

- 1.0Các yếu tố chính cần xem xét khi lựa chọn máy cắt Plasma
- 1.1Độ dày cắt & Cường độ dòng điện
- 1.2Chu kỳ nhiệm vụ
- 1.3Hiệu suất truyền hồ quang
- 1.4Tính di động và kích thước
- 1.5Độ bền và lọc
- 1.6Giao diện người dùng & Công thái học
- 1.7Khả năng tương thích nguồn điện
- 1.8Hỗ trợ sau bán hàng
- 1.9Chi phí ẩn: Vật tư tiêu hao và Tuổi thọ sử dụng
- 1.10Máy nén khí tích hợp: Sự tiện lợi so với tính thực tế
- 2.0Các loại máy cắt Plasma: Loại nào phù hợp với bạn?
- 3.0Hướng dẫn an toàn cắt plasma
- 3.1Quần áo và thiết bị bảo hộ
- 3.2Mức độ bóng lọc được khuyến nghị cho cắt Plasma và đục lỗ
- 3.3Bảo vệ tiếng ồn
- 3.4Thông gió và hút khói
- 3.5Kim loại nóng và nguy cơ tia lửa
- 3.6An toàn điện
- 3.7Vị trí đặt máy và làm mát
- 3.8Nguồn điện
- 3.9Chất lượng cung cấp không khí
- 3.10Thực hành cắt tốt nhất
- 3.11BẢO TRÌ
- 3.12Tổng quan về nhãn hiệu chứng nhận
1.0Các yếu tố chính cần xem xét khi lựa chọn máy cắt Plasma
Việc lựa chọn máy cắt plasma phù hợp phụ thuộc vào nhu cầu cắt, độ dày vật liệu, tính di động và môi trường làm việc của bạn. Dưới đây là các yếu tố chính cần xem xét:
1.1Độ dày cắt & Cường độ dòng điện
- < 6 mm (¼”) Vật liệu: Sử dụng một ampe thấp máy cắt (≈ 25 A).
- 6–12 mm (¼”–½”) Vật liệu: Tìm kiếm một 50–60 giờ
- 19–24 mm (¾”–1″) Vật liệu hoặc rãnh khoét: Chọn 80–100 Một mô hình đầu ra.
Luôn chọn máy cắt có công suất đủ lớn so với độ dày cắt trung bình của bạn để đảm bảo kết quả cắt sạch và không có xỉ.
1.2Chu kỳ nhiệm vụ
- Nhiệm vụ xe đạp chỉ khoảng thời gian máy có thể cắt liên tục trong vòng 10 phút trước khi cần làm mát.
- Ví dụ, một Chu kỳ hoạt động 60% ở 50 MỘT có nghĩa 6 phút cắt liên tục ở công suất tối đa, sau đó để nguội trong 4 phút.
⏱️ Chu kỳ hoạt động cao hơn giúp giảm thời gian chết và cải thiện năng suất.
1.3Hiệu suất truyền hồ quang
Chọn máy có khả năng:
- Chuyển đổi nhanh chóng, mượt mà từ cung dẫn đến cung cắt
- Khoảng cách truyền tải dài hơn, giúp cho việc cắt và khoét dễ dàng hơn và dễ tha thứ hơn cho người vận hành
1.4Tính di động và kích thước
Đối với ứng dụng di động hoặc trên tàu:
- Chọn một nhẹ, cầm tay người mẫu
- Hãy xem xét các tính năng như một gầm xe, dây đeo vai, hoặc tích hợp sẵn chỗ cất giữ cáp/đèn pin
- MỘT dấu chân nhỏ lý tưởng cho không gian làm việc hạn chế
1.5Độ bền và lọc
- Tìm kiếm kiểm soát được bảo vệ, chẳng hạn như lồng xung quanh bộ lọc và các bộ phận nhạy cảm khác
- Tích hợp sẵn không khí bộ lọc rất quan trọng để loại bỏ dầu và độ ẩm khỏi khí nén
Không khí bị ô nhiễm có thể gây ra hồ quang bên trong và làm giảm chất lượng cắt.
