

- 1.0Sự khác biệt kỹ thuật cốt lõi giữa máy cưa lọng ngang và máy cưa lọng đứng là gì?
- 2.0Cách sử dụng máy cưa lọng ngang trong các ứng dụng cắt công nghiệp
- 3.0Khi nào nên chọn máy cưa lọng đứng: Các tình huống ứng dụng chính
- 4.0Các loại máy cưa lọng kim loại
- 5.0Hiệu suất của máy cưa lọng ngang so với máy cưa lọng đứng: Độ chính xác, hiệu quả và sử dụng vật liệu
- 6.0Độ chính xác cắt:
- 7.0Vận hành và bảo trì: Máy cưa lọng ngang so với máy cưa lọng đứng
- 8.0Cách chọn máy cưa lọng phù hợp cho ứng dụng công nghiệp
- 9.0Nghiên cứu điển hình: Lựa chọn máy cưa lọng ngang và dọc trong sản xuất thực tế
- 10.0Kết luận: Máy cưa lọng ngang so với máy cưa lọng đứng – Cách lựa chọn đúng đắn
Việc lựa chọn máy cưa lọng phù hợp là điều cần thiết để cắt kim loại hiệu quả và chính xác. Máy cưa lọng ngang và đứng phục vụ các mục đích khác nhau—cắt hàng loạt so với tạo hình đường viền phức tạp. Hướng dẫn này giải thích sự khác biệt, ứng dụng và mẹo lựa chọn của chúng để giúp bạn tối ưu hóa năng suất và sử dụng vật liệu.
1.0Sự khác biệt kỹ thuật cốt lõi giữa máy cưa lọng ngang và máy cưa lọng đứng là gì?
Sự khác biệt cơ bản giữa máy cưa lọng ngang và máy cưa lọng đứng nằm ở cách bố trí lưỡi cưa, chuyển động của phôi và cấu trúc máy. Những khác biệt này trực tiếp quyết định phạm vi ứng dụng tương ứng của chúng. Những điểm khác biệt cốt lõi có thể được tóm tắt như sau:
| Kích thước so sánh | Cưa lọng ngang | Cưa lọng đứng |
| Bố trí và cấp liệu lưỡi dao | Lưỡi dao được sắp xếp theo chiều ngang hoặc theo một góc, đưa dao dọc theo trục Z, vuông góc với trục phôi | Lưỡi dao được sắp xếp theo chiều dọc, di chuyển theo hướng X/Y, phôi phải được di chuyển để đạt được tốc độ nạp liệu |
