

- 1.0Tại sao hợp kim nhôm 6063 lại phổ biến trong sản xuất?
- 2.0Tính chất cơ học của hợp kim nhôm 6063
- 3.0Thành phần hóa học của hợp kim nhôm 6063
- 4.0Ứng dụng phổ biến của hợp kim nhôm 6063
- 5.0Nhôm 6063 so với các hợp kim nhôm thông thường khác như thế nào?
- 6.0Các bước chuẩn bị quan trọng trước khi gia công: Kiểm soát ứng suất dư
- 7.0Cách gia công (cắt) hợp kim nhôm 6063 hiệu quả
- 8.0Cách hàn hợp kim nhôm 6063 đúng cách
- 9.0Cách xử lý nhiệt hợp kim nhôm 6063
- 10.0Làm thế nào để đảm bảo chất lượng bề mặt cao cho hợp kim nhôm 6063
- 11.0Những câu hỏi thường gặp (FAQ)
Nhôm 6063 Hợp kim này cũng thuộc họ nhôm-magiê-silicon (Al-Mg-Si) và là hợp kim có thể xử lý nhiệt, được thiết kế chuyên biệt cho đùn ép. Ưu điểm chính của nó bao gồm khả năng đùn ép tuyệt vời, bề mặt hoàn thiện vượt trội và khả năng chống ăn mòn mạnh. Sau khi gia công, nó mang lại vẻ ngoài đồng đều và hấp dẫn, khiến nó trở thành vật liệu được ưa chuộng cho các cấu kiện kiến trúc và các chi tiết trang trí. Nó cũng được sử dụng rộng rãi trong các hệ thống khung công nghiệp và vỏ thiết bị điện tử.
Qua các quá trình tôi luyện như T5 và T6, 6063 đạt được sự cân bằng giữa độ bền trung bình và khả năng tạo hình tốt, khiến nó đặc biệt phù hợp để sản xuất khối lượng lớn các mặt cắt ngang phức tạp.
1.0Tại sao hợp kim nhôm 6063 lại phổ biến trong sản xuất?
6063 đã trở thành một trong những hợp kim nhôm định hình được sử dụng rộng rãi nhất do hiệu suất được tối ưu hóa cho các ứng dụng tạo hình và trang trí:
- Khả năng đùn: Khả năng đùn vượt trội cho phép sản xuất các hình dạng cấu hình phức tạp với hiệu suất cao
- Bề mặt hoàn thiện: Chất lượng bề mặt tuyệt vời với màu sắc đồng đều, chất lượng cao sau khi anodizing
- Chống ăn mòn: Chống ăn mòn và oxy hóa mạnh, lý tưởng cho các thành phần trang trí và kết cấu ngoài trời
- Khả năng hàn: Hiệu suất hàn tốt với độ biến dạng tối thiểu, hỗ trợ lắp ráp dễ dàng
- Hiệu quả về chi phí: Chi phí vừa phải, nguồn cung ổn định trên quy mô lớn và giá trị tổng thể mạnh mẽ
- Khả năng gia công: Độ khó cắt thấp và xử lý hậu kỳ thuận tiện
Hàm lượng tạp chất thấp và cấu trúc kim loại đồng nhất cho phép đạt được sự cân bằng lý tưởng giữa tính thẩm mỹ và độ ổn định của kết cấu, khiến nó đặc biệt phù hợp cho các ứng dụng như mặt tiền tòa nhà và hệ thống cửa sổ và cửa ra vào, nơi mà vẻ ngoài và khả năng chống chịu thời tiết là rất quan trọng.

2.0Tính chất cơ học của hợp kim nhôm 6063
(Lưu ý: Giá trị cụ thể thay đổi tùy theo tính chất.)