1.6Giao diện người dùng & Công thái học
- Ưu tiên máy có bảng điều khiển rõ ràng, trực quan
- Hướng dẫn và cài đặt trên thiết bị cải thiện việc thiết lập và khắc phục sự cố
- Đối với các thiết bị cầm tay, hãy đảm bảo ngọn đuốc là thoải mái và công thái học để giảm mệt mỏi và cải thiện chất lượng cắt
1.7Khả năng tương thích nguồn điện
Đảm bảo máy cắt tương thích với nguồn điện trên máy:
- Các giai đoạn:1 pha hoặc 3 pha
- Điện áp:115V, 230V, 380V hoặc 440V
- Tính thường xuyên:50 Hz hoặc 60 Hz
Nhiều đơn vị hiện đại là tự động chuyển đổi và hỗ trợ điện áp kép và tần số kép hoạt động.
1.8Hỗ trợ sau bán hàng
Chọn nhà sản xuất hoặc nhà cung cấp cung cấp:
- Mạng lưới dịch vụ toàn cầu
- Phụ tùng thay thế có sẵn
Hỗ trợ đáng tin cậy đảm bảo năng suất lâu dài và thời gian chết tối thiểu.
1.9Chi phí ẩn: Vật tư tiêu hao và Tuổi thọ sử dụng
Đèn cắt plasma sử dụng một số linh kiện tiêu hao—bao gồm cả nắp giữ, lá chắn, vòi phun, điện cực, Và vòng xoáy—mà đòi hỏi thay thế thường xuyên khi hiệu suất cắt giảm.
- Những bộ phận này cần được thay thế trước khi thất bại để duy trì chất lượng cắt và bảo vệ mỏ cắt.
- Vật tư tiêu hao đại diện cho một hoạt động ẩn trị giá điều đó sẽ tăng lên theo thời gian.
Chọn hệ thống plasma có ít bộ phận tiêu hao hơn để giảm tần suất thay thế và tổng chi phí.
Khi so sánh các máy móc, kiểm tra tuổi thọ vật tư tiêu hao được nhà sản xuất định mức—nhưng hãy đảm bảo rằng bạn đang so sánh cùng một dữ liệu sử dụng (ví dụ: thời gian cắt, cường độ dòng điện, loại vật liệu) trên các mẫu máy khác nhau.
1.10Máy nén khí tích hợp: Sự tiện lợi so với tính thực tế
Một số máy cắt plasma nhỏ đi kèm với máy nén tích hợp, có thể hữu ích khi:
- Không khí nén bên ngoài là không có sẵn
- Nguồn cung cấp không khí có sẵn là chất lượng kém(có chứa nước hoặc dầu)
Tuy nhiên, hãy lưu ý:
- Máy nén bên trong sẽ tăng lên cân nặng của đơn vị
- Môi trường trên tàu như tàu thường có truy cập đáng tin cậy vào khí nén, tạo nên tính năng này ít cần thiết hơn
Trước khi chọn máy có máy nén tích hợp, hãy đánh giá xem nguồn cung cấp khí của bạn có đủ sạch và ổn định để cắt plasma hay không.
2.0Các loại máy cắt Plasma: Loại nào phù hợp với bạn?
Khi lựa chọn máy cắt plasma, một trong những điểm khác biệt quan trọng nhất là cách vận hành máy. Dựa trên phương pháp điều khiển, máy cắt plasma được chia thành hai loại chính:
2.1Máy cắt Plasma cầm tay
Máy cắt plasma cầm tay nhỏ gọn và dễ vận hành, lý tưởng cho:
- Sửa chữa và bảo trì tại chỗ
- Thân xe và chế tạo ô tô
- Sử dụng trong xưởng chung để cắt kim loại mỏng đến trung bình

Các tính năng chính:
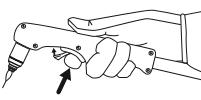
- Vận hành thủ công bằng đèn pin kích hoạt bằng cò súng
- Nhẹ và di động
- Thiết lập nhanh chóng và yêu cầu đào tạo tối thiểu
- Hầu hết các mẫu máy đều hỗ trợ cắt tới 1 inch (25 mm) với cường độ dòng điện thích hợp
Tốt nhất cho:
Nhà thầu, thợ kim loại, kỹ thuật viên HVAC và bất kỳ ai có nhu cầu về giải pháp cắt di động.
