

Rèn dao thủ công là một nghề thủ công truyền thống kết hợp kiểm soát nhiệt, tạo hình kim loại và xử lý nhiệt. Cho dù bạn sử dụng thép lò xo ô tô tái chế (thép cacbon cao) hay thép công cụ O1 tiêu chuẩn công nghiệp, quy trình cốt lõi đều tuân theo ba giai đoạn chính: nung nóng – tạo hình – làm cứng. Bằng cách hiểu các bước này, bạn có thể biến một phôi thép thô thành một con dao có chức năng.
1.0Lựa chọn thép: Tính chất và chuẩn bị
Việc lựa chọn thép quyết định cả quy trình làm việc và hiệu suất cuối cùng của dao. Thép cacbon cao (như thép lò xo ô tô) và thép dụng cụ O1 là những lựa chọn thân thiện với người mới bắt đầu, nhưng chúng khác nhau về tính chất và các bước chuẩn bị:
| Loại thép | Nguồn / Tính năng | Ghi chú chuẩn bị | Trường hợp sử dụng tốt nhất |
| Thép cacbon cao (Thép lò xo) | Được tái chế từ lò xo cuộn hoặc lò xo lá của ô tô; hàm lượng carbon 0,6%–1,0% | Lò xo cuộn cần được ủ (nung trong lửa cho đến khi nóng đỏ, sau đó làm nguội bằng không khí). Có thể sử dụng trực tiếp lò xo lá. | Giá cả phải chăng; thích hợp để khám phá nghề rèn |
| Thép dụng cụ O1 (Tôi dầu) | Phôi thép thương mại; hàm lượng cacbon 0,9%–1,0%; độ dẻo dai cân bằng | Sẵn sàng để rèn, không cần ủ | Kết quả nhất quán; lý tưởng để thực hành |
Nguyên tắc chuẩn bị:
- Thép lò xo được xử lý tại nhà máy (làm cứng). Lò xo cuộn phải được ủ trước khi cắt (sử dụng máy mài hoặc cưa sắt sau khi làm mềm). Lò xo lá phẳng và thường có thể rèn mà không cần ủ.
- Thép O1 tương đối mềm khi ở trạng thái cung cấp và có thể đưa thẳng vào quá trình nung và rèn.


2.0Công cụ thiết yếu: Thiết bị chung và Công cụ chuyên dụng
Rèn dao không đòi hỏi thiết bị quá phức tạp, nhưng việc có đúng dụng cụ sẽ đảm bảo cả sự an toàn và hiệu quả. Dụng cụ có thể được nhóm theo an toàn – gia nhiệt – rèn – chế biến, với một số khác biệt tùy thuộc vào loại thép.
2.1Thiết bị an toàn (Bắt buộc cho mọi giai đoạn):
- Kính an toàn chống va đập: Phải che kín mắt để ngăn tia lửa và mảnh kim loại (kính thông thường không đủ).
- Găng tay chịu nhiệt: Nên dùng găng tay da vì chúng cân bằng giữa khả năng cách nhiệt và sự khéo léo (không bao giờ chạm vào thép nóng bằng tay không).
- Tấm chắn nhiệt hoặc chăn chống cháy: Đặt xung quanh khu vực rèn để ngăn tia lửa làm cháy các vật liệu gần đó.
2.2Dụng cụ rèn cơ bản (Chung):
- Nguồn nhiệt: Lò rèn, lò nung tự chế hoặc lò than (phải sử dụng máy thổi để đạt được nhiệt độ rèn).
- Đe: Bất kỳ khối sắt phẳng nào; một cái đe nhỏ (10–20 kg) đều phù hợp để sử dụng tại nhà.
- Búa: Búa tròn 1–2 lb để tạo hình; búa có đầu nhọn để điều chỉnh chi tiết hơn (đầu lưỡi dao, góc vát).
- Kẹp: Kẹp rèn chuyên dụng có kích thước phù hợp để giữ chặt vật liệu của bạn (giảm nguy cơ trượt và cháy).
