơ học truyền thống.
Ưu điểm:
- Lực uốn lớn, thích hợp cho gia công tấm nặng
- Độ chính xác cao hơn cho các hoạt động uốn cong tinh xảo
- Kiểm soát chuyển động tốt hơn, cho phép nhiều đoạn uốn cong
Nhược điểm:
- Cấu trúc phức tạp đòi hỏi trình độ chuyên môn kỹ thuật cao hơn
- Chi phí bảo trì cao hơn; hỏng hóc các thành phần có thể gây ra thời gian chết đáng kể
- Nguy cơ rò rỉ chất lỏng thủy lực có thể xảy ra
- Hoạt động phải được giữ trong phạm vi trọng tải định mức
Máy ép thủy lực servo điện:
Máy ép thủy lực điện là máy uốn CNC thông minh, có độ chính xác cao với hệ thống điều khiển thủy lực điện.
Nguyên lý hoạt động:
- Xi lanh thủy lực trái và phải được điều khiển bởi các động cơ servo riêng biệt
- Cảm biến dịch chuyển cho phép theo dõi vị trí ram theo thời gian thực
- Bộ điều khiển CNC phối hợp cả hai xi-lanh để duy trì tính song song và độ chính xác
Ưu điểm:
- ±0,01 mm độ chính xác cao và khả năng lặp lại mạnh mẽ
- Tiết kiệm năng lượng và thân thiện với môi trường — giao dầu theo yêu cầu mà không bị rò rỉ
- Chức năng thông minh — hỗ trợ lập trình đồ họa, bù góc, điều chỉnh tự động, v.v.
- Đáng tin cậy — duy trì sự ổn định trong quá trình sản xuất lâu dài
Nhược điểm:
- Đầu tư ban đầu cao hơn
- Yêu cầu chuyên môn kỹ thuật tiên tiến để bảo trì

Máy ép thủy lực khí nén:
Máy ép thủy lực sử dụng khí nén để dẫn động piston thay vì hệ thống thủy lực hoặc cơ học.
Ưu điểm:
- Cấu trúc đơn giản với phản ứng nhanh hơn
- Kiểm soát linh hoạt — dễ dàng khởi động hoặc tắt máy
- Sạch sẽ và thân thiện với môi trường — không rò rỉ chất lỏng
Nhược điểm:
- Lực uốn hạn chế — không phù hợp với tấm dày hoặc ứng dụng chịu tải nặng
- Độ chính xác uốn thấp hơn hệ thống thủy lực
Máy ép thủy lực điện Servo:
Máy ép thủy lực điện servo được cung cấp năng lượng bởi động cơ servo thay vì xi lanh.
Ưu điểm:
- Độ chính xác và khả năng lặp lại uốn cao hơn
- Hoạt động êm ái với mức tiêu thụ năng lượng thấp
- Không dầu — ít bảo trì và thân thiện với môi trường
- Thích hợp cho các ứng dụng đòi hỏi tiêu chuẩn sạch cao
Nhược điểm:
- Lực uốn hạn chế — chủ yếu dành cho các ứng dụng có trọng tải nhỏ hoặc nhẹ
- Đầu tư ban đầu cao hơn
Máy ép thủy lực CNC là máy hoàn toàn tự động kết hợp hệ thống truyền động thủy lực hoặc servo với hệ thống điều khiển bằng máy tính để uốn cong có độ chính xác cao, hiệu quả cao.
Đặc trưng:
- Kiểm soát hoàn toàn tự động với độ chính xác cao và sai số thấp
- Có thể lập trình cho các hoạt động uốn phức tạp
- Hiệu quả sản xuất cao hơn với chi phí lao động giảm
- Áp dụng cho các ngành công nghiệp như hàng không vũ trụ, ô tô, điện tử và xây dựng
⚡Ghi chú: “CNC” là phương pháp điều khiển chứ không phải là dạng truyền động riêng biệt; CNC có thể tích hợp với hệ thống thủy lực, điện thủy lực hoặc servo.
