

1.0Định nghĩa và đặc điểm cốt lõi của rèn
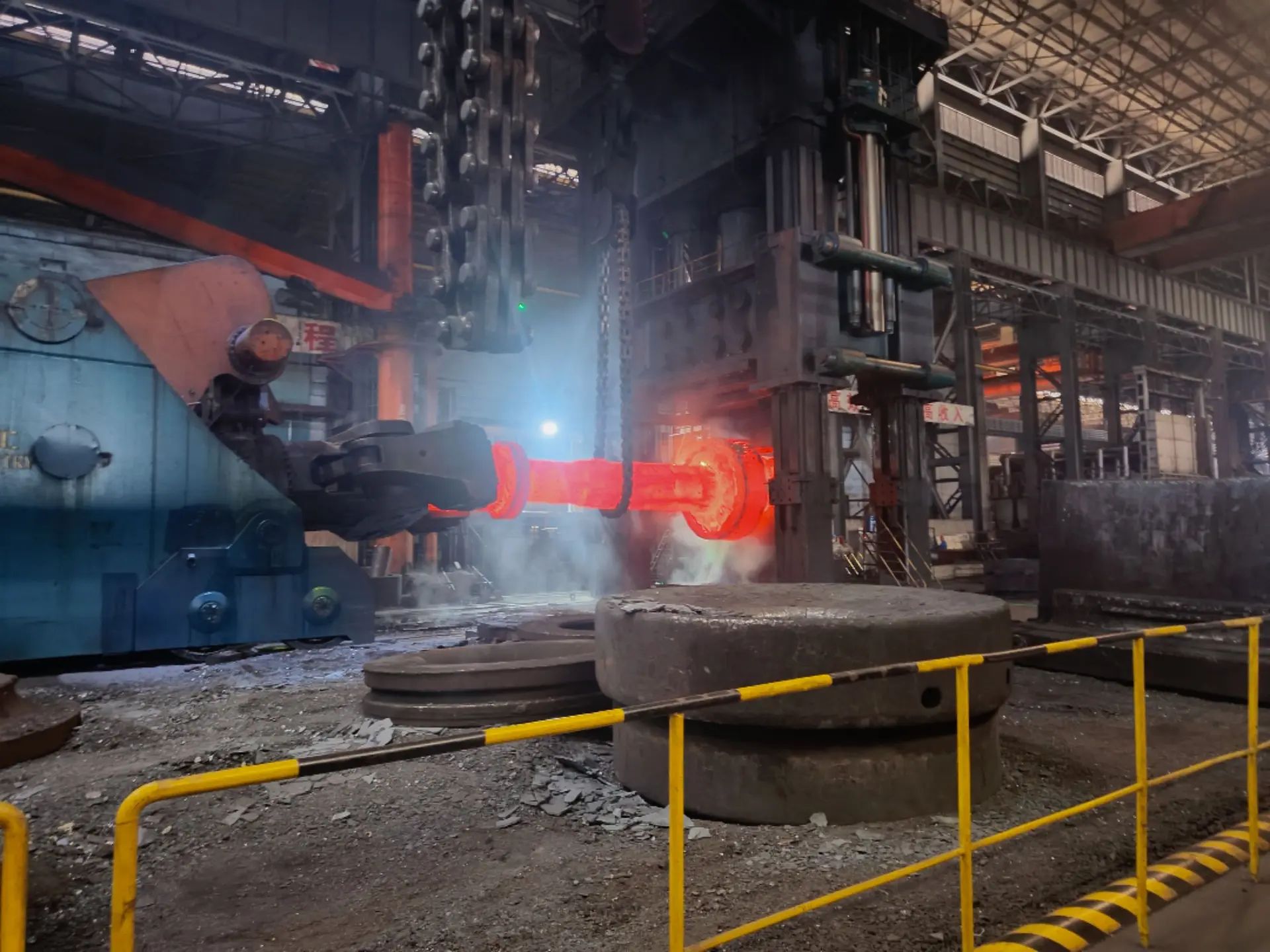
Rèn là một quá trình sản xuất liên quan đến việc định hình kim loại bằng lực nén cục bộ. Các cú đập được thực hiện bằng búa (thường là búa máy) hoặc khuôn. Rèn thường được phân loại theo nhiệt độ thực hiện: rèn nguội (một loại gia công nguội), rèn ấm, hoặc rèn nóng (một loại gia công nóng). Đối với hai loại sau, kim loại được nung nóng, thường là trong lò rèn. Các chi tiết rèn có thể có trọng lượng từ dưới một kilôgam đến hàng trăm tấn. Rèn đã được thực hiện bởi thợ rèn trong nhiều thiên niên kỷ; các sản phẩm truyền thống bao gồm đồ dùng nhà bếp, đồ kim khí, dụng cụ cầm tay, vũ khí sắc bén, chũm chọe và đồ trang sức.
Kể từ cuộc Cách mạng Công nghiệp, các chi tiết rèn được sử dụng rộng rãi trong các cơ cấu và máy móc ở những nơi cần độ bền cao; các chi tiết rèn này thường đòi hỏi quá trình xử lý tiếp theo (như gia công) để tạo ra một chi tiết hoàn thiện. Ngày nay, rèn là một ngành công nghiệp lớn trên toàn thế giới.

2.0Phân loại theo nhiệt độ rèn
Cơ sở chính để phân loại nhiệt độ là nhiệt độ kết tinh lại của kim loại - điểm tới hạn mà tại đó các nguyên tử sắp xếp lại để tạo thành các hạt mới. Dựa trên điều này, rèn có thể được chia thành rèn nóng, rèn ấm và rèn nguội.
2.1Rèn nóng
- Phạm vi nhiệt độ: Đối với thép, nhiệt độ thường là 950–1260°C (thay đổi tùy theo từng loại kim loại và hợp kim).
- Các tính năng chính:
- Độ dẻo kim loại tuyệt vời, khả năng định hình tốt và lực định hình thấp.
- Sự làm cứng được bù đắp bằng quá trình kết tinh lại, dẫn đến ứng suất bên trong thấp.
- Có thể tạo ra cặn oxit, dẫn đến bề mặt hoàn thiện kém và độ chính xác về kích thước thấp.
- Ứng dụng: Rèn lớn (ví dụ: trục, moay-ơ), tạo hình thô các hợp kim cường độ cao. Phù hợp cho sản xuất hàng loạt khi không yêu cầu độ chính xác cao.
2.2Rèn ấm
- Phạm vi nhiệt độ: Thấp hơn nhiệt độ kết tinh lại nhưng cao hơn phạm vi rèn nguội. Đối với thép, thường là 650–950°C.
- Các tính năng chính:
- Ít hoặc không có vảy, bề mặt hoàn thiện tốt hơn so với rèn nóng.
- Độ chính xác về kích thước giữa rèn nóng và rèn nguội, lực tạo hình thấp hơn rèn nguội.
- Khả năng tạo hình giảm nhẹ so với rèn nóng; cần kiểm soát nhiệt độ chính xác để tránh nứt.
