

- 1.0Hoạt động tạo hình kim loại là gì?
- 2.0Cắt lông là gì?
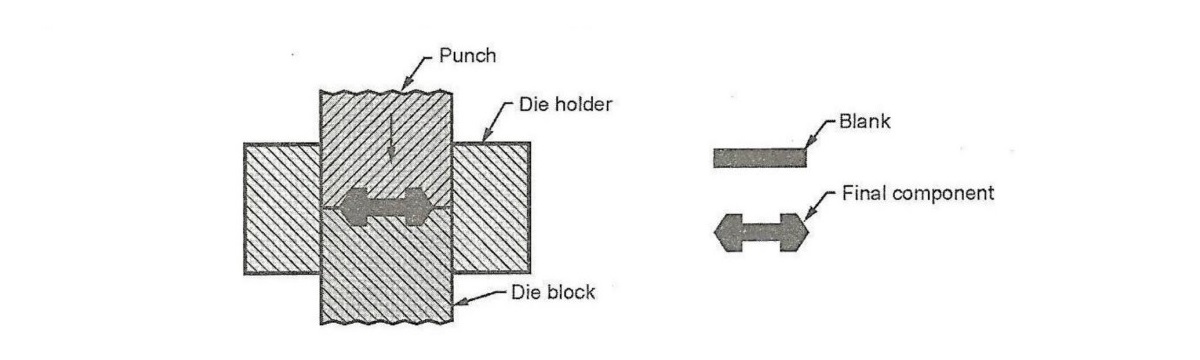
- 3.0Gặm nhấm là gì?
- 4.0Uốn cong là gì?
- 5.0Vẽ là gì?
- 6.0Dập nổi là gì?
- 7.0Sự hình thành là gì?
- 8.0Coining (Squeezing) là gì?
- 9.0Hiểu về cơ học uốn và các phương pháp phổ biến
- 10.0Các yếu tố quan trọng trong uốn cong: Độ uốn cong, độ đàn hồi và lực
- 11.0Hoạt động vẽ: Tạo hình rỗng từ tấm kim loại phẳng
- 12.0Phần kết luận
- 13.0Câu hỏi thường gặp
Chế tạo kim loại tấm là nền tảng của sản xuất hiện đại, được sử dụng rộng rãi trong các ngành công nghiệp ô tô, hàng không vũ trụ, xây dựng và thiết bị gia dụng. Việc hiểu rõ các quy trình cốt lõi - chẳng hạn như cắt, mài, uốn, kéo, dập nổi và dập nổi - là điều cần thiết cho các kỹ sư và nhà chế tạo muốn tối ưu hóa hiệu quả sản xuất và chất lượng sản phẩm.
1.0Hoạt động tạo hình kim loại là gì?
Quá trình tạo hình kim loại bao gồm việc định hình vật liệu mà không loại bỏ bất kỳ phần nào, nghĩa là không có sự lãng phí vật liệu. Tấm kim loại được chịu ứng suất vượt quá giới hạn đàn hồi nhưng vẫn duy trì dưới cường độ tối đa, đảm bảo nó có được hình dạng mới, vĩnh cửu.
Các hoạt động tạo hình kim loại phổ biến bao gồm:
- Uốn cong
- Vẽ
- Dập nổi
- Hình thành
- Đúc tiền (còn gọi là ép)
2.0Cắt lông là gì?
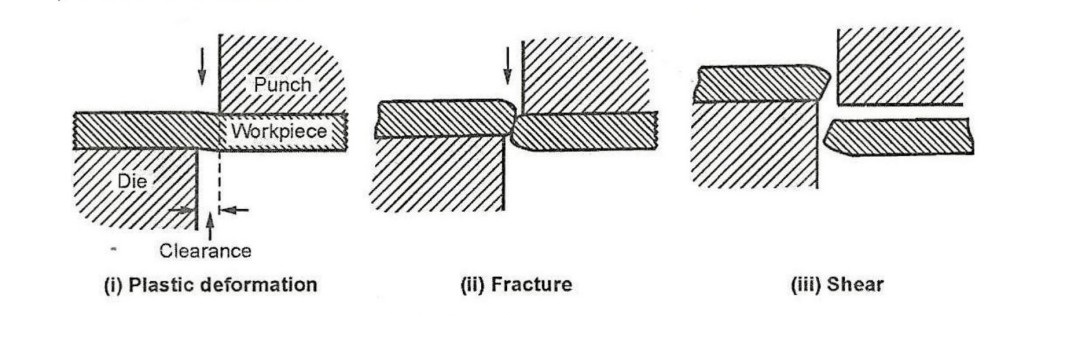
Cắt là quá trình dùng để cắt các đường thẳng trên tấm kim loại, dải kim loại hoặc thanh kim loại. Quá trình này bao gồm ba giai đoạn chính:
- Biến dạng dẻo
- Gãy xương (sự lan truyền vết nứt)
- Cắt (tách vật liệu)
Khi đặt một phôi kim loại vào giữa lưỡi cắt trên và dưới của máy cắt, và chịu áp lực, vật liệu trước tiên sẽ bị biến dạng dẻo. Khi áp suất tăng, các vết nứt bắt đầu hình thành ở các cạnh cắt của lưỡi cắt. Các vết nứt này sau đó lan rộng và gặp nhau, khiến vật liệu bị cắt.
