

- 1.0Lựa chọn giữa CO₂ và Laser sợi quang
- 2.0Laser CO₂ là gì?
- 3.0Laser sợi quang là gì?
- 4.0Hiểu sự khác biệt chính giữa CO₂ và Laser sợi quang
- 5.0CO₂ so với Laser sợi quang: Công nghệ nào an toàn hơn khi sử dụng?
- 6.0CO₂ so với Laser sợi quang: Loại nào tiết kiệm năng lượng hơn?
- 7.0CO₂ so với Laser sợi quang: So sánh đầu tư vốn
- 8.0CO₂ so với Laser sợi quang: Chi phí bảo trì và vận hành
- 9.0CO₂ so với Laser sợi quang: So sánh tốc độ cắt
- 10.0Laser CO₂ so với Laser sợi quang — Bảng so sánh xử lý vật liệu
- 11.0Laser sợi quang so với Laser CO₂: Bạn nên mua loại nào và tại sao?
- 12.0Laser CO₂ so với Laser sợi quang — Những câu hỏi thường gặp
1.0Lựa chọn giữa CO₂ và Laser sợi quang
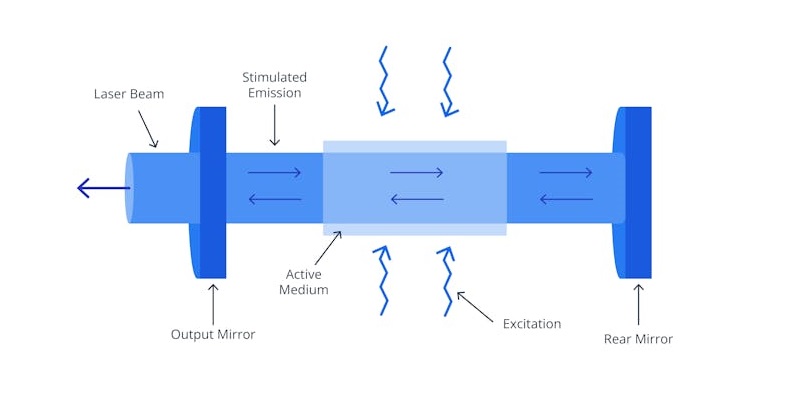
Vai trò cốt lõi của nguồn laser: Trung tâm của mọi hệ thống laser là nguồn laser. Thành phần này tạo ra chùm tia laser bằng cách kích hoạt các hạt ánh sáng và giải phóng chúng theo một luồng tập trung.
Các loại nguồn laser phổ biến và ưu điểm của chúng: Hai nguồn laser được sử dụng rộng rãi nhất hiện nay là laser CO₂ và laser sợi quang. Mỗi loại đều có những lợi ích về hiệu suất riêng biệt. Việc lựa chọn đúng nguồn laser có thể cải thiện đáng kể hiệu quả xử lý, độ chính xác và tính linh hoạt.
Cắt CO₂ so với cắt laser sợi quang để gia công kim loại: Các chuyên gia sản xuất từ lâu đã tranh luận về công nghệ nào phù hợp hơn để cắt kim loại. Một số người ủng hộ hệ thống CO₂ đã được thử nghiệm theo thời gian, trong khi những người khác lại thích những lợi thế hiện đại mà laser sợi quang mang lại.
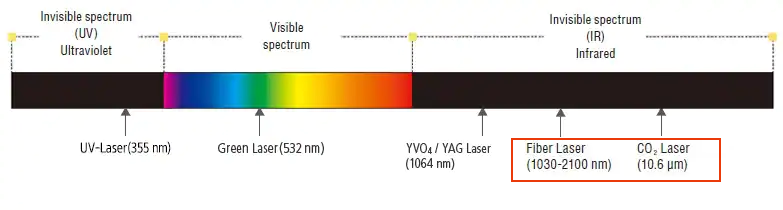
Các yếu tố chính khi lựa chọn nguồn laser: Sự khác biệt chính giữa hai loại laser này nằm ở bước sóng và phương pháp truyền chùm tia:
- Laser sợi quang: Được thiết kế để cắt kim loại, chúng hoạt động ở bước sóng ngắn hơn, khiến chúng có hiệu quả cao trong việc cắt nhiều loại kim loại.
- Laser CO₂: Khả năng tương thích vật liệu rộng hơn, lý tưởng để cắt các vật liệu phi kim loại và một số kim loại nhất định khi được thiết lập phù hợp.
2.0Laser CO₂ là gì?
Laser CO₂ là một trong những loại laser đa năng và được sử dụng rộng rãi nhất, được ưa chuộng vì khả năng tương thích với nhiều loại vật liệu. Chúng cắt và khắc bằng cách làm bay hơi vật liệu, khiến chúng đặc biệt hiệu quả đối với các chất nền không phải kim loại.