- Ứng dụng: Các bộ phận có độ chính xác từ trung bình đến nhỏ như phôi bánh răng, yêu cầu chất lượng bề mặt nhưng không cần độ chính xác rèn nguội cực cao.
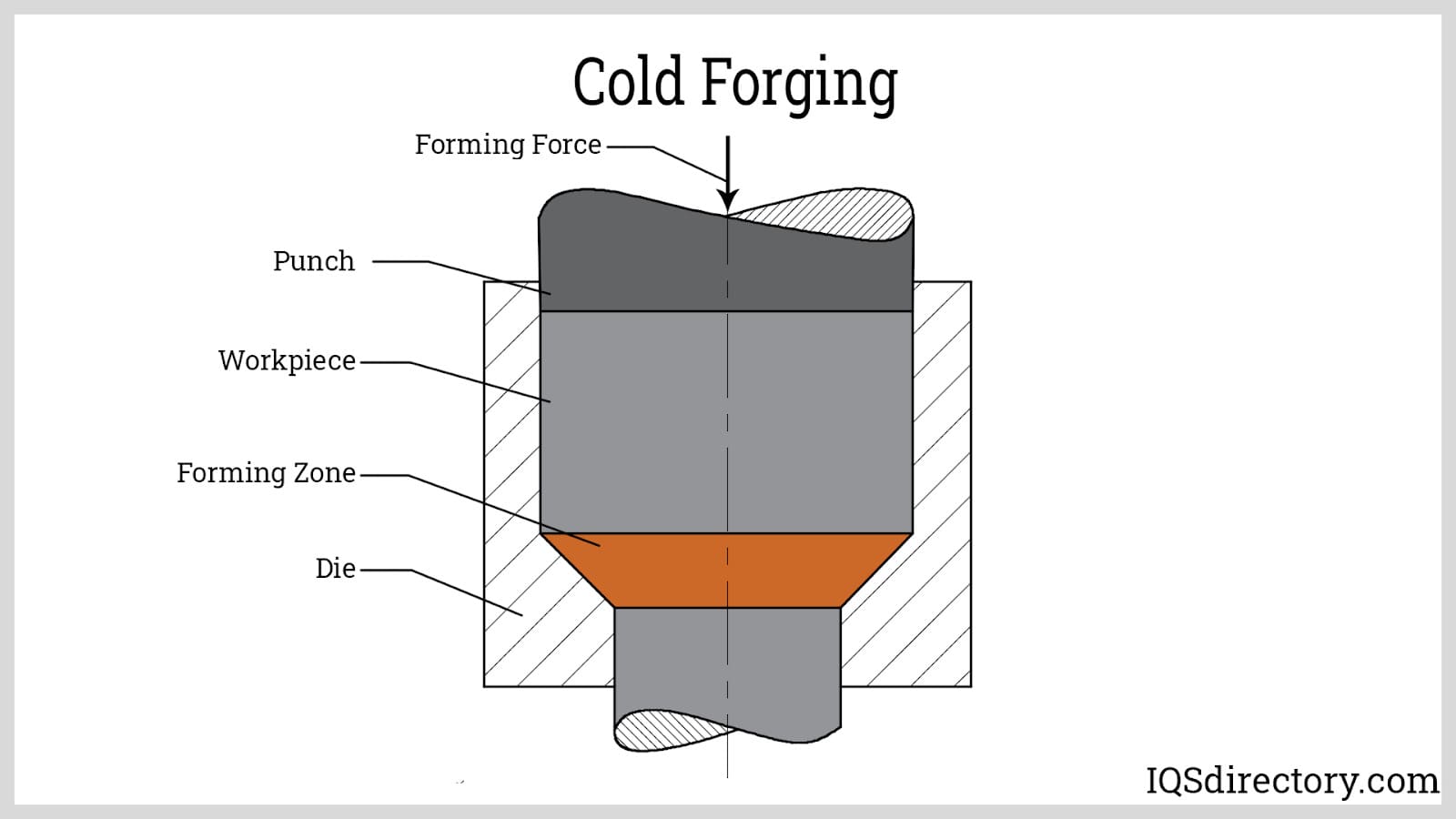
2.3Rèn nguội
- Phạm vi nhiệt độ: Đối với thép, thường ở nhiệt độ phòng đến ~150°C; nhôm và đồng được rèn nguội ở nhiệt độ phòng, trong khi 200–400°C được coi là rèn ấm để cải thiện độ dẻo và giảm tải trọng tạo hình.
- Các tính năng chính:
- Không bị oxy hóa, bề mặt hoàn thiện cao, có khả năng đạt được dung sai ±0,3 mm.
- Quá trình tôi luyện đáng kể giúp cải thiện độ bền kéo và khả năng chống mỏi.
- Yêu cầu lực tạo hình cao và thiết bị mạnh mẽ; chỉ giới hạn ở các kim loại dẻo như nhôm, đồng và thép ít cacbon.
- Ứng dụng: Các chi tiết cố định chính xác (bu lông, vít) và các thành phần cấu trúc nhỏ (vòng bi) trong đó dung sai lắp ráp phải được đáp ứng trực tiếp.
Đọc sách được đề xuất:Quy trình rèn nguội: Nguyên lý, ưu điểm, ứng dụng và công nghệ chính
3.0Phân loại theo ràng buộc Die
Rèn cũng có thể được phân loại theo mức độ bao bọc khuôn: rèn khuôn hở và rèn khuôn kín.
