

- 1.0Vát là gì?
- 2.0Các loại vát
- 3.0Vát mép được thực hiện như thế nào?
- 4.0Lỗ vát là gì và được định nghĩa như thế nào?
- 5.0Chamfer so với Radius: Sự khác biệt là gì?
- 6.0Tại sao vát mép lại quan trọng?
- 7.0Các loại dụng cụ vát cạnh thông dụng & Hướng dẫn ứng dụng
- 8.0Hướng dẫn lựa chọn công cụ (Theo kịch bản ứng dụng)
- 9.0Cạnh vát trong CAD là gì?
- 10.0Cách tạo vát cạnh trong CAD
- 11.0Vát cạnh so với cạnh gãy
- 12.0Vát cạnh so với vát chìm
- 13.0Vát cạnh so với Gọt bavia
- 14.0Vát trong kỹ thuật là gì?
1.0Vát là gì?
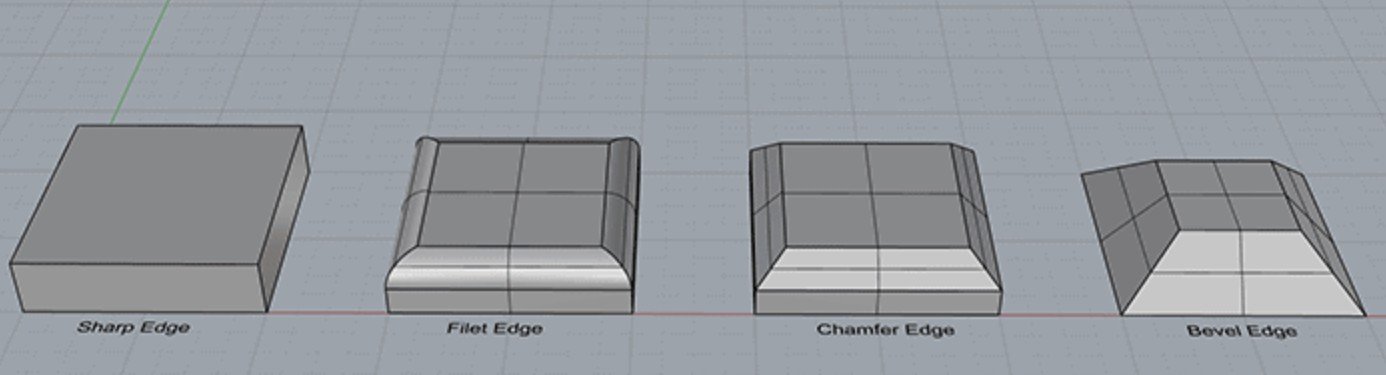
Vát là phương pháp xử lý cạnh phổ biến được sử dụng trong gia công và sản xuất để loại bỏ các góc sắc khỏi các cạnh của bộ phận. Nó cải thiện chức năng, tăng cường độ an toàn và góp phần tăng tính thẩm mỹ cho bộ phận.
Vát là một bề mặt phẳng được đặt ở một góc cụ thể, thường được sử dụng để thay thế một góc 90 độ sắc nét giữa hai bề mặt liền kề. Không giống như fillet, là một phần chuyển tiếp tròn, vát tạo ra một góc vát cạnh thẳng. Góc vát được sử dụng phổ biến nhất là 45°, mặc dù 30°, 60° hoặc các góc tùy chỉnh khác có thể được áp dụng tùy thuộc vào thiết kế hoặc yêu cầu chức năng.
Vát cạnh được sử dụng rộng rãi trên các bộ phận làm từ kim loại, nhựa và các vật liệu khác. Ví dụ, các cạnh của vỏ máy tính xách tay hoặc điện thoại thông minh thường được vát hoặc ép để tạo ra trải nghiệm chạm mượt mà hơn và tránh gây khó chịu khi cầm nắm.