Cách thức hoạt động:
Tia laser CO₂ hoạt động bằng cách kích thích hỗn hợp khí—chủ yếu là carbon dioxide (CO₂), nitơ (N₂) và heli. Một trường điện cung cấp năng lượng cho các phân tử nitơ, truyền năng lượng cho các phân tử CO₂ thông qua cộng hưởng. Các phân tử CO₂ sau đó phát ra các photon, tạo ra chùm tia laser. Heli giúp thiết lập lại các phân tử CO₂ về trạng thái cơ bản, cho phép đầu ra liên tục.
Đặc điểm của Laser:
- Bước sóng:~10,6 micron; nằm trong phổ hồng ngoại từ trung bình đến xa.
- Đầu ra: Tạo ra tia laser hiệu suất cao.
- Thiết kế: Cấu trúc đơn giản với chi phí sản xuất thấp.
- Phạm vi công suất: Có thể điều chỉnh từ miliwatt sang kilowatt.
- Chất lượng chùm tia: Cung cấp công suất cực đại liên tục và ổn định.
- Khả năng mở rộng: Có thể tăng công suất đầu ra bằng cách kéo dài ống laser.
- Điều chế: Q-switching thông qua gương xoay cho phép tạo ra công suất xung cao hơn.
- Những tiến bộ: Các biến thể như laser CO₂ kích thích bằng RF cung cấp công suất, tuổi thọ và hiệu quả tốt hơn.
Tính năng của Laser CO₂:
- Các loại hệ thống: Tương thích với nhiều định dạng hệ thống laser CO₂.
- Tùy chỉnh: Có nhiều mức công suất và kích thước vùng làm việc khác nhau.
- Tính linh hoạt của vật liệu: Hỗ trợ nhiều loại chất nền.
Khả năng chi trả: Chi phí ban đầu thấp hơn khiến đây trở thành lựa chọn tiết kiệm chi phí cho việc khắc.
Vật liệu có thể xử lý:
- Cắt và khắc: Nhựa, acrylic, gỗ, bìa cứng, giấy, vải, cao su.
- Chỉ khắc: Kính, gốm sứ, đá, kim loại phủ. Kim loại trần thường không thể xử lý trực tiếp và có thể cần phun hoặc phủ lớp đánh dấu.
Ứng dụng tiêu biểu:
- Sản xuất biển báo và màn hình hiển thị
- Cắt và khắc Acrylic
- Quà tặng tùy chỉnh và đồ chơi cá nhân hóa
- Sản xuất cúp và giải thưởng
3.0Laser sợi quang là gì?
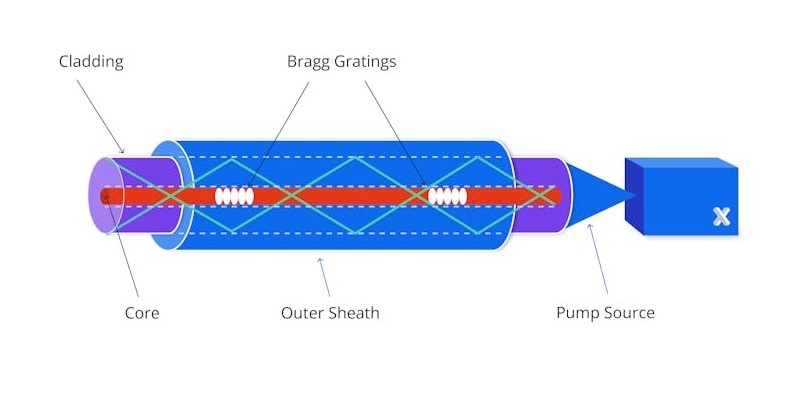
Laser sợi quang sử dụng sợi quang pha tạp đất hiếm làm môi trường khuếch đại và được thiết kế riêng cho các ứng dụng đánh dấu kim loại và nhựa có độ tương phản cao. Chúng vượt trội trong các nhiệm vụ mà laser CO₂ không làm được, cung cấp tốc độ cao, mức tiêu thụ điện năng thấp và hoạt động hầu như không cần bảo trì.
Cách thức hoạt động:
Được xây dựng xung quanh một kiến trúc nguyên khối, laser sợi quang tạo ra ánh sáng bằng cách kích thích sợi quang pha tạp (ví dụ, ytterbium). Năng lượng laser được khuếch đại bên trong khoang sợi quang và phản xạ bởi các mạng Bragg, tạo ra chùm tia được định hướng hội tụ vào bề mặt vật liệu thông qua một thấu kính.
Ưu điểm của Laser sợi quang:
- BẢO TRÌ: Hầu như không cần bảo trì trong thời gian dài.
- Kích cỡ: Nhỏ gọn và dễ tích hợp.
- Sự ổn định: Chất lượng chùm sáng cao với độ nhiễu và nhấp nháy thấp.
- Trị giá: Thấp hơn so với các hệ thống tương đương có cùng công suất đầu ra.