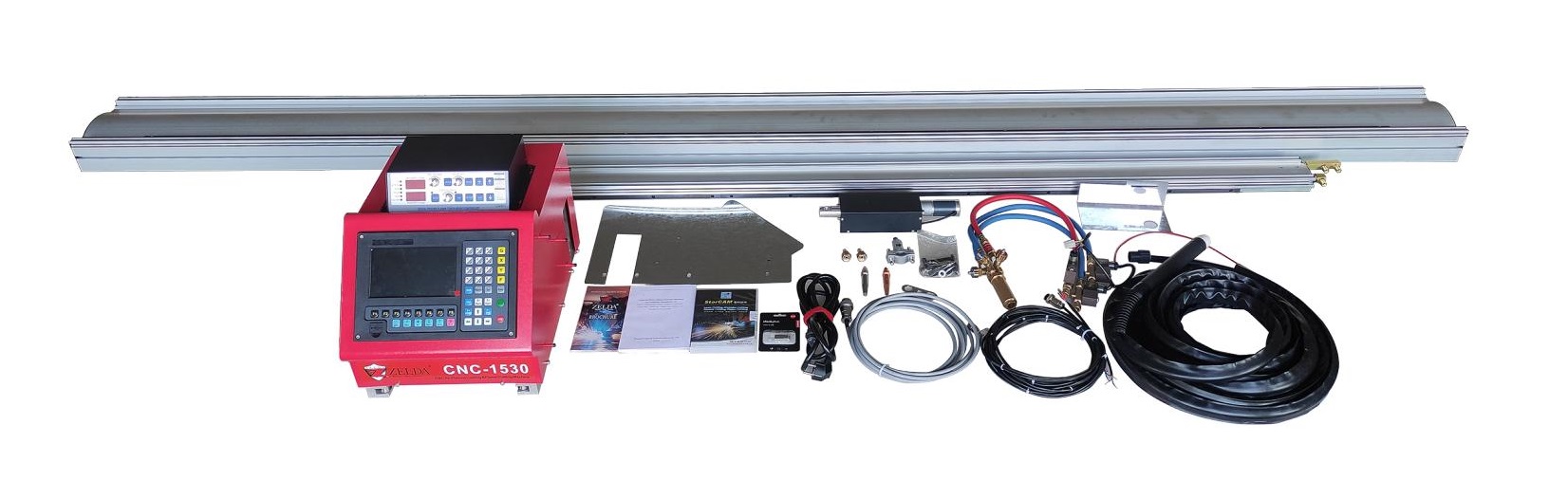
2.2Máy cắt Plasma CNC
Máy cắt tấm Plasma CNC
Máy cắt plasma CNC (Computer Numerical Control) là hệ thống tự động được thiết kế cho các nhiệm vụ cắt chính xác, có thể lặp lại. Chúng thường được sử dụng trong các môi trường công nghiệp đòi hỏi năng suất và độ chính xác cao.
Các tính năng chính:
- Được điều khiển bằng phần mềm và có thể lập trình cho các hình dạng phức tạp
- Được lắp trên bàn cắt với thanh dẫn hướng tuyến tính và động cơ
- Lý tưởng cho sản xuất hàng loạt hoặc công việc thiết kế kim loại chi tiết
- Tương thích với các tệp CAD để cắt theo yêu cầu
Tốt nhất cho:
Các cửa hàng chế tạo kim loại, nhà sản xuất và doanh nghiệp cần cắt khối lượng lớn hoặc có độ chính xác cao.


Máy cắt ống Plasma CNC
Còn được gọi là máy cắt plasma ống CNC hoặc máy cắt plasma ống, các hệ thống này chuyên cắt ống tròn, vuông hoặc chữ nhật. Chúng có thể thực hiện các hoạt động phức tạp như cắt vát, cắt rãnh và cắt yên ngựa, khiến chúng trở nên thiết yếu trong các ngành công nghiệp như kết cấu thép, đường ống, ô tô và xây dựng.
