

- 1.0Các dạng hao mòn thông thường của dụng cụ cắt kim loại là gì?
- 2.0Quá trình mài mòn của dụng cụ cắt kim loại diễn ra như thế nào?
- 3.0Tiêu chí mài mòn (cùn lưỡi) của dụng cụ cắt kim loại là gì?
- 4.0Tuổi thọ của dụng cụ cắt kim loại là bao lâu?
- 5.0Những yếu tố nào ảnh hưởng đến tuổi thọ của dụng cụ cắt kim loại?
- 6.0Làm thế nào để xác định một cách hợp lý tuổi thọ của các dụng cụ cắt kim loại?
- 7.0Những câu hỏi thường gặp (FAQ)
Giới thiệu
Gia công kim loại là nền tảng của sản xuất hiện đại, và dụng cụ cắt kim loại là yếu tố cốt lõi của nền tảng này. Từ các bộ phận ô tô đến cấu trúc hàng không vũ trụ, từ khuôn mẫu chính xác đến các bộ phận cơ khí thông thường, việc sản xuất hầu hết các sản phẩm kim loại đều phụ thuộc vào các dụng cụ cắt hiệu quả và đáng tin cậy.
Tuy nhiên, trong quá trình gia công cắt liên tục, sự mài mòn dụng cụ là điều không thể tránh khỏi. Điều này quyết định trực tiếp tuổi thọ dụng cụ và từ đó ảnh hưởng đến hiệu quả sản xuất, chi phí gia công và sự ổn định chất lượng sản phẩm.
1.0Các dạng hao mòn thông thường của dụng cụ cắt kim loại là gì?
Phân loại lỗi dụng cụ:
Hỏng hóc dụng cụ có thể được chia thành hai loại chính: hao mòn thông thường và gãy dụng cụ. Hao mòn thông thường chủ yếu bao gồm các dạng sau.
1.1Mặt nạ Rake:
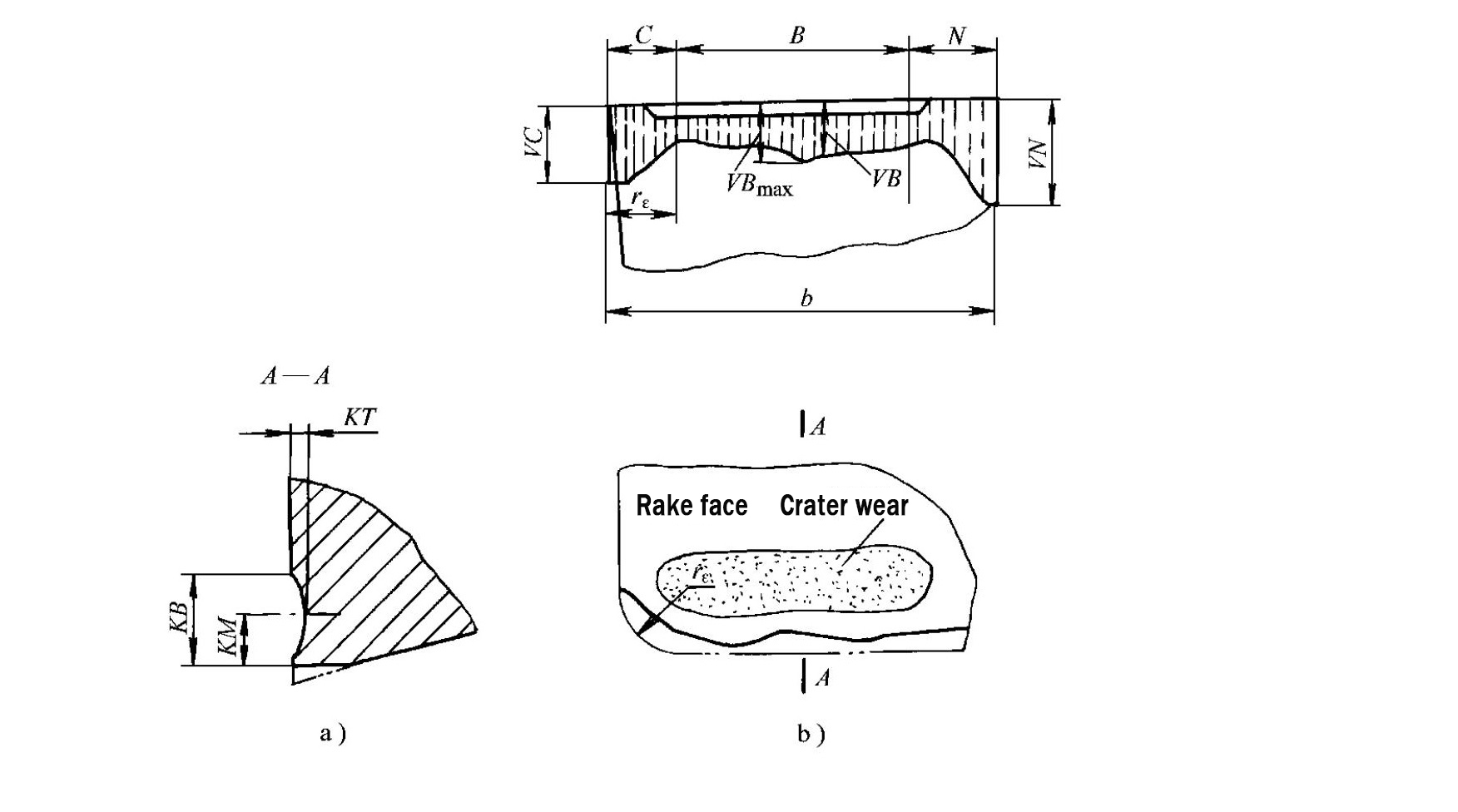
Khi cắt ở tốc độ cao và độ dày cắt lớn, đặc biệt là trong quá trình gia công các kim loại dẻo có điểm nóng chảy cao như thép, ma sát mạnh trên mặt trước của dao dẫn đến sự hình thành miệng hố hình lưỡi liềm.