Máy cắt—từ mô hình thủ công đến mô hình thủy lực và cơ khí—được sử dụng để thực hiện quy trình này một cách hiệu quả và chính xác, đặc biệt là trong các ứng dụng công nghiệp hoặc khối lượng lớn.
3.0Gặm nhấm là gì?
Nibbling thường được sử dụng thay thế cho đột dập. Phương pháp này được thiết kế để cắt các chi tiết phẳng từ tấm kim loại và phù hợp với nhiều hình dạng từ đơn giản đến phức tạp. Quy trình này chủ yếu được sử dụng để sản xuất các linh kiện số lượng nhỏ.
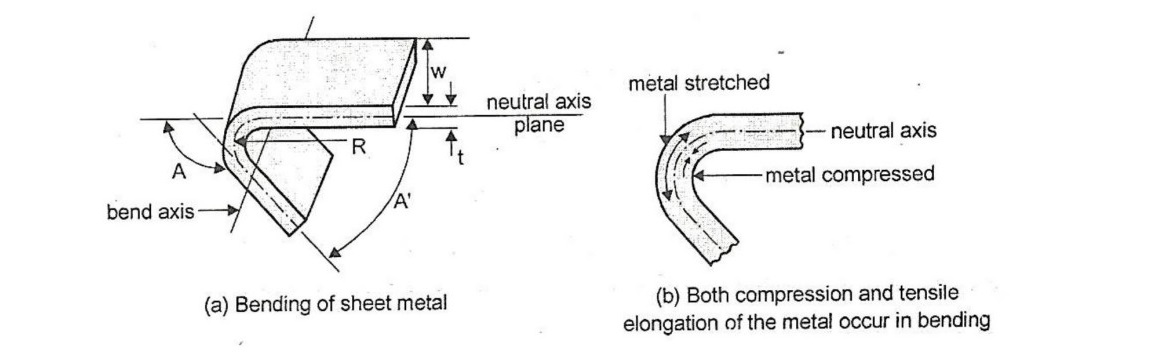
4.0Uốn cong là gì?
Uốn là quá trình biến đổi một tấm kim loại thẳng thành dạng cong. Trong quá trình uốn, vật liệu chịu cả ứng suất kéo và ứng suất nén, dẫn đến biến dạng dẻo vượt quá giới hạn đàn hồi nhưng dưới giới hạn bền.
Các loại uốn cong phổ biến bao gồm:
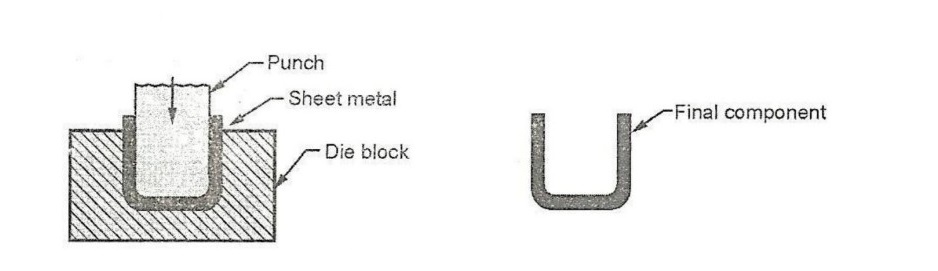
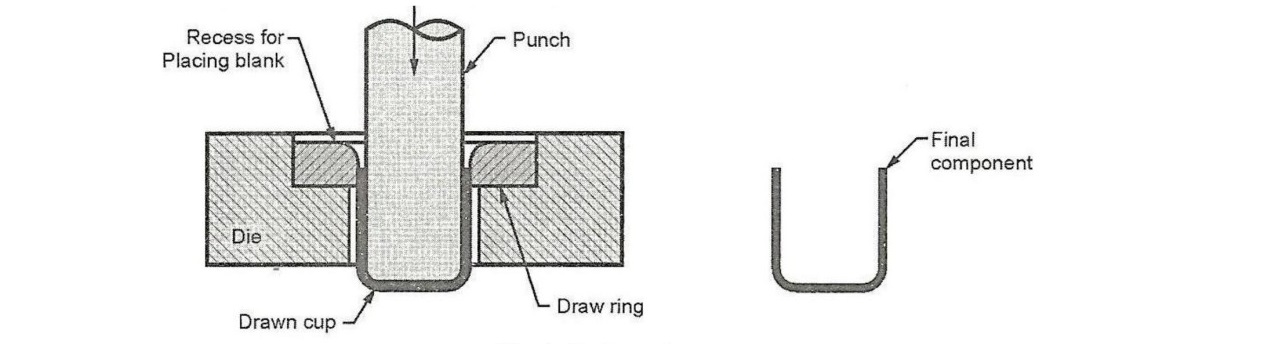
- Uốn chữ U
Uốn chữ U (còn gọi là uốn kênh) sử dụng khoang khuôn có hình dạng chữ "U", tạo ra một chi tiết có hình dạng chữ U. Thao tác này thường được thực hiện bằng cách sử dụng máy ép phanh máy móc được trang bị khuôn hình chữ U. - Uốn chữ V
