

- 1.0Chọn đúng công cụ để cắt cốt thép
- 2.0Cách sử dụng máy cắt cốt thép thủ công (Ứng dụng khẩn cấp / đường kính nhỏ)
- 3.0Cách sử dụng máy cắt (Phương pháp tiêu chuẩn tại chỗ)
- 4.0Cách sử dụng máy cắt cốt thép (xử lý hàng loạt)
- 5.0Cách sử dụng máy cưa lọng kim loại (Chính xác / Xếp chồng hàng loạt)
- 6.0An toàn là trên hết: Hướng dẫn vận hành thiết yếu
- 7.0Khắc phục sự cố: Các vấn đề thường gặp và giải pháp
- 8.0Phần kết luận
- 9.0Câu hỏi thường gặp: Những câu hỏi thường gặp về cắt cốt thép
Cắt thép cây là một quy trình cơ bản trong xây dựng, sản xuất máy móc và các ngành công nghiệp khác. Điều quan trọng là lựa chọn đúng dụng cụ dựa trên đường kính thép cây, khối lượng sản xuất, yêu cầu về độ chính xác và điều kiện công trường - đồng thời tuân thủ đúng quy trình để đảm bảo hiệu quả cắt, chất lượng cắt và an toàn cho người vận hành.
1.0Chọn đúng công cụ để cắt cốt thép
Mỗi loại dụng cụ có hiệu suất và ứng dụng khác nhau. Việc lựa chọn đúng dụng cụ phù hợp với nhu cầu của bạn là rất quan trọng để tránh năng suất thấp hoặc chất lượng cắt kém.
1.1Dụng cụ cắt cốt thép thủ công (Ứng dụng khẩn cấp / Đường kính nhỏ)
- Công cụ cốt lõi: Máy cắt cốt thép thủ công (độ mở hàm ≤ 18mm), máy cắt bu lông hạng nặng
- Tốt nhất cho: Thanh trơn hoặc thanh biến dạng ≤ 16mm, cắt đơn lẻ/thỉnh thoảng hoặc công việc khẩn cấp không có nguồn điện
- Thuận lợi: Di động, không cần nguồn điện, dễ vận hành
- Hạn chế: Tốn nhiều công sức, chậm (30–60 giây cho mỗi lần cắt), không phù hợp với thanh thép có đường kính lớn
1.2Máy cắt điện cầm tay (Linh hoạt tại chỗ)
- Công cụ cốt lõi: Máy cưa cắt (có bánh mài 350mm), máy mài góc (có đĩa cắt 125mm)
- Tốt nhất cho: Thép cây ≤ 25mm, điều chỉnh chiều dài tại chỗ hoặc các nhiệm vụ xử lý phân tán
- Thuận lợi: Di động, cắt nhanh (5–10 giây mỗi thanh), chi phí thiết bị thấp
- Hạn chế: Các cạnh thô (cần mài sau khi cắt), tiếng ồn cao (100–120 dB), tạo ra tia lửa và nhiệt
1.3Máy cắt cốt thép (Gia công khối lượng lớn)
- Công cụ cốt lõi: Máy cắt cốt thép thủy lực để bàn hoặc gắn trên giá đỡ (công suất tối đa ≤ 60mm)
- Tốt nhất cho: Cắt theo mẻ (≥ 50 thanh/giờ), cốt thép đường kính lớn hoặc cường độ cao (ví dụ: HRB400/HRB500), thường thấy ở các bãi cốt thép hoặc nhà máy đúc sẵn
- Thuận lợi: Cực kỳ nhanh (1–2 giây mỗi thanh), cắt mịn, tự động hóa cao
- Hạn chế: Lớn và cố định (yêu cầu không gian riêng), không phù hợp với các thanh cốt thép không tròn
1.4Máy cưa lọng kim loại (Ứng dụng chính xác / Đường kính lớn)
- Công cụ cốt lõi: Máy cưa lọng kim loại nằm ngang hoặc thẳng đứng (chiều rộng lưỡi dao: 27–41mm; bước răng: 3–6mm)
- Tốt nhất cho: Thanh cốt thép đường kính lớn (≥ 30mm), thanh cốt thép hợp kim hoặc các nhiệm vụ yêu cầu độ chính xác cao (sai số vuông góc ≤ 0,1mm)
- Thuận lợi: Ứng suất cắt thấp (tránh biến dạng cốt thép), vết cắt sạch (không cần xử lý sau), xử lý mặt cắt không đều
- Hạn chế:Chậm (15–30 giây cho mỗi lần cắt), chi phí thiết bị cao hơn, cần chất làm mát, không lý tưởng cho công việc nhanh chóng tại chỗ




2.0Cách sử dụng máy cắt cốt thép thủ công (Ứng dụng khẩn cấp / đường kính nhỏ)
Phù hợp nhất cho thanh cốt thép trơn hoặc biến dạng có đường kính lên tới 16mm—đặc biệt là khi không có nguồn điện.