Tâm của miệng hố tương ứng với nhiệt độ cắt cao nhất trên mặt trước của lưỡi cưa. Một vùng đất nhỏ còn lại giữa miệng hố và cạnh cắt chính. Khi quá trình cắt tiếp tục, miệng hố dần dần tăng chiều rộng và chiều sâu, vùng đất trở nên hẹp hơn, và cuối cùng xảy ra hiện tượng sứt mẻ cạnh.
Khoảng cách từ tâm miệng hố đến cạnh cắt chính (\(K_M\)) thường vào khoảng 1–3 mm, và lượng mài mòn được biểu thị bằng độ sâu miệng hố tối đa \(K_T\).
1.2Mặt nạ đeo hông:
Ma sát mạnh xảy ra giữa mặt bên của dụng cụ cắt kim loại và bề mặt gia công, nhanh chóng tạo thành một vùng mài mòn hẹp với góc thoát phôi bằng không gần cạnh cắt chính.
Loại mài mòn này xảy ra ở tốc độ cắt thấp và độ dày cắt nhỏ, bất kể đó là kim loại giòn hay kim loại dẻo đang được gia công.
Đặc điểm điển hình của dải mòn sườn:
- Khu vực đầu mũi dụng cụ (Vùng C): Chịu mài mòn nghiêm trọng nhất do độ bền thấp và khả năng tản nhiệt kém; giá trị tối đa được biểu thị bằng \(V_C\).
- Mặt bên gần bề mặt phôi (Vùng N): Dễ bị tạo rãnh sâu (mài mòn ranh giới); độ sâu được biểu thị bằng \(V_N\).
- Phần giữa của dải mài mòn (Vùng B): Thể hiện sự mài mòn tương đối đồng đều; chiều rộng mài mòn tối đa được ký hiệu là \(V_{B\text{max}}\).
1.3Mòn đồng thời ở mặt trước và mặt bên:
Khi gia công các kim loại dẻo có điểm nóng chảy cao ở tốc độ cắt và tốc độ tiến dao vừa phải, hiện tượng mài mòn dạng miệng hố trên mặt trước và mài mòn trên mặt bên thường xảy ra đồng thời.