- Độ bền kéo (T6): 210–260 MPa
- Giới hạn chảy (T6): ~170 MPa
- Độ giãn dài: 12–18%
- Độ cứng: 70–85 HB
- Mật độ: 2,70 g/cm³
- Phạm vi nóng chảy: 607–650°C
Sự khác biệt về tính chất theo tính khí
- 6063-O: Độ bền thấp nhất (độ bền kéo ≈ 110 MPa) với độ dẻo tuyệt vời; thích hợp cho uốn sâu, kéo giãn và các hoạt động tạo hình nặng khác
- 6063-T5: Độ bền trung bình với hiệu suất sản xuất cao hơn do lão hóa trực tuyến; phù hợp cho các cấu hình sản xuất hàng loạt
- 6063-T6: Độ bền cao nhất đạt được thông qua quá trình lão hóa nhân tạo; được sử dụng trong các ứng dụng đòi hỏi hiệu suất kết cấu được nâng cao
3.0Thành phần hóa học của hợp kim nhôm 6063
| Thành phần | Al 2024 | Al 7075 | Al 6061 | Al 6063 |
|---|---|---|---|---|
| Đồng (%) | 3.847 | 1.276 | 0.192 | ≤0,10 |
| Mg (%) | 1.545 | 2.596 | 1.074 | 0,45–0,9 |
| Si (%) | 0.041 | 0.000 | 0.439 | 0,20–0,6 |
| Sắt (%) | 0.223 | 0.329 | 0.307 | ≤0,35 |
| Mn (%) | 0.331 | 0.028 | 0.103 | ≤0,10 |
| Kẽm (%) | 0.017 | 5.135 | 0.105 | ≤0,10 |
| Sb (%) | 0.046 | 0.061 | 0.063 | — |
| V (%) | 0.015 | 0.011 | 0.014 | — |
| Pb (% hoặc ppmᵃ) | 0.024, % | 0,000, ppm | 54,451, ppm | — |
| Sn (% hoặc ppm) | 0.021, % | 0.013, % | 81,046, ppm | — |
| Ti (% hoặc ppm) | 90,791, ppm | 0.010, % | 83,090, ppm | ≤0,10 |
| Cr (% hoặc ppm) | 99,931, ppm | 0.279, % | 0.025, % | ≤0,10 |
| Zr (ppm) | 8.746 | 0.000 | 3.584 | — |
| Ni (ppm) | 60.653 | 48.240 | 76.797 | — |
| Al (%) | Phần còn lại | Phần còn lại | Phần còn lại | Sự cân bằng |
Thành phần của 6063 hỗ trợ quá trình kết tủa Mg₂Si, mặc dù tỷ lệ Mg:Si có thể thay đổi đôi chút tùy theo lô. Hàm lượng sắt và đồng thấp là những yếu tố quan trọng góp phần tạo nên chất lượng bề mặt vượt trội của nó.
4.0Ứng dụng phổ biến của hợp kim nhôm 6063
- Cửa sổ và cửa ra vào kiến trúc, tường kính, khung phòng tắm nắng
- Thanh trang trí nội thất (trần nhà, vách ngăn, ván chân tường)
- Cấu trúc đường băng tải công nghiệp và thiết bị bảo vệ an toàn
- Linh kiện đồ nội thất (khung bàn ghế, viền tủ)
- Vỏ điện tử và cấu hình tản nhiệt
- Trang trí ô tô và giá nóc
- Cấu trúc triển lãm và khung hộp đèn
5.0Nhôm 6063 so với các hợp kim nhôm thông thường khác như thế nào?
| Hợp kim | Sức mạnh | Khả năng gia công (Đùn) | Khả năng hàn | Chống ăn mòn | Chất lượng bề mặt | Đặc điểm chính |
| 6063 | Trung bình | Xuất sắc | Xuất sắc | Xuất sắc | Xuất sắc | Hợp kim đùn được ưa chuộng với tính trang trí mạnh mẽ |
| 6061 | Trung bình-Cao | Tốt | Rất tốt | Xuất sắc | Tốt | Tính chất cân bằng cho các ứng dụng kết cấu |
| 7075 | Rất cao | Nghèo | Nghèo | Tốt | Hội chợ | Hợp kim cường độ cao cấp hàng không vũ trụ |
| 5052 | Trung bình | Trung bình | Tốt | Xuất sắc | Tốt | Chủ yếu được sử dụng để gia công tấm và tấm |
Ưu điểm cốt lõi của 6063 nằm ở khả năng đùn và độ hoàn thiện bề mặt, vượt trội hơn hẳn các hợp kim khác, khiến nó trở nên không thể thay thế trong các ứng dụng kiến trúc và trang trí.