2.0Các loại vát
Vát có thể được phân loại theo hình học và ứng dụng thành các loại phổ biến sau:
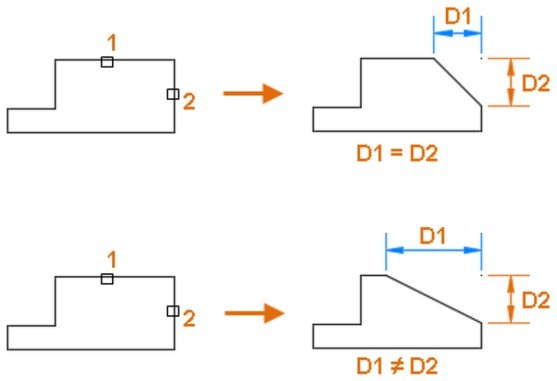
- Vát tiêu chuẩn (khoảng cách bằng nhau 45°):
Đây là loại vát phổ biến nhất, được tạo ra bằng cách cắt đều dọc theo hai bề mặt liền kề, thường ở góc 45°. Nó cung cấp tính đối xứng, khả năng gia công dễ dàng và khả năng lặp lại, làm cho nó trở nên lý tưởng cho các khối, giá đỡ và các bộ phận phẳng. Đây cũng là tùy chọn vát mặc định trong hầu hết các hệ thống CAD. - Vát theo khoảng cách và góc (Góc tùy chỉnh):
Kiểu này được xác định bằng cách chỉ định độ lệch tuyến tính và góc tùy chỉnh (ví dụ: 30°, 60°). Kiểu này được sử dụng khi cần độ chính xác độ dốc hoặc căn chỉnh với các thành phần ghép nối. Thường được áp dụng trong các cụm lắp ráp yêu cầu quản lý khoảng cách hoặc chèn có hướng dẫn. - Vát không đối xứng (Vát hai khoảng cách):
Trong trường hợp này, chiều dài của các vát trên hai bề mặt liền kề không bằng nhau, tạo thành một góc không đều. Thích hợp khi không gian bị hạn chế ở một bên hoặc khi cần tác dụng lực theo một hướng cụ thể trong quá trình lắp ráp. Phổ biến trong các thiết kế cơ khí không đối xứng. - Vát mép lỗ (Vát mép dẫn vào):
Được áp dụng xung quanh lối vào của lỗ khoan hoặc lỗ gia công để hỗ trợ lắp vít hoặc bu lông, giảm hư hỏng cạnh và bảo vệ ren. Thường được chỉ định là “C1.0 × 45°”. Phổ biến trong các lỗ ren, các đặc điểm định vị và thiết kế chìm. - Vát mặt cuối:
Cạnh vát được áp dụng xung quanh mặt cuối của trục, ống hoặc đĩa. Nó làm tăng vẻ đẹp trực quan, giảm các cạnh sắc và hỗ trợ căn chỉnh. Trong các thành phần quay, nó cũng giúp giảm mài mòn cạnh và thường được sử dụng cùng với các góc bo tròn để giảm sự tập trung ứng suất. - Hồ sơ vát tùy chỉnh:
Được sử dụng trong các ứng dụng có độ chính xác cao hoặc thông số kỹ thuật cao như hàng không vũ trụ, thiết bị y tế và dụng cụ. Những ứng dụng này có thể bao gồm các góc thay đổi, chuyển tiếp cong hoặc bề mặt hợp chất. Thường yêu cầu gia công CNC đa trục, mài mịn hoặc mô hình hóa 3D tiên tiến, với các định nghĩa được xử lý thông qua CAD.
3.0Vát mép được thực hiện như thế nào?
Có thể thực hiện vát mép thông qua nhiều phương pháp gia công khác nhau, tùy thuộc vào hình dạng bộ phận, độ chính xác cần thiết và thiết lập sản xuất. Các quy trình phổ biến bao gồm tiện, phay, khoan và mài.
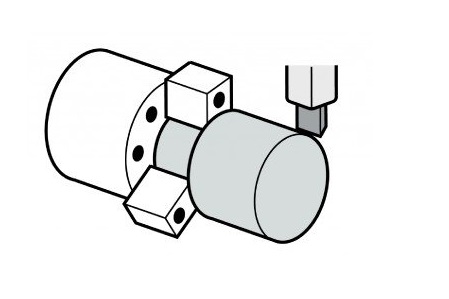
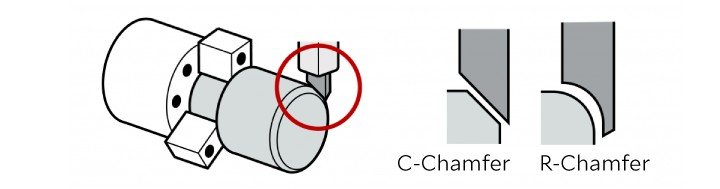
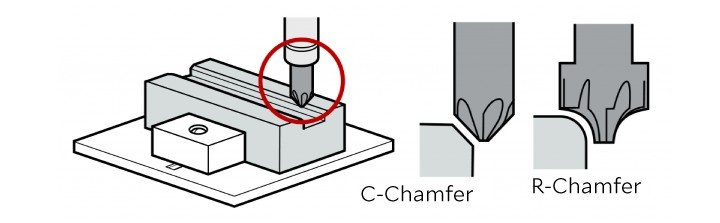
Vát cạnh:
Phù hợp nhất cho các bộ phận hình trụ và thường được thực hiện trên máy tiện. Dụng cụ cắt được đưa vào phôi quay để tạo ra cạnh vát.
Các công cụ phổ biến:
- Dụng cụ thẳng 45°: dùng cho vát mép kiểu C (tuyến tính)
- Công cụ bán kính: được sử dụng cho vát mép kiểu R (tròn)
Phương pháp này lý tưởng cho sản xuất số lượng lớn và vát cạnh chính xác các trục và các thành phần tương tự.
