
- 1.0Biện pháp phòng ngừa an toàn
- 2.0Lựa chọn và ứng dụng mũi khoan
- 3.0Chuẩn bị trước khi khoan
- 4.0Các bước khoan lõi
- 5.0Các kịch bản khoan đặc biệt
- 6.0Khuyến nghị nâng cấp thiết bị (Máy khoan)
- 7.0Video: Cách khoan vào kim loại
- 8.0Những câu hỏi thường gặp (FAQ)
- 8.1Mũi khoan nào tốt nhất cho kim loại?
- 8.2Tôi có luôn cần dầu cắt khi khoan không?
- 8.3Làm thế nào để ngăn ngừa mũi khoan bị quá nhiệt?
- 8.4Mũi khoan HSS tiêu chuẩn có thể cắt thép không gỉ không?
- 8.5Làm thế nào để chọn đúng mũi khoan?
- 8.6Tốc độ khoan nên được thiết lập như thế nào?
- 8.7Tôi cần lưu ý điều gì khi khoan lỗ lớn hoặc tấm thép dày?
Khoan kim loại không chỉ đòi hỏi dụng cụ phù hợp mà còn đòi hỏi kỹ thuật và sự chuẩn bị đúng cách. Nếu không có mũi khoan, tốc độ khoan và các biện pháp an toàn phù hợp, ngay cả một lỗ khoan đơn giản cũng có thể làm hỏng thiết bị, rút ngắn tuổi thọ dụng cụ hoặc gây thương tích.
Hướng dẫn này giải thích các bước thiết yếu, từ việc chọn mũi khoan phù hợp và thiết lập phôi gia công cho đến việc xử lý các tình huống khoan đặc biệt. Cho dù bạn đang làm việc với tấm kim loại mỏng, tấm thép dày hay lỗ khoan đường kính lớn, những hướng dẫn sau đây sẽ giúp bạn đạt được kết quả sạch sẽ, chính xác một cách an toàn và hiệu quả.
1.0Biện pháp phòng ngừa an toàn
1.1Thiết bị bảo vệ cá nhân
- Luôn đeo kính bảo hộ an toàn bao quanh để tránh bị thương mắt do các mảnh kim loại bắn ra.
- Sử dụng găng tay làm việc bền, chống trượt để bảo vệ tay bạn khỏi các cạnh sắc hoặc bề mặt nóng.
- Tránh mặc quần áo rộng, đeo đồ trang sức lủng lẳng và buộc tóc dài ra sau để tránh bị vướng vào các bộ phận quay.
- Nếu môi trường làm việc ồn ào, hãy đeo thiết bị bảo vệ thính giác như nút bịt tai.
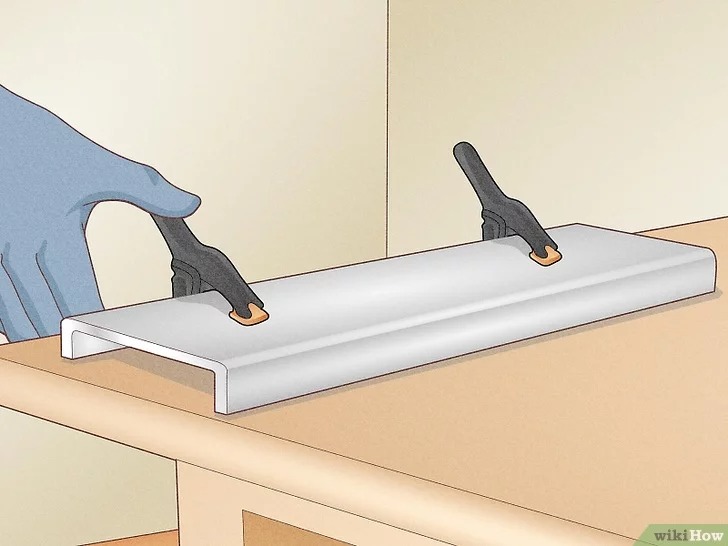
1.2Yêu cầu về cố định phôi
- Không bao giờ cầm vật kim loại bằng một tay hoặc vận hành máy khoan bằng một tay.
- Luôn cố định phôi vào bàn làm việc hoặc bệ đỡ chắc chắn bằng ít nhất hai kẹp phù hợp. Điều này giúp mũi khoan không bị kẹt và phôi không bị quay tròn, có thể gây đứt tay hoặc thương tích.