6.0Các bước chuẩn bị quan trọng trước khi gia công: Kiểm soát ứng suất dư
Ứng suất dư trong các thanh đùn 6063 chủ yếu bắt nguồn từ quá trình làm nguội sau khi đùn. Các tiết diện phức tạp hoặc thành mỏng dễ bị biến dạng khi ứng suất được giải phóng trong quá trình gia công. Các biện pháp thực hành được khuyến nghị:
- Cho phép lão hóa tự nhiên hoặc nhân tạo sau khi đùn để giảm ứng suất bên trong
- Để các cấu hình nghỉ trong 24 giờ sau khi gia công thô trước khi hoàn thiện
- Sử dụng kẹp đa điểm, phân bổ đều để tránh ứng suất cục bộ
- Thực hiện phương pháp “gia công đối xứng” để giảm thiểu lực cắt một phía
7.0Cách gia công (cắt) hợp kim nhôm 6063 hiệu quả
Với độ cứng thấp hơn và độ dẻo cao hơn 60616063 có khả năng chống cắt giảm nhưng dễ bị bám dính vào cạnh và dụng cụ hơn. Để đạt được hiệu suất ổn định—đặc biệt là khi sử dụng Máy cắt nhôm —việc lựa chọn công cụ và các thông số cắt phải được tối ưu hóa cẩn thận
7.1Công cụ và phụ kiện được đề xuất:
- Dụng cụ cacbua (ưu tiên):
Máy phay đầu 2 rãnh hoặc 3 rãnh có góc nghiêng cao (15°–20°) và rãnh phoi lớn hơn. - Lớp phủ:TiB₂ và DLC có khả năng chống bám dính tuyệt vời. TiN dễ bị bám dính hơn nhưng vẫn hiệu quả khi gia công tải nhẹ hoặc chu kỳ ngắn.
Tốc độ cắt cao, cạnh sắc và khả năng làm mát đầy đủ là điều cần thiết, đặc biệt là trên máy tự động Máy cắt nhôm. - Dụng cụ HSS:
Thích hợp cho các hoạt động nhẹ như khoan cơ bản - Bài tập:
Hình dạng rãnh parabol cải thiện khả năng thoát phoi và giảm tắc nghẽn.
7.2Thông số cắt được khuyến nghị (Phạm vi tham chiếu):
| Quá trình | Tốc độ cắt Vc | Tốc độ nạp liệu | Độ sâu cắt | Ghi chú |
| Xay xát | 300–500 m/phút | 0,05–0,2 mm/răng | 1–5 mm | Cần chất làm mát/chất bôi trơn |
| Quay | 250–400 m/phút | 0,2–0,4 mm/vòng | 1–3 mm | Tránh cắt tốc độ thấp |
| Khoan | 80–150 m/phút | 0,08–0,25 mm/vòng | Điều chỉnh khi cần thiết | Khoan bậc thang + chất làm mát cho lỗ sâu |
| Gõ | 10–20 m/phút | Bước ren | — | Sử dụng vòi nhôm chuyên dụng + dầu khai thác |
Các phạm vi này hoạt động tốt cho cả thiết lập thủ công và được trang bị CNC Máy cắt nhôm, đảm bảo chất lượng gia công ổn định.
7.3Ghi chú gia công:
- Làm mát/Bôi trơn:
Sử dụng nhũ tương hoặc chất lỏng cắt chuyên dụng cho nhôm có phụ gia EP để giảm thiểu độ bám dính của dụng cụ và kéo dài tuổi thọ của dụng cụ—đặc biệt quan trọng đối với thiết bị cắt nhôm có tốc độ vòng quay cao. - Tình trạng công cụ:
Giữ cho lưỡi cắt sắc bén và mài lại khi cần thiết để tránh làm nhòe hoặc nén vật liệu 6063 mềm. - Phương pháp cắt:
Nên sử dụng phương pháp phay leo để giảm sự hình thành gờ và trầy xước bề mặt. - Tránh dụng cụ dừng lại:
Không để dụng cụ dừng lại trên bề mặt phôi để tránh tạo vết lõm. - Các bộ phận có thành mỏng:
Sử dụng hàm mềm, đồ gá chân không hoặc các giá đỡ bổ sung để tránh biến dạng trong quá trình cắt, đặc biệt là khi xử lý trên bộ cấp liệu nhanh Máy cắt nhôm.
8.0Cách hàn hợp kim nhôm 6063 đúng cách
6063 cung cấp khả năng hàn tốt hơn 6061, với độ biến dạng ít hơn ở vùng ảnh hưởng nhiệt (HAZ). Tuy nhiên, tổn thất cường độ trong mối hàn và vùng ảnh hưởng nhiệt (HAZ) có thể đạt 20–50% (thường khoảng 30%), tùy thuộc vào nhiệt độ vật liệu cơ bản, phương pháp hàn và nhiệt lượng đầu vào. Có thể cần phải xử lý lão hóa sau hàn hoặc thiết kế bù cường độ.