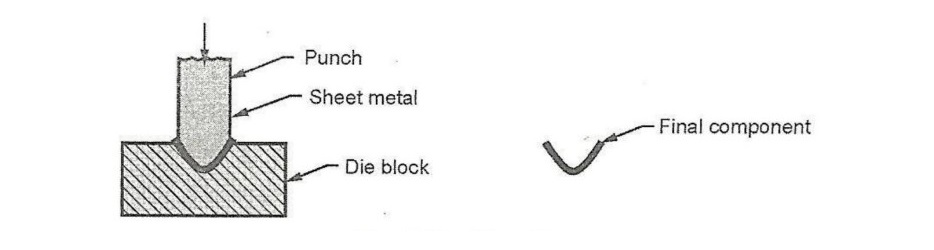
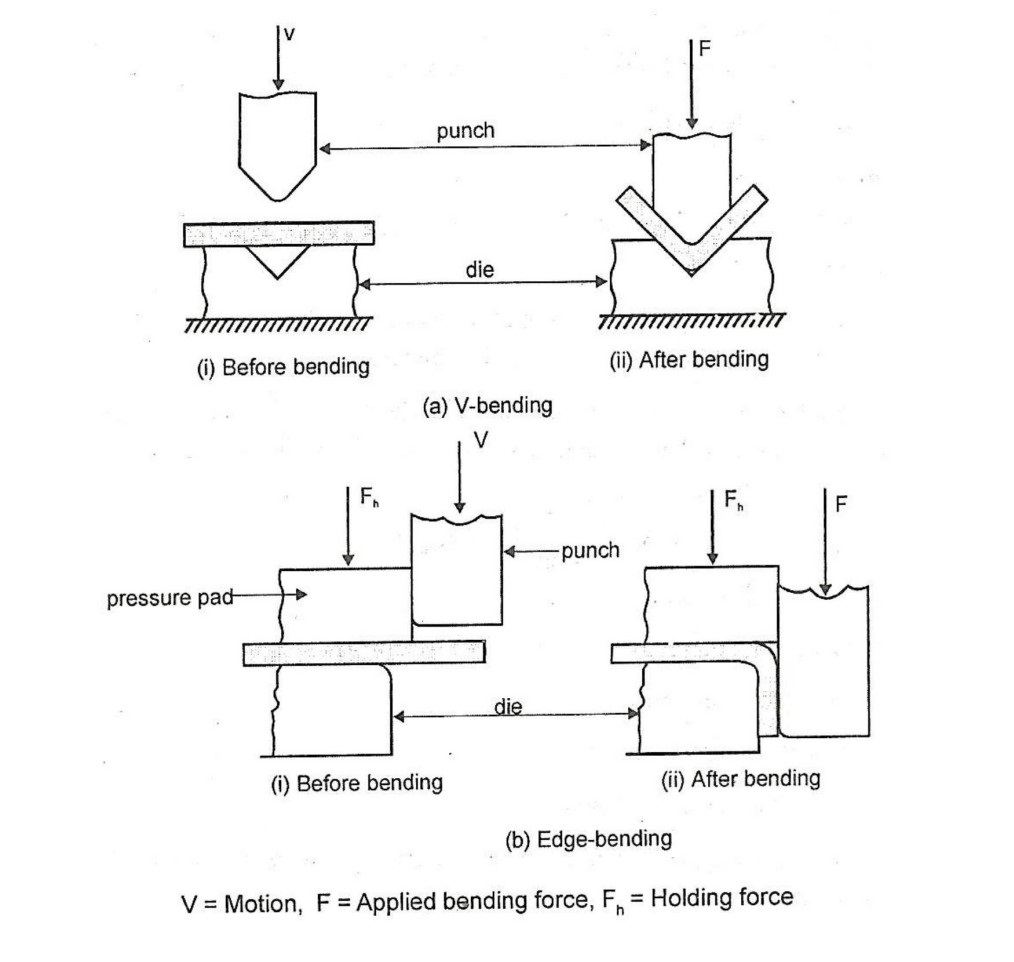
Uốn chữ V sử dụng đầu đột hình nêm và khuôn chữ V. Góc uốn chữ V có thể thay đổi từ nhọn đến tù, thậm chí 90°. Đây là một trong những kỹ thuật uốn được sử dụng rộng rãi nhất trong các hoạt động ép thủy lực nhờ tính linh hoạt và độ chính xác của nó. - Uốn góc
Uốn góc là thuật ngữ chung để chỉ việc uốn tấm kim loại ở một góc nhọn. Nó cũng có thể được thực hiện bằng cách sử dụng máy ép phanh, tùy thuộc vào hình dạng và góc yêu cầu. - Quăn
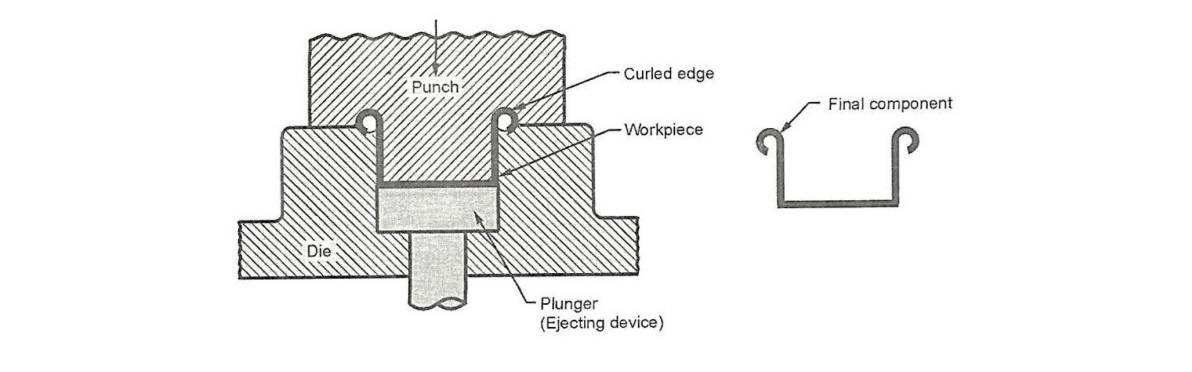
Uốn cong là quá trình uốn cong mép tấm kim loại quanh khuôn. Cả đầu đột và khuôn đều chứa các khoang rỗng để định hình vật liệu. Sau khi hoàn thành, đầu đột sẽ thụt vào và chi tiết được đẩy ra bằng một pít-tông. Phương pháp này được sử dụng để chế tạo trống, chảo, nồi và các vật dụng tương tự. - Uốn cuộn
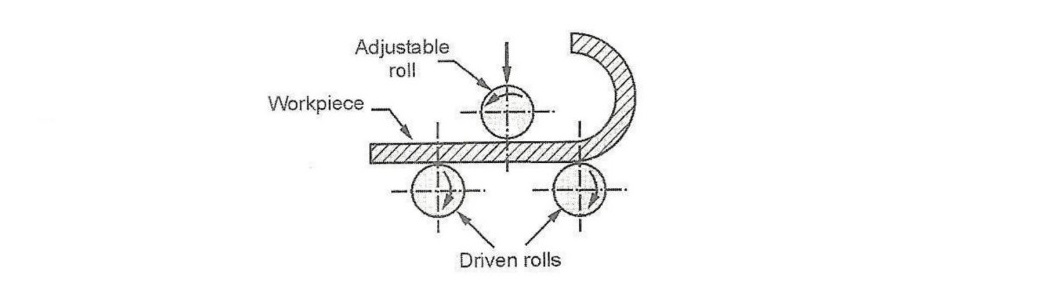