- Môi trường: Hoạt động tốt trong điều kiện nhiệt độ thay đổi và điều kiện công nghiệp.
- Tốc độ và sức mạnh: Tốc độ cắt nhanh với mức công suất khả dụng lên tới 12kW trở lên.
Công nghệ cắt Laser Fiber và lợi ích
Laser sợi quang phát ra chùm tia tập trung cao với khả năng hấp thụ tuyệt vời trong kim loại, khiến chúng đặc biệt hiệu quả trong việc cắt kim loại. Độ phản xạ thấp và khả năng phân phối chùm tia hiệu quả của chúng vượt trội hơn laser CO₂ trong nhiều ứng dụng kim loại.
- Tính phù hợp của vật liệu: Thích hợp cho thép không gỉ, nhôm, đồng thau và đồng.
- Độ dày cắt: Có khả năng cắt tấm kim loại dày hơn 1 inch (25 mm), hiệu suất tối ưu khi cắt tấm kim loại dày dưới 0,5 inch (12,5 mm).
- Khí hỗ trợ: Việc sử dụng nitơ hoặc oxy giúp cải thiện khả năng loại bỏ xỉ, tốc độ cắt và chất lượng cạnh.
- Tiêu thụ điện năng: Hoạt động với chi phí chỉ bằng một nửa đến một phần ba chi phí vận hành của laser CO₂.
- Tốc độ cắt: Nhanh hơn tới 5 lần so với hệ thống CO₂ truyền thống.
- BẢO TRÌ: Hệ thống quang học kín giúp giảm thiểu việc vệ sinh và thay thế thấu kính.
- Năng suất: Tăng năng suất và giảm chi phí sản xuất cho mỗi bộ phận.
Các tính năng chính của Laser sợi quang
- Đánh dấu trực tiếp: Có khả năng khắc và đánh dấu kim loại trần mà không cần phun hoặc phủ.
- Độ bền: Tuổi thọ cao (tối thiểu 25.000 giờ).
- Trục quay: Các đầu xoay tùy chọn cho phép đánh dấu trên bề mặt hình trụ hoặc hình nón.
Vật liệu có thể xử lý:
- Kim loại: Nhôm, đồng, đồng thau, vàng, bạch kim, bạc, thép không gỉ, titan.
- Nhựa: ABS, polyamide, polycarbonate, PMMA (acrylic), phụ gia có thể khắc bằng laser.
Ứng dụng tiêu biểu:
- Đánh dấu mặt hàng khuyến mại
- Đánh dấu nhựa có độ tương phản cao
- Đánh dấu bộ phận trực tiếp
- Khắc mã vạch và biển tên
4.0Hiểu sự khác biệt chính giữa CO₂ và Laser sợi quang
| Tiêu chí so sánh | Tia laser CO₂ | Laser sợi quang |
| Tiêu thụ điện năng và hiệu quả: | Tiêu thụ điện năng cao, hiệu suất thấp (~5–10%); chi phí vận hành cao hơn. | Tiêu thụ điện năng thấp, hiệu suất cao (>90% điển hình); tiết kiệm năng lượng và hiệu quả về chi phí. |
| Chi phí ban đầu: | Chi phí thấp hơn; tỷ lệ giá/hiệu suất tốt. | Chi phí cho mỗi watt cao hơn; tổng chi phí thiết bị có thể gấp 5–10 lần so với laser CO₂. |
| Tuổi thọ sử dụng: | Tuổi thọ ngắn hơn; lựa chọn cải tạo hạn chế. | Tuổi thọ cao (lên đến 25.000 giờ), dài hơn CO₂ khoảng 10 lần; dễ dàng tân trang. |
| Độ chính xác cắt: | Độ chính xác thấp hơn. | Độ chính xác cao hơn; lý tưởng cho công việc tinh xảo, chi tiết. |
| Vật liệu cắt điển hình: | Acrylic, melamine, xà cừ, giấy, màng polyester, nhựa, cao su, gỗ, POM, vải, Corian®, nút bần, sợi thủy tinh, da, bìa cứng, ván ép, v.v. | Kim loại (bao gồm thép không gỉ, nhôm, titan và các vật liệu phản quang khác), thủy tinh, acrylic (PMMA), POM, giấy, bìa cứng, hầu hết các loại xốp, v.v. |
| Khả năng tương thích của vật liệu: | Phù hợp nhất với vật liệu không phải kim loại và một số vật liệu không chứa sắt. | Phù hợp với hầu hết các vật liệu, đặc biệt là kim loại; tối ưu để cắt phôi có độ dày ≤20 mm. |
| Phạm vi công suất: | Hàng chục watt lên đến ~100 kW; công suất cao đòi hỏi phải làm mát trên diện rộng. | Công suất đầu ra có thể đạt tới 1 megawatt (MW); yêu cầu làm mát thấp. |
| Bước sóng: | 10,6 µm hoặc 9,6 µm (bước sóng dài hơn). | 1064 nm (1,064 µm; bước sóng ngắn hơn). |
| Chi phí hoạt động: | Hiệu suất điện thấp; sử dụng nhiều năng lượng. | Hiệu suất điện cao; hiệu suất kinh tế tuyệt vời. |
| Ngành công nghiệp: | Y tế, quốc phòng, viễn thông, sản xuất nói chung; phù hợp để cắt tấm dày (>10 mm), thường sử dụng với sự hỗ trợ của oxy. | Viễn thông, y tế, gia công chính xác, ô tô, điện tử; có khả năng cắt các kim loại phản quang như titan, đồng thau và nhôm. |
5.0CO₂ so với Laser sợi quang: Công nghệ nào an toàn hơn khi sử dụng?