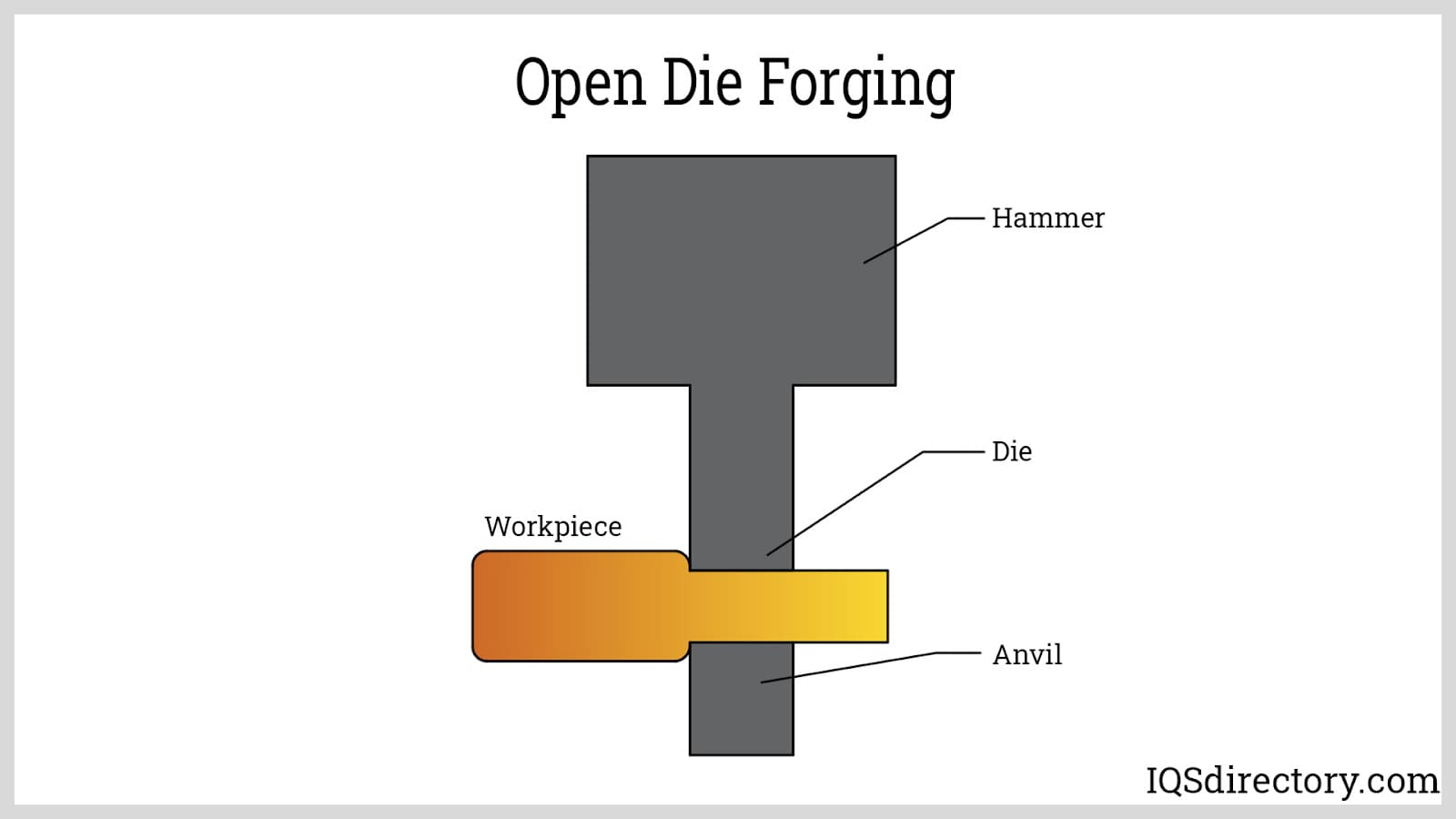
3.1Rèn khuôn hở (Rèn Smith)
- Nguyên lý quy trình: Sử dụng khuôn chỉ bao phủ một phần phôi. Kim loại nóng chảy được định hình bằng cách đập hoặc ép liên tục trong khi vẫn chảy tự do ra ngoài, đòi hỏi phải định vị lại thủ công.
- Thuận lợi: Cấu trúc khuôn đơn giản, chi phí thấp, có khả năng rèn các chi tiết lớn hoặc không đều. Dòng chảy hạt có thể được định hướng để tăng cường độ. Phù hợp cho sản xuất hàng loạt nhỏ hoặc tùy chỉnh.
- Nhược điểm: Phụ thuộc vào người vận hành, độ đồng nhất về kích thước kém, dung sai gia công cao, hiệu suất sử dụng vật liệu thấp.
- Sản phẩm tiêu biểu: Trục lớn, đĩa, khối và các bộ phận công nghiệp tùy chỉnh.
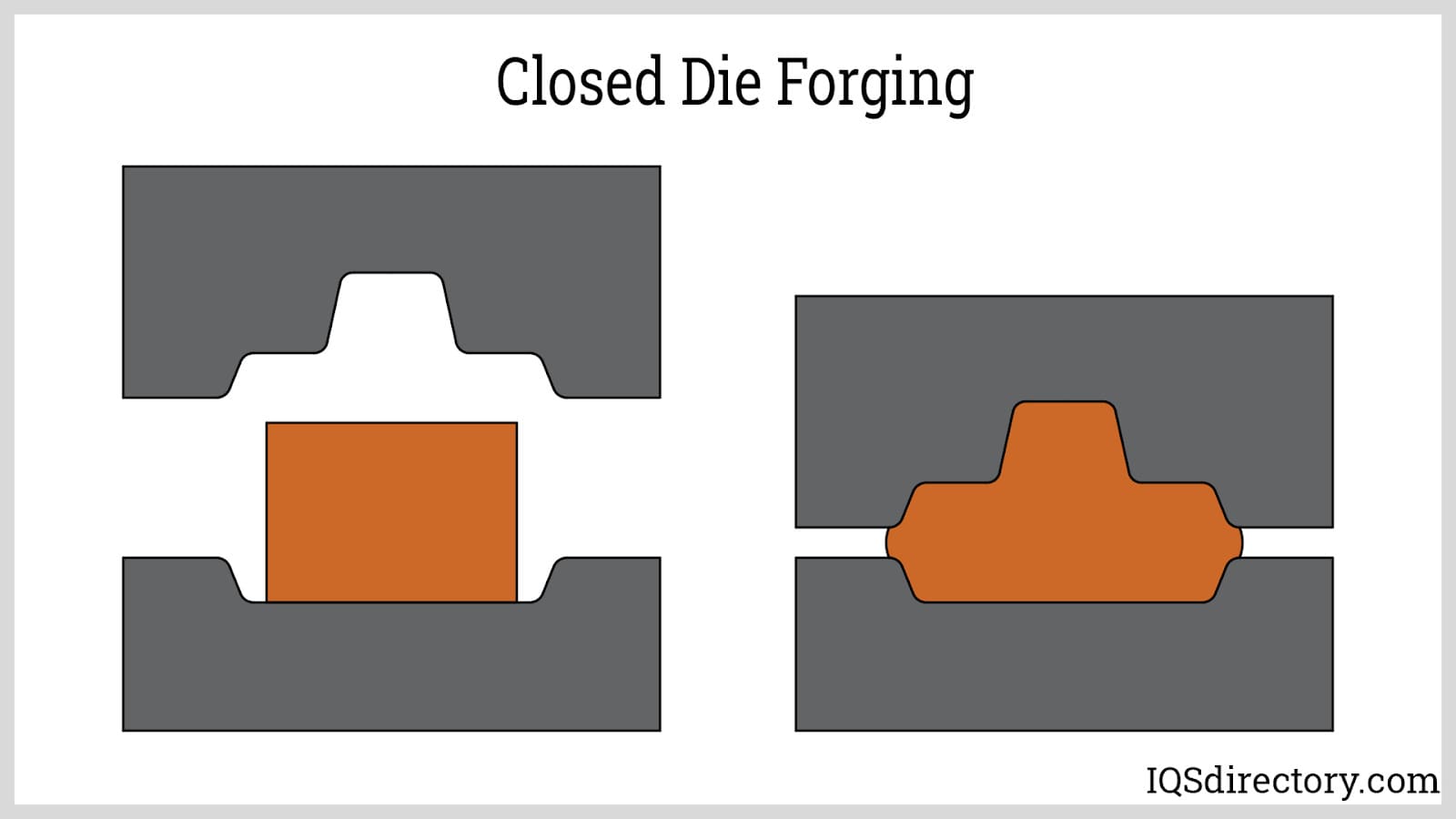
3.2Rèn khuôn kín (Rèn khuôn dập)
- Nguyên lý quy trình: Khuôn trên và khuôn dưới tạo thành một khoang khớp với hình dạng chi tiết. Phôi được nung nóng trước sẽ lấp đầy khoang dưới áp lực; vật liệu dư chảy ra dưới dạng flash, sau đó được cắt gọt. Rèn không flash bao bọc toàn bộ khoang để tránh flash.