1.3Quản lý Chip và Nhiệt
- Dùng bàn chải chuyên dụng để loại bỏ các mảnh vụn kim loại. Không dùng tay để loại bỏ các mảnh vụn.
- Kim loại sẽ nóng lên sau khi khoan do ma sát. Hãy để kim loại nguội tự nhiên hoặc cầm bằng kìm hoặc găng tay để tránh bị bỏng.
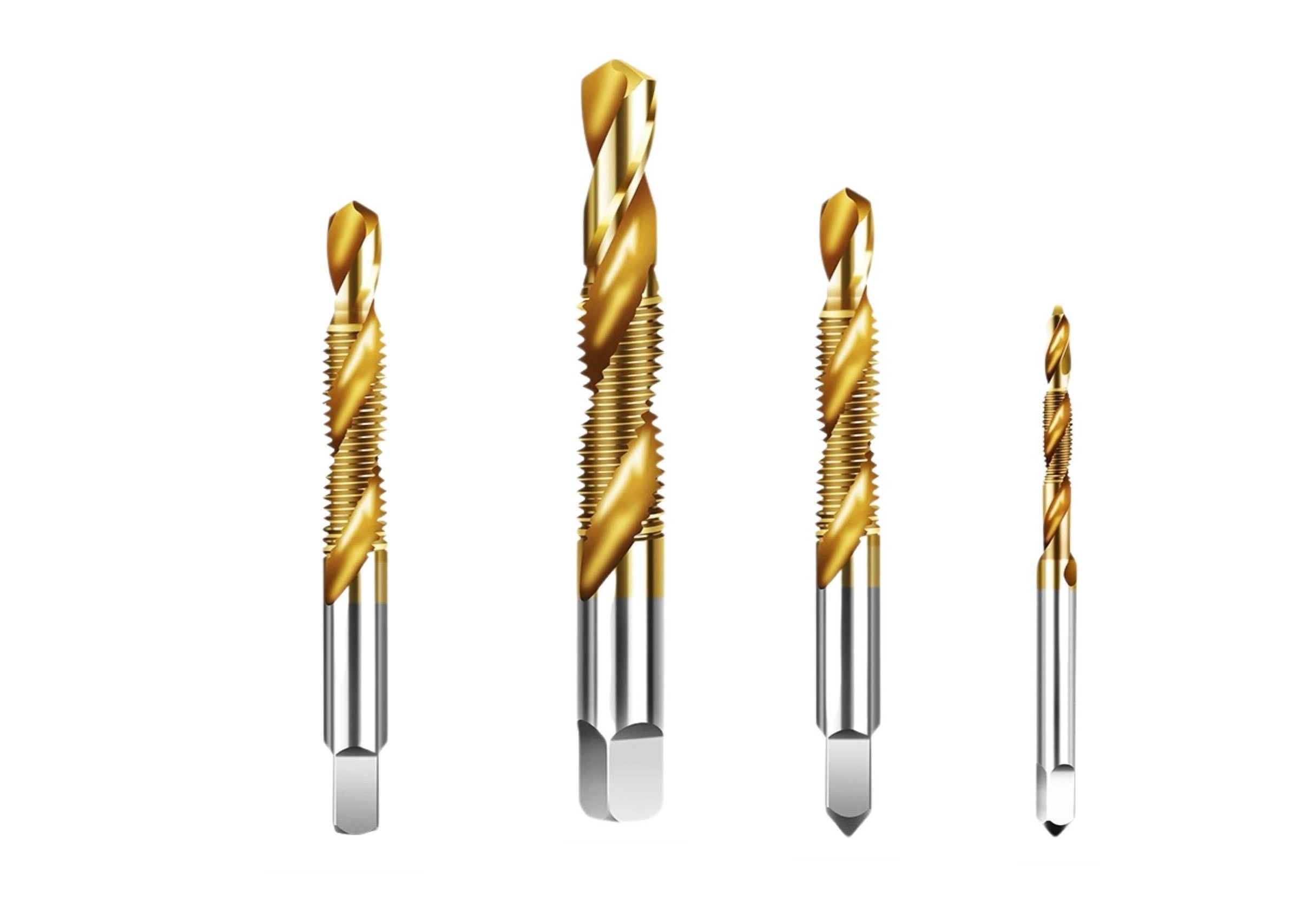
2.0Lựa chọn và ứng dụng mũi khoan
Các loại kim loại và nhu cầu khoan khác nhau đòi hỏi loại mũi khoan phù hợp. Bảng sau đây cho thấy các lựa chọn phù hợp:
| Loại mũi khoan | Các tính năng cốt lõi | Tốt nhất cho các ứng dụng |
| Thép tốc độ cao (HSS) | Chi phí thấp, mục đích chung | Kim loại mềm hơn như nhôm, đồng thau, gang; khoan một lần hoặc thỉnh thoảng |
| Mũi khoan Coban | Độ cứng cao, khả năng chịu nhiệt, tuổi thọ cao | Kim loại cứng như thép không gỉ, thép cứng; công việc khoan thường xuyên |
| Lớp phủ Titan Nitride (TiN) | Chịu ma sát và chịu nhiệt, có độ bền cao hơn HSS tới 6 lần | Nhiều loại kim loại, lý tưởng khi tuổi thọ của dụng cụ là ưu tiên hàng đầu |