3.0Hướng dẫn an toàn cắt plasma
Cắt plasma liên quan đến điện áp cao, nhiệt độ cao và bức xạ mạnh. Ngoài các yêu cầu cơ bản về PPE, phải tuân thủ các biện pháp an toàn sau để đảm bảo an toàn cho người vận hành và độ tin cậy của thiết bị.
3.1Quần áo và thiết bị bảo hộ
- Mặc đồ da hoặc len màu tối quần áo để bảo vệ chống lại bức xạ mạnh có thể nhìn thấy và vô hình (tia cực tím và hồng ngoại) phát ra từ hồ quang plasma.
- Tránh mặc quần áo làm từ vải cottonvì bức xạ cực tím có thể khiến nó hư hỏng nhanh chóng.
- Tối tăm quần áo giúp giảm phản xạ ánh sáng, đặc biệt là dưới mũ hàn, nơi tia UV phản xạ có thể gây bỏng mặt và cổ.
- Sử dụng bảo vệ kính mắt với ống kính lọc phù hợp với Tiêu chuẩn ANSI Z49.1 tiêu chuẩn để đảm bảo bảo vệ đúng cách cho đôi mắt của bạn.
3.2Mức độ bóng lọc được khuyến nghị cho cắt Plasma và đục lỗ
| Dòng điện hồ quang (Ampe) | Số lượng bóng tối thiểu | Số lượng màu được đề xuất |
| Dưới 40 | 5 | 5 |
| 40–60 | 6 | 6 |
| 60–80 | 8 | 8 |
| 80–300 | 8 | 9 |
| 300–400 | 9 | 12 |
Luôn đảm bảo tất cả nhân viên trong khu vực cắt được bảo vệ đầy đủ bằng PPE phù hợp và tuân thủ các giao thức an toàn của cơ sở.
3.3Bảo vệ tiếng ồn
Khi cắt những vật liệu dày hơn, cần phải đeo thiết bị bảo vệ thính giác để tránh bị tổn thương do tiếng ồn lớn.
3.4Thông gió và hút khói
- Hồ quang plasma tạo ra khí ozone và các khí độc hại khác do sự phân hủy không khí.
- Cần phải sử dụng hệ thống thông gió hoặc hệ thống xả cục bộ thích hợp để loại bỏ những khí này khỏi nơi làm việc.
- Không bao giờ vận hành ở những khu vực kín hoặc thông gió kém mà không có biện pháp kiểm soát khói thích hợp.
3.5Kim loại nóng và nguy cơ tia lửa
- Tia lửa có thể di chuyển xa hơn 11 mét (35 feet). Để vật liệu dễ cháy tránh xa khu vực cắt.
- Không mặc quần áo có gấu quần hoặc túi hở vì có thể khiến vật liệu nóng chảy bị kẹt lại.
- Luôn đeo găng tay cách điện và quần áo bảo hộ chống cháy.

mạch trong khoảnh khắc lá chắn
cốc được lấy ra.
3.6An toàn điện
- Máy cắt plasma hoạt động ở cường độ dòng điện thấp nhưng điện áp cao.
- Điện áp mạch hở thường vượt quá 300 VDC; điện áp cắt khoảng 100 VDC.
- Kết nối đèn khò phải tuân thủ tiêu chuẩn EN 60974:
- Nó phải được bảo đảm bằng các công cụ (không thể tháo rời bằng tay)
- Nó phải ngăn ngừa được sự cố rò rỉ điện và ngắt kết nối ngẫu nhiên.
- Đèn pin nên có các tính năng an toàn tích hợp như:
- Mạch liên động an toàn vô hiệu hóa hồ quang khi vật tư tiêu hao hoặc cốc chắn được tháo ra.
- Chốt an toàn cơ học ở cò súng giúp tránh bắn nhầm.