2.1Chuẩn bị và định vị
- Đo chiều dài cốt thép và đánh dấu đường cắt rõ ràng bằng bút đánh dấu.
- Đặt thanh cốt thép vào hàm cắt, căn chỉnh đường đã đánh dấu với lưỡi cắt. Đảm bảo trục cốt thép vuông góc với hàm cắt để tránh cắt xiên.
2.2Áp dụng lực
- Nắm chặt cả hai tay cầm của máy cắt và tác dụng lực đều, ổn định (tránh dùng lực quá mạnh, đột ngột vì lực này có thể làm cong tay cầm hoặc khiến thanh cốt thép gãy bất ngờ).
- Đối với thanh cốt thép dày hơn (14–16mm), hãy ấn theo 2–3 giai đoạn: ấn nhẹ, tạm dừng một lúc, sau đó tiếp tục cho đến khi thanh cốt thép gãy một cách trơn tru.
2.3Các bước sau khi cắt
- Tháo bỏ đoạn cốt thép đã cắt và làm sạch các gờ ở cạnh cắt bằng bàn chải sắt (để tránh trầy xước tay khi xử lý).
- Kiểm tra lưỡi cắt xem có bị mòn, cùn hoặc sứt mẻ không. Nếu cần, hãy mài lưỡi cắt bằng đá mài để duy trì hiệu quả cắt.

3.0Cách sử dụng máy cắt (Phương pháp tiêu chuẩn tại chỗ)
Phù hợp nhất cho cốt thép có đường kính lên đến 25mm—được sử dụng rộng rãi để cắt linh hoạt tại chỗ.
3.1Kiểm tra trước và chuẩn bị
- Kiểm tra xem dây nguồn có bị hỏng lớp cách điện không; xác nhận máy cưa đã được nối đất đúng cách (để tránh bị điện giật).
- Kiểm tra xem bánh mài có bị nứt, mẻ hoặc mòn không; siết chặt đai ốc mặt bích đến 5–8 N·m để tránh quay lệch tâm.
- Dọn sạch các vật liệu dễ cháy (ví dụ, lon sơn, bình khí axetilen) trong phạm vi 1,5m tính từ khu vực làm việc; lắp kẹp chữ V để cố định thanh cốt thép.
3.2Bảo đảm và Đánh dấu
- Đặt thanh thép vào kẹp chữ V, điều chỉnh vị trí sao cho đường cắt thẳng hàng với đường đi của bánh mài mòn.
- Siết chặt kẹp cho đến khi thanh cốt thép không thể dịch chuyển theo chiều ngang (ngăn ngừa sự lệch cắt trong quá trình vận hành).
3.3Bắt đầu cắt
- Giữ chặt tay cầm chính của máy cưa (để điều khiển công suất) và tay cầm phụ (để ổn định). Bật máy cưa và đợi lưỡi cưa đạt tốc độ tối đa (khoảng 2800 vòng/phút, để máy chạy không tải 3 giây để kiểm tra độ ổn định).
- Đưa bánh xe vào thanh cốt thép với tốc độ đều đặn (5–8 mm/giây); không dùng lực mạnh để cưa (tránh làm bánh xe quá nóng hoặc gãy).
- Giảm tốc độ cắt khi đường cắt đạt 1/5 đường kính cốt thép (để tránh cốt thép bị gãy đột ngột). Dừng ngay lập tức nếu thấy tia lửa điện bất thường (ví dụ: sáng đột ngột hoặc phân bố không đều).