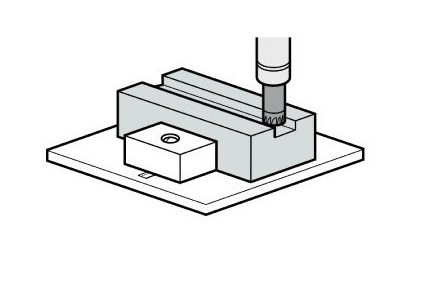
Phay vát mép:
Được sử dụng cho các bề mặt phẳng hoặc đường viền ngoài, trong đó một dụng cụ quay cắt vát trên một phôi cố định.
Các công cụ phổ biến:
- Dao phay vát cạnh: dùng cho vát cạnh chữ C
- Máy phay đầu bo tròn góc: dùng cho vát mép kiểu R
Phay có tính linh hoạt cao và phù hợp để vát cạnh cục bộ trên các bộ phận phức tạp.
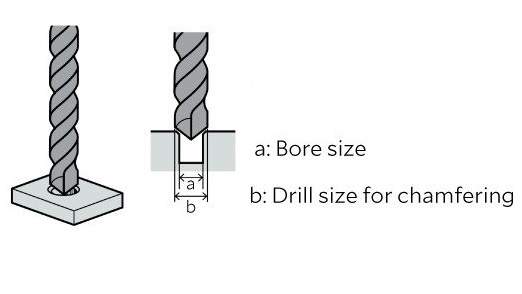
Vát khoan:
Áp dụng cho các lỗ vào bằng cách sử dụng mũi khoan có đường kính lớn hơn để tạo cạnh thon. Phương pháp này nhanh chóng và hiệu quả cho từng lỗ.
Lưu ý: Mặc dù hiệu quả, kỹ thuật này có thể tạo ra các gờ thứ cấp dọc theo cạnh. Một máy phay đầu bi hoặc công cụ loại bỏ gờ chuyên dụng thường được sử dụng sau đó để đảm bảo bề mặt lỗ sạch.
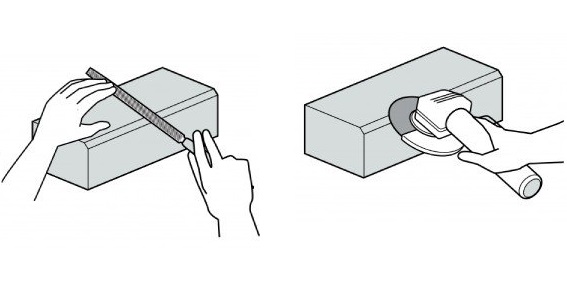
Mài và vát thủ công:
Được sử dụng để loại bỏ bavia hoặc vát cạnh nhỏ ở những khu vực không bằng phẳng hoặc mỏng manh.
Các công cụ phổ biến:
- Máy mài đĩa
- Tập tin tay
Thường được sử dụng để vát mép hoặc làm mịn cạnh nói chung. Không được khuyến khích cho các ứng dụng có độ chính xác cao. Để có chất lượng sản xuất đồng đều, hệ thống loại bỏ gờ tự động được ưu tiên hơn so với phương pháp thủ công.
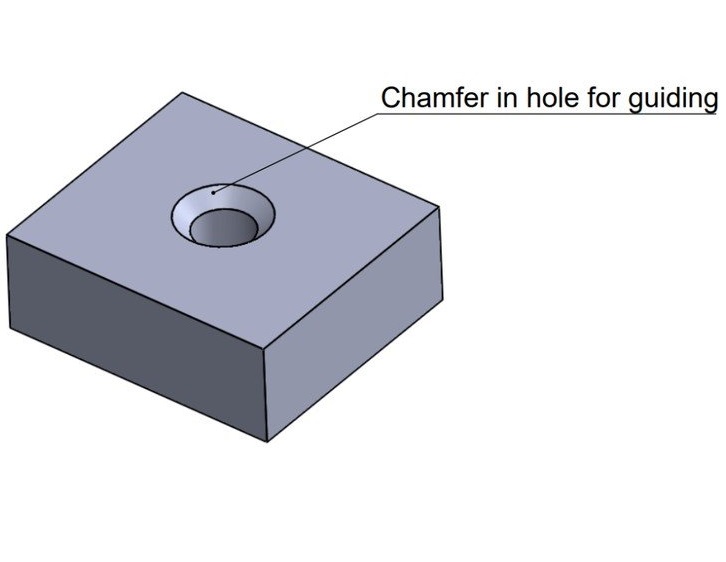
4.0Lỗ vát là gì và được định nghĩa như thế nào?