8.0Máy ép phanh NC (Máy ép phanh điều khiển số) là gì?
Sự định nghĩa:Các Máy ép thủy lực NC là máy điều khiển số, thường có bàn phím đơn giản hóa hoặc hệ thống điều khiển PLC. Việc đồng bộ hóa chuyển động của ram được cung cấp năng lượng cơ học bởi thanh xoắn, khiến nó trở thành lựa chọn thuận tiện cho các nhiệm vụ uốn có độ chính xác trung bình hoặc thấp.
Đặc điểm cấu trúc:
- Hai xi-lanh được kết nối bằng thanh xoắn để giữ cho chuyển động của chúng được đồng bộ.
- Các xi lanh đẩy thanh ép lên xuống để thực hiện uốn cong.
- Hệ thống điều khiển được đơn giản hóa — thông thường nó chỉ điều khiển vị trí thanh chặn (trục X) và thanh đẩy (trục Y).
Ưu điểm:
- Chi phí thấp hơn và hoạt động đơn giản hơn
- Phù hợp với các doanh nghiệp vừa và nhỏ có yêu cầu độ chính xác không quá khắt khe
Nhược điểm:
- Sự đồng bộ phụ thuộc vào các thành phần cơ học — thanh xoắn có thể biến dạng theo thời gian
- Không có khả năng phát hiện hoặc sửa lỗi theo thời gian thực
- Khả năng hạn chế cho lập trình phức tạp và hoạt động nhiều bước

9.0Máy ép thủy lực CNC (Máy ép thủy lực điều khiển số bằng máy tính) là gì?
Sự định nghĩa:Máy ép phanh CNC là máy uốn hiệu suất cao tích hợp hệ thống điều khiển vi tính với hệ thống truyền động thủy lực, điện-thủy lực hoặc servo. Máy có thể thực hiện các hoạt động uốn hoàn toàn tự động, độ chính xác cao và hiệu quả cao cho kim loại tấm.
Phương pháp kiểm soát:
- Được điều khiển bởi các hệ thống máy tính cấp công nghiệp (như Delem, ESA hoặc Cybelec)
- Giám sát thời gian thực vị trí của thanh giằng (Y1/Y2) và thanh giằng sau (X, R, Z)
- Cho phép lập trình nhiều bước với giao diện đồ họa, bù góc và phát hiện lỗi
Hỗ trợ hệ thống ổ đĩa:
- Thủy lực (thông thường hoặc điện thủy lực)
- Hoàn toàn là servo (máy ép phanh điện)
Hỗ trợ loại uốn cong:
- Áp lực hướng xuống (phổ biến): thanh đẩy di chuyển xuống trong khi bàn cố định
- Áp suất hướng lên (không phổ biến): bàn di chuyển lên trong khi ram cố định
Ưu điểm:
- Độ chính xác cao (±0,01 mm) với khả năng uốn cong có thể lặp lại
- Khả năng tính toán trình tự uốn, góc và bù
- Lập trình linh hoạt — phù hợp với các lô lớn và hoạt động phức tạp
- Hiệu quả sản xuất cao với thiết lập và chuyển đổi nhanh chóng
- Hỗ trợ lập trình từ xa và tích hợp Công nghiệp 4.0
10.0Sự khác biệt chính giữa máy ép phanh NC và CNC là gì?
| Mục | Máy ép phanh NC | Máy ép phanh CNC |
| Hệ thống điều khiển | Bộ điều khiển số đơn giản (nút nhấn) | Máy tính công nghiệp có điều khiển đồ họa |
| Đồng bộ hóa | Đồng bộ cơ học bằng trục xoắn | Đồng bộ hóa được điều khiển bằng thủy lực hoặc servo |
| Sự chính xác | Trung bình; độ lệch lớn hơn | Độ chính xác cao hơn; tự động sửa lỗi |
| Độ phức tạp của lập trình | Chỉ hỗ trợ các hoạt động đơn giản | Hỗ trợ lập trình quy trình phức tạp |
| Mức độ tự động hóa | Thấp | Cao |
| Ứng dụng | Gia công kim loại tấm nói chung | Uốn theo yêu cầu, số lượng lớn, nhu cầu cao |
| Trị giá | Thấp hơn | Cao hơn |
11.0Phương pháp truyền động cho máy ép thủy lực là gì?