- Thuận lợi: Độ chính xác kích thước cao, độ lặp lại tốt, phù hợp cho sản xuất hàng loạt. Dòng chảy hạt đồng đều với hình dạng chi tiết, cải thiện các đặc tính cơ học.
- Nhược điểm: Thiết kế khuôn phức tạp, chi phí gia công cao, yêu cầu về phôi và bôi trơn nghiêm ngặt đối với rèn không nung. Đầu tư ban đầu cao.
- Sản phẩm tiêu biểu: Linh kiện ô tô (thanh truyền, bánh răng), bộ phận dụng cụ, cấu trúc chính xác từ trung bình đến nhỏ.
4.0Phân loại theo thiết bị và hoạt động
4.1Rèn thả
- Nguyên tắc: Rèn rơi sử dụng búa hoặc chày, được dẫn động bằng hơi nước, thủy lực, khí nén hoặc điện, đập xuống phôi để làm biến dạng phôi ngay lập tức. Có cả hai loại rèn khuôn hở và rèn khuôn kín. Rèn khuôn hở đòi hỏi phải định vị lại phôi thủ công, trong khi rèn khuôn kín cho phép vật liệu thừa chảy ra dưới dạng flash. Các thiết lập hiện đại thường sử dụng Búa rèn khí nén để tạo ra tác động có kiểm soát, tần số cao, cải thiện tính nhất quán và giảm mệt mỏi cho người vận hành.
- Ứng dụng: Thích hợp cho các chi tiết vừa và nhỏ như trục, dụng cụ nông nghiệp và linh kiện cơ khí. Rèn khuôn hở có thể tạo ra các hình dạng lớn hoặc không đều khi hướng dòng chảy của hạt là yếu tố quan trọng.
- Ưu điểm và hạn chế: Biến dạng nhanh, tính chất định hướng mạnh; tuy nhiên, độ chính xác về kích thước phụ thuộc vào kỹ năng của người vận hành và cần phải cắt gọt nhanh khi rèn khuôn kín.
4.2Rèn ép
- Nguyên tắc: Rèn ép tạo ra áp lực chậm, liên tục thay vì tác động, tạo ra biến dạng kim loại đồng đều. Quá trình này có thể được thực hiện bằng khuôn dập hở hoặc kín với máy ép cơ học hoặc thủy lực.
- Ứng dụng: Phù hợp với các thành phần lớn hoặc phức tạp, bao gồm trục khuỷu, thanh truyền và các bộ phận kết cấu cần phân bổ ứng suất đều.
- Thuận lợi: Kiểm soát biến dạng, cải thiện bề mặt hoàn thiện, độ chính xác chi tiết tốt hơn với khuôn được gia nhiệt.
- Hạn chế: Chậm hơn rèn rơi và chi phí thiết bị ban đầu cao hơn.
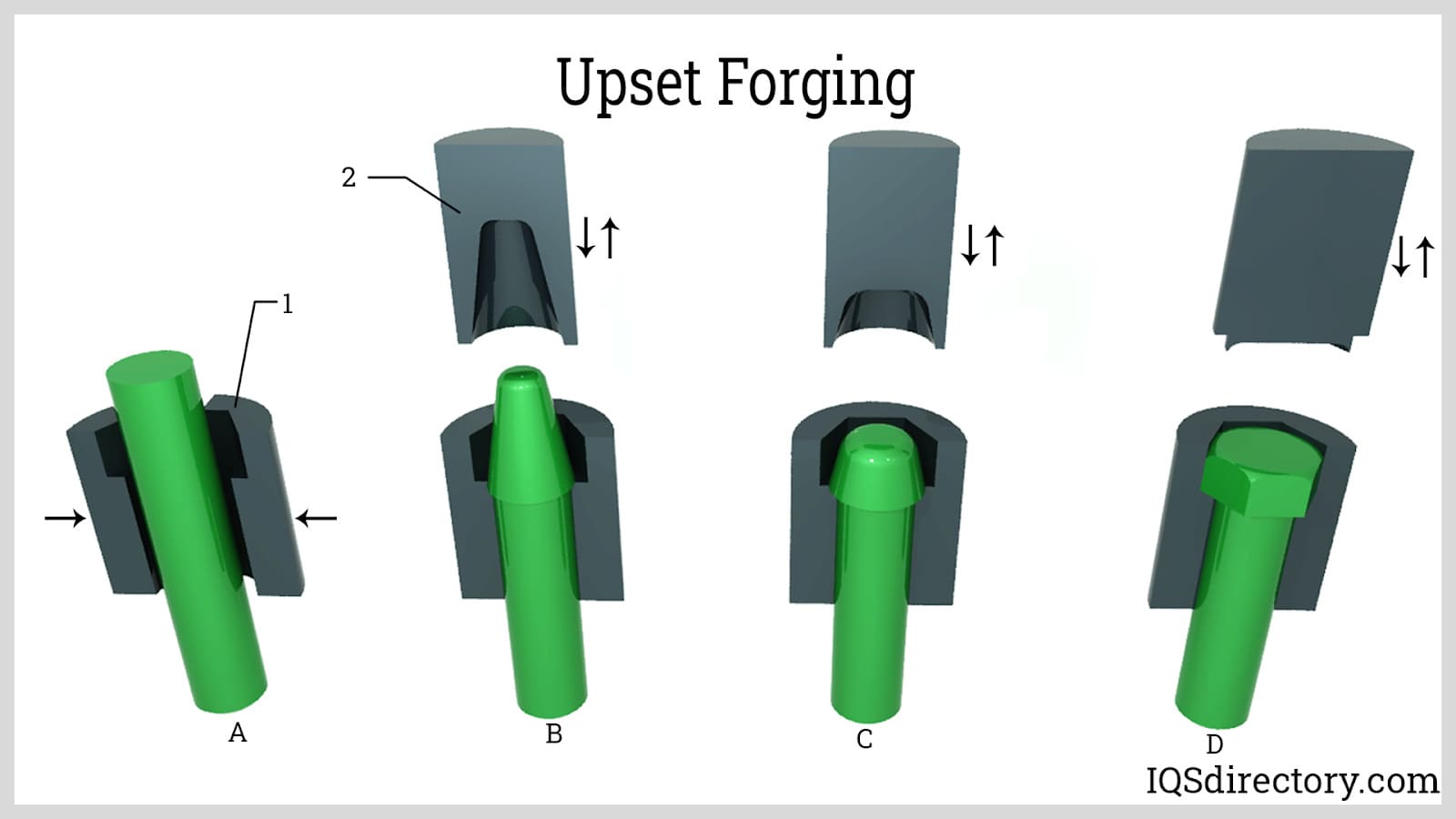
4.3Rèn đảo ngược
- Nguyên tắc: Trong rèn ép, thanh hoặc phôi được nén theo trục, làm ngắn chiều dài và tăng đường kính. Khuôn nhiều khoang cho phép tạo hình tuần tự các chi tiết.