Lỗ vát cạnh là lỗ có cạnh vào được vát ở một góc cụ thể, thường là 45°. Bề mặt góc cạnh này phục vụ một số mục đích chức năng:
Hướng dẫn lắp ráp: Giúp việc lắp ốc vít, bu lông, chốt, ống lót và các thành phần khác trở nên dễ dàng hơn.
Bảo vệ cạnh: Giảm nguy cơ mài mòn, sứt mẻ hoặc nứt cạnh xung quanh lỗ.
Loại bỏ gờ: Trong các lỗ ren, việc vát cạnh giúp loại bỏ các gờ có thể cản trở các bộ phận ghép nối hoặc làm hỏng ren.
Cải thiện tính toàn vẹn của cấu trúc: Giảm thiểu sự tập trung ứng suất xung quanh lỗ, góp phần kéo dài tuổi thọ sử dụng.
Ký hiệu vát trong bản vẽ kỹ thuật:
Vát trên lỗ thường được chỉ định theo một trong các định dạng sau:
C1.0 × 45°: Biểu thị độ sâu vát là 1,0 mm ở góc 45°.
2 × 45°: Chỉ ra chiều rộng vát là 2 mm ở góc 45°.
Lỗ vát được sử dụng rộng rãi trong các lỗ ren, lỗ chốt, lỗ định vị và lỗ khoét. Chúng là một thông lệ thiết kế tiêu chuẩn trong kỹ thuật chính xác, nơi lắp ráp đáng tin cậy và độ bền là rất quan trọng.
5.0Chamfer so với Radius: Sự khác biệt là gì?
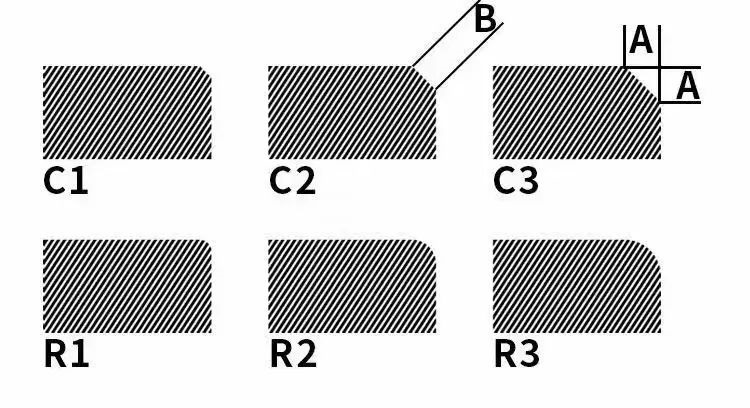
Trong thiết kế và sản xuất cơ khí, vát và bán kính (hoặc fillet) đều được sử dụng để loại bỏ các cạnh sắc khỏi các bộ phận. Mục đích của chúng là cải thiện sự vừa vặn, an toàn, tính toàn vẹn của cấu trúc và vẻ ngoài. Tuy nhiên, chúng khác nhau đáng kể về hình dạng, ứng dụng và phương pháp sản xuất.
| Mục so sánh | vát mép | Bán kính / Fillet |
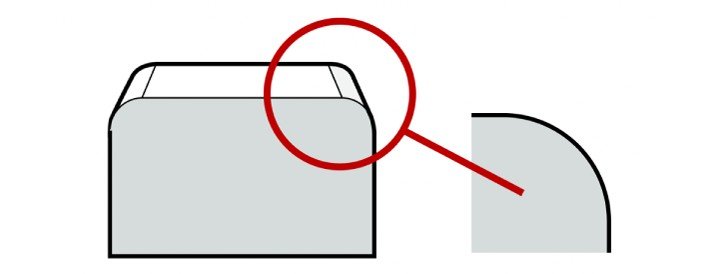
| Hình học | Bề mặt góc cạnh (thường là thẳng) | Bề mặt cong (chuyển tiếp trơn tru) |
| Góc/Kích thước điển hình | Thông thường là 45°, có thể là 30°, 60°, v.v. | Được xác định theo bán kính, ví dụ, R1.0, R3.0 |
| Các lĩnh vực ứng dụng | Các cạnh, mục nhập lỗ, các tính năng căn chỉnh | Đường viền ngoài, góc, mối nối cạnh |
| Mục đích thiết kế | Loại bỏ các cạnh sắc, hướng dẫn lắp ráp, đơn giản hóa việc ghép nối, giảm bớt ứng suất | Cải thiện vẻ ngoài, tăng cường các góc cạnh, giảm sự tập trung ứng suất |
| Phương pháp gia công | Phay, tiện và khoan | Phay, gia công CNC, tạo hình khuôn |
| Ký hiệu CAD | C1.0 × 45° (độ sâu × góc) | R2.0 (thông số bán kính) |
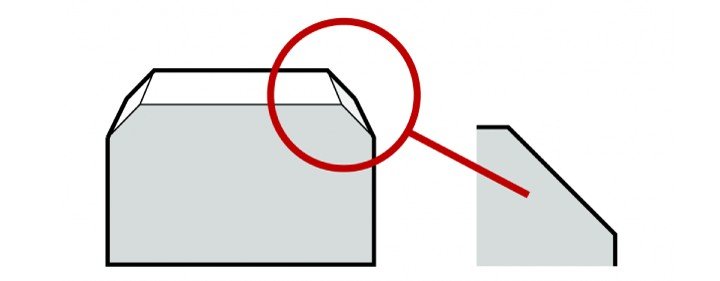
Ghi chú:Về mặt kỹ thuật, một vát mép đề cập đến một đường cắt thẳng góc, trong khi một bán kính hoặc phi lê chỉ ra một sự chuyển đổi tròn. Trong cách sử dụng không chính thức, thuật ngữ vát đôi khi được sử dụng thay thế cho vát mép, nhưng trong bản vẽ kỹ thuật và mô hình CAD, chúng cần được phân biệt rõ ràng.