2.3Công cụ gia công (Dành riêng cho thép):
| Bước chân | Thép cacbon cao (Thép lò xo) | Thép dụng cụ O1 |
| Cắt | Máy mài góc (đĩa thô) hoặc máy cưa sắt | Giống như thép lò xo (O1 mềm hơn, dễ cắt hơn) |
| Làm nguội | Làm nguội: Dầu (khuyến nghị sử dụng cho thép lò xo để tránh nứt) | Dầu (làm mát chậm hơn, ngăn ngừa nứt) |
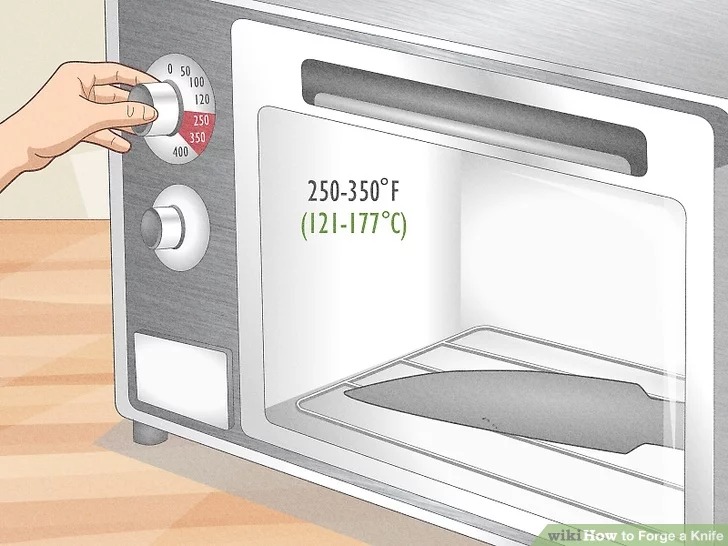
| Tôi luyện | Lò nướng (400–500°F / 204–260°C) hoặc than củi ở nhiệt độ ổn định | Phương pháp tương tự; kiểm soát nhiệt độ quan trọng hơn (250–350°F / 120–175°C) |
3.0Rèn hình dạng: Từ phôi đến lưỡi dao
Cốt lõi của rèn là hướng dẫn dòng chảy của kim loại nóng. Bất kể loại thép nào, hãy luôn tuân thủ các nguyên tắc của làm việc tiến triển và định hình đối xứng. Điều này ngăn ngừa ứng suất cục bộ hoặc làm việc quá sức có thể làm yếu lưỡi dao.
3.1Kiểm soát nhiệt độ: Đánh giá nhiệt độ bằng màu sắc
| Màu sắc | Phạm vi nhiệt độ (°C) | Ý nghĩa trong quá trình |
| Đỏ sẫm | 650–730°C | Gần điểm tới hạn; được sử dụng để bình thường hóa và giảm ứng suất |
| Màu đỏ anh đào | 760–850°C | Nhiệt độ tôi điển hình cho thép cacbon cao |
| Cam-Đỏ | 850–950°C | Phạm vi rèn tiêu chuẩn |
| Vàng tươi | 1000–1100°C | Nhiệt độ rèn cao; nguy cơ bị bỏng nếu quá nóng |
| Vàng rơm | 150–230°C | Màu tôi luyện (phạm vi nhiệt độ thấp) |
3.2Các loại thép và thông số xử lý nhiệt
| Loại thép | Nhiệt độ rèn (Màu) | Nhiệt độ rèn tối thiểu | Nhiệt độ ủ (Phương pháp) | Làm nguội nhiệt (Màu) | Môi trường làm nguội được đề xuất |
| Thép cacbon cao (ví dụ: thép lò xo 5160) | 900–1050°C (màu cam đến màu cam sáng) | ≥800°C | 800–820°C, giữ nguyên rồi làm nguội chậm xuống dưới 650°C | 820–840°C (màu anh đào đến đỏ cam) | Làm nguội bằng dầu (nước có thể gây nứt) |
| Thép dụng cụ O1 | Nhiệt độ gia nhiệt: Đỏ anh đào (790–820°C) | ≥815°C | 800–850°C, giữ nguyên rồi làm nguội lò ở nhiệt độ dưới 650°C | 790–820°C (màu đỏ anh đào) | Làm nguội bằng dầu |
Thực hành chính:
- Làm nóng thép đều khắp—tránh những điểm nóng gây ra quá trình oxy hóa và cháy.