Rủi ro về an toàn của Laser: Bất kể loại nào, bức xạ laser—dù trực tiếp hay phản xạ—đều có thể gây ra những nguy cơ nghiêm trọng cho mắt và da người. Để giảm thiểu điều này, các hệ thống laser được phân loại dựa trên các rủi ro sinh học tiềm ẩn, với nhãn an toàn bắt buộc theo định nghĩa của Tiêu chuẩn EN 60825-1 (IEC 60825-1)Tiêu chuẩn này nêu rõ các loại laser và giới hạn phát xạ tương ứng:
- Lớp 1:An toàn khi vận hành bình thường, ngay cả khi quan sát trực tiếp trong thời gian dài hoặc thông qua các dụng cụ quang học như kính lúp hoặc kính thiên văn.
- Lớp 2M: Phát ra bức xạ có thể nhìn thấy; thường an toàn khi tiếp xúc bằng mắt thường trong thời gian ngắn nhưng có thể gây hại nếu nhìn qua thiết bị hỗ trợ quang học.
- Lớp 4:Nguy cơ cao gây tổn thương mắt và da, ngay cả khi phản xạ khuếch tán; cũng có nguy cơ gây hỏa hoạn.


Các biện pháp an toàn trong hệ thống cắt laser
Trong khi laser sợi quang vốn có Lớp 4 do công suất đầu ra cao, hầu hết các hệ thống cắt laser sợi quang đều được thiết kế để đáp ứng Tiêu chuẩn an toàn loại 1 thông qua các tính năng bảo vệ mạnh mẽ:
- Hệ thống liên động: Tự động vô hiệu hóa phát xạ laser nếu tấm tiếp cận hoặc cửa tủ không được đóng chặt, ngăn ngừa tiếp xúc tia laser ngoài ý muốn.
- Cửa sổ quan sát bảo vệ: Kính an toàn laser chuyên dụng bảo vệ người vận hành khỏi tiếp xúc với chùm tia trong khi vẫn cho phép theo dõi trực quan. Kính phải được đánh giá dựa trên công suất laser, tiêu điểm và đặc điểm chùm tia.
Đặc điểm an toàn của Laser CO₂
- Thiết kế mở: Máy laser CO₂ thường sử dụng cấu hình hở. Ngay cả khi phản xạ, chùm tia vẫn được khuếch tán đáng kể, giúp giảm khả năng gây hại nghiêm trọng.
- Bảo vệ tiết kiệm chi phí: Kính an toàn được sử dụng thường là loại kính bán trong suốt và có giá thành thấp hơn, mang lại khả năng bảo vệ tốt trong khi vẫn đảm bảo tầm nhìn cho người vận hành.
Những cân nhắc về an toàn của Laser sợi quang
- Yêu cầu chứng nhận: Khi mua thiết bị laser sợi quang, hãy đảm bảo rằng cả nguồn laser và toàn bộ hệ thống đều Được chứng nhận CE, xác nhận việc tuân thủ các tiêu chuẩn an toàn quốc tế.
- Tăng cường khả năng ngăn chặn: Do bước sóng ngắn hơn và mật độ năng lượng cao hơn, tia laser sợi quang đòi hỏi thiết kế che chắn và vỏ bọc nghiêm ngặt hơn để ngăn ngừa tiếp xúc nguy hiểm, ngay cả ở mức công suất cao.
6.0CO₂ so với Laser sợi quang: Loại nào tiết kiệm năng lượng hơn?
So sánh mức tiêu thụ điện năng:
Laser sợi quang có lợi thế đáng kể so với laser CO₂ về hiệu quả năng lượng và tính bền vững.
Hiệu suất của Laser CO₂: Với hiệu suất điện khoảng 10%, tia laser CO₂ 6kW thường cần công suất đầu vào khoảng 60kW.
Hiệu suất của Laser sợi quang: Hệ thống laser sợi quang hoạt động ở hiệu suất khoảng 45% (lên đến 50%), chỉ cần khoảng 13kW đầu vào để đạt được công suất đầu ra 6kW.