| Mũi khoan bậc thang | Thiết kế thon gọn, khoan được nhiều kích cỡ lỗ | Tấm kim loại mỏng (ví dụ: hộp thép, bồn rửa bằng thép không gỉ) cần các lỗ có đường kính khác nhau |
| Cưa lỗ kim loại | Cắt hình vòng, cạnh mịn | Các lỗ lớn trên 12,7 mm (0,5 in) trên tấm kim loại mỏng |
Lưu ý: Nên chọn mũi khoan có đầu mũi chia 135°. Điều này giúp giảm độ lệch và giảm áp lực cấp liệu, đặc biệt hiệu quả với kim loại cứng.
3.0Chuẩn bị trước khi khoan
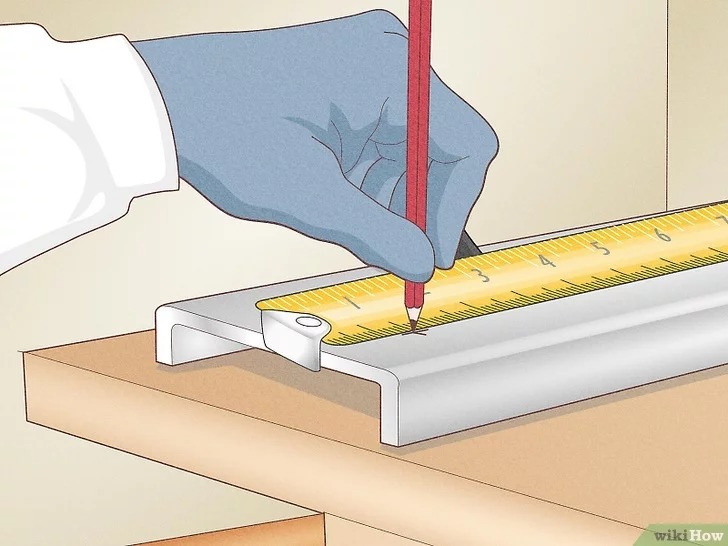
3.1Đánh dấu và định vị
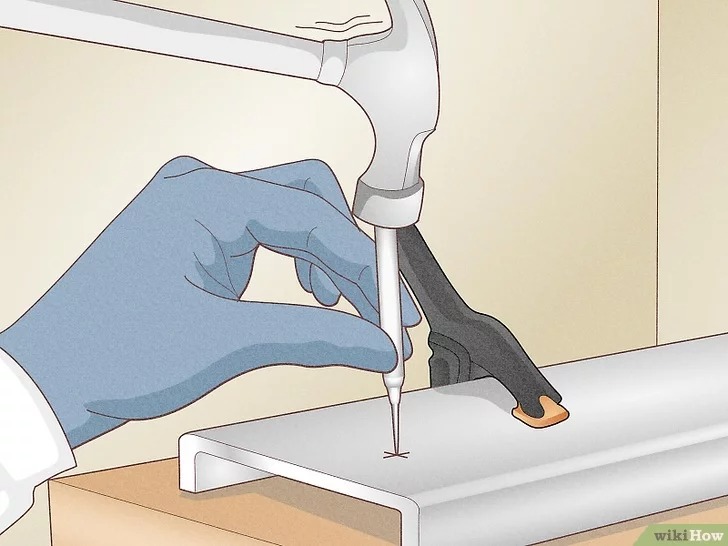
- Đo và đánh dấu tâm lỗ theo yêu cầu.
- Dùng đục tâm và búa để tạo một vết lõm (lúm đồng tiền) 1–2 mm (0,04–0,08 in). Điều này đảm bảo đầu mũi khoan nằm chắc chắn và không bị xê dịch.
- Trong trường hợp khẩn cấp, có thể dùng đinh thay cho dùi, nhưng phải kiểm tra lại độ chính xác.