- Dùng kẹp để giữ chặt thép tại điểm cân bằng khi lấy ra khỏi lò rèn. Điều này giúp ngăn ngừa tai nạn và đảm bảo kiểm soát búa tốt hơn.


3.3Rèn thân mũi và lưỡi dao: từng bước
(1) Rèn đầu
Đặt một đầu phôi đã nung nóng lên đe. Dùng búa bo tròn để dần dần làm thon đầu phôi:
- Thép cacbon cao: Làm việc với đòn đánh nhẹ hơn, nhanh hơn để tránh nứt do độ cứng cao của nó.
- Thép O1: Dễ tạo hình hơn; có thể đánh mạnh hơn một chút, nhưng hãy lật thép sau mỗi 3–4 lần đánh để giữ tính đối xứng.
- Đánh dấu: Xác định một bên cho cạnh và bên kia cho gáy trước khi tạo hình. Điều này giúp giảm thiểu việc chỉnh sửa sau này.
(2) Rời khỏi nhà Đường
Lưỡi dao là phần lưỡi dao giữ chặt cán dao. Hãy xác định lưỡi dao ngay từ đầu:
- Chiều dài: Chừa lại ít nhất 5 cm (2 inch). Đối với tay cầm dài hơn, khuyến nghị để lại 7,5–10 cm.
- Đánh dấu: Dùng búa đóng vào vị trí bắt đầu của chuôi dao, tránh vô tình làm mỏng khu vực này. Chuôi dao yếu sẽ làm giảm độ bền của tay cầm.
(3) Làm phẳng và rèn vát
Lưỡi dao phải dần dần thon dần từ gốc đến ngọn, đồng thời tạo thành các cạnh vát (lưỡi cắt ban đầu):
- Làm loãng chung: Làm nóng lại, sau đó dùng búa đập nhẹ cả hai mặt lưỡi dao, luân phiên từ cán đến đầu. Giữ độ lệch dưới 1 mm. Nếu có thể, hãy Búa rèn khí nén có thể được sử dụng để thực hiện những cú đánh này nhanh hơn và đều hơn, giảm mệt mỏi và giúp duy trì tính đối xứng.
- Rèn vát: Đánh chủ yếu dọc theo cạnh dự định để tạo thành một góc nghiêng (khoảng 20–25°). Lật và lặp lại ở mặt đối diện ngay lập tức để tránh cong vênh.
- Các vấn đề thường gặp:
- Chỗ phình hoặc nếp gấp: Làm nóng lại và gõ phẳng bằng mặt búa; có thể cần phải cắt bỏ những nếp gấp nghiêm trọng.
- Cột sống cong: Độ cong nhẹ là bình thường. Sau đó, hãy điều chỉnh bằng cách điều chỉnh nhiệt độ thấp (nhiệt độ đỏ sẫm) và đóng búa nhẹ nhàng.



4.0Xử lý nhiệt: Kiểm soát độ cứng và độ dẻo dai
Xử lý nhiệt là bước quan trọng để tạo ra lưỡi dao từ mềm sang cứngQuá trình này bao gồm ba giai đoạn riêng biệt: ủ, tôi và ram. Mỗi loại thép đòi hỏi các thông số riêng, và việc đạt được các thông số này chính xác sẽ quyết định trực tiếp đến hiệu suất cuối cùng của dao.
4.1Ủ: Giảm ứng suất và làm mềm
Mục đích:
Để làm mềm thép, giải phóng ứng suất bên trong khi rèn và giúp lưỡi dao dễ mài và định hình hơn.