3.4Dọn dẹp sau khi cắt
- Tắt nguồn và đợi bánh mài dừng hẳn (≈ 10 giây) trước khi chạm vào thanh cốt thép.
- Loại bỏ bavia ở mép cắt bằng giũa hoặc bàn chải sắt; thu gom các mảnh kim loại từ khu vực làm việc (để tránh bị trượt). Kiểm tra bánh xe—thay thế nếu độ mòn vượt quá 1/3 độ dày ban đầu.
4.0Cách sử dụng máy cắt cốt thép (xử lý hàng loạt)
Phù hợp nhất cho thanh cốt thép trơn hoặc có độ bền cao (ví dụ: HRB400/HRB500) có đường kính ≥ 20mm—lý tưởng cho các công việc khối lượng lớn.
4.1Thiết lập máy
- Kiểm tra mức dầu thủy lực (phải đạt 2/3 mức dầu của thùng) và nhiệt độ (≤ 45°C; mức dầu thấp hoặc nhiệt độ cao sẽ làm giảm áp suất cắt).
- Chạy thử nghiệm không tải: kích hoạt máy để hoàn thành 2 chu kỳ lưỡi dao đầy đủ, đảm bảo chuyển động trơn tru mà không bị kẹt hoặc có tiếng ồn bất thường.
- Hiệu chỉnh thước đo dừng bằng mẫu thanh cốt thép có chiều dài tiêu chuẩn (sai số ± 0,5mm) để đảm bảo chiều dài cắt đồng đều.
- Điều chỉnh hành trình của lưỡi dao: đặt khoảng cách xuống tối đa là (đường kính cốt thép + 2mm) để tránh lưỡi dao bị mài mòn quá mức.
4.2Cắt hàng loạt
- Đưa cốt thép vào máy cho đến khi chạm vào thanh chặn. Nếu cốt thép bị cong (độ võng > L/500, trong đó L = chiều dài cốt thép), trước tiên hãy nắn thẳng cốt thép để đảm bảo vuông góc với lưỡi cắt.
- Nhấn công tắc chân để kích hoạt lưỡi dao; lưỡi dao sẽ tự động trở về vị trí ban đầu sau khi cắt.
- Tiến hành kiểm tra chất lượng: kiểm tra ngẫu nhiên 3 thanh cốt thép trên 50 lần cắt để đảm bảo độ chính xác về chiều dài (sai số cho phép ± 1mm). Hiệu chỉnh lại thước đo nếu có sai lệch.
- Thu thập các thanh cốt thép đã hoàn thiện trên giá đỡ chuyên dụng (tránh biến dạng do va chạm).
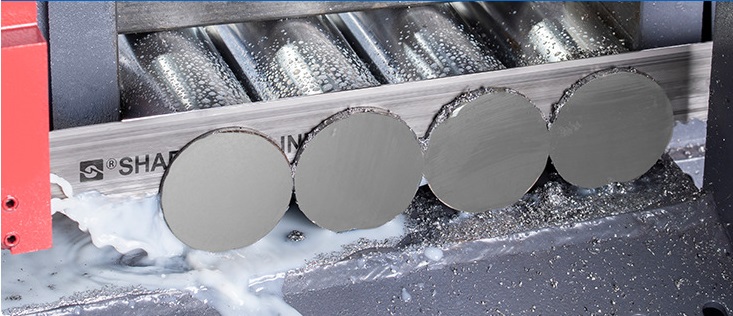
5.0Cách sử dụng máy cưa lọng kim loại (Chính xác / Xếp chồng hàng loạt)
Phù hợp nhất với thanh thép hợp kim hoặc đường kính lớn (≥ 30mm)—lý tưởng cho các hoạt động cắt chính xác hoặc xếp chồng theo lô.
5.1Chuẩn bị máy
- Chọn lưỡi dao chính xác: Lưỡi dao thép tốc độ cao (HSS) cho thanh cốt thép tiêu chuẩn (Q235B); lưỡi dao đầu cacbua (WC-Co ≥ 94%) cho thanh cốt thép hợp kim (HRB500E).