Uốn trục sử dụng một bộ trục để uốn dần các tấm kim loại lớn thành các phần cong. Phương pháp này thường được sử dụng để chế tạo bồn chứa lớn, bình chịu áp lực, đường ống và các bộ phận kết cấu. - Uốn trong máy 4 thanh trượt
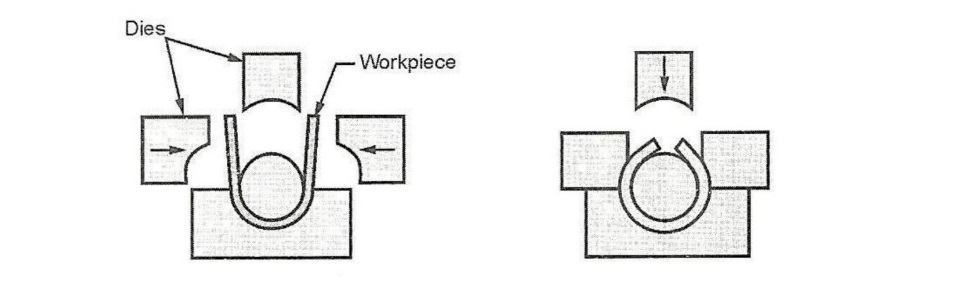
Phương pháp này được sử dụng cho các chi tiết tương đối ngắn. Những máy này có thiết kế khác nhau và sử dụng cả chuyển động dọc và ngang của khuôn để tạo ra các hình dạng phức tạp. - Uốn cạnh
Uốn cạnh liên quan đến tải trọng dạng đòn bẩy, trong đó một miếng đệm áp lực giữ phôi vào khuôn trong khi một cú đấm buộc kim loại uốn cong qua cạnh. Nhấn phanh Được trang bị khuôn gạt cũng có thể thực hiện kiểu uốn này. Uốn cạnh thường bị giới hạn ở góc 90° hoặc nhỏ hơn, mặc dù khuôn gạt có thể được thiết kế cho các góc lớn hơn.
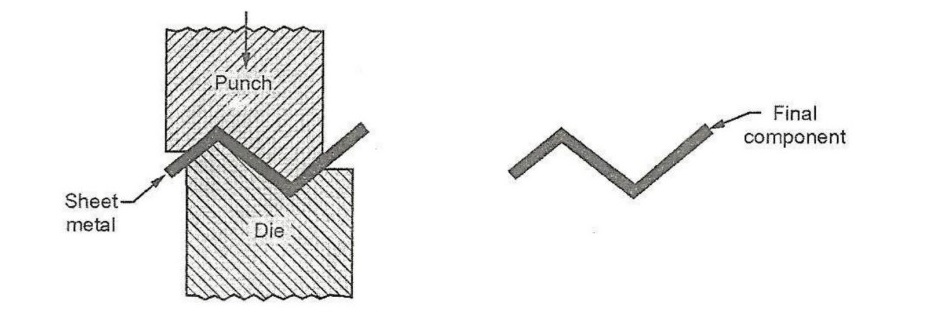
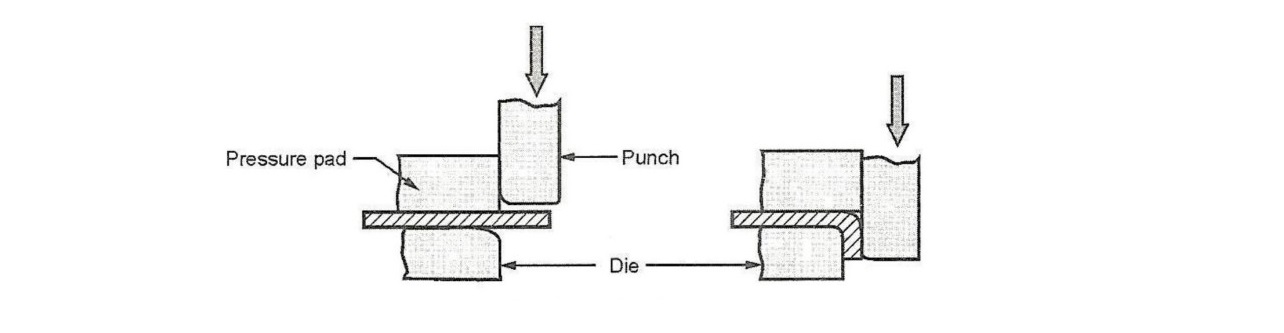
Do độ phức tạp của miếng đệm áp suất và khuôn lau nên phương pháp này tốn kém hơn nhưng lại phù hợp với sản xuất số lượng lớn.