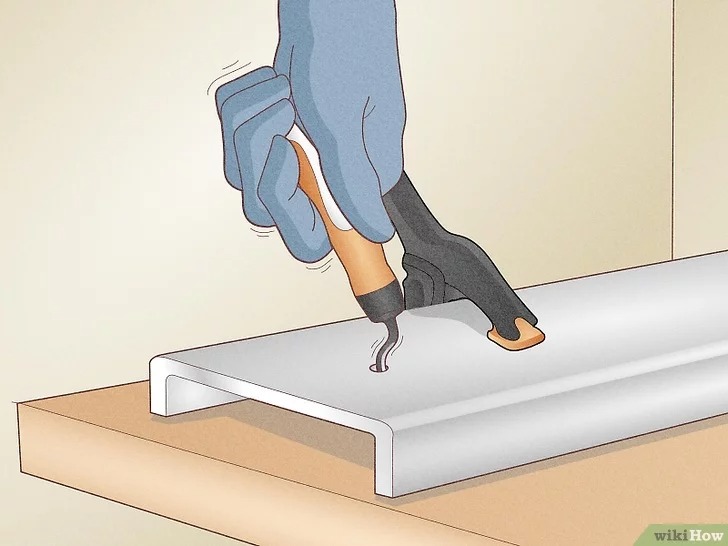
3.2Bôi trơn và làm mát
- Khi khoan thép có độ dày ≥ 3,175 mm (1/8 inch), luôn bôi dung dịch cắt hoặc dầu đa dụng tại vị trí khoan. Điều này giúp giảm nhiệt do ma sát và kéo dài tuổi thọ mũi khoan.
- Đối với kim loại mềm hơn như nhôm, đồng thau hoặc gang, có thể bỏ qua bước bôi trơn. Tuy nhiên, nếu đường kính lỗ vượt quá 12,7 mm (0,5 in), vẫn nên bôi một lượng nhỏ chất bôi trơn.
3.3Kiểm tra thiết bị
- Sử dụng máy khoan có tốc độ thay đổi và xác nhận việc điều chỉnh tốc độ hoạt động bình thường.
- Nếu sử dụng máy khoan mới, hãy cài đặt tốc độ theo kích thước mũi khoan và độ cứng của kim loại (tham khảo phần tiếp theo “Các bước khoan lõi”).
4.0Các bước khoan lõi
4.1Cài đặt tốc độ
- Mũi xoắn nhỏ (1,588–4,763 mm / 1/16–3/16 in): 2800–3200 vòng/phút.
- Mũi xoắn lớn (17,463–25,4 mm / 11/16–1 in): 350–1000 vòng/phút.
- Đối với kim loại cứng như thép không gỉ, hãy giảm tốc độ xuống 10–15% để tránh quá nhiệt và làm cùn mũi khoan.
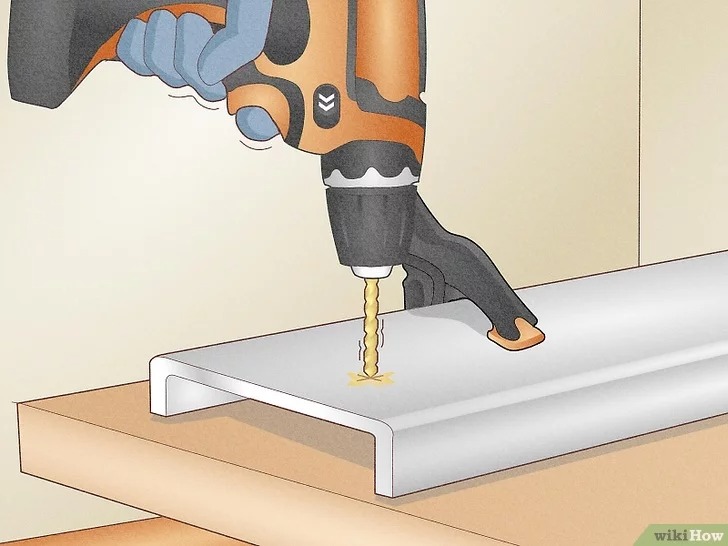
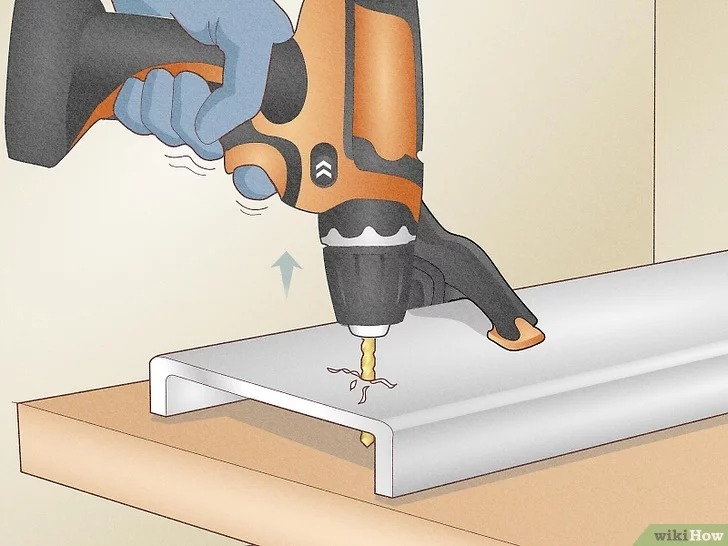
4.2Kỹ thuật khoan
- Trước khi bắt đầu, hãy đảm bảo đầu mũi khoan được căn chỉnh theo vết lõm và mũi khoan vuông góc với phôi.
