

Trong gia công kim loại, chế biến nhựa và gia công, các cạnh sắc 90° không chỉ dễ làm hỏng chi tiết mà còn gây ra rủi ro về an toàn. Để loại bỏ các góc sắc này, có hai kỹ thuật phổ biến được sử dụng trong quá trình sản xuất: vát mép Và vát mép.
Mặc dù các thuật ngữ “vát” và “vát nghiêng” thường được sử dụng thay thế cho nhau, nhưng chúng khác nhau đáng kể về hình học, phương pháp gia công và chức năng mong muốn.
Bài viết này cung cấp so sánh chi tiết giữa vát và vát cạnh, tập trung vào đặc điểm hình học, kỹ thuật gia công và lợi ích tương ứng.
1.0Vát là gì?
Thuật ngữ vát mép có nguồn gốc từ tiếng Pháp trung đại chamfrein, nghĩa là “cạnh vát”. Trong lĩnh vực gia công và sản xuất, nó đề cập đến một cạnh chuyển tiếp được tạo ra bằng cách cắt giữa hai bề mặt của một bộ phận. Một thuật ngữ liên quan, lưỡi chim sơn ca, đôi khi được dùng để mô tả các mặt cắt vát cong đặc biệt.
Vát là một đường cắt nghiêng được tạo ra giữa hai bề mặt tiếp giáp của một phôi, thường ở góc 90°. Góc vát phổ biến nhất là 45°, mặc dù góc này có thể được điều chỉnh dựa trên các thông số kỹ thuật thiết kế. Không giống như vát, vát không kéo dài qua toàn bộ độ dày của vật liệu; nó chỉ loại bỏ một phần nhỏ ở cạnh để loại bỏ các góc sắc, tăng tính hấp dẫn về mặt thị giác hoặc tạo điều kiện lắp ráp.
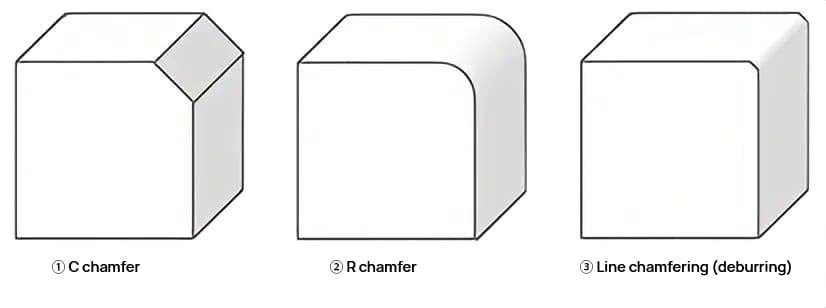
Đặc điểm hình học của vát cạnh:
- Góc cố định: Thường được đặt ở góc 45°, tạo ra cạnh đối xứng và đồng nhất.
- Độ sâu nông: Chỉ sửa đổi cạnh ngoài mà không ảnh hưởng đến tính toàn vẹn về mặt cấu trúc của bộ phận.
- Chuyển đổi theo đường thẳng: Không giống như hình cong của miếng phi lê hoặc độ dốc mở rộng của miếng vát, vát cạnh tạo thành các cạnh phẳng, góc cạnh.
Các phương pháp vát cạnh thông dụng:
Các công cụ vát mép điển hình bao gồm:
- Máy phay vát: Máy cắt có độ chính xác cao được sử dụng trên máy phay CNC.
- Dao cạo tay hoặc dao vát cạnh: Dụng cụ thủ công phù hợp cho các lô nhỏ hoặc hoàn thiện cạnh tại chỗ.
- Dụng cụ mài bavia quay hoặc bánh mài: Được sử dụng cho các cạnh không đều hoặc khi cần bề mặt hoàn thiện cao.
Thiết bị vát cạnh:
- Máy vát cạnh CNC
- Dụng cụ vát mép cầm tay
- Máy vát mép hai đầu
- Máy phay vát cạnh quay / dụng cụ vát cạnh
- Máy vát mép ống / hệ thống vát đầu ống
Ứng dụng của vát cạnh:
- Gia công CNC kim loại: Thường được sử dụng trên các cạnh của các bộ phận cơ khí, bánh răng và các phần có ren.
- Sản phẩm nhựa và thủy tinh: Cải thiện độ mịn của cạnh và hình thức bề mặt.
- Hoàn thiện kiến trúc và nhà ở: Được áp dụng cho các cạnh bàn hoặc mặt bàn để đảm bảo an toàn và thẩm mỹ.
2.0Vát là gì?
MỘT vát đề cập đến một bề mặt góc cạnh kết nối hai bề mặt không vuông góc hoặc song song. Giống như vát cạnh, vát được sử dụng để loại bỏ các cạnh sắc, nhưng nó khác nhau về cả góc độ và phạm vi. Vát thường liên quan đến diện tích cắt lớn hơn và có thể kéo dài qua một phần hoặc toàn bộ độ dày của vật liệu.