Quá trình:
- Làm nóng lưỡi dao đến khi có màu đỏ xỉn (800–820°C đối với thép cacbon cao; 870–980°C đối với thép O1). Lấy lưỡi dao ra và để nguội tự nhiên cho đến khi màu đỏ phai dần.
- Lặp lại chu trình này ba lần.
- Ở lần nung thứ ba, đặt thép vào môi trường cách nhiệt (chẳng hạn như chôn trong than hoặc tro) và để nguội qua đêm. Việc làm nguội chậm này đảm bảo thép mềm tối đa.
4.2Làm nguội: Làm cứng thép
Quá trình tôi làm thay đổi cấu trúc tinh thể của thép, tạo ra độ cứng cao—đặc tính quyết định của lưỡi dao chức năng.
| Bước chân | Thép cacbon cao (Thép lò xo) | Thép dụng cụ O1 |
| Nhiệt độ gia nhiệt | Màu đỏ cam (850–950°C) | Màu vàng nhạt đến vàng rơm (1150–1200°C) |
| Làm nguội trung bình | Nước (nhúng thẳng đứng, 30–60 giây) | Dầu (ngâm theo chiều dọc, 30–60 giây, tránh tạo bọt) |
| Ghi chú chính | Tất cả thép đã tôi phải được ram ngay lập tức.
(Làm nguội bằng nước có thể gây nguy hiểm cho thép lò xo và không khuyến khích người mới bắt đầu sử dụng.) |
Làm nguội bằng dầu tạo ra độ cứng đồng đều hơn—việc tôi luyện chính xác là điều cần thiết |
Mẹo quan trọng:
- Luôn luôn dập tắt lưỡi dao theo chiều dọc. Nghiêng dao sẽ làm nguội không đều, có thể làm cong lưỡi dao. Việc sửa chữa đòi hỏi phải rèn lại và tốn thời gian.
- Sau khi tôi, hãy kiểm tra độ cứng bằng giũa. Nếu giũa trượt đi mà không cần cắt thì độ cứng đã đủ. Nếu giũa cắn vào thép, hãy nung nóng lại và tôi lại.
4.3Tôi luyện: Cân bằng độ cứng và độ dẻo dai
Sau khi tôi, thép cứng nhưng giòn. Quá trình ram áp dụng nhiệt độ thấp được kiểm soát để giảm ứng suất, cải thiện độ dẻo dai trong khi vẫn giữ được độ bền của lưỡi dao.
| Loại thép | Nhiệt độ tôi luyện (°C) | Nhiệt độ tôi luyện (°F) | Tham khảo màu sắc | Thời gian | Ghi chú |
| Thép cacbon cao (Thép lò xo) | 180–230°C | 355–445°F | Vàng rơm đến xanh đậm | 2 giờ (có thể lặp lại) | Cải thiện độ bền; tốt cho dao ngoài trời |
| Thép dụng cụ O1 | 150–230°C | 300–445°F | Màu vàng nhạt đến vàng rơm | 1–2 giờ (khuyến nghị 2 chu kỳ) | Cho phép kiểm soát chính xác sự cân bằng độ cứng/độ dẻo dai |
Giải pháp thay thế đơn giản:
Nếu không có lò nướng, hãy xây một buồng kín nhỏ bằng gạch. Đặt một ít than bên trong để duy trì nhiệt độ ổn định. Luôn sử dụng nhiệt kế để theo dõi và tránh quá nhiệt.



5.0Mài, Xử lý và Mài sắc: Từ Dao Trống đến Dao Hoàn thiện
Sau khi xử lý nhiệt, lưỡi dao đạt được độ cứng cần thiết nhưng vẫn cần được tinh chỉnh. Mài giúp tinh chỉnh hình dạng, lắp cán giúp tăng độ bám, và mài sắc tạo ra lưỡi cắt.
5.1Mài và định hình
Sử dụng giấy nhám theo từng giai đoạn, từ thô đến mịn (80 grit → 120 grit → 240 grit → 400 grit):
- Các lĩnh vực trọng tâm: Loại bỏ các vết rèn, vảy và sự bất đối xứng. Đảm bảo lưỡi dao phẳng và góc vát đồng đều.