5.0Vẽ là gì?
Kéo là một quá trình trong đó một đầu đột dập ép một tấm kim loại phẳng vào khoang khuôn, khiến vật liệu chảy dẻo và có hình dạng giống như một chiếc cốc. Quá trình này được sử dụng để tạo ra các chi tiết rỗng từ các tấm phẳng.
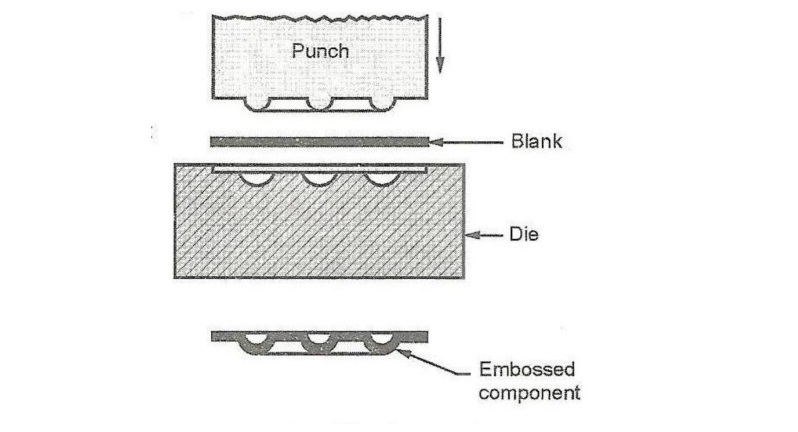
6.0Dập nổi là gì?
Dập nổi được sử dụng để tạo các họa tiết nổi hoặc lõm trên tấm kim loại cho mục đích trang trí hoặc chức năng. Nó có thể được sử dụng để in logo, nhãn hiệu, số hiệu sản phẩm hoặc các dấu hiệu nhận dạng khác.
7.0Sự hình thành là gì?
Trong quá trình tạo hình, kim loại được gia công vượt quá giới hạn chảy để duy trì hình dạng mới vĩnh viễn, tái tạo trực tiếp đường viền của khuôn và chày. Không giống như quá trình kéo, quá trình này không tạo ra dòng chảy kim loại đáng kể. Quy trình này được sử dụng để sản xuất các mặt hàng như tấm cửa, đồ nội thất bằng thép và thân máy bay.
8.0Coining (Squeezing) là gì?
Đúc tiền là một quá trình tạo hình chính xác, trong đó một phôi kim loại được đặt giữa đầu đột và khuôn, sau đó được tạo áp lực cao. Kim loại chảy dẻo ở trạng thái nguội, lấp đầy hoàn toàn khoang khuôn. Quá trình này được sử dụng để sản xuất tiền xu, huy chương và các chi tiết trang trí với bề mặt tinh xảo.
9.0Hiểu về cơ học uốn và các phương pháp phổ biến
Trong uốn tấm kim loại, kim loại bị kéo căng quanh một trục thẳng. Vật liệu bên trong chỗ uốn bị nén, trong khi vật liệu bên ngoài bị kéo giãn. Kim loại bị biến dạng dẻo để chỗ uốn vẫn giữ nguyên hình dạng sau khi ứng suất được giải phóng. Uốn thường không làm thay đổi đáng kể độ dày của vật liệu.
Hai phương pháp uốn phổ biến là:
- Uốn chữ V: Được thực hiện bằng đầu đột và khuôn hình chữ V, phương pháp này cho phép tạo ra nhiều góc uốn từ nhọn đến tù. Phương pháp này thường được sử dụng cho các ứng dụng sản xuất thấp và thường được thực hiện trên máy ép thủy lực. Khuôn chữ V tương đối đơn giản và không tốn kém.
- Uốn cạnh: Phương pháp này sử dụng một miếng đệm áp lực để giữ chặt phần đế của phôi trong khi một đầu đột uốn cong tấm kim loại qua mép khuôn. Việc uốn cong mép chỉ giới hạn ở góc 90° hoặc nhỏ hơn, trừ khi sử dụng các khuôn gạt phức tạp hơn. Các khuôn này đắt hơn khuôn chữ V nhưng phù hợp cho sản xuất số lượng lớn.