| Kẹp phôi | Kẹp thủy lực/servo, cố định phôi, di chuyển khung cưa | Phôi được đẩy thủ công hoặc đưa vào thông qua bàn làm việc |
| Phương pháp cắt điển hình | Cắt tuyến tính theo lô, cắt phôi có chiều dài cố định | Cắt đường viền phức tạp, dập khuôn |
| Kiểm soát chính xác | Hệ thống thủy lực và CNC đảm bảo độ thẳng khi cắt | Dựa vào kỹ năng của người vận hành, linh hoạt khi cắt cong |
| Mức độ tự động hóa | Có thể cấu hình với CNC, thiết bị cấp liệu tự động và thiết bị cắt phôi | Mức độ tự động hóa thấp, sự tham gia thủ công cao |
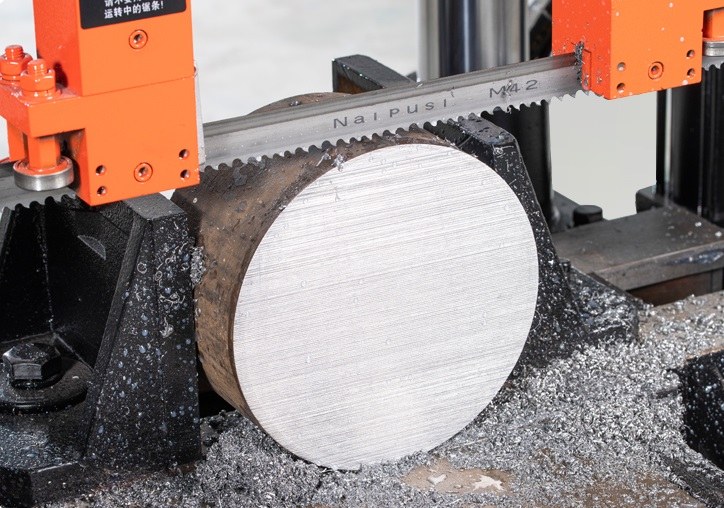
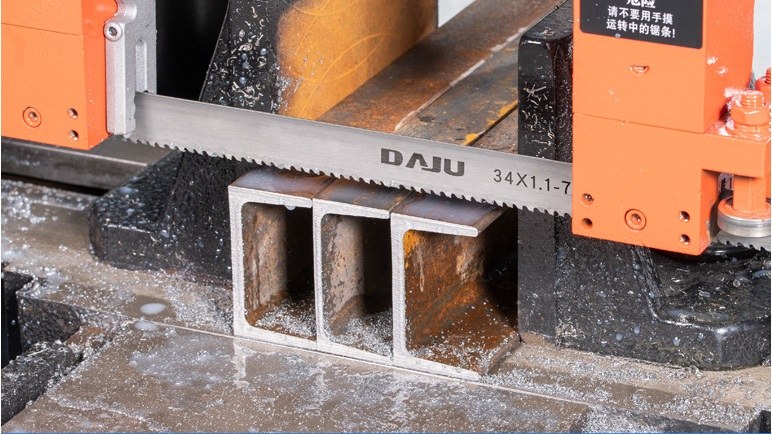
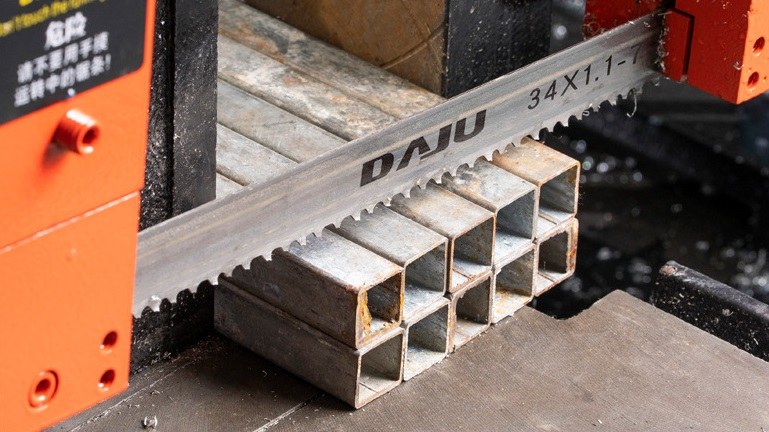
2.0Cách sử dụng máy cưa lọng ngang trong các ứng dụng cắt công nghiệp
Vị trí cốt lõi: Giá đỡ hiệu quả cho gia công thô hàng loạt
Máy cưa băng ngang chủ yếu được sử dụng để xử lý sơ bộ nguyên liệu thô (gia công cắt tuyến tính theo mẻ), cắt vật liệu dài thành phôi có chiều dài cố định. Chúng không phù hợp với các phôi có hình dạng bất thường hoặc phôi phức tạp theo mẻ nhỏ. Thay vào đó, chúng cung cấp phôi cơ bản cho các quy trình tiện, phay và mài tiếp theo.
Ứng dụng tiêu biểu:
- Các nhà máy sản xuất linh kiện tiêu chuẩn cắt thanh thép 45# Φ50–200 mm hoặc thanh thép kết cấu hợp kim thành các phôi hình trụ có chiều dài cố định.
- Các công ty kết cấu thép cắt tấm thép Q235/Q355 dày 8–50 mm để làm các thành phần kết cấu hàn.
- Nhà máy chế biến ống cắt ống thép không gỉ Φ30–150 mm hoặc ống thép liền mạch cho các dự án đường ống hoặc lắp ráp linh kiện.
Khả năng thích ứng của vật liệu:
- Độ cứng:Phù hợp với vật liệu có độ bền từ trung bình đến cao (HRC ≥30), chẳng hạn như thép 45#, 20CrMnTi, thép không gỉ 304/316 và thép dụng cụ. Hệ thống truyền động công suất cao đảm bảo cắt ổn định và giảm mài mòn lưỡi dao.