Khi công suất đầu ra của laser tăng, nhu cầu về hệ thống làm mát cũng tăng theo. Laser CO₂ cần nhiều năng lượng hơn đáng kể để duy trì khả năng làm mát thích hợp, dẫn đến chi phí điện cao hơn so với laser sợi quang.
Ngoài ra, công suất cần thiết để hút khói và lọc phụ thuộc vào kích thước máy và diện tích bệ cắt. Công suất cắt cao hơn làm tăng tải cho hệ thống hút.
Phần kết luận: Máy cắt laser sợi quang tiêu thụ ít năng lượng hơn đáng kể, mang lại khả năng tiết kiệm chi phí đáng kể theo thời gian, đặc biệt là trong môi trường sản xuất khối lượng lớn hoặc thời gian dài.
7.0CO₂ so với Laser sợi quang: So sánh đầu tư vốn
Trong khi giá mua ban đầu của máy cắt laser sợi quang thường cao hơn máy cắt laser CO₂, tốc độ cắt nhanh hơn—đặc biệt đối với vật liệu mỏng—tăng năng suất. Kết hợp với tiêu thụ điện năng thấp hơnHệ thống sợi quang giúp giảm chi phí cho mỗi bộ phận.
Khả năng tự động hóa:
Cả hệ thống laser CO₂ và laser sợi quang đều hỗ trợ mức độ tự động hóa cao, bao gồm:
- Sản xuất tắt đèn
- Bộ thay đổi vòi phun tự động
- Hệ thống ống kính tự động lấy nét
Các tính năng này làm giảm sự can thiệp thủ công và thời gian nhàn rỗi, tăng hiệu quả. Mặc dù tự động hóa cao hơn làm tăng chi phí trả trước, nhưng nó làm giảm đáng kể thời gian chết do lỗi của người vận hành và tăng ROI dài hạn.
Các yếu tố ảnh hưởng đến chi phí hệ thống laser:
- Công suất laser
- Kích thước vùng cắt
- Mức độ tự động hóa
Phạm vi giá điển hình:
- Hệ thống CO₂ công nghiệp đã qua sử dụng: 150.000 bảng Anh trở lên
- Hệ thống laser sợi công nghiệp mới: 275.000 đến 550.000 bảng Anh, một số hệ thống vượt quá 1 triệu bảng Anh
Trong khi giá laser sợi quang đang giảm dần nhờ những tiến bộ trong công nghệ laser trạng thái rắn thì giá laser CO₂ vẫn tương đối ổn định.
8.0CO₂ so với Laser sợi quang: Chi phí bảo trì và vận hành
Yêu cầu bảo trì:
Laser sợi quang cần ít bảo trì hơn đáng kể so với laser CO₂, chủ yếu là do sự khác biệt trong hệ thống phân phối chùm tia.
- Laser sợi quang: Sử dụng cáp quang kín để truyền chùm tia laser trực tiếp đến đầu cắt. Đường dẫn chùm tia kín loại bỏ nguy cơ ô nhiễm.
- Vật tư tiêu hao: Chủ yếu là vòi phun và cửa sổ bảo vệ
- Thời gian bảo trì thông thường: Ít hơn 30 phút mỗi tuần
- Tia laser CO₂: Dựa vào các cánh tay khớp nối có nhiều gương và ống thổi để dẫn hướng chùm tia.
- Nhu cầu bảo trì: Gương và ống thổi dễ bị bám bụi và mòn, cần được vệ sinh và thay thế thường xuyên
- Mài mòn cơ học: Chuyển động của ống thổi có thể gây ra lỗ kim và sai lệch
- Hiệu ứng nhiệt: Nhiệt từ tia laser có thể làm biến dạng gương, làm lệch chùm tia và cần phải hiệu chuẩn lại
- Rủi ro thiệt hại: Sự phản xạ chùm tia có thể làm hỏng các thành phần đắt tiền như bộ dao động
- Thời gian bảo trì thông thường:4–5 giờ mỗi tuần
Căn chỉnh chùm tia:
Việc căn chỉnh chùm tia chính xác là điều cần thiết để có chất lượng cắt đồng đều.
- Tia laser CO₂: Bao gồm nhiều gương; việc căn chỉnh lại phức tạp và tốn thời gian.
- Laser sợi quang: Chỉ cần điều chỉnh một ống kính duy nhất; việc căn chỉnh diễn ra nhanh chóng và dễ dàng.
9.0CO₂ so với Laser sợi quang: So sánh tốc độ cắt
Tổng quan về hiệu suất cắt:
Tia laser sợi quang mang lại tốc độ cắt nhanh hơn đáng kể so với tia laser CO₂ khi xử lý vật liệu mỏng (dưới 8 mm), với những ưu điểm đáng chú ý nhất có thể thấy trong các ứng dụng thép không gỉ.
Độ dày 1 mm: Laser sợi cắt khoảng Nhanh hơn 6 lần hơn tia laser CO₂.