10.0Các yếu tố quan trọng trong uốn cong: Độ uốn cong, độ đàn hồi và lực
Phụ cấp uốn cong
Khi bán kính uốn nhỏ so với độ dày vật liệu, vật liệu có xu hướng bị giãn trong quá trình uốn. Việc ước tính chính xác độ giãn này là rất quan trọng để đảm bảo chi tiết cuối cùng đáp ứng các thông số kỹ thuật thiết kế. Dung sai uốn (BA) là chiều dài ước tính của trục trung hòa trước khi uốn và có tính đến độ giãn của vật liệu. Có thể tính toán dung sai uốn bằng công thức chung:
BA = (π / 180) × A × (R + K × t)
Ở đâu:
- BA = Độ cong cho phép (tính bằng mm)
- A = Góc uốn cong (độ)
- R = Bán kính uốn cong bên trong (mm)
- t = Độ dày của vật liệu (mm)
- K = Hệ số ước tính vị trí của trục trung hòa (thường nằm trong khoảng 0,33–0,5, tùy thuộc vào vật liệu và điều kiện uốn)

Sự kéo giãn thường xảy ra khi bán kính uốn cong nhỏ so với độ dày của tấm.
Sự hồi phục
Sau khi áp lực uốn được giải phóng, năng lượng đàn hồi được lưu trữ trong vật liệu sẽ phục hồi một phần về hình dạng ban đầu — hiện tượng này được gọi là độ đàn hồi ngược. Nó được định nghĩa là sự gia tăng góc bao quanh của chi tiết uốn so với góc dụng cụ sau khi dỡ tải.
SB = θ₁ – θ₂
Ở đâu:
- SB = Độ bật ngược (độ)
- θ₁ = Góc bao gồm của phần kim loại tấm sau khi uốn
- θ₂ = Góc bao gồm của dụng cụ tạo hình
Lực uốn
Lực uốn cần thiết phụ thuộc vào các yếu tố như hình dạng khuôn dập, độ bền vật liệu, độ dày tấm và chiều rộng chi tiết. Lực uốn tối đa có thể được ước tính bằng:
F = (Kbf × TS × ω × t²) / D
Ở đâu:
- F = Lực uốn (N)
- TS = Độ bền kéo của vật liệu (MPa)
- ω = Chiều rộng của bộ phận (mm)
- t = Độ dày tấm (mm)
- D = Kích thước mở khuôn (mm)
- Kbf = Hệ số lực uốn
- 33 để uốn chữ V
- 33 để uốn cạnh
11.0Hoạt động vẽ: Tạo hình rỗng từ tấm kim loại phẳng
Kéo là một quá trình tạo hình kim loại tấm được sử dụng để tạo ra các chi tiết hình cốc, hình hộp hoặc các chi tiết rỗng khác. Một tấm kim loại phẳng được đặt lên trên khoang khuôn và được đẩy vào bằng một mũi đột. Một giá đỡ phôi giữ vật liệu cố định trong quá trình gia công.
Các ứng dụng tiêu biểu bao gồm:
- Lon nước giải khát
- Vỏ đạn
- Bồn rửa và đồ nấu nướng
- Tấm ốp ô tô
Cơ học và các giai đoạn của quá trình vẽ sâu
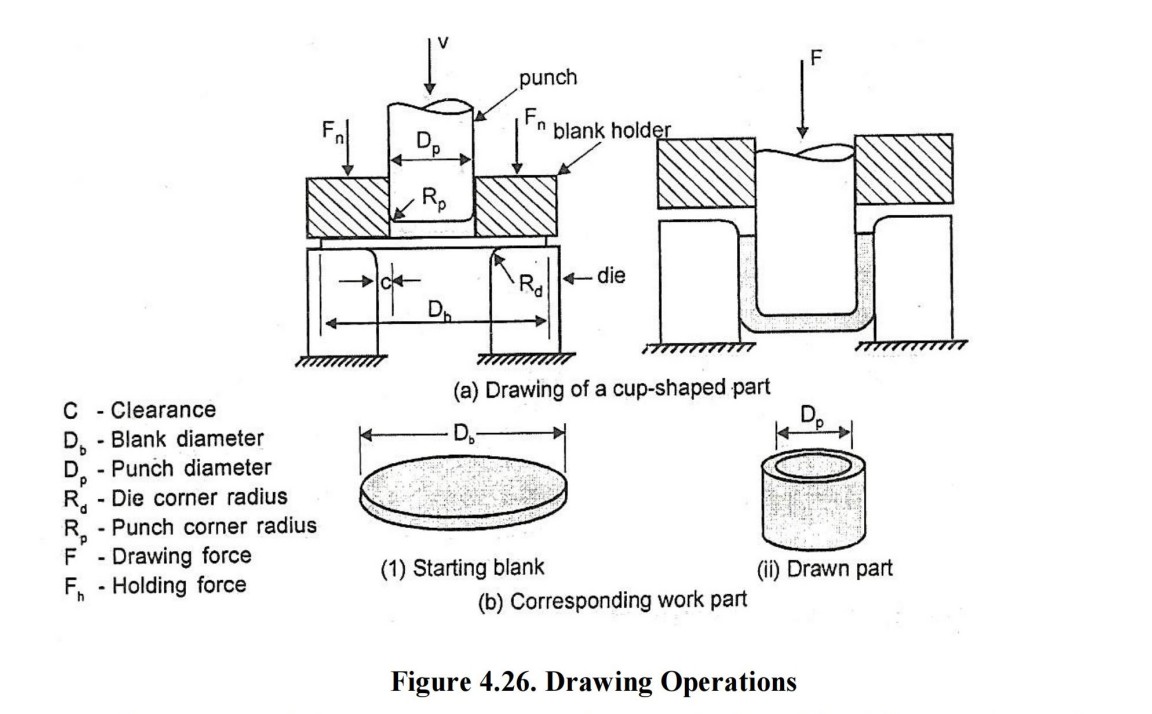
Trong quá trình vẽ cốc cơ bản:
Một phôi có đường kính Db được kéo ra bằng một mũi đột có đường kính Dp.