3.7Vị trí đặt máy và làm mát
- Đặt máy càng xa vị trí cắt càng tốt để tránh bụi lọt vào.
- Duy trì luồng không khí thông thoáng để làm mát. Bụi có thể tích tụ bên trong máy và ảnh hưởng đến hiệu suất.

3.8Nguồn điện
Tránh sử dụng dây nối dài cho cáp nguồn chính để giảm hiện tượng sụt áp và quá nhiệt.
3.9Chất lượng cung cấp không khí
Không khí đi vào máy cắt plasma phải sạch, khô và không có dầu hoặc hơi ẩm.
Độ ẩm có thể gây ra:
- Tuổi thọ vật tư tiêu hao bị rút ngắn
- Hỏng đèn pin sớm
Để kiểm tra độ ẩm, hãy chạy máy ở chế độ “air set” và đặt một tờ giấy dưới đầu. Nếu thấy có độ ẩm, hãy kiểm tra hệ thống khí hoặc lắp máy sấy.
3.10Thực hành cắt tốt nhất
- Sử dụng đầu cạnh thay vì đầu xuyên khi có thể. Đầu cạnh kéo dài tuổi thọ vật tư tiêu hao bằng cách giảm lực kim loại thổi ngược vào đầu.
- Đảm bảo kẹp trả về được đặt trên kim loại sạch, trần. Loại bỏ bất kỳ rỉ sét, sơn hoặc lớp phủ nào để cải thiện độ dẫn điện.
- Đặt kẹp trả lại càng gần khu vực cắt càng tốt, lý tưởng nhất là trên chính phôi gia công.
- Kiểm tra tất cả các dây cáp thường xuyên để phát hiện tình trạng mòn, kết nối lỏng lẻo hoặc hư hỏng có thể cản trở dòng điện.
3.11BẢO TRÌ
Cứ sáu tháng, hãy tháo nắp máy cắt plasma và thổi sạch bụi bên trong bằng khí nén khô để giữ cho các bộ phận điện sạch sẽ.
3.12Tổng quan về nhãn hiệu chứng nhận
- Dấu SUS: Chỉ ra sự tuân thủ IEC 60974-1, phù hợp để sử dụng trong môi trường có nguy cơ điện giật cao.
- Dấu hiệu CSA: Chứng minh sản phẩm đáp ứng các tiêu chuẩn an toàn của Hoa Kỳ và Canada, được chứng nhận bởi CSA International hoặc các phòng thí nghiệm NRTL khác như UL hoặc TÜV.
- Dấu CE: Tuyên bố tuân thủ các Chỉ thị Châu Âu hiện hành (ví dụ: Điện áp thấp, EMC, RoHS, RED). Chỉ những sản phẩm có dấu CE gần tấm dữ liệu mới tuân thủ EU.
- Dấu RoHS: Chỉ ra rằng sản phẩm đáp ứng các yêu cầu của Chỉ thị hạn chế chất độc hại (RoHS) của EU.
- Dấu hiệu EAC: Xác nhận tuân thủ các tiêu chuẩn an toàn và EMC khi xuất khẩu sang Nga, Belarus và Kazakhstan (Liên minh Hải quan Á-Âu).
- Dấu GOST-TR: Biểu thị sự tuân thủ các quy định về an toàn sản phẩm và EMC của Liên bang Nga.
- Dấu RCM: Biểu thị sự tuân thủ các tiêu chuẩn EMC và an toàn tại Úc và New Zealand.
- Dấu CCC: Chỉ ra rằng sản phẩm đã được thử nghiệm và đáp ứng các yêu cầu về Chứng nhận bắt buộc (CCC) của Trung Quốc về an toàn sản phẩm.
- Dấu hiệu UkrSEPRO: Xác nhận tuân thủ các tiêu chuẩn an toàn và EMC của Ukraine đối với các sản phẩm được chứng nhận CE xuất khẩu sang Ukraine.
- Dấu hiệu AAA của Serbia: Chỉ ra rằng phiên bản CE của sản phẩm đáp ứng các quy định về an toàn và EMC của Serbia.