Độ dày 5 mm: Khoảng cách tốc độ thu hẹp lại còn khoảng 2×.
Khả năng mở rộng công suất: Tăng công suất laser khoảng 2 kW có thể tăng tốc độ cắt cho vật liệu mỏng bằng cách 2 đến 3 lần.
Khi độ dày vật liệu tăng lên trong điều kiện công suất tương đương, tia laser CO₂ có thể tiếp cận—hoặc trong một số trường hợp vượt quá—tốc độ cắt laser sợi quang. Tuy nhiên, lợi thế này tương đối hạn chế và laser CO₂ công suất cao (trên 6kW) ít phổ biến hơn trong môi trường công nghiệp.
Ngược lại, laser sợi quang vẫn có hiệu quả trên nhiều loại độ dày vật liệu, đặc biệt là hệ thống công suất cao, nơi chúng luôn vượt trội về tốc độ và hiệu quả.
Ghi chú: Tốc độ cắt tối ưu không chỉ được đánh giá bằng số liệu tốc độ mà còn bằng cuộc sống tiêu thụ Và hỗ trợ hiệu quả khí đốt để đảm bảo hoạt động tiết kiệm chi phí.
Bảng so sánh tốc độ cắt (Máy cắt Laser 6kW so với Máy cắt Plasma 170A)
| Chất liệu & Độ dày | Laser sợi quang 6kW (m/phút) | Laser CO₂ 6kW (m/phút) | Plasma độ nét cao (m/phút) |
| Thép không gỉ 5 mm | 6.00 | 2.70 | 2.69 |
| Thép không gỉ 10 mm | 1.30 | 1.50 | 1.61 |
| Thép không gỉ 15 mm | 0.90 | 0.75 | 1.23 |
| Thép mềm 5 mm | 4.20 | 4.20 | 2.32 |
| Thép mềm 10 mm | 2.00 | 2.40 | 2.68 |
| Thép mềm 15 mm | 1.20 | 1.75 | 2.27 |
Lưu ý: Tốc độ hiển thị phản ánh hiệu suất cắt theo đường thẳng. Việc cắt thực tế liên quan đến hình học phức tạp hoặc bố cục lồng nhau có thể tạo ra tốc độ hiệu quả thấp hơn. Khả năng tăng tốc và giảm tốc của máy cũng ảnh hưởng đến thông lượng chung.
So sánh chất lượng cạnh
Tia laser CO₂:
Laser CO₂ có kích thước điểm chùm tia lớn hơn, khiến chúng phù hợp để cắt các vật liệu có độ dày khác nhau. Điểm lớn hơn này tạo ra các cạnh hoàn thiện mịn hơn, đặc biệt là khi độ dày vật liệu tăng lên. Chất lượng của cạnh cắt được cải thiện theo độ sâu, khiến laser CO₂ trở thành lựa chọn ưu tiên khi độ mịn của cạnh là yêu cầu chính đối với các vật liệu dày hơn.
Laser sợi quang:
Laser sợi quang có đường kính chùm tia nhỏ hơn, cho phép cắt các đường cắt hẹp và tốc độ cao trên các vật liệu mỏng. Chùm tia tập trung này làm tăng khả năng hấp thụ năng lượng, dẫn đến quá trình xử lý nhanh và hiệu quả.
Tuy nhiên, khi cắt vật liệu dày hơn, chùm tia laser sợi quang chủ yếu tác động đến phần trên của vùng cắt. Tia laser phải dựa vào nhiều phản xạ bên trong để chạm tới đáy của rãnh, điều này có thể dẫn đến:
Hoàn thiện bề mặt thô hơn
Những đường sọc mịn dọc theo mép
Tăng cường yêu cầu áp suất khí hỗ trợ để loại bỏ vật liệu nóng chảy một cách hiệu quả
Do đó, chất lượng cạnh cắt có thể kém hơn so với laser CO₂ khi xử lý các phần dày, đặc biệt là trong các ứng dụng yêu cầu xử lý hậu kỳ tối thiểu.