Đầu đột và khuôn có bán kính góc (Rp và Rd) để tránh bị rách.
Khoảng hở C được bố trí giữa chày và khuôn:
C ≈ 1,1 × t
Có hai lực tác dụng:
Lực đấm (F) để biến dạng
Lực giữ phôi (Fh) để kiểm soát dòng chảy kim loại
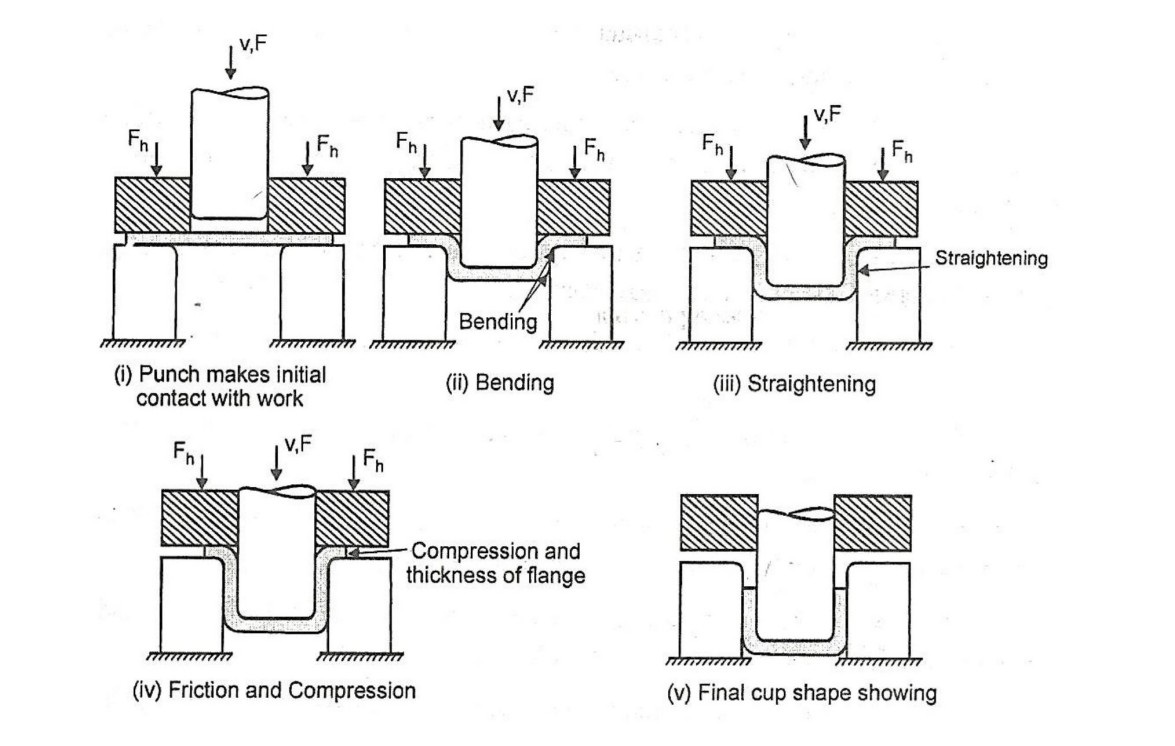
Các giai đoạn của quá trình vẽ sâu bao gồm:
Tiếp xúc ban đầu – Kim loại được uốn cong trên bán kính khuôn và đột.
Làm thẳng – Các khu vực trước đó bị cong sẽ được làm thẳng khi chúng được kéo vào khuôn.
Kéo và nén – Vật liệu chảy từ mặt bích vào khoang khuôn.
Ma sát (tĩnh → động) cản trở dòng chảy.
Lực nén ở mặt bích gây ra hiện tượng dày lên và có khả năng nhăn.
Tiếp tục kéo – Đấm tiếp tục đi xuống, kéo kim loại vào khuôn.
Có thể xảy ra hiện tượng loãng ở thành xi lanh.
Sự cân bằng giữa lực giữ phôi và lực ma sát là rất quan trọng.
Thông thường cần phải bôi trơn.