- Hình thức:Chuyên gia công thanh/ống dài ≥3m, tấm dày ≥20mm và phôi đặc nặng có đường kính ≥150mm. Hệ thống cấp liệu tự động giúp cải thiện đáng kể hiệu quả gia công theo mẻ.


3.0Khi nào nên chọn máy cưa lọng đứng: Các tình huống ứng dụng chính
Vị trí cốt lõi: Giải pháp linh hoạt cho việc định hình chính xác
Máy cưa lọng đứng tập trung vào các đường viền phức tạp và gia công hàng loạt nhỏ. Chúng phù hợp để cắt đường cong, cung tròn, lỗ không đều hoặc hiệu chỉnh cục bộ. Tuy nhiên, đối với thép có độ cứng ≥ HRC 30, chúng chỉ hiệu quả đối với các chi tiết nhỏ hoặc tấm mỏng, với hiệu suất gia công tương đối thấp.
Ứng dụng tiêu biểu:
- Các nhà máy khuôn cắt thép khuôn Cr12MoV dày 6–20 mm để tạo rãnh hình vòng cung hoặc rãnh hình chữ U.
- Các nhà sản xuất phần cứng xử lý các tấm hợp kim nhôm hoặc tấm nhựa dày 3–10 mm thành các bộ phận có hình dạng không đều.
- Xưởng bảo trì cắt phôi bánh răng, vỏ ổ trục hoặc các sản phẩm bán thành phẩm khác để khắc phục độ lệch về kích thước.
- Xưởng thủ công cắt gỗ, acrylic hoặc vật liệu tổng hợp để tạo hình theo yêu cầu.
Khả năng thích ứng của vật liệu:
- Độ cứng:Phù hợp nhất với vật liệu có độ cứng thấp (HRC < 30), chẳng hạn như nhôm, đồng, nhựa hoặc gỗ. Đối với thép có độ cứng ≥30, chỉ có thể gia công các chi tiết nhỏ bằng lưỡi dao thép gió hoặc cacbua.
- Hình thức:Phù hợp cho các tấm mỏng ≤10 mm, ống mỏng và các chi tiết bán thành phẩm có lỗ hoặc hình dạng không đều. Bàn làm việc linh hoạt giúp ngăn ngừa hư hỏng bề mặt đã được xử lý.



4.0Các loại máy cưa lọng kim loại
Máy cưa lọng kim loại có thể được phân loại dựa trên hướng lưỡi cưa, mức độ tự động hóa và mục đích sử dụng. Dưới đây là danh sách chi tiết:
Máy cưa lọng ngang
- Máy cưa lọng ngang thủ công: Vận hành bằng tay, phù hợp cho việc cắt theo lô nhỏ hoặc sửa chữa tại xưởng.
- Máy cưa lọng ngang bán tự động: Có chức năng kẹp và cấp liệu tự động, lý tưởng cho sản xuất khối lượng trung bình.
- Máy cưa lọng ngang CNC: Hoàn toàn tự động với hệ thống cấp liệu servo, cài đặt chiều dài và cắt thẳng có độ chính xác cao cho sản xuất công nghiệp quy mô lớn.
- Máy cưa lọng đứng thủ công: Linh hoạt khi cắt đường cong, cung tròn và hình dạng không đều, phù hợp với các phôi gia công theo lô nhỏ hoặc theo yêu cầu.
- Máy cưa lọng đứng CNC: Được trang bị hệ thống điều khiển CNC, bàn làm việc quay và hệ thống cấp liệu tự động để cắt theo đường viền có độ chính xác cao.
Máy cưa lọng chuyên dụng
- Máy cưa lọng hai cột: Được thiết kế để cắt các thanh thép dày và các phôi rắn lớn.
- Máy cưa lọng cầm tay: Nhỏ gọn và di động, thích hợp để cắt ống, ống và thép kết cấu tại chỗ.
Dây chuyền cắt CNC tự động: Hệ thống tích hợp kết hợp nhiều máy cưa lọng với chức năng tự động nạp liệu, cắt và dỡ liệu để sản xuất hàng loạt.