6.0Tại sao vát mép lại quan trọng?
Vát mép là một quy trình thiết kế và sản xuất thiết yếu được sử dụng trong các bộ phận chất lượng cao và chế tạo kim loại tấm. Nó đóng vai trò quan trọng trong việc cải thiện tính an toàn, hiệu quả lắp ráp, độ bền và hiệu suất kết nối. Các lợi ích chính bao gồm:
- Cải thiện tính an toàn:
Các bộ phận kim loại gia công thường giữ lại các cạnh sắc hoặc gờ có thể gây ra vết cắt hoặc thương tích trong quá trình xử lý, lắp đặt hoặc sử dụng. Vát cạnh loại bỏ các góc sắc này, giảm nguy cơ gây hại—đặc biệt là đối với các sản phẩm có thể được trẻ em xử lý, khi đó có thể cần vát cạnh lớn hơn để tăng thêm khả năng bảo vệ. - Lắp ráp đơn giản:
Vát cạnh đóng vai trò dẫn vào các thành phần như vít, chốt hoặc chốt. Chúng giúp dẫn hướng các bộ phận vào lỗ ghép, giảm thiểu sự can thiệp và giảm độ khó căn chỉnh—cuối cùng là tăng tốc quá trình lắp ráp. - Giảm sự tập trung căng thẳng:
Các cạnh sắc 90 độ có thể trở thành điểm tập trung ứng suất dưới tải trọng hoặc rung động, dẫn đến nứt hoặc hỏng do mỏi. Vát giúp phân phối ứng suất đều hơn tại các mối nối quan trọng, cải thiện độ tin cậy tổng thể của cấu trúc. - Độ bền và tính toàn vẹn cơ học được cải thiện:
Các cạnh sắc dễ bị sứt mẻ, nứt hoặc tách lớp theo thời gian do ma sát hoặc va đập. Các cạnh vát cạnh tạo ra sự chuyển tiếp mượt mà hơn, giảm nguy cơ hư hỏng và ngăn các mảnh vụn rời rạc xâm nhập vào máy móc—do đó giảm nguy cơ hỏng hóc. - Hiệu suất khớp được tối ưu hóa:
Vát cạnh tạo ra điều kiện cạnh tốt hơn cho hàn, liên kết hoặc kết nối bu lông. Chúng giúp giảm thiểu ứng suất tăng, cải thiện bề mặt bịt kín và tăng cường tính toàn vẹn của mối nối. - Tăng hiệu quả sản xuất:
Trong sản xuất khối lượng lớn, vát mép có thể được chuẩn hóa và tự động hóa thông qua lập trình CNC. Điều này làm giảm việc hoàn thiện thủ công, tăng cường tính nhất quán giữa các bộ phận và cải thiện năng suất sản xuất chung.