- Sử dụng máy mài đai: Nếu có sẵn, một máy mài đai có thể tăng tốc độ tạo hình và giúp duy trì các góc vát đều, đặc biệt là trên các vùng rộng hơn của lưỡi dao.
- Mẹo làm mát: Khi sử dụng máy mài, hãy nhúng lưỡi dao vào nước sau mỗi 1–2 giây để tránh quá nhiệt, có thể làm hỏng lưỡi dao.
5.2Lắp tay cầm: Ba lựa chọn thực tế
Lựa chọn dựa trên vật liệu có sẵn—không cần dụng cụ chuyên dụng:
- Cán cân gỗ: Khoan lỗ xuyên qua chuôi, gắn vảy gỗ cứng (như gỗ óc chó hoặc gỗ thích) bằng chốt đồng. Phủ dầu sáp gỗ để bảo vệ.
- Tay cầm quấn dây: Quấn chặt dây paracord hoặc dây cotton quanh cán, thắt nút cả hai đầu. Độ bám tốt và chống trượt, lý tưởng cho sử dụng ngoài trời.
- Tay cầm bằng gỗ nguyên khối: Thuôn nhọn phần chuôi và lắp vào một khối gỗ. Dùng giũa tạo hình khối gỗ cho đến khi vừa vặn trong tay.


5.3Mài sắc: Phương pháp ba bước để có lưỡi dao cạo sắc bén
Di chuyển dần dần từ thô đến mịn cho đến khi cạnh đủ sắc để cạo lông:
- Định hình tập tin tốt: Dùng giũa (400 grit hoặc cao hơn) dọc theo mép vát để mài nhẵn cạnh. Tránh giũa quá mạnh vì có thể gây mẻ.
- Đá mài:
- Mặt thô: Giữ lưỡi dao ở góc 22° và đẩy qua đá 10 lần mỗi bên. Giữ góc cố định.
- Mặt tốt: Cùng một góc, 15 lần quét mỗi bên. Thao tác này giúp loại bỏ các vết thô và làm mịn cạnh.
- Mài da: Kéo cạnh trên một dải da được phủ hợp chất đánh bóng. Thao tác này sẽ loại bỏ các gờ và đánh bóng cạnh.
- Bài kiểm tra cuối cùng: Lưỡi dao có thể dễ dàng cắt giấy hoặc cạo tóc.
5.4Tóm tắt: Các nguyên tắc cốt lõi dành cho thợ rèn mới bắt đầu
Vẻ đẹp của rèn nằm ở chứng kiến sự biến đổi của thép thô bằng chính đôi tay của bạn. Bất kể lựa chọn loại thép nào, hãy nhớ ba nguyên tắc cơ bản:
- Nhiệt độ là linh hồn: Học cách đánh giá nhiệt độ theo màu sắc (ví dụ, màu vàng rơm đối với thép O1) thay vì dựa vào phỏng đoán.
- An toàn là trên hết: Luôn đeo kính bảo hộ và găng tay. Sử dụng kẹp gắp thép nóng—đừng bao giờ mạo hiểm.
- Kiên nhẫn hơn là vũ lực: Việc rèn, mài và mài sắc phải được thực hiện trong những bước nhỏ, lặp đi lặp lại. Tính đối xứng và độ chính xác quyết định chất lượng cuối cùng.
Từ một phôi thô đến một con dao hữu dụng, mỗi lần điều chỉnh đều tích lũy kinh nghiệm. Ngay cả khi lần thử đầu tiên của bạn có sai sót, cảm giác sáng tạo bằng chính đôi tay của bạn là phần thưởng thực sự của nghề rèn kiếm.
5.5Video – Hướng dẫn rèn dao từng bước, chỉ cần búa và đe mà không cần dụng cụ điện
Tài liệu tham khảo
https://www.wikihow.com/Forge-a-Knife