2.0Quá trình mài mòn của dụng cụ cắt kim loại diễn ra như thế nào?
Phân chia giai đoạn mặc:
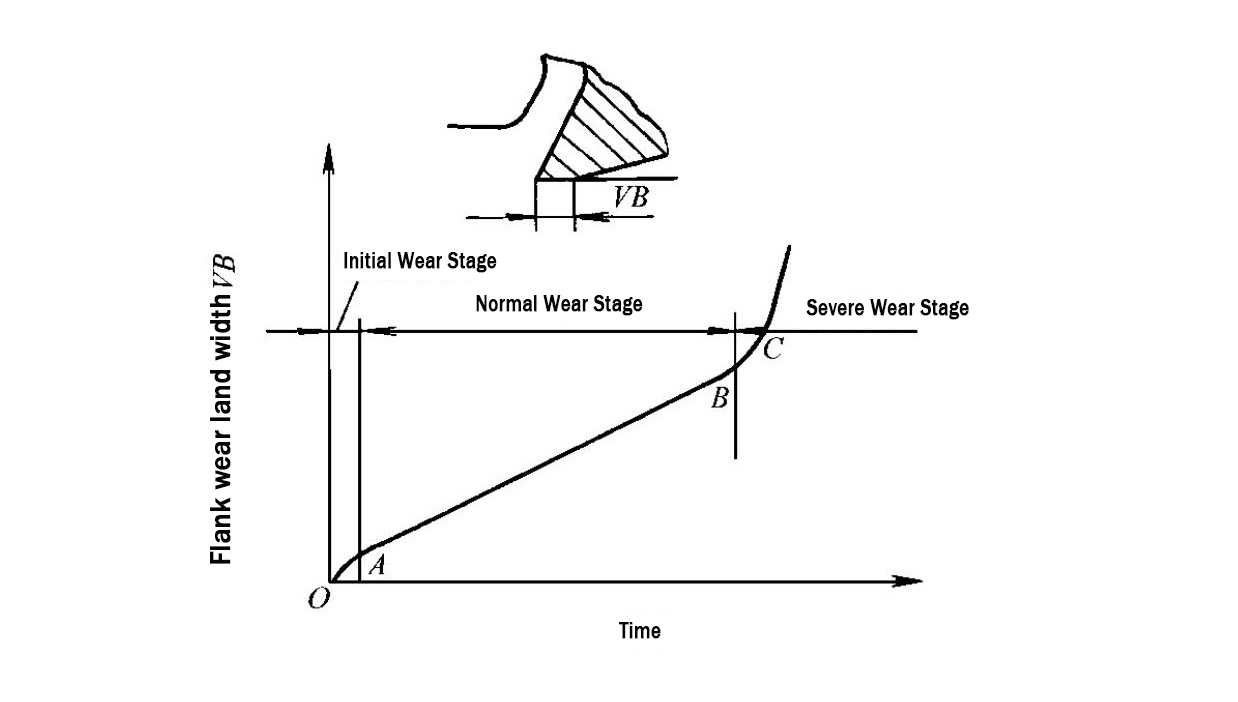
Trong điều kiện cắt nhất định, bất kể hình thức mài mòn nào, độ mài mòn của dụng cụ đều tăng theo thời gian cắt và thường trải qua ba giai đoạn.
2.1Giai đoạn mài mòn ban đầu:
Các dụng cụ cắt kim loại mới mài thường có bề mặt thô ráp và các khuyết tật nhỏ như vết nứt li ti trên mặt bên. Lưỡi cắt sắc bén, nhưng diện tích tiếp xúc giữa mặt bên và bề mặt gia công nhỏ.
Do đó, ứng suất nén và nhiệt độ cắt tập trung cao độ tại lưỡi cắt, dẫn đến tốc độ mài mòn tương đối cao.