- Ứng dụng: Các chi tiết cố định (bu lông, ốc vít), van động cơ, khớp nối và các bộ phận khác cần mở rộng đường kính. Dây chuyền sản xuất công suất lớn có thể sản xuất hàng chục đến hàng trăm chi tiết mỗi phút.
- Ghi chú: Thường được tích hợp vào hệ thống tự động cho các chi tiết cố định trong sản xuất hiện đại.
4.4Rèn nóng tự động
- Nguyên tắc: Dây chuyền rèn nóng tự động kết hợp gia nhiệt, tẩy cặn, cắt và rèn trên nhiều trạm. Quy trình không cần hàn cắt giúp giảm thiểu lãng phí vật liệu và nâng cao hiệu quả.
- Ứng dụng: Sản xuất số lượng lớn các bộ phận đối xứng từ nhỏ đến trung bình như linh kiện ô tô.
- Ưu điểm và hạn chế: Năng suất cao, chất lượng đồng đều; tốc độ sản xuất và dung sai phụ thuộc vào hình dạng chi tiết. Đầu tư thiết bị lên đến hàng triệu đô la, và dây chuyền thường được thiết kế cho các chi tiết nhỏ, đối xứng.
Nhiều hiện đại Máy rèn trục CNC được sử dụng trong các dây chuyền rèn nóng tự động để kiểm soát biến dạng chính xác và đảm bảo khả năng lặp lại trên các lô hàng lớn.
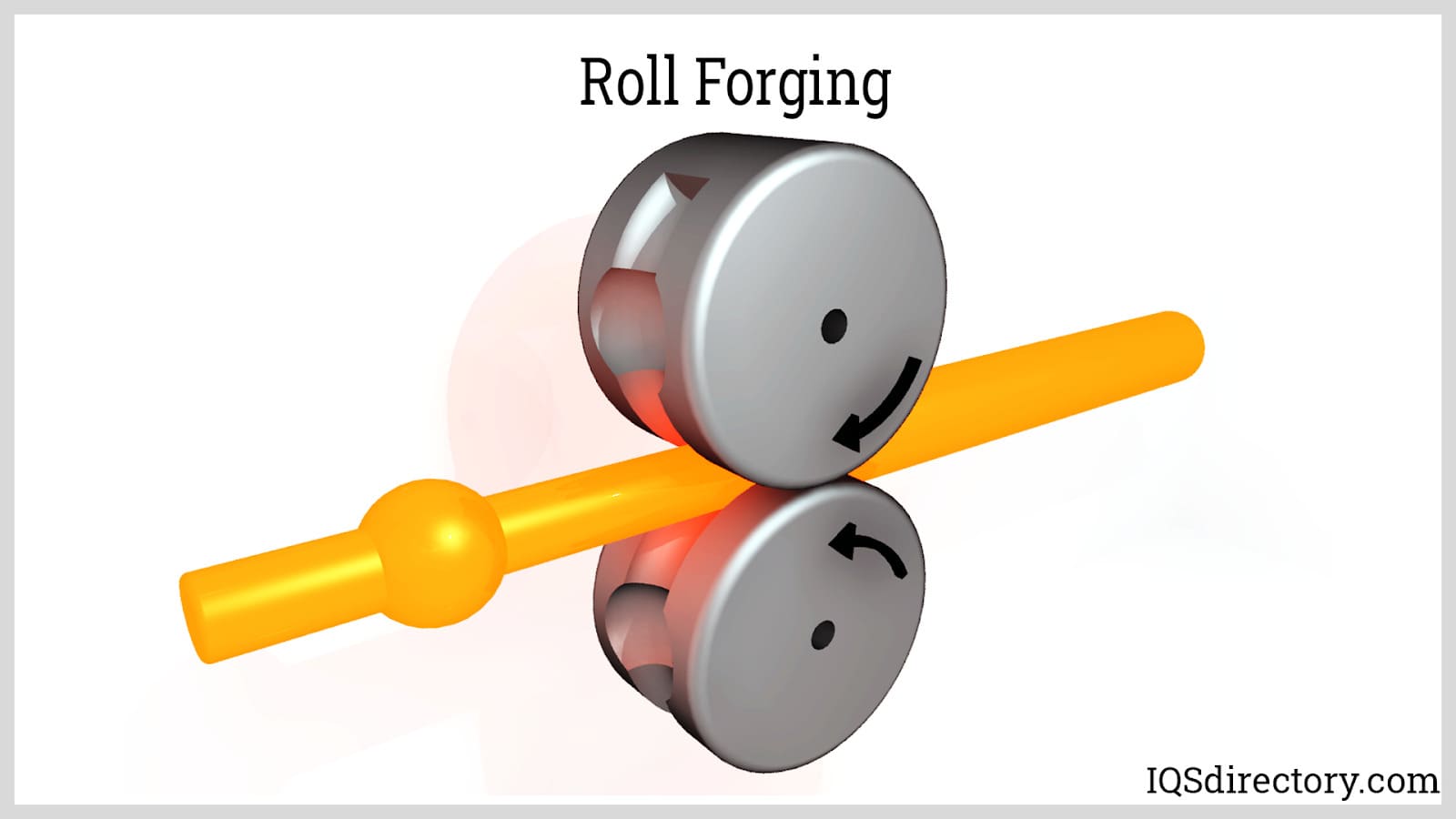
4.5Rèn cán
- Nguyên tắc: Các thanh thép được gia nhiệt đi qua các con lăn có rãnh để giảm độ dày và kéo dài phôi. Nhiều lần cán hoặc thay đổi con lăn sẽ tạo ra hình dạng cuối cùng.
- Ứng dụng: Trục, trục xe, lò xo và phôi dụng cụ.
- Thuận lợi: Dòng chảy hạt đồng đều, không có tia lửa, thích hợp cho sản xuất liên tục các thành phần dài.
Máy rèn trục CNC cung cấp khả năng kiểm soát chính xác tốc độ cán, khe hở và độ quay của phôi, đảm bảo tính đồng nhất về kích thước và dòng chảy hạt có thể lặp lại.
4.6Vòng lăn
- Nguyên tắc: Cán vòng tạo ra các vòng liền mạch bằng cách nén các phôi rỗng giữa các trục lăn. Đường kính bên trong tăng lên trong khi độ dày thành được kiểm soát. Kích thước đa dạng từ các vòng công nghiệp nhỏ đến các đế tuabin gió lớn.