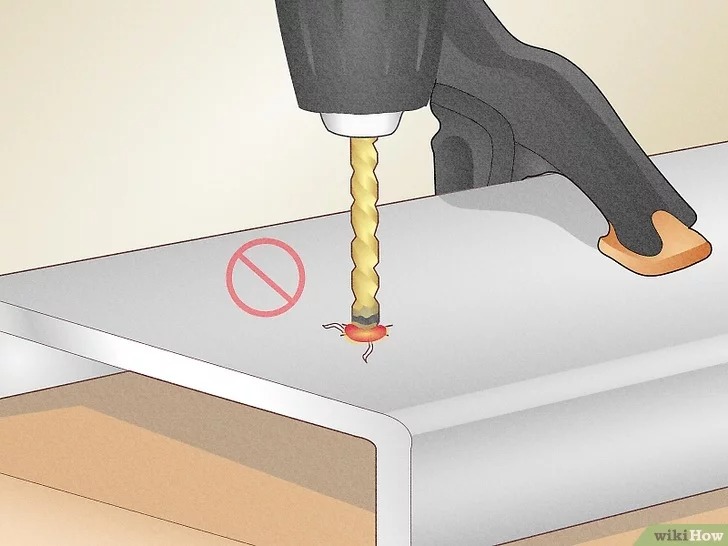
- Dùng lực nhẹ và đều khi đưa mũi khoan vào. Không dùng lực mạnh vì có thể làm cong hoặc gãy mũi khoan.
- Đối với các lỗ sâu, hãy tạm dừng sau mỗi 10 giây để rút mũi khoan, loại bỏ phoi và để nguội trước khi tiếp tục.
4.3Mở rộng lỗ và loại bỏ gờ
- Đối với các lỗ lớn hơn 6,35 mm (1/4 in), trước tiên hãy khoan một lỗ dẫn hướng có đường kính 3–4 mm (1/8 in), sau đó tăng dần bằng mũi khoan lớn hơn.
- Sau khi khoan, hãy sử dụng dụng cụ loại bỏ gờ hoặc mũi khoan lớn hơn lỗ một chút. Xoay thủ công quanh mép để loại bỏ gờ sắc.
5.0Các kịch bản khoan đặc biệt
5.1Tấm kim loại mỏng (độ dày < 3mm)
- Sử dụng phương pháp "kẹp gỗ dán": kẹp tấm kim loại giữa hai miếng gỗ dán và cố định chồng gỗ trước khi khoan. Cách này giúp ngăn ngừa biến dạng và giữ cho mũi khoan không bị xê dịch.
5.2Tấm thép dày (độ dày > 6,35mm / 1/4 inch)
- Giảm tốc độ trục chính xuống khoảng 80% so với tốc độ tiêu chuẩn và sử dụng thêm chất lỏng cắt.
- Để có kết quả tốt nhất, hãy khoan một nửa lỗ từ một phía, sau đó lật phôi và hoàn thiện lỗ từ phía bên kia. Điều này giúp giảm áp lực lên mũi khoan và cải thiện độ chính xác của lỗ.
5.3Lỗ lớn (đường kính > 25,4mm / 1 inch)
- Sử dụng lưỡi cưa lỗ được thiết kế cho kim loại, có lớp lót bằng gỗ dán để bảo vệ bề mặt làm việc và ổn định thanh dẫn lưỡi cưa.