2.2Mức độ hao mòn thông thường:
Sau giai đoạn mài mòn ban đầu, bề mặt gồ ghề của mặt bên trở nên nhẵn hơn, diện tích chịu tải tăng lên, ứng suất nén giảm xuống, và tốc độ mài mòn giảm đáng kể và ổn định. Lúc này, dụng cụ cắt kim loại bước vào giai đoạn mài mòn bình thường.
2.3Giai đoạn mài mòn nghiêm trọng:
Khi độ rộng mài mòn mặt bên \(V_B\) đạt đến giới hạn tới hạn, ma sát tăng mạnh, lực cắt và nhiệt độ cắt tăng nhanh, và tốc độ mài mòn tăng lên đáng kể. Dụng cụ cắt kim loại nhanh chóng bị hỏng và mất khả năng cắt.
3.0Tiêu chí mài mòn (cùn lưỡi) của dụng cụ cắt kim loại là gì?
Cơ sở làm suy giảm khả năng phán đoán:
Khi dụng cụ cắt kim loại bị mòn đến một mức độ nhất định, các hiện tượng sau sẽ xảy ra:
- Lực cắt và nhiệt độ cắt tăng lên đáng kể
- Bề mặt gia công trở nên thô ráp, và độ chính xác về kích thước vượt quá dung sai cho phép.
- Màu sắc và hình dạng của chip trở nên bất thường, có thể kèm theo rung động hoặc tiếng ồn.
Những hiện tượng này cho thấy công cụ đã bị cùn.
Định nghĩa tiêu chí làm mờ:
Theo yêu cầu gia công, cần phải xác định giá trị mài mòn tối đa cho phép – giá trị này được gọi là tiêu chí mài mòn (cùn) dụng cụ.
Lý do lựa chọn tiêu chí:
Vì mài mòn mặt bên là hiện tượng phổ biến nhất và dễ đo lường nhất, nên giá trị mài mòn trung bình trên phần giữa của mặt bên, \(V_B\), thường được sử dụng làm tiêu chí mài mòn cho các dụng cụ cắt kim loại.
3.1Giá trị \(V_B\) được khuyến nghị trong các điều kiện gia công khác nhau
| Điều kiện gia công | Giá trị VB khuyến nghị (mm) |
|---|---|
| Hoàn thành việc xoay | 0,1–0,3 |
| Gia công thô thép hợp kim, hoặc gia công thô các chi tiết có độ cứng thấp. | 0,4–0,5 |
| Gia công thô thép cacbon | 0,6–0,8 |
| Gia công thô các chi tiết gang | 0,8–1,2 |
| Gia công thô tốc độ thấp các chi tiết thép và gang kích thước lớn. | 1,0–1,5 |

4.0Tuổi thọ của dụng cụ cắt kim loại là bao lâu?
Định nghĩa về tuổi thọ dụng cụ:
Tuổi thọ dao cắt đề cập đến tổng thời gian cắt hiệu quả từ khi bắt đầu cắt sau khi mài dao cho đến khi độ mòn đạt đến tiêu chí cùn dao quy định. Thời gian không cắt như thời gian thiết lập dao, đo đạc, di chuyển nhanh và các hành trình trở lại không được tính vào.
Tuổi thọ dụng cụ được ký hiệu bằng \(T\) và được đo bằng phút.
Phân loại tuổi thọ dụng cụ:
- Dụng cụ cắt kim loại có thể mài lại: Tuổi thọ dụng cụ đề cập đến thời gian cắt thực tế giữa hai lần mài lại liên tiếp; tổng tuổi thọ dụng cụ là thời gian cắt từ lần sử dụng đầu tiên cho đến khi bị loại bỏ hoàn toàn.
- Dụng cụ cắt kim loại không thể mài lại: Tổng tuổi thọ dụng cụ bằng với tuổi thọ dụng cụ.
5.0Những yếu tố nào ảnh hưởng đến tuổi thọ của dụng cụ cắt kim loại?