- Ứng dụng: Vòng bi, mặt bích, vòng kết cấu lớn.
- Ưu điểm và hạn chế: Hiệu suất vật liệu cao, dòng hạt được sắp xếp theo chu vi; yêu cầu phôi rỗng được tạo hình sẵn.
Trình độ cao Máy cán vòng CNC Và Máy cán vòng hướng tâm và hướng trục cung cấp khả năng điều khiển tự động đối với quá trình mở rộng vòng, quay trục và độ dày thành, cho phép sản xuất các vòng phức tạp có hình dạng gần như lưới.

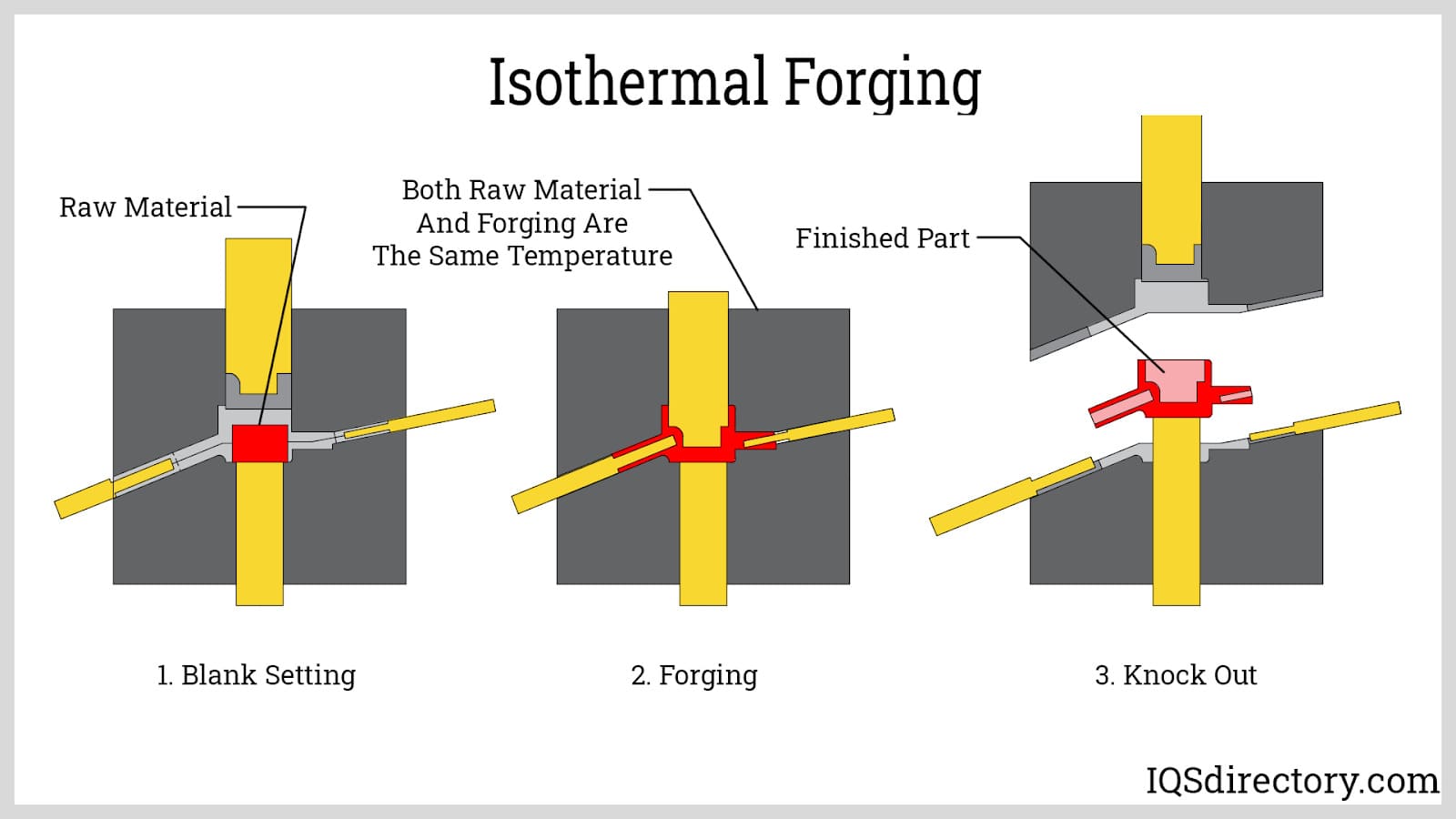
4.7Rèn đẳng nhiệt
- Nguyên tắc: Khuôn và phôi được duy trì ở nhiệt độ gần như giống hệt nhau để giảm nứt và cho phép biến dạng đồng đều.
- Ứng dụng: Hợp kim khó biến dạng, các thành phần hàng không vũ trụ như cánh tua-bin.
- Thuận lợi: Kiểm soát cấu trúc vi mô tuyệt vời và giảm thiểu sự hình thành khuyết tật.
- Hạn chế: Cần có khuôn chuyên dụng và kiểm soát nhiệt độ chính xác; chu kỳ chậm hơn so với rèn nóng thông thường.
4.8Rèn cảm ứng
- Nguyên tắc: Cảm ứng điện từ làm nóng phôi nhanh chóng và cục bộ trước khi rèn, thường kết hợp với rèn thả hoặc rèn ép.
- Ứng dụng: Các bộ phận ô tô và hàng không vũ trụ cần biến dạng cục bộ ở nhiệt độ cao.
- Thuận lợi: Sưởi ấm hiệu quả, giảm cặn, quy trình nhất quán; kiểm soát chính xác các vùng được sưởi ấm.
- Hạn chế: Đầu tư thiết bị cao; bị giới hạn bởi kích thước phôi và thiết kế cuộn dây.
5.0Các quy trình phụ trợ trong rèn
Hiệu suất cuối cùng của một chi tiết rèn không chỉ phụ thuộc vào quá trình tạo hình mà còn vào một loạt các quy trình phụ trợ được thiết kế để tối ưu hóa chất lượng luyện kim. Các kỹ thuật hỗ trợ chính bao gồm ủ, ram và bôi trơn khuôn:
Ủ:
- Mục đích: Cải thiện độ dẻo và khả năng gia công của kim loại, giảm ứng suất bên trong phát sinh trong quá trình rèn và giảm độ cứng.
- Quá trình: Quá trình rèn được nung nóng ở nhiệt độ cao hơn nhiệt độ kết tinh lại (rèn nóng sau) hoặc thấp hơn nhiệt độ kết tinh lại (rèn nguội trước), giữ trong một khoảng thời gian xác định, sau đó làm nguội một cách có kiểm soát. Việc điều chỉnh tốc độ làm nguội được sử dụng để tinh chỉnh kích thước hạt, trong khi các hạt mịn cải thiện độ dẻo dai.