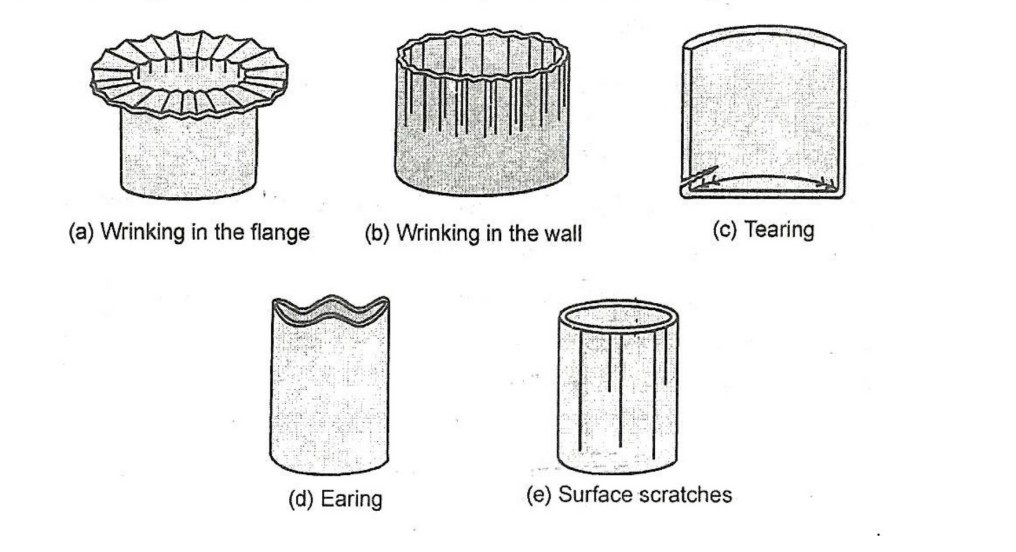
Những lỗi thường gặp trong bản vẽ
- Nếp nhăn ở mặt bích: Các gờ xuyên tâm do uốn cong nén.
- Nếp nhăn trên tường: Các nếp nhăn ở mặt bích bị kéo vào tường thẳng đứng.
- Rách: Các vết nứt mở gần đáy do ứng suất kéo cao.
- Tai: Các cạnh không đều (tai) do tính dị hướng của tấm.
- Vết xước bề mặt: Do bề mặt khuôn thô ráp hoặc bôi trơn kém.
Hoạt động tạo hình kéo giãn: Tấm có đường viền lớn dành cho hàng không vũ trụ và ô tô
Tạo hình kéo giãn tạo ra những tấm lớn, có đường viền chính xác bằng cách kéo giãn kim loại vượt quá giới hạn đàn hồi của nó trên một khối tạo hình.
Sự phục hồi là một vấn đề quan trọng, chịu ảnh hưởng bởi:
- Loại vật liệu
- Độ dày
- Độ cứng
- Bán kính uốn cong (bán kính lớn hơn gây ra sự bật lại lớn hơn)
Phương pháp giảm độ bật ngược
Kéo giãn quá mức bằng cách sử dụng các khối hình chữ V
Thiết lập góc: Cắt góc để giải phóng ứng suất đàn hồi còn lại
Phương pháp tạo hình kéo giãn
Phương pháp khối hình
Phôi được kéo căng trên một khối hình dạng duy nhất (khuôn đực).
Phương pháp ghép khuôn
Sử dụng cả khuôn đực và khuôn cái để có độ chính xác và khả năng lặp lại cao hơn.
12.0Phần kết luận
Tóm lại, các quy trình gia công kim loại tấm như cắt, gọt, uốn, kéo, dập nổi và dập nổi đều đóng vai trò quan trọng trong việc định hình các tấm kim loại thành các thành phần chức năng và chính xác.
Nắm vững các cơ chế và biến số ảnh hưởng đến các quy trình này—bao gồm dung sai uốn, độ đàn hồi và thiết kế dụng cụ—cho phép các nhà sản xuất giảm thiểu khuyết tật và tối ưu hóa sản xuất. Cho dù bạn đang sản xuất các bộ phận phẳng đơn giản hay phức tạp
Đối với các tấm kim loại có đường viền, việc thành thạo các kỹ thuật này là chìa khóa để chế tạo tấm kim loại thành công.
13.0Câu hỏi thường gặp
Câu hỏi 1: Sự khác biệt chính giữa uốn và kéo trong chế tạo kim loại tấm là gì?
A1: Uốn cong làm thay đổi hình dạng bằng cách biến dạng dẻo kim loại quanh một trục mà không có dòng vật liệu đáng kể, trong khi kéo liên quan đến việc kéo vật liệu vào khoang khuôn, khiến dòng chảy dẻo tạo thành hình dạng rỗng.
Câu hỏi 2: Làm thế nào để giảm thiểu hiện tượng bật ngược khi uốn cong?
A2: Có thể giảm độ đàn hồi bằng cách uốn cong quá mức, lựa chọn dụng cụ phù hợp, sử dụng vật liệu có độ đàn hồi thấp hơn và áp dụng các tính toán cho phép uốn cong thích hợp trong quá trình thiết kế.
Câu 3: Khi nào thì cắn được ưa chuộng hơn cắn trắng?
A3: Phương pháp cắt nibbling được ưa chuộng khi cắt các đường viền phức tạp hoặc các đợt sản xuất nhỏ khi mà việc sử dụng khuôn cắt phôi sẽ tốn kém hoặc không thực tế.
Câu hỏi 4: Nguyên nhân nào gây ra nếp nhăn khi vẽ sâu và làm thế nào để ngăn ngừa chúng?
A4: Nếp nhăn xuất hiện do ứng suất nén ở vùng mặt bích. Có thể giảm thiểu chúng bằng cách tối ưu hóa lực kẹp phôi, bôi trơn và hình dạng dụng cụ.
Câu 5: Tại sao bôi trơn lại quan trọng trong quá trình tạo hình và kéo?
A5: Bôi trơn làm giảm ma sát giữa tấm kim loại và dụng cụ, ngăn ngừa hư hỏng bề mặt, mài mòn dụng cụ quá mức và các khuyết tật như rách hoặc nhăn.