8.1Phương pháp hàn thông dụng
- Hàn TIG: Được ưa chuộng vì mối hàn chính xác, sạch sẽ với độ biến dạng tối thiểu; lý tưởng cho các thành phần trang trí
- Hàn MIG: Hiệu suất cao; phù hợp với các cấu hình thành dày hoặc sản xuất hàng loạt
- Dây hàn thông dụng: ER4043 (độ lưu động tốt và hình thức mối hàn đẹp), ER5356 (độ bền cao hơn)
8.2Kỹ thuật hàn
- Chuẩn bị trước khi hàn: Loại bỏ lớp oxit (Al₂O₃) bằng bàn chải thép không gỉ hoặc chất tẩy dầu mỡ hóa học cho đến khi nhìn thấy được ánh kim loại
- Khí bảo vệ: Argon tinh khiết (≥99,99%), 8–12 L/phút
- Làm nóng trước: Đối với độ dày >8 mm, làm nóng trước ở nhiệt độ 100–150°C để tránh nứt nguội
- Thông số hàn: Sử dụng dòng điện thấp và tốc độ di chuyển nhanh để giảm thiểu chiều rộng HAZ
- Xử lý sau khi hàn: Để nguội tự nhiên; có thể áp dụng phương pháp lão hóa lại T6 nếu cần độ bền cao hơn
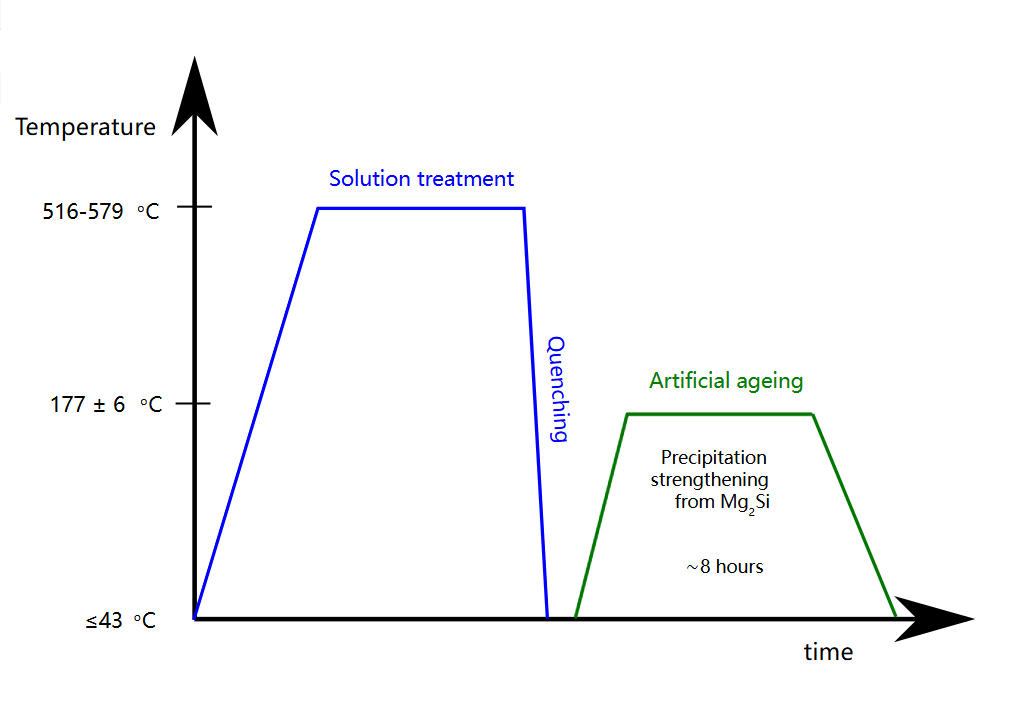
9.0Cách xử lý nhiệt hợp kim nhôm 6063
Mục tiêu cốt lõi của quá trình xử lý nhiệt đối với 6063 là tối ưu hóa quá trình kết tủa Mg₂Si, cân bằng độ bền với khả năng đùn.
9.1Giải pháp điều trị
- Nhiệt độ gia nhiệt: 530–540°C (thấp hơn 6061 để ngăn chặn sự phát triển của hạt)
- Thời gian giữ: 1–2 giờ tùy thuộc vào độ dày của phần
- Làm nguội: Làm nguội bằng nước với tốc độ làm nguội ≥150°C/phút để ngăn ngừa kết tủa sớm
9.2Điều trị lão hóa
- Lão hóa nhân tạo T6: 170–180°C trong 8–12 giờ, làm mát bằng không khí
- Lão hóa trực tuyến T5: Kiểm soát nhiệt độ thông qua các bể làm mát sau khi đùn; 150–170°C trong 4–6 giờ, hiệu suất cao
- Lão hóa tự nhiên: 7–14 ngày ở nhiệt độ phòng; độ bền cuối cùng đạt ~70–80% của T6, phù hợp khi không yêu cầu độ bền cao

10.0Làm thế nào để đảm bảo chất lượng bề mặt cao cho hợp kim nhôm 6063
6063 được coi là chất nền lý tưởng cho quá trình anod hóa và chất lượng xử lý bề mặt ảnh hưởng trực tiếp đến giá trị sản phẩm cuối cùng.