- Ứng dụng:Ủ sau khi rèn nóng ngăn ngừa nứt trong quá trình gia công tiếp theo, trong khi ủ cầu hóa trước khi rèn nguội giúp tinh chỉnh cấu trúc perlit, cải thiện độ dẻo và giảm tải trọng tạo hình.
Làm nguội:
- Mục đích:Cân bằng độ cứng và độ dẻo dai của sản phẩm rèn, giảm độ giòn sau khi tôi và ổn định độ chính xác về kích thước.
- Quá trình:Sản phẩm rèn nguội được nung lại đến nhiệt độ dưới điểm tới hạn (thường là 200–600 °C đối với thép), giữ trong một khoảng thời gian quy định, sau đó làm nguội. Độ cứng giảm và độ dẻo dai tăng khi nhiệt độ ram cao hơn.
- Ứng dụng:Các bộ phận chịu tác động hoặc tải trọng tuần hoàn (ví dụ: trục khuỷu, bánh răng) cần được tôi luyện để đạt được sự kết hợp giữa độ bền cao và độ dẻo dai cao.
Bôi trơn khuôn:
- Chức năng:Giảm ma sát giữa kim loại và khuôn, ngăn ngừa khuyết tật bề mặt hoặc biến dạng hình thùng, đồng thời kéo dài tuổi thọ khuôn và tạo điều kiện cho kim loại chảy thích hợp vào các chi tiết khoang.
- Yêu cầu:Rèn nóng cần chất bôi trơn chịu nhiệt độ cao (ví dụ: gốc than chì), trong khi rèn nguội cần chất bôi trơn có độ ma sát thấp, dễ loại bỏ (ví dụ: gốc xà phòng kim loại).
6.0Lựa chọn kim loại để rèn
Hầu như tất cả kim loại và hợp kim đều có thể rèn được, nhưng việc lựa chọn vật liệu phụ thuộc vào mục đích sử dụng và yêu cầu hiệu suất của chi tiết hoàn thiện. Các kim loại công nghiệp phổ biến và đặc điểm của chúng như sau:
| Kim loại / Hợp kim | Thuộc tính chính | Quy trình rèn phù hợp | Ứng dụng tiêu biểu |
| Thép cacbon và thép hợp kim | Độ bền cao, chi phí thấp, khả năng rèn nóng tuyệt vời, phản ứng xử lý nhiệt tốt | Rèn nóng, rèn ấm | Trục khuỷu ô tô, phụ tùng máy móc nông nghiệp, dụng cụ |
| Thép không gỉ | Khả năng chống ăn mòn tuyệt vời, tỷ lệ độ bền trên trọng lượng cao | Rèn nóng và rèn ấm là phương pháp điển hình; rèn nguội có thể thực hiện được đối với các loại thép austenit (ví dụ: 304/316), trong khi các loại thép martensitic hoặc thép tôi kết tủa có thể yêu cầu rèn ấm hoặc rèn nóng | Linh kiện thiết bị hóa chất, ốc vít hàng không vũ trụ |
| Nhôm và hợp kim nhôm | Mật độ thấp, độ dẻo tuyệt vời, khả năng rèn nguội vượt trội | Rèn nguội, rèn nóng | Các bộ phận kết cấu nhẹ (ví dụ: bánh xe ô tô, vỏ điện tử) |
| Titan và hợp kim Titan | Độ bền cao, khả năng chịu nhiệt độ cao và chống ăn mòn tuyệt vời, khó biến dạng | Rèn nóng, rèn đẳng nhiệt | Cánh quạt động cơ máy bay, giá đỡ tàu vũ trụ |
| Đồng và đồng thau | Độ dẫn điện tuyệt vời, độ dẻo cao, bề mặt nhẵn khi rèn nguội | Rèn nguội, rèn nóng | Đầu nối điện, van, linh kiện phần cứng |
6.1Rèn so với các quy trình sản xuất khác
Ưu điểm của rèn xuất phát từ biến dạng dẻo ở trạng thái rắn và cấu trúc hạt được tối ưu hóa. Các đặc tính của chúng khác biệt đáng kể so với các sản phẩm đúc, hàn và gia công:
Rèn so với Đúc
| Kích thước so sánh | Rèn | Đúc |
| Tính toàn vẹn của cấu trúc | Không có lỗ rỗng và khuyết tật dạng cây; dòng chảy hạt theo hình dạng của chi tiết; độ bền thường cao hơn 20% so với các vật đúc tương đương | Dễ bị xốp khí và co ngót; định hướng hạt ngẫu nhiên; khả năng chống mỏi thấp hơn |
| Sự khoan dung và tính phức tạp | Khả năng hạn chế đối với các thành mỏng hoặc khoang sâu; dung sai rộng hơn đòi hỏi phải gia công | Có khả năng tạo ra hình học phức tạp với chi tiết tốt; thường có hình dạng gần như lưới với gia công thứ cấp tối thiểu |
| Sử dụng vật liệu | Rèn nóng tạo ra tia lửa (mất vật liệu 10–20%); rèn nguội/rèn không tia lửa đạt hiệu quả cao hơn | Đúc liên quan đến cổng và ống đứng (mất vật liệu 20–30%), nhưng khả năng tạo hình gần lưới cao hơn |
| Cân nhắc về chi phí | Chi phí khuôn cao; tiết kiệm cho sản xuất số lượng lớn | Chi phí khuôn thấp (ví dụ, đúc khuôn cát); tiết kiệm hơn cho các đợt sản xuất số lượng ít |
Rèn so với lắp ráp hàn:
- Sức mạnh:Rèn là cấu trúc liền khối, không có khuyết tật đường hàn (ví dụ: rỗ khí, nóng chảy không hoàn toàn), mang lại khả năng chịu va đập và chịu mỏi đồng đều. Các cụm hàn có mối hàn là "điểm yếu" dễ bị nứt khi chịu ứng suất tập trung.
- Sử dụng vật liệu:Rèn tạo hình thông qua biến dạng với lượng phế liệu tối thiểu. Kết cấu hàn đòi hỏi phải cắt và lắp ráp nhiều chi tiết, dẫn đến hao hụt vật liệu cao hơn.
- Hiệu quả sản xuất:Rèn có thể được tự động hóa cao để sản xuất hàng loạt, trong khi các cụm hàn yêu cầu phải hàn thủ công hoặc bằng robot, cộng với thử nghiệm không phá hủy bổ sung (ví dụ: kiểm tra bằng tia X), làm tăng độ phức tạp của quy trình.
Rèn so với thanh gia công:
- Cấu trúc hạt:Trong rèn, dòng chảy của hạt sẽ theo hình dạng chi tiết, tăng cường độ bền định hướng. Gia công cắt xuyên qua hạt, làm giảm khả năng chống mỏi.
- Phạm vi kích thước:Rèn có thể sản xuất ra các thành phần có kích thước từ dưới 1 inch đến hơn 450 tấn, trong khi gia công bị giới hạn bởi kích thước kho có sẵn.