- Điều chỉnh bước răng của lưỡi cưa phù hợp với kích thước cốt thép hoặc chiều cao chồng cốt thép (ví dụ: bước răng 3mm cho cốt thép Φ30–50mm; bước răng 4,5mm cho cốt thép Φ50–80mm hoặc chồng cốt thép).
- Lắp đặt khối chữ V mở rộng (chiều rộng ≥ 200mm) và các điểm dừng bên để cố định các thanh cốt thép xếp chồng (ngăn ngừa dịch chuyển ngang).
5.2Điều chỉnh tham số
- Đặt độ căng của lưỡi cắt ở mức 25–30 N/mm²; tăng thêm 10–15% để cắt xếp chồng (tăng độ cứng của lưỡi cắt để tránh biến dạng).
- Điều chỉnh tốc độ cắt: 6–10 m/phút đối với thanh cốt thép tiêu chuẩn; 4–6 m/phút đối với thanh cốt thép hợp kim (giảm tải trọng cắt và độ mài mòn của lưỡi cắt).
- Tối ưu hóa hệ thống làm mát: tăng nồng độ lên 10–12% và lưu lượng lên ≥ 8 L/phút; thêm vòi phun nước để đảm bảo chất làm mát được phủ đều trên tất cả các cạnh cắt (ngăn ngừa quá nhiệt và vật liệu dính).
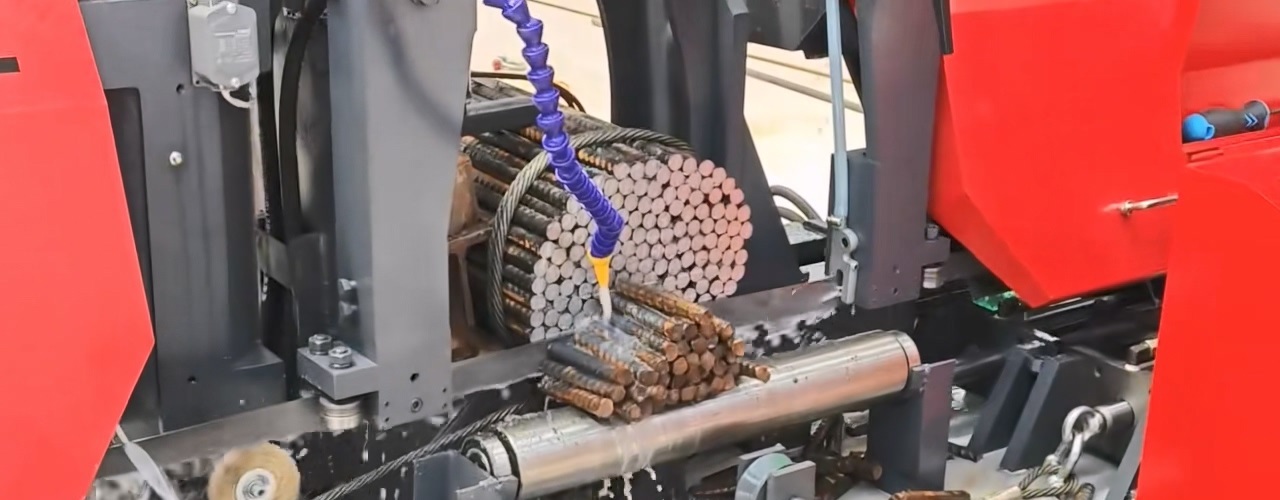
5.3Quy trình cắt lô
- Chỉ xếp chồng các thanh cốt thép có cùng đường kính và vật liệu (tránh lực cắt không đều). Kẹp chồng thanh cốt thép với áp suất ban đầu 5–8 MPa, kiểm tra độ thẳng hàng, sau đó tăng lên 12–15 MPa (đảm bảo không bị trượt).
- Lắp đặt con lăn đỡ đa điểm (khoảng cách ≤ 1,5m) cho thanh cốt thép dài hơn 2m (ngăn ngừa hiện tượng võng và lệch cắt).