7.0Các loại dụng cụ vát cạnh thông dụng & Hướng dẫn ứng dụng
Vát cạnh là một hoạt động hoàn thiện phổ biến trong gia công kim loại, được sử dụng để loại bỏ các cạnh sắc, hỗ trợ lắp ráp, cải thiện chất lượng mối hàn hoặc tăng tính thẩm mỹ của bộ phận. Tùy thuộc vào phương pháp gia công, hình dạng bộ phận và bối cảnh ứng dụng, các công cụ vát cạnh có thể được phân loại thành bốn loại chính:
7.1Máy vát mép
- Máy vát mép để bàn: Tấm kim loại, thanh phẳng, ống – Độ ổn định cao cho sản xuất hàng loạt; góc và độ sâu có thể điều chỉnh
- Dụng cụ vát cầm tay: Các cạnh không đều, sửa chữa tại chỗ – Di động và linh hoạt; lý tưởng cho các lô nhỏ và hình dạng thay đổi
- Máy vát ống: Ống thép và thép không gỉ – Được thiết kế cho các đầu ống; vát mép trong, ngoài và mặt trong một lần
- Máy vát mép hai đầu: Đầu thanh và ống – Xử lý đồng thời hai đầu; hiệu suất và độ chính xác cao; lý tưởng cho các dây chuyền tự động (ví dụ: mô hình điều khiển bằng servo)
7.2Dụng cụ vát CNC (Dùng cho máy tiện/phay/CNC)
- Chèn vát: Máy tiện CNC – Lắp trên giá đỡ dụng cụ; thích hợp cho việc vát mép liên tục, lặp lại
- Máy phay đầu vát: Trung tâm gia công CNC – Góc thông dụng: 30° / 45° / 60°; lý tưởng cho việc vát cạnh và lỗ
- Máy khoan trung tâm: Định vị lỗ bằng vát cạnh – Lỗ dẫn hướng và vát cạnh được hoàn thành trong một bước
- Công cụ vát kết hợp: Tích hợp cạnh trong và ngoài – Hiệu quả cho các quy trình phức hợp như vát mép, loại bỏ gờ và bo tròn cạnh trong một thao tác
7.3Dụng cụ vát cạnh thủ công & nhẹ (Sửa chữa & Hoàn thiện cạnh)
- Dụng cụ cắt gờ: Lỗ bên trong, cạnh sắc – Vận hành bằng tay; nhỏ gọn và dễ sử dụng; thích hợp để hoàn thiện tại chỗ
- Dao vát thủ công: Các cạnh, lỗ vào – Hoạt động nhanh chóng và đơn giản; lý tưởng cho kim loại mềm hoặc công việc nhẹ
- Dũa / Đá mài / Giấy nhám: Hình dạng cạnh khác nhau – Chi phí thấp, xử lý linh hoạt; hữu ích cho việc hoàn thiện cạnh thủ công và làm mịn bề mặt


7.4Phụ kiện vát cạnh cho cắt Laser / Plasma / Tia nước
Chúng được tích hợp vào các hệ thống tự động để chuyển tiếp cạnh và chuẩn bị vát:
- Đầu cắt laser với mô-đun điều khiển góc: Thích hợp cho góc vát 45°
- Đầu cắt vát Plasma: Được thiết kế để vát tốc độ cao trong quá trình cắt
- Đầu nghiêng tia nước đa trục: Cho phép vát cạnh chính xác thông qua điều khiển góc
7.5Phụ kiện và cặp công cụ được đề xuất
Dành cho người dùng máy mài góc: Đĩa Flap được khuyến khích sử dụng
Đĩa vạt cong cho các góc bên trong; đĩa vạt thẳng cho các cạnh phẳng
Đối với kim loại màu, hãy sử dụng vải mài mòn có chất phụ gia làm mát để giảm sự đổi màu do nhiệt và ăn mòn
Dành cho người sử dụng máy mài khuôn/máy mài khí nén: Sử dụng mũi khoan Carbide
Cấu tạo: Đầu cắt cacbua vonfram + chuôi thép công cụ
Hình dạng răng:
- Z6 Cắt ngang: Tỷ lệ loại bỏ vật liệu cao; thích hợp cho quá trình xử lý nhanh
- Z3 Cắt Đơn: Tạo ra bề mặt mịn hơn
- Hồ sơ đóng tàu: Được tối ưu hóa cho các nhiệm vụ nặng nhọc; tốc độ loại bỏ cao hơn khoảng 30%
8.0Hướng dẫn lựa chọn công cụ (Theo kịch bản ứng dụng)
Nhu cầu ứng dụng: Loại công cụ được đề xuất
- Chuẩn bị đầu ống: Máy vát ống, Máy vát mép hai đầu
- Các bộ phận gia công bằng máy CNC: Máy phay đầu vát, Chèn vát
- Các cạnh không đều / Sửa chữa tại chỗ: Công cụ vát cầm tay, Dao vát thủ công
- Dây chuyền sản xuất khối lượng lớn tự động: Hệ thống gia công CNC, Máy vát cạnh điều khiển bằng servo
- Vát mép để chuẩn bị hàn: Hệ thống cắt vát bằng laser hoặc plasma
9.0Cạnh vát trong CAD là gì?
Trong CAD (Thiết kế hỗ trợ máy tính), vát cạnh là việc tạo ra bề mặt chuyển tiếp góc cạnh giữa hai mặt giao nhau, thay thế cạnh sắc ban đầu. Yếu tố thiết kế này không chỉ mô phỏng các chi tiết sản xuất trong thế giới thực mà còn mang lại các lợi ích về mặt chức năng:
- Khả năng lắp ráp được cải thiện: Các cạnh vát giúp định hướng các bộ phận ghép nối, tăng cường độ chính xác và hiệu quả lắp ráp.