5.0Hiệu suất của máy cưa lọng ngang so với máy cưa lọng đứng: Độ chính xác, hiệu quả và sử dụng vật liệu
6.0Độ chính xác cắt:
- Cưa lọng ngang:Độ chính xác cao khi cắt thẳng; sai số chiều dài có thể kiểm soát trong khoảng ±0,1–0,3 mm, lên đến ±0,5 mm đối với tấm có đường kính lớn hoặc dày. Đáp ứng các yêu cầu về kích thước cho phôi theo mẻ nhưng không thể kiểm soát độ chính xác đối với đường cong hoặc hình dạng bất thường.
- Cưa lọng đứng:Sai số đường cong/cung trong khoảng ±0,05–0,2 mm (±0,05–0,1 mm với máy CNC hoặc bàn xoay). Độ chính xác cắt thẳng thấp hơn một chút; gia công thủ công cho năng suất ±0,1–0,3 mm, các mẫu máy CNC có thể cải thiện lên ±0,08 mm.
Hiệu quả xử lý:
- Máy cưa lọng ngang:Hiệu suất cao với hệ thống cấp phôi tự động và cắt liên tục. Ví dụ, thanh thép Φ80 mm 45#, 60–100 thanh mỗi giờ. Lý tưởng cho sản xuất tiêu chuẩn quy mô lớn.
- Máy cưa lọng đứng:Hiệu suất gia công đơn chiếc thấp. Vận hành thủ công cho năng suất 5–15 sản phẩm mỗi giờ. Các mẫu máy CNC cải thiện hiệu suất nhưng vẫn kém hiệu quả hơn so với máy ngang.
Sử dụng vật liệu:
- Máy cưa lọng ngang:Độ hao hụt rãnh cắt chỉ 0,5–1 mm, hầu như không có mảnh vụn góc; hiệu suất sử dụng vật liệu >98%.
- Máy cưa lọng đứng:Cắt theo đường viền phức tạp thường tạo ra các mảnh vụn ở góc; mức sử dụng ~90–95%. Các kỹ thuật tối ưu hóa như bố trí đường dẫn lồng nhau có thể giảm thiểu lãng phí.

7.0Vận hành và bảo trì: Máy cưa lọng ngang so với máy cưa lọng đứng
Độ phức tạp của hoạt động:
- Máy cưa lọng ngang:Vận hành đơn giản; máy tự động hoàn tất các thao tác kẹp, cắt và tháo phôi. Người mới bắt đầu có thể nắm vững kiến thức cơ bản chỉ sau 1–2 ngày.
- Máy cưa lọng đứng:Cần điều khiển thủ công độ căng của phôi và lưỡi dao; việc điều chỉnh khối dẫn hướng phụ thuộc nhiều vào kinh nghiệm. Người mới bắt đầu cần đào tạo từ 1–2 tuần. Các mô hình CNC ít khó khăn hơn nhưng đòi hỏi kỹ năng lập trình.
Rủi ro an toàn:
- Máy cưa lọng ngang:Rủi ro thấp hơn; phôi được kẹp thủy lực, lưỡi cắt được che chắn, tay không được tiếp xúc. Hệ thống dừng khẩn cấp (≤0,5 giây) giúp ngăn ngừa tai nạn.
- Máy cưa lọng đứng:Nguy cơ cao hơn; việc nạp liệu thủ công khiến tay tiếp xúc gần với lưỡi dao. Việc căn chỉnh không chính xác có thể dẫn đến kẹt hoặc gãy lưỡi dao. Hệ thống bảo vệ là rất cần thiết.
Bảo trì và Chi phí:
- Máy cưa lọng ngang:Tập trung vào hệ thống kẹp thủy lực và ray dẫn hướng cấp liệu. Chi phí bảo trì hàng năm ~3–5% tổng chi phí thiết bị.
- Máy cưa lọng đứng:Bảo trì thường xuyên hơn cho thanh dẫn hướng cánh quạt, thanh ray và hệ thống căng. Chi phí bảo trì hàng năm ~5–8% tổng chi phí thiết bị.
8.0Cách chọn máy cưa lọng phù hợp cho ứng dụng công nghiệp
Bước 1: Xác định nhu cầu xử lý cốt lõi (Vị trí chức năng)
- Cắt hàng loạt phôi (chiều dài cố định, không có đường viền phức tạp): chọn máy cưa băng nằm ngang.