- Tiến hành cắt thử (độ sâu 5mm): dừng máy, kiểm tra độ vuông góc (≤ 0,1°) và độ phẳng của đường cắt (sai số ≤ 0,05mm). Điều chỉnh độ căng của kẹp hoặc lưỡi cắt nếu cần trước khi bắt đầu cắt hàng loạt.
- Theo dõi lưỡi dao trong quá trình hoạt động: dừng lại và mài các vết sứt nhỏ bằng đá mài mịn; thay lưỡi dao nếu độ sâu vết sứt vượt quá 1mm.
5.4Các bước cuối cùng
- Tiến hành kiểm tra ngẫu nhiên: kiểm tra 3 nhóm thanh thép mỗi lô (1 thanh thép trên và 1 thanh thép dưới cho mỗi nhóm) về độ chính xác về chiều dài (± 1mm) và chất lượng cắt.
- Tắt hệ thống làm mát, nhả kẹp và tháo các thanh cốt thép đã cắt. Thổi sạch cặn chất làm mát bằng súng khí nén áp suất cao, loại bỏ bavia và phân loại cốt thép theo thông số kỹ thuật.

6.0An toàn là trên hết: Hướng dẫn vận hành thiết yếu
6.1Thiết bị bảo vệ cá nhân (PPE)
- Luôn luôn mặckính bảo hộ chống va đập (bảo vệ chống lại các mảnh vụn và tia lửa bay) và găng tay chống cắt (ngăn ngừa trầy xước và chấn thương do rung động).
- Sử dụngnút tai hoặc bịt tai khi tiếng ồn vượt quá 85 dB (ví dụ, hoạt động của máy cưa cắt hoặc máy cưa lọng).
- Buộc tóc dài lại và tránh mặc quần áo/trang sức rộng (để tránh vướng vào các bộ phận chuyển động).
6.2Hạn chế thiết bị
- Không sử dụng lưỡi cắt gỗ hoặc lưỡi cắt xây để cắt cốt thép (độ cứng không đủ—dễ gãy và văng mảnh vụn).
- Không cắt cốt thép đã tôi (ví dụ: cốt thép ứng suất trước, độ cứng > HRC30) bằng máy cắt cốt thép thủy lực (có nguy cơ làm mẻ lưỡi cắt hoặc làm hỏng máy).
- Không cắt thanh thép hợp kim bằng máy cưa lọng không có chất làm mát (có thể khiến lưỡi cưa nhanh chóng quá nhiệt và hỏng).
6.3Quy trình khẩn cấp
- Lưỡi dao gãy: Dừng máy ngay lập tức, di chuyển ra xa ít nhất 5m (tránh các mảnh vỡ bay ra) và chỉ vệ sinh sau khi tất cả các bộ phận chuyển động đã dừng lại.
- Rò rỉ điện: Tắt nguồn điện chính, ngắt kết nối dây bằng dụng cụ cách điện và kiểm tra hệ thống nối đất (điện trở ≤ 4Ω) trước khi khởi động lại.
- Cắt tay: Rửa vết thương bằng nước muối sinh lý, sát trùng bằng iốt và tìm kiếm sự chăm sóc y tế đối với các vết cắt sâu (để tiêm vắc-xin uốn ván).
7.0Khắc phục sự cố: Các vấn đề thường gặp và giải pháp
| Vấn đề | Nguyên nhân có thể xảy ra | Giải pháp |
| Cắt không vuông góc (> 0,5°) | Kẹp lỏng, lưỡi dao không thẳng hàng, tốc độ đưa dao không đều | Kẹp lại thanh cốt thép, hiệu chỉnh độ thẳng hàng của lưỡi dao, sử dụng bộ điều khiển tốc độ để cấp liệu ổn định |
| Lưỡi cưa/cưa băng mòn quá nhanh | Loại lưỡi dao không phù hợp, tốc độ quá cao, chất làm mát kém | Thay thế bằng lưỡi cắt chuyên dụng cho thanh thép, giảm tốc độ, điều chỉnh nồng độ/lưu lượng chất làm mát |
| Thanh cốt thép bị biến dạng sau khi cắt | Hàm cùn, lực cắt quá mức | Mài hàm, giảm lực đưa phôi, kiểm tra vật liệu cốt thép xem có độ cứng không đồng đều không |
| Quầy cắt băng | Độ căng lưỡi dao thấp, kẹp quá chặt, áp suất thủy lực thấp | Tăng độ căng của lưỡi dao, giảm áp lực kẹp, đổ thêm dầu thủy lực và kiểm tra áp suất bơm |
8.0Phần kết luận
Chìa khóa để cắt cốt thép thành công là khả năng tương thích giữa công cụ-con người-nhiệm vụ + quy trình chuẩn hóa:
- Cắt khẩn cấp đường kính nhỏ → Máy cắt cốt thép thủ công
- Làm việc tại chỗ linh hoạt → Cưa cắt
- Gia công khối lượng lớn → Máy cắt cốt thép
- Thép thanh hợp kim chính xác/đường kính lớn/→ Máy cưa lọng kim loại
Bất kể sử dụng dụng cụ nào, hãy luôn kiểm tra trước khi vận hành, giám sát chặt chẽ quy trình và hoàn tất việc vệ sinh sau khi vận hành. Luôn đặt an toàn lên hàng đầu để đảm bảo hiệu quả, chất lượng và sức khỏe của người vận hành.