Khi uốn tấm kim loại, thường cần áp lực đáng kể để tạo ra biến dạng dẻo. Áp lực này được gọi là trọng tải báo chí — lực tối đa mà máy ép có thể tác dụng trong quá trình hoạt động. Tải trọng càng lớn thì tấm kim loại có thể gia công càng dày hoặc dài.
Để tạo ra và truyền lực này, máy ép thủy lực thường sử dụng nhiều phương pháp truyền động khác nhau, bao gồm:
- Truyền động thủy lực (thường được sử dụng trong máy ép phanh CNC):
Sử dụng hệ thống thủy lực để tạo ra trọng tải lớn — lý tưởng cho việc uốn tấm dày và tải nặng. Đây là phương pháp được sử dụng thường xuyên nhất trong công nghiệp. - Truyền động điện Servo:
Sử dụng động cơ servo để điều khiển chính xác chuyển động của trục, mang lại độ chính xác cao và phản hồi nhanh — hoàn hảo cho các ứng dụng đòi hỏi độ chính xác cao và hiệu quả năng lượng. - Truyền động khí nén:
Sử dụng khí nén; cấu trúc đơn giản — phù hợp với tải trọng nhỏ đến trung bình và hoạt động nhanh hơn. - Truyền động cơ học:
Được vận hành bằng cơ cấu bánh đà và ly hợp; một cấu trúc truyền thống — lý tưởng cho sản xuất công suất lớn, tần suất cao.
Thông thường, tên của máy ép thủy lực phản ánh phương pháp truyền động của nó, ví dụ: máy ép thủy lực, máy ép khí nén hoặc máy ép điện servo.
12.0Làm thế nào để lắp đặt máy ép thủy lực?
Trước khi bắt đầu các hoạt động uốn, việc thiết lập phanh ép đúng cách là rất quan trọng để đảm bảo độ chính xác khi uốn, kéo dài tuổi thọ của dụng cụ và duy trì sự an toàn khi vận hành. Quy trình chuẩn sau đây áp dụng cho cả phanh ép NC và CNC.
12.1Bước 1: Xem lại bản vẽ phôi
- Xác nhận đặc tính vật liệu: vật liệu (như thép cacbon, thép không gỉ hoặc nhôm) và giới hạn chảy.
- Xác nhận kích thước hình học: độ dày tấm, chiều dài, góc uốn, bán kính uốn.
- Xác định các yêu cầu thiết kế, bao gồm:
- Chiều dài mặt bích
- Hướng uốn (bên trong hoặc bên ngoài)
- Yêu cầu dung sai
- Có cần phải loại bỏ gờ hay làm phẳng sau khi uốn không
12.2Bước 2: Chọn phương pháp uốn và dụng cụ uốn phù hợp
Phương pháp uốn (Theo yêu cầu về độ chính xác và lực):
| Phương pháp | Đặc trưng | Sự chính xác | Trọng tải |
| Uốn không khí | Phổ biến; dụng cụ ít hao mòn | Trung bình | Tiêu chuẩn |
| Uốn cong đáy | Vật liệu được lắp hoàn toàn vào khuôn | Cao hơn | Uốn cong không khí ×4–6 |
| đúc tiền | Vật liệu được ép hoàn toàn vào góc chết | Cao nhất | Uốn cong không khí ×8–10 |
Khuyến nghị lựa chọn công cụ:
- Đục/Dụng cụ trên: Nên phù hợp với độ dày của tấm và góc uốn để tránh hư hỏng hoặc quá tải.