- Tạo hình chính xác (đường cong, hình dạng không đều, cắt tỉa hiệu chỉnh): chọn máy cưa lọng đứng.
Bước 2: Phù hợp quy mô sản xuất và tính chất vật liệu (Xác thực tình huống)
- Sản xuất quy mô lớn (≥50 sản phẩm/ngày, HRC ≥30, thanh dài, tấm dày, chi tiết nặng): ưu tiên sử dụng máy cưa băng ngang.
- Sản xuất hàng loạt nhỏ (≤20 sản phẩm/ngày, HRC <30, tấm mỏng, vật liệu mềm, chi tiết không đều): ưu tiên sử dụng máy cưa lọng đứng.
Bước 3: Tinh chỉnh các yêu cầu về độ chính xác và hiệu quả (Tối ưu hóa cấu hình)
- Độ chính xác cắt thẳng cao ≤0,1 mm: độ chính xác cao theo chiều ngang với bộ cấp liệu servo.
- Độ chính xác đường viền cao ≤0,08 mm: theo chiều dọc với bàn làm việc điều khiển bằng CNC và servo.
- Tiết kiệm chi phí: chế độ thủ công theo chiều dọc hoặc chế độ cơ bản theo chiều ngang.
- Ưu tiên hiệu quả: CNC nằm ngang với chức năng nạp/dỡ tự động.
9.0Nghiên cứu điển hình: Lựa chọn máy cưa lọng ngang và dọc trong sản xuất thực tế
Trường hợp 1: Cắt thô hàng loạt
- Nhà sản xuất phụ tùng ô tô xử lý 800 thanh thép Φ60×70 mm 20CrMnTi/ngày.
- Yêu cầu: cắt liên tục không người lái.
- Giải pháp: Máy cưa lọng ngang CNC có hệ thống cấp liệu servo và tự động cài đặt chiều dài.
- Kết quả: Năng suất sản xuất 60 sản phẩm/giờ.
Trường hợp 2: Định hình chính xác
- Nhà sản xuất linh kiện khuôn cắt 30 tấm thép khuôn Cr12MoV 10 mm/tuần với rãnh vòng cung R5.
- Giải pháp: Máy cưa lọng đứng CNC có bàn làm việc quay.
- Kết quả: độ chính xác đường viền ±0,05 mm.
Trường hợp 3: Cắt nhiều vật liệu theo lô nhỏ
- Xưởng sửa chữa cắt ống thép không gỉ Φ50 mm và các bộ phận tấm nhựa.
- Giải pháp: máy cưa lọng đứng thủ công.
- Kết quả: cân bằng giữa quá trình xử lý vật liệu cứng/mềm với kiểm soát chi phí.
10.0Kết luận: Máy cưa lọng ngang so với máy cưa lọng đứng – Cách lựa chọn đúng đắn
Máy cưa lọng ngang và đứng không phải là sự vượt trội mà là sự thích ứng về mặt chức năng dựa trên độ cứng của vật liệu, kích thước phôi và khối lượng sản xuất.
Máy cưa lọng ngang:
- Ưu điểm: cắt thô hàng loạt, hiệu suất cao, ổn định.
- Phù hợp nhất với vật liệu có độ bền trung bình đến cao, phôi dài/nặng, phôi tiêu chuẩn.
- Lựa chọn hàng đầu cho các doanh nghiệp sản xuất quy mô lớn.
Máy cưa lọng đứng:
- Điểm mạnh: linh hoạt, tạo hình chính xác.
- Phù hợp nhất cho các đường viền phức tạp, phôi gia công theo lô nhỏ, nhiều loại.
- Thiết yếu cho các nhà sản xuất khuôn mẫu, cửa hàng sửa chữa, sản xuất theo yêu cầu.
Nguyên tắc lựa chọn:
- Đánh giá thiết bị từ:
- Nhu cầu xử lý cốt lõi
- Quy mô sản xuất
- Tính chất vật liệu
- Yêu cầu về độ chính xác và hiệu quả
Mục tiêu: Tối đa hóa việc sử dụng, giảm chi phí và cải thiện hiệu quả sản xuất tổng thể.