10.1Các phương pháp xử lý bề mặt phổ biến
- Anodizing (trong suốt, nhuộm, điện di): Phổ biến nhất; tăng khả năng chống ăn mòn và vẻ ngoài
- Anodizing cứng: Độ dày lớp phủ 20–50 μm để cải thiện khả năng chống mài mòn trong các ứng dụng công nghiệp
- Phun cát và chải: Tạo lớp hoàn thiện mờ hoặc có kết cấu và che đi các vết xước nhỏ
- Sơn tĩnh điện: Màu sắc đa dạng, khả năng chống chịu thời tiết tốt cho các thành phần ngoài trời
- Đánh bóng: Cung cấp lớp hoàn thiện gương cho mục đích trang trí cao cấp
10.2Ghi chú về xử lý bề mặt
- Xử lý trước là rất quan trọng: tẩy dầu mỡ kỹ lưỡng (chất tẩy kiềm), trung hòa và đánh bóng hóa học để loại bỏ lớp màng oxit và chất gây ô nhiễm
- Trong quá trình anod hóa, tránh mật độ dòng điện quá cao để tránh lớp phủ thô hoặc không đều
- Kiểm soát nhiệt độ khuôn đùn để tránh các khuyết tật bề mặt như đường tối và vết xước
- Tránh tiếp xúc với các chất ăn mòn trong quá trình bảo quản để tránh bị đổi màu
11.0Những câu hỏi thường gặp (FAQ)
Liệu thép 6063 có phù hợp để đùn các hình dạng phức tạp không?
Có. Hợp kim 6063 có đặc tính chảy tuyệt vời trong quá trình đùn và hỗ trợ các tiết diện thành mỏng (trong một số quy trình có thành mỏng hơn 1,2 mm). Độ dày thành cuối cùng và độ phức tạp phụ thuộc vào hình dạng biên dạng, thiết kế khuôn và điều kiện đùn, khiến nó trở thành một trong những hợp kim tốt nhất cho các biên dạng phức tạp.
Hợp kim nào anod hóa tốt hơn—6063 hay 6061?
6063 hoạt động tốt hơn. Hàm lượng sắt và đồng thấp mang lại lớp oxit đồng đều hơn, màu sắc đồng nhất và độ sáng bề mặt vượt trội, đặc biệt là đối với các lớp hoàn thiện trang trí màu sáng.
Sự khác biệt chính giữa thép 6063 T5 và T6 là gì?
- T5: Lão hóa trực tuyến, hiệu quả sản xuất cao, chi phí thấp hơn, độ bền trung bình (độ bền kéo ≈210 MPa); phù hợp với các cấu hình cửa sổ/cửa ra vào tiêu chuẩn
- T6: Lão hóa nhân tạo, cường độ cao hơn (độ bền kéo ≈260 MPa), ít biến dạng hơn; lý tưởng cho các ứng dụng kết cấu hoặc các thành phần quan trọng về độ bền
Làm thế nào để ngăn ngừa hiện tượng kẹt dụng cụ khi gia công 6063?
Tập trung vào tốc độ cắt cao + làm mát đủ + dụng cụ sắc bén: tốc độ cắt ≥300 m/phút, dung dịch cắt chuyên dụng cho nhôm, dụng cụ được mài sắc thường xuyên và tránh gia công tải nặng tốc độ thấp.
Đèn 6063 có thể sử dụng ở môi trường ngoài trời không?
Có. Khả năng chống ăn mòn kết hợp với lớp bảo vệ anodized mang lại độ bền lâu dài trong nhiều năm. Trong môi trường ven biển hoặc ô nhiễm nặng, nên bảo vệ bổ sung hoặc bảo trì định kỳ.
Thẩm quyền giải quyết
https://en.wikipedia.org/wiki/6063_aluminium_alloy
https://www.gabrian.com/6063-aluminum-properties/
https://www.metalexchange.com/press/6063-aluminum