5.1Thông số cắt:
Các thông số cắt là một trong những yếu tố ảnh hưởng quan trọng nhất. Mối quan hệ tổng quát giữa tuổi thọ dụng cụ \(T\) và các thông số cắt là:
$$
T = \frac{C_T}{v_c^x \cdot f^y \cdot a_p^z}
$$
Ở đâu:
- \(C_T\): Hằng số tuổi thọ dụng cụ liên quan đến vật liệu dụng cụ, vật liệu phôi và điều kiện cắt gọt.
- \(x, y, z\): Số mũ thực nghiệm, thường có \(x > y > z\)
Ví dụ:
Khi gia công thép cacbon với \(\sigma_b = 0,637\ \text{GPa}\) bằng dao tiện cacbua:
$$
T = \frac{C_T}{v_c^5 \cdot f^{2.25} \cdot a_p^{0.75}}
$$
Luật lệ:
Khi \(v_c\), \(f\), và \(a_p\) tăng, tuổi thọ dụng cụ \(T\) giảm. Tốc độ cắt \(v_c\) có ảnh hưởng lớn nhất, tiếp theo là tốc độ tiến dao \(f\), và chiều sâu cắt \(a_p\) có ảnh hưởng ít nhất.
Để cải thiện năng suất đồng thời đảm bảo tuổi thọ dụng cụ, trước tiên hãy chọn giá trị \(a_p\) lớn hơn, sau đó chọn giá trị \(f\) lớn hơn, và cuối cùng là giá trị \(v_c\) hợp lý.
5.2Thông số hình học của công cụ:
- Góc nghiêng (\(\gamma_o\)): Tăng góc thoát phoi sẽ làm giảm lực cắt và nhiệt độ, giúp kéo dài tuổi thọ dụng cụ. Góc thoát phoi quá lớn sẽ làm suy yếu độ bền và khả năng tản nhiệt của dụng cụ, làm tăng nguy cơ gãy vỡ.
- Góc cạnh cắt chính (\(\kappa_r\)): Việc giảm hệ số này giúp tăng cường độ bền của đầu dụng cụ và khả năng tản nhiệt. Hệ số \(\kappa_r\) quá nhỏ sẽ làm tăng lực hướng tâm và có thể gây rung động trong các hệ thống có độ cứng thấp.
- Các yếu tố bổ sung: Việc giảm góc cạnh cắt nhỏ \(\kappa_r\) và tăng bán kính mũi dao \(r_\varepsilon\) đều có tác động tích cực tương tự đến tuổi thọ dao.
5.3Vật liệu dụng cụ:
Độ bền ở nhiệt độ cao và khả năng chống mài mòn cao hơn giúp kéo dài tuổi thọ dụng cụ. Trong điều kiện va đập, tải nặng hoặc gia công khó khăn, độ dẻo dai khi va đập và độ bền uốn trở thành những yếu tố quan trọng hàng đầu.
5.4Vật liệu phôi:
- Độ bền và độ cứng cao hơn làm tăng nhiệt độ cắt và giảm tuổi thọ dụng cụ.
- Độ dẻo và độ bền cao hơn kết hợp với độ dẫn nhiệt thấp cũng làm tăng nhiệt độ cắt và rút ngắn tuổi thọ dụng cụ.
6.0Làm thế nào để xác định một cách hợp lý tuổi thọ của các dụng cụ cắt kim loại?
Nguyên tắc cốt lõi:
Lựa chọn tuổi thọ dao cắt hợp lý giúp cải thiện năng suất và giảm chi phí. Tuổi thọ dao cắt quá dài đòi hỏi thông số cắt nhỏ và làm giảm tốc độ loại bỏ kim loại. Tuổi thọ dao cắt quá ngắn làm tăng thời gian thay dao và mài lại, làm tăng tổng chi phí.