10.0Laser CO₂ so với Laser sợi quang — Bảng so sánh xử lý vật liệu
| Loại vật liệu | Ví dụ | Cắt Laser CO₂ | Khắc Laser CO₂ | Đánh dấu bằng laser CO₂ | Cắt Laser Sợi | Khắc Laser Sợi Quang | Đánh dấu bằng Laser sợi quang | Ghi chú |
| Gỗ & Giấy | Ván ép, MDF, bìa cứng, veneer | √ | √ | √ | × | × | × | Laser sợi quang không phù hợp với vật liệu hữu cơ |
| Acrylic và Nhựa | Đúc acrylic, ABS, Delrin (POM) | √ | √ | √ | × | √ | √ | Laser sợi quang thích hợp cho nhựa có phụ gia |
| Dệt may & Da | Cotton, nỉ, da tổng hợp | √ | √ | √ | × | × | × | Laser sợi không được khuyến khích sử dụng cho vật liệu sợi |
| Thủy tinh & Gốm sứ | Cốc thủy tinh phẳng, cốc gốm | × | √ | √ | × | × | √ | Đánh dấu bằng laser sợi quang bị giới hạn ở sự đổi màu bề mặt |
| Vật liệu cao su | Tấm cao su, silicon cấp laser | √ | √ | √ | × | × | × | Laser sợi quang không thể xử lý vật liệu mềm |
| Sản phẩm giấy | Giấy bìa cứng, giấy vẽ | √ | √ | √ | × | × | × | Kiểm soát ngọn lửa quan trọng khi cắt bằng tia laser CO₂ |
| Cục đá | Đá granit, đá cẩm thạch, đá phiến | × | √ | √ | × | × | Giới hạn | Độ sâu đánh dấu bằng laser sợi quang bị giới hạn; chỉ dành cho các dấu nông |
| Vật liệu bọt | Xốp EVA, xốp PE | √ | √ | √ | × | × | × | Laser sợi quang không phù hợp với bọt có khả năng hấp thụ cao |
| Kim loại (Kim loại trần) | Thép không gỉ, nhôm, đồng, đồng thau, titan | × | × | √ (có bình xịt) | √ | √ | √ | Laser sợi có thể xử lý trực tiếp kim loại |
| Kim loại phủ | Nhôm anodized, kim loại sơn | × | √ | √ | × (không khuyến khích cắt) | √ | √ | Laser sợi quang vượt trội trong việc đánh dấu bề mặt có độ tương phản cao |
| Kim loại quý | Vàng, bạc, bạch kim | × | × | √ (có bình xịt) | √ | √ | √ | Laser sợi quang được sử dụng rộng rãi trong chế tác trang sức và kim loại có giá trị cao |
| Kim loại phản xạ cao | Gương nhôm, đồng, đồng thau | × | × | √ (có bình xịt) | √ | √ | √ | Laser sợi quang cần công suất cao hoặc cài đặt đặc biệt để tránh hư hỏng do phản xạ |
| Vật liệu sợi thủy tinh | Tấm sợi thủy tinh, tấm epoxy | × | × | × | × | × | × | Quá trình xử lý giải phóng khí độc; không khuyến khích |
| PVC & Nhựa Vinyl | Vật liệu PVC, màng vinyl | × | × | × | × | × | × | Cả hai loại laser đều không phù hợp với vật liệu có chứa clo |
11.0Laser sợi quang so với Laser CO₂: Bạn nên mua loại nào và tại sao?
Lựa chọn giữa máy cắt laser CO₂ và Fiber
Nếu bạn đang có ý định mua máy cắt laser nhưng không chắc chắn nên chọn laser CO₂ hay laser Fiber, việc hiểu rõ sự khác biệt giữa hai công nghệ này sẽ giúp bạn đưa ra quyết định sáng suốt.
Nắm rõ ưu điểm và hạn chế của từng loại laser sẽ giúp bạn xác định loại nào phù hợp hơn với nhu cầu cụ thể của mình.
11.1So sánh cắt thép không gỉ 5mm
- Cắt Laser CO₂ Mẫu Thép Không Gỉ 5mm
- Cắt Laser Fiber Mẫu Thép Không Gỉ 5mm
(Chèn sơ đồ hoặc ảnh so sánh vào đây)
11.2Các yếu tố chính trong việc lựa chọn hệ thống cắt laser
Việc lựa chọn hệ thống cắt laser tự động phù hợp đòi hỏi phải đánh giá toàn diện các ứng dụng, yêu cầu, hạn chế hiện tại và kế hoạch tăng trưởng trong tương lai của bạn. Những cân nhắc chính bao gồm:
- Các loại vật liệu và độ dày
- Độ chính xác xử lý
- Hiệu quả sản xuất
- Ngân sách mua hàng
- Chi phí hoạt động
11.3So sánh công nghệ và kết luận
Trong khi công nghệ laser CO₂ đã được khẳng định và vẫn vượt trội trong việc cắt nhiều vật liệu phi kim loại, thì laser sợi quang cung cấp tới Tốc độ cắt nhanh hơn 5 lần trên kim loại mỏng (dưới 8 mm) và có thể giảm chi phí vận hành khoảng 50%.
Năng suất cao hơn và tổng chi phí sở hữu thấp hơn đưa laser sợi quang trở thành động lực chuyển đổi trong ngành.