- Khuôn/Dụng cụ dưới:Khoảng trống khuôn thường lớn hơn độ dày của tấm khuôn từ 6–12 lần.
- Phù hợp vật liệu:Vật liệu dụng cụ phải có độ cứng bằng hoặc lớn hơn vật liệu tấm.
12.3Bước 3: Tính toán lực uốn cần thiết (tấn)
Sử dụng biểu đồ trọng tải do nhà sản xuất cung cấp hoặc phần mềm chuyên dụng.
Hãy lưu ý các thông số sau:
- Độ dày (t)
- Chiều rộng (L)
- Sức mạnh của vật liệu
- Mở khuôn (V)
Thẩm quyền giải quyết:
- Áp suất uốn khí = áp suất cơ bản
- Áp suất uốn đáy = áp suất uốn khí × 4–6
- Áp suất đúc = áp suất uốn khí × 8–10
⚡ Tránh vượt quá tải trọng định mức để đảm bảo vận hành an toàn.
12.4Bước 4: Lắp đặt và điều chỉnh dụng cụ (Kẹp khuôn)
- Kiểm tra độ mòn của dụng cụ và độ dày đồng đều.
- Lắp khuôn trên và khuôn dưới vào và khóa chúng lại.
- Điều chỉnh hành trình của xi lanh đến giới hạn trên và dưới thích hợp để tránh va chạm.
- Thiết lập vị trí nghỉ ngơi dành riêng cho các ứng dụng đặc biệt nếu cần.
- Căn chỉnh tâm của dụng cụ và bàn làm việc.
12.5Bước 5: Cấu hình hệ thống Backgauge
- Đặt vị trí và chiều cao của thanh chặn (X, R, Z).
- Nhập trình tự uốn và các thông số theo bản vẽ.
- Nếu có nhiều thao tác, hãy bật kiểm tra nhiễu (CNC) để tránh va chạm.
12.6Bước 6: Lập trình và xác thực hệ thống CNC (Máy ép phanh CNC)
- Làm quen với bảng điều khiển (Delem, ESA, Cybelec, v.v.).
- Nhập hoặc nhập chương trình uốn (độ dày, vật liệu, góc, số dụng cụ).
- Thực hiện lập trình ngoại tuyến (tùy chọn) để xem trước đường uốn.
- Kiểm tra bằng vật liệu phế liệu để xác nhận góc uốn, độ đàn hồi, độ giao thoa và các thông số khác.
- Điều chỉnh chương trình dựa trên kết quả thử nghiệm nếu cần.
12.7Bước 7: Lưu cài đặt và bắt đầu hoạt động
- Lưu chương trình uốn để tái sử dụng trong sản xuất sau này.
- Kiểm tra cơ chế an toàn, dừng khẩn cấp và các biện pháp kiểm soát liên quan.
- Bắt đầu sản xuất hàng loạt và kiểm tra định kỳ góc uốn và kích thước trong quá trình này.
12.8Sơ đồ quy trình làm việc của máy uốn:

Phân tích bản vẽ → Chọn phương pháp và dụng cụ uốn → Tính toán tải trọng uốn → Lắp đặt và căn chỉnh dụng cụ → Đặt thước chuẩn → Lập trình CNC và uốn thử → Lưu cài đặt và bắt đầu sản xuất.