- Trị giá:Rèn gần dạng lưới giúp giảm thiểu gia công tiếp theo, giảm chi phí sản xuất hàng loạt. Phế liệu gia công có thể lên tới 30–50% nguyên liệu thô.
7.0Các lỗi rèn phổ biến và nguyên nhân của chúng
Mặc dù rèn là một quy trình đã được hoàn thiện và thiết lập vững chắc, lỗi vẫn có thể xảy ra do lỗi thiết kế, lỗi vận hành hoặc các vấn đề liên quan đến vật liệu. Các loại lỗi rèn chính, biểu hiện và nguyên nhân gốc rễ của chúng được tóm tắt như sau:
| Loại lỗi | Biểu hiện | Nguyên nhân chính |
| Khoảng trống | Các khoang rỗng bên trong hoặc các vùng không được lấp đầy bên trong kim loại | Việc gia nhiệt phôi không đều, thiết kế khuôn không phù hợp hạn chế dòng chảy kim loại, khí bị kẹt |
| Các vết nứt | Sự không liên tục tuyến tính trên bề mặt hoặc bên trong vật rèn | Nhiệt độ không đủ (độ dẻo kém), lực tạo hình quá lớn, bán kính khuôn nhỏ gây ra sự tập trung ứng suất |
| Vòng đua | Đường may sai do vật liệu tự gấp vào nhau | Dòng vật liệu không đủ, thiết kế khoang khuôn không phù hợp dẫn đến kim loại chảy ngược |
| Đóng nguội (Vòng/Đường nối) | Các khuyết tật nếp gấp bề mặt tạo ra các vùng yếu | Nhiệt độ rèn thấp (dòng chảy kim loại kém), lỗ thông hơi khuôn không đủ gây tắc nghẽn khí |
| Đèn flash dư thừa | Vật liệu dư thừa vượt quá giới hạn dự kiến | Phôi quá khổ, khe hở đóng khuôn không phù hợp, áp suất không đủ trong quá trình rèn khuôn kín |
| Vết xước bề mặt | Các vết lõm hoặc vết hằn trên bề mặt không đều | Bề mặt khuôn bị mòn, bôi trơn không đủ, tẩy cặn phôi không đủ khiến cặn oxit bám vào |
| Cấu trúc hạt kém | Phân bố hạt thô hoặc không đều | Quá nhiệt dẫn đến sự phát triển của hạt, biến dạng không đủ gây ra sự kết tinh lại không hoàn toàn, tốc độ làm mát không kiểm soát được |
7.1Thiết bị rèn lõi
Việc lựa chọn thiết bị rèn phụ thuộc vào loại quy trình và kích thước của chi tiết. Các máy móc chính và chức năng của chúng bao gồm:
- Lò rèn: Cung cấp nhiệt độ rèn cần thiết. Các hệ thống hiện đại chủ yếu sử dụng khí hoặc điện để gia nhiệt. Lò cảm ứng, được sử dụng trong rèn nóng tự động hoặc rèn cảm ứng, cho phép gia nhiệt nhanh chóng và cục bộ.
- Búa điện: Thiết bị chính dùng cho rèn rơi. Được phân loại theo nguồn năng lượng thành búa hơi, búa thủy lực và búa điện. Trọng lượng búa dao động từ khoảng 230 kg (quy mô nhỏ) đến vài tấn (quy mô lớn), tạo ra lực biến dạng va đập lớn.
- Máy ép: Máy ép công nghiệp có công suất từ vài tấn đến vài nghìn tấn; máy ép cực lớn có thể đạt tới hàng chục nghìn tấn, nhưng loại này rất hiếm.
- Máy làm phiền: Máy ép ngang hoặc đứng chuyên dụng được thiết kế cho các hoạt động gia công. Được trang bị khuôn tách nhiều khoang, những máy này cho phép tự động chuyển phôi và tạo hình liên tục.
- Máy cán vòng: Thiết bị chuyên dụng cho rèn vòng, bao gồm trục dẫn động, trục mandrel và trục dẫn hướng. Đường kính trong, đường kính ngoài và chiều cao của vòng được kiểm soát bằng cách điều chỉnh khoảng cách giữa các trục.
- Máy rèn trục: Bao gồm một hoặc nhiều cặp trục lăn có rãnh. Kim loại bị biến dạng khi các trục lăn quay, giúp hệ thống này phù hợp để rèn liên tục các chi tiết dài như thanh hoặc trục.



8.0Những câu hỏi thường gặp (FAQ)
Câu hỏi 1: Sự khác biệt chính giữa rèn rơi và rèn ép là gì?
A: Rèn rơi sử dụng búa để tạo ra lực va đập tức thời, phù hợp với các chi tiết vừa và nhỏ có dòng chảy hạt định hướng mạnh. Rèn ép tạo ra lực ép chậm, liên tục, tạo ra biến dạng đồng đều và kiểm soát tốt hơn các chi tiết lớn hoặc phức tạp.
Câu 2: Máy nào được sử dụng để sản xuất trục có độ chính xác cao?
A: Trục và các chi tiết dài thường sử dụng Máy rèn cán CNC để kiểm soát kích thước chính xác và đảm bảo dòng chảy hạt đồng đều. Đối với trục côn hoặc trục bậc, Máy cán chữ thập có thể tạo hình thanh với lượng vật liệu hao hụt tối thiểu trước khi rèn cuối cùng.
Câu 3: Vòng đệm liền mạch được sản xuất như thế nào và sử dụng loại máy nào?
A: Vòng liền mạch được sản xuất bằng cách mở rộng các phôi rỗng giữa các trục lăn quay. Vòng vừa và nhỏ thường sử dụng Máy cán vòng CNC, trong khi vòng lớn đòi hỏi kiểm soát cả đường kính và chiều cao sử dụng Máy cán vòng xuyên tâm và trục.
Câu 4: Những vật liệu nào phù hợp cho các quy trình rèn này?
A: Các kim loại phổ biến bao gồm thép cacbon và thép hợp kim, thép không gỉ, nhôm, đồng và các hợp kim hiệu suất cao như titan. Việc lựa chọn phụ thuộc vào kích thước chi tiết, tính chất cơ học cần thiết và khả năng tương thích với quy trình rèn (nóng, ấm hoặc nguội).
Câu hỏi 5: Sự khác biệt giữa Máy rèn trục CNC và máy rèn trục truyền thống là gì?
A: Máy rèn trục CNC cung cấp khả năng kiểm soát chính xác tốc độ cán, khe hở và vòng quay phôi, đảm bảo độ chính xác kích thước đồng đều và dòng chảy hạt ổn định. Rèn trục truyền thống thường dựa vào điều chỉnh thủ công và kinh nghiệm của người vận hành, khiến việc sản xuất số lượng lớn, độ chính xác cao trở nên khó khăn hơn.
Tài liệu tham khảo
https://en.wikipedia.org/wiki/Forging
https://www.tfgusa.com/resources/metal-forging-processes-methods/
https://www.iqsdirectory.com/articles/forging.html
https://www.compass-anvil.com/forging-vs-casting