- Hiệu suất cấu trúc được cải thiện: Giảm sự tập trung ứng suất do các góc sắc gây ra, tăng cường độ bền tổng thể của bộ phận.
- Ngoại hình đẹp hơn và khả năng sản xuất tốt hơn: Thể hiện các tính năng gia công để lập kế hoạch quy trình và các hoạt động tiếp theo rõ ràng hơn.
Hầu hết các phần mềm CAD chính thống (như AutoCAD, SolidWorks và Fusion 360) đều hỗ trợ một số phương pháp xác định vát:
- Vát khoảng cách bằng nhau: Áp dụng cùng một độ lệch cho cả hai mặt liền kề (thường được gọi là vát kiểu C).
- Kết hợp khoảng cách và góc: Xác định độ dài cạnh cụ thể và góc tương ứng.
- Vát không đối xứng: Chỉ định khoảng cách khác nhau cho mỗi mặt liền kề.
Vát thường được xác định trong giai đoạn đầu của mô hình 3D và được tự động thể hiện trong bản vẽ kỹ thuật 2D để hỗ trợ sản xuất và kiểm tra.
10.0Cách tạo vát cạnh trong CAD
10.1Phương pháp 1: Vát khoảng cách bằng nhau (Đối xứng)
Được sử dụng để áp dụng cùng một khoảng cách vát cho cả hai cạnh liền kề—thường được sử dụng cho vát kiểu C tiêu chuẩn.
Các bước thực hiện:
- Chọn vát mép công cụ từ menu “Sửa đổi” hoặc “Tính năng”.
- Chọn cạnh hoặc góc nơi sẽ áp dụng vát cạnh.
- Nhập khoảng cách đồng đều (ví dụ: 2 mm).
- Xác nhận và áp dụng vát mép.
10.2Phương pháp 2: Khoảng cách và góc vát
Thích hợp cho các tính năng yêu cầu góc dẫn hướng cụ thể, chẳng hạn như chốt chèn hoặc lỗ dẫn.
Các bước thực hiện:
- Kích hoạt vát mép
- Chọn cạnh mục tiêu.
- Đặt khoảng cách tuyến tính (ví dụ: 3 mm) và góc mong muốn (ví dụ: 45°).
- Phần mềm sẽ tự động tạo bề mặt góc cạnh—xác nhận để áp dụng.
10.3Phương pháp 3: Vát hai khoảng cách (Không đối xứng)
Được sử dụng cho các cụm lắp ráp không đối xứng hoặc các khu vực hạn chế về không gian bằng cách chỉ định chiều dài vát khác nhau cho mỗi mặt.
Các bước thực hiện:
- Khởi chạy vát mép công cụ và chọn cạnh mục tiêu.
- Đặt hai khoảng cách khác nhau cho các mặt liền kề (ví dụ: Mặt A: 5 mm, Mặt B: 2 mm).
- Xác nhận để tạo vát không đối xứng.
11.0Vát cạnh so với cạnh gãy
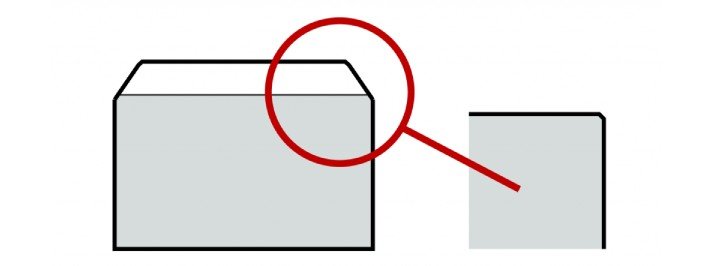
Phá vỡ cạnh đề cập đến một vát rất nhỏ—thường dao động từ 0,01 mm đến 0,5 mm—được áp dụng để loại bỏ các góc sắc nhọn để đảm bảo an toàn và dễ xử lý. Nó được coi là một tính năng chức năng không quan trọng và thường được chỉ ra trong các bản vẽ kỹ thuật với các ghi chú như:
“Phá vỡ mọi cạnh sắc.”
“Loại bỏ gờ và góc sắc”
Đặc trưng:
Độ chính xác về kích thước không thực sự cần thiết
Thông thường được thực hiện thủ công hoặc thông qua quá trình loại bỏ gờ tự động; được coi là một quy ước của quy trình
vát mépNgược lại, là một tính năng thiết kế được xác định chính xác với các kích thước và góc được kiểm soát. Chức năng của nó không chỉ dừng lại ở việc làm mềm cạnh mà còn bao gồm:
- Hướng dẫn lắp ráp
- Giảm tập trung ứng suất
- Tăng cường thẩm mỹ
- Phù hợp hoặc căn chỉnh chính xác
Các góc vát thường được chỉ định trong các mô hình CAD và được chú thích rõ ràng trong các bản vẽ kỹ thuật (ví dụ: C1.0 × 45°), được coi là các yếu tố hình học có chủ đích và được kiểm soát.