11.4So sánh hiệu suất chính của công nghệ laser
| Chức năng / Hiệu suất | Laser sợi quang | Tia laser CO₂ |
| Cắt tấm kim loại | ✓ | |
| Khắc kim loại | ✓ | |
| Cắt vật liệu hữu cơ | ✓ | |
| Cắt vật liệu mỏng (<8 mm) | ✓ | |
| Cắt vật liệu dày | ✓ | ✓ |
| Độ nhám bề mặt (Hoàn thiện tốt hơn) | ✓ | |
| Tốc độ cắt (<8 mm) | ✓ | |
| Tiêu thụ năng lượng | ✓ | |
| Chi phí hoạt động | ✓ | |
| Chi phí bảo trì | ✓ | |
| Thiết lập máy & Thời gian nhàn rỗi | ✓ | |
| Tổng chi phí sở hữu | ✓ | |
| Dấu chân (Không gian cần thiết) | ✓ | |
| Sự an toàn | ✓ |
12.0Laser CO₂ so với Laser sợi quang — Những câu hỏi thường gặp
Laser CO₂ là gì?
Laser CO₂ tạo ra ánh sáng laser bằng cách kích thích các phân tử khí CO₂, tạo ra bước sóng khoảng 10,6 micron. Nó phù hợp để cắt và khắc nhiều loại vật liệu phi kim loại và hiện là loại laser được sử dụng rộng rãi nhất.
Laser sợi quang là gì?
Laser sợi quang sử dụng sợi quang pha tạp đất hiếm (thường là ytterbium) làm môi trường khuếch đại, với bước sóng ngắn hơn khoảng 1,064 micron. Nó được thiết kế riêng để cắt và đánh dấu kim loại, mang lại hiệu quả cao và dễ bảo trì.
Sự khác biệt chính giữa laser CO₂ và laser sợi quang là gì?
Bước sóng: Laser CO₂ hoạt động ở bước sóng 10,6 micron, laser sợi quang ở bước sóng 1,064 micron.
Tính phù hợp của vật liệu: Tia laser CO₂ hoạt động tốt trên các vật liệu phi kim loại, trong khi tia laser sợi quang được tối ưu hóa để cắt kim loại.
Hiệu quả và bảo trì: Laser sợi quang có hiệu suất năng lượng cao hơn và bảo trì đơn giản hơn; Laser CO₂ tiêu thụ nhiều điện năng hơn và đòi hỏi bảo trì phức tạp hơn.
Loại laser nào tốt hơn để cắt kim loại?
Tia laser sợi quang, với bước sóng ngắn hơn và hiệu suất hấp thụ cao hơn, lý tưởng để cắt nhiều loại kim loại khác nhau, đặc biệt là các tấm kim loại mỏng (<8 mm), mang lại tốc độ cắt nhanh hơn và mức tiêu thụ năng lượng thấp hơn.
Laser CO₂ mang lại những lợi ích gì?
Tia laser CO₂ hỗ trợ nhiều loại vật liệu (nhựa, gỗ, acrylic, v.v.), có cấu trúc đơn giản hơn, chi phí trả trước thấp hơn và mang lại khả năng cắt và khắc chất lượng cao trên các vật liệu không phải kim loại.
Có sự chênh lệch lớn về chi phí hoạt động không?
Laser sợi quang tiết kiệm năng lượng hơn laser CO₂ khoảng 4 đến 5 lần, giúp giảm đáng kể mức tiêu thụ điện năng và chi phí bảo trì, giúp tiết kiệm hơn về lâu dài.
Tia laser nào an toàn hơn?
Cả hai đều là laser công suất cao đòi hỏi các biện pháp an toàn nghiêm ngặt. Hầu hết các hệ thống cắt laser được thiết kế để đáp ứng các tiêu chuẩn an toàn laser Loại 1, đảm bảo hoạt động an toàn.
Việc bảo trì máy laser sợi quang có phức tạp không?
Việc bảo trì đơn giản, chủ yếu bao gồm việc vệ sinh vòi phun và cửa sổ bảo vệ, với thời gian bảo trì hàng tuần thông thường dưới 30 phút.
Việc bảo trì máy laser CO₂ có khó không?
Việc bảo trì phức tạp hơn, đòi hỏi phải vệ sinh gương và ống thổi thường xuyên. Việc bảo trì hàng tuần có thể mất 4 đến 5 giờ.
Có sự khác biệt đáng kể nào về chi phí mua hàng không?
Laser sợi quang thường có chi phí đầu tư ban đầu cao hơn, thường gấp nhiều lần chi phí của laser CO₂. Tuy nhiên, hiệu suất cao hơn và chi phí vận hành thấp hơn có thể thu hồi vốn đầu tư theo thời gian.
Laser sợi quang có phù hợp với nhựa và vật liệu hữu cơ không?
Nói chung không được khuyến khích. Laser sợi quang phù hợp hơn với kim loại và nhựa có chứa chất phụ gia nhạy cảm với laser.
Tài liệu tham khảo
www.researchgate.net/publication/335334467_Phân_tích_sợi_và_CO_2_Laser_Cutting_Accuracy
https://www.xometry.com/resources/sheet/co2-laser-vs-fiber-laser/
https://www.tubeformsolutions.com/blog/tube-bender-7/fiber-vs-co2-laser-cutting-understanding-the-differences-448