9.0Câu hỏi thường gặp: Những câu hỏi thường gặp về cắt cốt thép
H: Làm thế nào để tôi chọn được dụng cụ cắt phù hợp với đường kính cốt thép của mình?
A: Chọn dụng cụ phù hợp với kích thước cốt thép: Sử dụng máy cắt thủ công cho ≤16mm (khẩn cấp/lô nhỏ); máy cắt điện cầm tay/máy mài góc cho ≤25mm (công việc tại chỗ); máy cắt cốt thép thủy lực cho ≥20mm (xử lý khối lượng lớn); và máy cưa lọng kim loại cho ≥30mm hoặc cốt thép hợp kim (nhu cầu độ chính xác).
H: Tôi phải làm gì nếu thấy tia lửa bất thường khi sử dụng máy cắt?
A: Dừng máy ngay lập tức. Tia lửa điện bất thường (ví dụ: sáng đột ngột, phân bố không đều) thường có nghĩa là bánh mài bị lệch, mòn hoặc không khớp (ví dụ: sử dụng bánh mài gỗ). Kiểm tra xem bánh mài có bị nứt không, siết chặt lại đai ốc bích và xác nhận bạn đang sử dụng bánh mài chuyên dụng cho kim loại trước khi khởi động lại.
H: Tại sao máy cưa lọng kim loại của tôi bị dừng khi cắt và cách khắc phục như thế nào?
A: Việc chết máy thường xuất phát từ ba vấn đề: Độ căng lưỡi cắt thấp (tăng lên 25–32 N/mm², điều chỉnh cho các vết cắt xếp chồng); kẹp quá chặt (giảm áp suất xuống 5–8 MPa để kẹp trước, sau đó là 12–15 MPa để cắt); hoặc áp suất thủy lực thấp (bổ sung dầu thủy lực và kiểm tra áp suất bơm).
H: Làm thế nào để đảm bảo độ dài cắt đồng đều khi sử dụng máy cắt cốt thép cho công việc hàng loạt?
A: Trước tiên, hãy hiệu chuẩn thước chặn bằng một mẫu có chiều dài tiêu chuẩn (sai số ±0,5mm). Trong quá trình cắt, đảm bảo mỗi thanh cốt thép được ép chặt vào thước chặn (không có khe hở). Cứ sau 50 lần cắt, hãy kiểm tra ngẫu nhiên 3 thanh cốt thép để đảm bảo độ chính xác về chiều dài (sai số cho phép ±1mm)—hiệu chuẩn lại thước chặn nếu có sai lệch.
H: Tôi có thể cắt cốt thép đã tôi (ví dụ: cốt thép ứng suất trước) bằng máy cắt cốt thép thủy lực không?
A: Không. Thép cây tôi có độ cứng cao (>HRC30), có thể làm mẻ lưỡi cắt hoặc làm hỏng hệ thống thủy lực. Thay vào đó, hãy sử dụng máy cưa lọng kim loại có lưỡi cắt bằng hợp kim carbide (WC-Co ≥94%) và đủ nước làm mát cho thép cây tôi/hợp kim.