- Rút lưỡi cưa lỗ thường xuyên để loại bỏ phoi và ngăn ngừa kẹt.
6.0Khuyến nghị nâng cấp thiết bị (Máy khoan)
Đối với việc khoan kim loại có độ chính xác cao hoặc khối lượng lớn, một máy khoan được khuyến khích. Các lợi ích bao gồm:
- Cung cấp lực đẩy theo chiều dọc ổn định, loại bỏ hiện tượng rung lắc khi khoan tay và đảm bảo độ chính xác của lỗ khoan.
- Được trang bị bàn làm việc bằng gang, có thể điều chỉnh chiều cao và độ nghiêng để xử lý nhiều kích thước phôi khác nhau.
- Dễ dàng điều chỉnh tốc độ thông qua thay đổi ròng rọc, cho phép tương thích với nhiều loại kim loại khác nhau.
- Cần có kẹp kim loại phù hợp để cố định phôi gia công—không bao giờ điều chỉnh phôi gia công hoặc máy khoan trong khi đang chạy.
Lưu ý: Máy khoan bàn có công suất khởi điểm khoảng $200. Các mẫu máy đặt trên sàn phù hợp hơn với các phôi gia công lớn hơn—hãy lựa chọn dựa trên quy mô dự án.
7.0Video: Cách khoan vào kim loại
8.0Những câu hỏi thường gặp (FAQ)
8.1Mũi khoan nào tốt nhất cho kim loại?
- Đối với kim loại mềm như nhôm hoặc đồng thau: sử dụng mũi khoan thép tốc độ cao (HSS).
- Đối với kim loại cứng như thép không gỉ hoặc thép cứng, hoặc để khoan nhiều lần: hãy sử dụng mũi khoan coban.
- Đối với tấm kim loại mỏng có nhiều kích thước lỗ: sử dụng mũi khoan bậc.
8.2Tôi có luôn cần dầu cắt khi khoan không?
- Đối với thép có độ dày ≥ 3,175mm (1/8 inch), dầu cắt là rất cần thiết.
- Đối với kim loại mềm hơn như nhôm hoặc đồng thau, dầu cắt là tùy chọn—nhưng nên dùng cho các lỗ lớn hoặc kim loại cứng để kéo dài tuổi thọ mũi cắt.
8.3Làm thế nào để ngăn ngừa mũi khoan bị quá nhiệt?
- Chạy ở tốc độ thấp thích hợp.
- Bôi dầu cắt khi cần thiết.
- Luôn sử dụng vật sắc nhọn.
- Cho ăn đều đặn mà không cần ép.
- Đối với các lỗ sâu, hãy rút mũi khoan ra định kỳ để loại bỏ các mảnh vụn và làm mát.
8.4Mũi khoan HSS tiêu chuẩn có thể cắt thép không gỉ không?
- Có thể thực hiện được, nhưng rất khó. Mũi khoan HSS có xu hướng quá nóng và cùn nhanh.
- Nên sử dụng mũi khoan coban có dầu cắt, tốc độ giảm từ 10–15%.
8.5Làm thế nào để chọn đúng mũi khoan?
- Đối với kim loại mềm (nhôm, đồng thau): Mũi khoan HSS.
- Đối với kim loại cứng (thép không gỉ): mũi khoan phủ coban hoặc TiN.
- Đối với tấm kim loại mỏng: mũi khoan bậc.
- Đối với lỗ lớn: sử dụng máy cưa lỗ chuyên dụng cho kim loại.
8.6Tốc độ khoan nên được thiết lập như thế nào?
- Mũi khoan có đường kính nhỏ (1/16–3/16 inch): tốc độ cao, khoảng 2800–3200 vòng/phút.
- Mũi khoan có đường kính lớn (11/16–1 inch): tốc độ chậm hơn, khoảng 350–1000 vòng/phút.
- Đối với kim loại cứng như thép không gỉ: giảm tốc độ thêm 10–15%.
8.7Tôi cần lưu ý điều gì khi khoan lỗ lớn hoặc tấm thép dày?
- Đối với lỗ lớn (> 25,4mm / 1 inch): sử dụng cưa lỗ và thường xuyên loại bỏ các mảnh vụn.
- Đối với tấm thép dày: giảm tốc độ, tăng lượng chất lỏng cắt và nếu cần, khoan từ cả hai phía để giảm tải mũi khoan.
Thẩm quyền giải quyết
https://www.wikihow.com/Drill-Metal