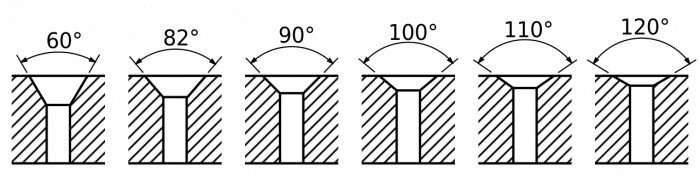
12.0Vát cạnh so với vát chìm
Mặc dù cả hai đều có bề mặt dốc nhưng chức năng và mục đích thiết kế của chúng lại khác nhau đáng kể:
| Loại | vát mép | Đế chìm |
| Chức năng | Bẻ cạnh, hướng dẫn lắp ráp, căn chỉnh và thẩm mỹ | Lắp vít đầu phẳng bằng phẳng với bề mặt |
| Vị trí | Bất kỳ cạnh nào (bên trong hoặc bên ngoài) | Bên trong lỗ |
| Hình học | Mặt góc cạnh đơn giản | Rãnh hình nón, thường đồng tâm |
| Góc thông thường | 30°, 45°, 60° (có thể tùy chỉnh) | 82°, 90° (chuẩn hóa) |
| Callout điển hình | C1.0 × 45° | Lỗ khoét Ø8 × 90° |
| Lắp vít | Có thể hỗ trợ chèn nhưng không dành riêng cho vít | Phù hợp với thông số kỹ thuật vít đầu phẳng tiêu chuẩn |
Bản tóm tắt:Các lỗ vát mép được chuẩn hóa và thiết kế chuyên dụng cho các chi tiết cố định, trong khi các góc vát mép phục vụ nhiều mục đích hơn và mang lại tính linh hoạt trong thiết kế cao hơn.
13.0Vát cạnh so với Gọt bavia
Cả hai quy trình đều cải thiện chất lượng cạnh, nhưng chúng khác nhau về mục đích, phương pháp và cách kiểm soát:
| Loại | vát mép | Gọt gờ |
| Sự định nghĩa | Một góc cắt có kích thước chính xác | Làm mịn cạnh bằng cách loại bỏ gờ |
| Điều khiển | Được xác định trong CAD, có kích thước nghiêm ngặt | Thường không có kích thước cụ thể; được điều khiển bởi quy trình |
| Phương pháp | Tiện, phay, gia công CNC | Mài, chải, giũa thủ công, rung, v.v. |
| Mục đích | Đặc điểm chức năng hoặc cấu trúc | Cải thiện độ an toàn và bề mặt hoàn thiện |
| Hình thức | Góc cố định và độ sâu | Không đều, tròn hoặc vát cạnh nhỏ |
Bản tóm tắt: Vát cạnh hướng đến thiết kế và kiểm soát kích thước, trong khi loại bỏ gờ tập trung vào sự an toàn và độ sạch của bề mặt. Hai phương pháp này có thể được áp dụng riêng biệt hoặc kết hợp tùy thuộc vào nhu cầu chức năng và sản xuất.
14.0Vát trong kỹ thuật là gì?
Trong kỹ thuật, một vát mép là bề mặt góc được gia công chính xác được áp dụng để thay thế cạnh sắc trên một bộ phận. Trừ khi có quy định khác, góc vát tiêu chuẩn thường là 45°.
Chức năng chính của vát cạnh:
- Loại bỏ các góc nhọn: Giảm các điểm tập trung ứng suất và tăng cường tính toàn vẹn của cấu trúc.
- Trợ giúp lắp ráp: Dẫn các chi tiết cố định vào lỗ hoặc giúp căn chỉnh các bộ phận trong quá trình lắp ráp.
- Cải thiện an toàn: Giảm thiểu nguy cơ bị cắt, hư hỏng do va đập hoặc thương tích khi xử lý.
- Tối ưu hóa giao diện: Cải thiện chất lượng mối hàn, liên kết dính hoặc mối nối bu lông bằng cách làm mịn bề mặt tiếp xúc.
Trong bản vẽ kỹ thuật, vát mép phải được định kích thước và dung sai theo tiêu chuẩn kỹ thuật quốc tế để đảm bảo khả năng sản xuất và tính nhất quán khi kiểm tra. Các tiêu chuẩn chung bao gồm:
- Tiêu chuẩn ASME Y14.5
- Tiêu chuẩn ISO13715
Các tiêu chuẩn này rất quan trọng để đạt được khả năng lặp lại và độ tin cậy trong thiết kế cơ khí chính xác.
Tài liệu tham khảo
violintec.com/sheet-metal-and-stamped-parts/chamfers-vs-radii-in-sheet-metal-fabrication-know-the-difference/
https://en.wikipedia.org/wiki/Chamfer