6.1Giá trị tuổi thọ khuyến nghị cho các dụng cụ thông dụng
| Loại công cụ | Tuổi thọ dụng cụ khuyến nghị (phút) |
|---|---|
| Dụng cụ tiện thép tốc độ cao | 60–90 |
| Máy khoan thép tốc độ cao | 80–120 |
| Dụng cụ tiện bằng hợp kim cứng | 60 |
| Dụng cụ tiện cacbua có thể thay thế | 15–30 |
| Dao phay mặt bằng hợp kim cacbua | 120–180 |
| Dụng cụ cắt bánh răng | 200–300 |
| Dụng cụ tiện thép tốc độ cao dành cho máy tự động | 180–200 |
6.2Những cân nhắc bổ sung:
- Độ phức tạp và độ chính xác của công cụ: Các dụng cụ đa lưỡi phức tạp, độ chính xác cao cần tuổi thọ dài hơn so với các dụng cụ đơn lưỡi đơn giản, độ chính xác thấp.
- Công cụ có thể lập chỉ mục: Việc thay thế lưỡi cắt nhanh chóng giúp rút ngắn tuổi thọ dụng cụ nhằm duy trì độ sắc bén của lưỡi cắt.
- Hoàn thiện so với gia công thô: Các dụng cụ hoàn thiện cần có tuổi thọ cao hơn do tải trọng cắt nhẹ hơn và yêu cầu độ chính xác cao hơn.
- Hoàn thiện các chi tiết gia công lớn: Tuổi thọ dụng cụ dài hơn giúp tránh việc phải thay dụng cụ giữa chừng trong quá trình sản xuất.
- Gia công CNC: Tuổi thọ dụng cụ phải vượt quá một ca làm việc và dài hơn thời gian gia công cho một chi tiết.
7.0Những câu hỏi thường gặp (FAQ)
Hỏi: Tại sao mài mòn mặt bên của dụng cụ lại là tiêu chí đánh giá độ cùn dụng cụ được sử dụng phổ biến nhất?
MỘT: Mài mòn mặt bên là dạng mài mòn phổ biến nhất trong gia công kim loại, áp dụng cho cả kim loại giòn và dẻo ở tốc độ cắt thấp đến trung bình. Vùng mài mòn có hình dạng đều đặn, với độ mài mòn đồng nhất ở phần giữa (Vùng B), và giá trị mài mòn trung bình \(V_B\) dễ đo lường và kiểm soát. Do đó, \(V_B\) được sử dụng rộng rãi làm tiêu chí cùn tiêu chuẩn.
Hỏi: Thông số cắt nào có ảnh hưởng lớn nhất đến tuổi thọ dao cắt?
MỘT: Tốc độ cắt (\(v_c\)) có ảnh hưởng lớn nhất, tiếp theo là tốc độ tiến dao (\(f\)), trong khi chiều sâu cắt (\(a_p\)) có ảnh hưởng ít nhất. Điều này được khẳng định bởi phương trình tuổi thọ dao, trong đó số mũ lớn hơn cho thấy tác động lớn hơn.
Hỏi: Việc lựa chọn tuổi thọ dao cắt khác nhau như thế nào giữa các công đoạn gia công tinh và gia công thô?
MỘT: Các công đoạn hoàn thiện liên quan đến tải trọng cắt nhẹ hơn và yêu cầu tuổi thọ dao dài hơn để đảm bảo chất lượng bề mặt và độ chính xác kích thước. Các công đoạn gia công thô tập trung vào việc loại bỏ vật liệu nhanh chóng và có thể sử dụng tuổi thọ dao ngắn hơn với các thông số cắt lớn hơn.
Hỏi: Tại sao dụng cụ có thể thay lưỡi lại có tuổi thọ ngắn hơn dụng cụ hàn?
MỘT: Các dụng cụ có thể thay thế mảnh dao cho phép thay thế nhanh chóng mà không cần mài lại, giữ cho lưỡi cắt luôn sắc bén. Tuổi thọ dụng cụ ngắn hơn giúp tăng hiệu quả cắt gọt trong khi vẫn cân bằng chi phí dụng cụ.
Hỏi: Có yêu cầu đặc biệt nào về tuổi thọ dụng cụ trong gia công CNC không?
MỘT: Đúng vậy. Gia công CNC thường được tự động hóa và thực hiện liên tục. Tuổi thọ dụng cụ phải vượt quá một ca làm việc và dài hơn thời gian cắt cần thiết cho một chi tiết để đảm bảo sản xuất ổn định và không bị gián đoạn.