13.0So sánh các loại máy ép thủy lực khác nhau
| Kiểu | Phương pháp lái xe | Sự chính xác | Lực lượng | Ứng dụng | Thuận lợi | Nhược điểm |
| Máy ép phanh cơ khí | Bánh đà | Thấp | Trung bình | Gia công kim loại tấm nói chung | Vận hành đơn giản, bảo trì dễ dàng | Kiểm soát kém, độ chính xác thấp, an toàn kém |
| Máy ép thủy lực | Xi lanh thủy lực | Cao | Cao | Tấm dày và các thành phần lớn | Lực lớn, kiểm soát mạnh mẽ | Cấu trúc phức tạp, dễ bị rò rỉ |
| Máy ép thủy lực điện | Xi lanh servo điện-thủy lực | Rất cao | Cao | Uốn tự động và chính xác | Độ chính xác cao, tiết kiệm năng lượng, thân thiện với môi trường và điều khiển tự động | Chi phí cao hơn, hệ thống phức tạp |
| Máy ép thủy lực | Áp suất không khí | Trung bình | Thấp | Gia công kim loại tấm tải nhẹ | Nhanh chóng, sạch sẽ, thân thiện với môi trường | Lực giới hạn, không dùng cho tấm dày |
| Máy ép phanh servo | Bộ truyền động servo điện | Cao | Thấp | Ứng dụng chính xác, tải nhẹ | Độ chính xác cao, tiếng ồn thấp, tiết kiệm năng lượng | Lực lượng hạn chế, chi phí cao hơn |
| Máy ép phanh CNC | Điều khiển CNC + nhiều ổ đĩa | Rất cao | Thay đổi tùy theo ổ đĩa | Xử lý tự động trên khắp các ngành công nghiệp | Tự động, chính xác và hiệu quả | Chi phí cao hơn, phụ thuộc vào lập trình và bảo trì |
14.0Các yếu tố cần xem xét khi lựa chọn máy ép phanh
- Loại vật liệu và độ dày: Các vật liệu khác nhau có đặc tính uốn khác nhau. Nhôm uốn dễ hơn, trong khi thép không gỉ cần lực lớn hơn. Độ dày cũng ảnh hưởng trực tiếp đến trọng tải cần thiết — hãy đảm bảo khả năng chịu lực của máy là đủ.
- Khả năng uốn cong: Bao gồm lực uốn tối đa và chiều dài uốn hiệu quả. Lực kiểm soát liệu vật liệu dày hay có độ bền cao có thể được xử lý hay không, trong khi chiều dài kiểm soát kích thước của phôi trong một thao tác uốn duy nhất.
- Độ chính xác uốn và khả năng lặp lại: Độ chính xác đề cập đến việc góc uốn có chính xác hay không và khả năng lặp lại đánh giá xem các lần uốn tiếp theo có nhất quán hay không. Các ứng dụng có độ chính xác cao hơn thường yêu cầu máy CNC.
- Nhịp độ và năng lực sản xuất:Theo khối lượng sản xuất và tốc độ sản xuất, nên chọn máy ổn định và hiệu quả hơn cho các ứng dụng tần suất cao và sản xuất hàng loạt lớn.
15.0Ứng dụng của máy ép phanh
- Ngành công nghiệp ô tô: Được sử dụng để sản xuất giá đỡ, linh kiện khung gầm, tấm thân xe và hệ thống ống xả — độ chính xác cao đảm bảo tuân thủ các tiêu chuẩn nghiêm ngặt và giúp cải thiện chất lượng cũng như độ an toàn của xe.
- Ngành hàng không vũ trụ: Xử lý các vật liệu hiệu suất cao, như hợp kim nhôm và titan, cho khung máy bay, các bộ phận cánh và vỏ động cơ — đòi hỏi độ chính xác và độ tin cậy cao.
- Thiết bị gia dụng: Được sử dụng trong sản xuất tấm tủ lạnh, vỏ máy giặt, linh kiện máy điều hòa không khí, v.v. — độ chính xác cao và tính linh hoạt cho phép các linh kiện phù hợp chặt chẽ với thiết kế của chúng.
- Ngành xây dựng: Xử lý các thành phần kết cấu cho tòa nhà, kết cấu tấm kim loại và các yếu tố trang trí — hữu ích trong các ứng dụng kết cấu, kiến trúc và lợp mái.
- Sản xuất đồ nội thất: Uốn cong các tấm kim loại để tạo thành khung đồ nội thất, giá đỡ và các thành phần trang trí — tăng thêm tính thẩm mỹ về mặt cấu trúc và chức năng.
- Thiết bị y tế: Xử lý các thành phần kim loại cho dụng cụ phẫu thuật, thiết bị chẩn đoán và đồ nội thất bệnh viện — đáp ứng các tiêu chuẩn vệ sinh và độ chính xác nghiêm ngặt.
- Thiết bị điện tử và điện: Được sử dụng để sản xuất tủ điều khiển, giá đỡ và vỏ bọc — đảm bảo tính ổn định về mặt cấu trúc và an toàn vận hành.
- Ngành công nghiệp quốc phòng: Xử lý kim loại cho các kết cấu tấm bọc thép, vỏ thiết bị quân sự và thùng chứa đạn dược — đáp ứng các tiêu chuẩn về độ bền cao và khả năng chống va đập.
16.0Các lỗi thường gặp của máy ép phanh và giải pháp
| Tình trạng lỗi | Nguyên nhân có thể | Giải pháp |
| Áp suất thủy lực bị thiếu hoặc không đủ | 1. Chiều quay của động cơ hoặc bơm không đúng 2. Van giảm áp bị tắc 3. Van điện từ bị kẹt 4. Rò rỉ ở van điều khiển áp suất | 1. Kiểm tra hướng quay của động cơ và bơm 2. Làm sạch van giảm áp 3. Sửa chữa hoặc làm sạch van điện từ 4. Sửa chữa hoặc thay thế van điều khiển áp suất |
| Thanh trượt rơi chậm hoặc không ổn định | 1. Xi lanh dầu bị mòn 2. Thanh dẫn hướng bị mòn hoặc đồng bộ kém 3. Mức dầu thủy lực thấp 4. Tốc độ nạp nhanh được đặt quá cao 5. Van nạp bị kẹt hoặc không mở được | 1. Kiểm tra phớt xi lanh 2. Sửa chữa thanh dẫn hướng 3. Nạp lại dầu thủy lực 4. Giảm tốc độ nạp nhanh 5. Làm sạch van nạp |
| Rò rỉ dầu thủy lực | 1. Kết nối đường ống lỏng lẻo 2. Phớt bị mòn hoặc hư hỏng | 1. Siết chặt kết nối đường ống 2. Thay thế phớt |
| Uốn cong không đều ở cả hai bên | 1. Mòn khuôn không đều 2. Khuôn trên không song song | 1. Điều chỉnh chiều cao khuôn hoặc thay thế khuôn 2. Căn chỉnh hoặc điều chỉnh khuôn trên |
| Tiếng ồn lớn | Kết nối bị lỏng, vòng bi bị mòn hoặc các bộ phận bị hỏng | Kiểm tra và siết chặt các kết nối; thay thế các thành phần hoặc bộ phận bị lỗi |
| Bất thường về điều khiển điện | Kết nối bị lỏng, cảm biến bị lỗi hoặc bo mạch bị lỗi | Kiểm tra các điểm kết nối; thay thế cảm biến hoặc sửa chữa bảng điều khiển |
| Máy quá nóng | Bộ tản nhiệt bị tắc hoặc hệ thống làm mát bị lỗi | Vệ sinh bộ tản nhiệt; kiểm tra và sửa chữa vòng làm mát |
| Thanh trượt không thể hạ xuống chậm hoặc lực uốn không đủ | 1. Van định hướng (như van 4/2) bị lỗi 2. Van nạp bị kẹt | 1. Kiểm tra hoặc thay thế van định hướng 2. Làm sạch van nạp |
| Tốc độ trở về chậm và áp suất cao | Van nạp không được mở hoàn toàn | Kiểm tra xem van nạp đã mở hoàn toàn chưa |
Tài liệu tham khảo
www.ursviken.com/phanh-ép-ép-là-gì-dùng-cho/
www.adhmt.com/cach-lam-phanh-nhap-cach-lam-phanh/
www.epowermetals.com/kim-thuc-dung-va-han-thuc-kim-thuc-va-han-thuc-kim-thuc-va-han-thuc-kim-thuc-va-han-thuc.html
https://www.alekvs.com/press-brake-machine/