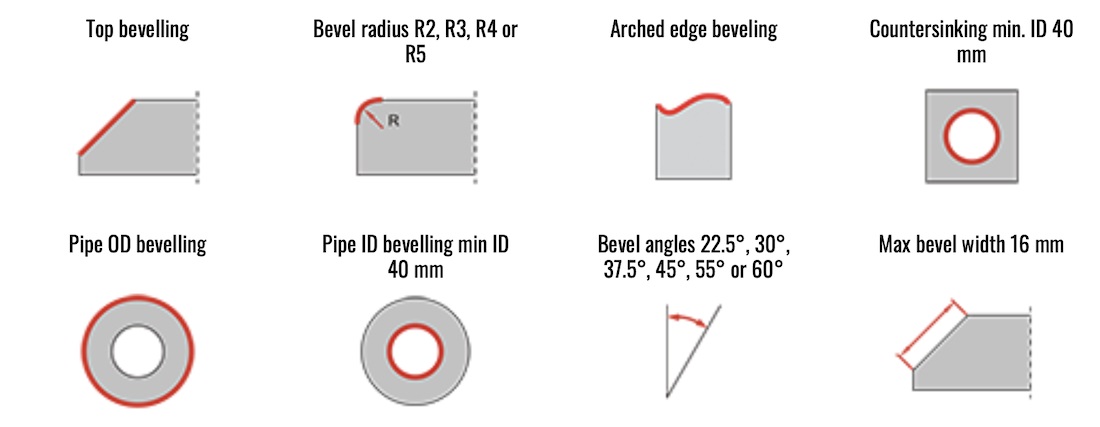
Đặc điểm hình học của vát:
- Góc linh hoạt: Góc vát có thể thay đổi tùy theo yêu cầu về cấu trúc hoặc chức năng—các góc phổ biến bao gồm 15°, 30° và 45°.
- Diện tích cắt lớn hơn: Đường vát thường chạy dọc theo toàn bộ chiều dài cạnh và loại bỏ nhiều vật liệu hơn đường vát cạnh.
- Chuyển đổi dốc: Không giống như bề mặt phẳng, góc cạnh chính xác của vát cạnh, vát cạnh tạo ra độ dốc dần dần và tiện dụng hơn.
Ứng dụng điển hình của vát mép:
- Hàn kết cấu: Chuẩn bị các cạnh tấm hoặc đầu ống cho mối hàn (ví dụ, rãnh vát).
- Phụ tùng ô tô: Bánh răng vát và bề mặt đệm nghiêng.
- Đồ nội thất và vật liệu xây dựng: Các đường vát trang trí trên khung ảnh, gương và cạnh tủ.
- Đồ điện tử tiêu dùng: Viền nghiêng và lớp hoàn thiện cửa sổ quang học vát.
3.0Chamfer so với Bevel: Sự khác biệt chính
Định nghĩa và ngữ cảnh:
- Vát: Vát thường đề cập đến một cạnh góc cạnh kết nối hai bề mặt song song. Bề mặt góc cạnh này không phải lúc nào cũng là kết quả của quá trình cắt—nó cũng có thể được hình thành trong quá trình định hình ban đầu của vật liệu. Vát có thể xuất hiện tự nhiên trong quá trình sản xuất hoặc được đưa vào một cách có chủ ý.
- Vát: Vát cụ thể là một cạnh góc được tạo ra bằng cách cắt. Nó thường xảy ra giữa hai bề mặt liền kề và luôn liên quan đến việc loại bỏ vật liệu.
Tóm lại:
- Việc vát không nhất thiết phải cắt, trong khi vát cạnh luôn liên quan đến quá trình cắt.
- Vát được áp dụng giữa các bề mặt liền kề, trong khi vát thường được sử dụng như phần chuyển tiếp giữa các bề mặt song song.
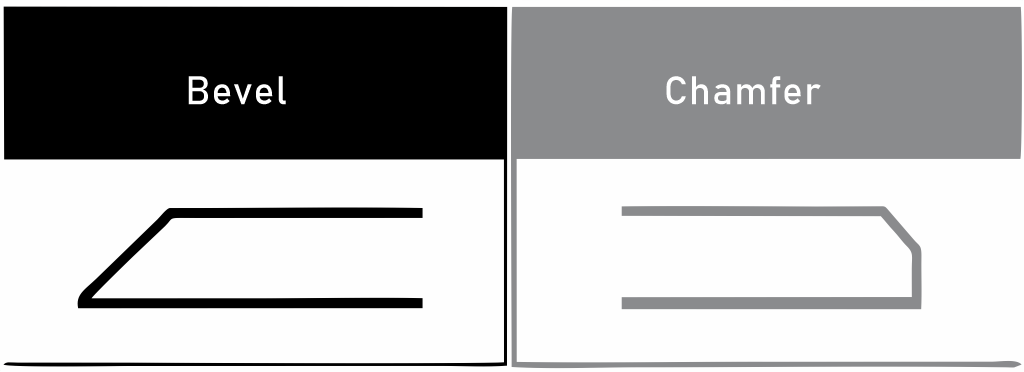
Sự khác biệt về hình học:
Vát và vát cũng khác nhau về đặc điểm hình học:
- Vát: Thường được cắt ở góc 45° và được sử dụng để kết nối hai bề mặt liền kề. Ví dụ, vát mỗi góc của một phôi vuông sẽ tạo ra hình dạng bên trong rất giống hình bát giác.
- Vát: Trong khi 45° cũng phổ biến, góc có thể được điều chỉnh tự do tùy thuộc vào thiết kế. Các góc vát thích hợp để kết nối các bề mặt song song hoặc tạo ra các chuyển tiếp dốc. Một bộ phận lăng trụ được vát hoàn toàn có thể có mặt cắt ngang có hình dạng giống như hình thoi hoặc hình dạng nghiêng khác.
Sự khác biệt trong gia công:
Vát và vát được tạo ra bằng nhiều công cụ và phương pháp khác nhau:
Vát mép:
- Được thực hiện trên máy phay sử dụng dao phay đầu vát.
- Đối với các bộ phận hình trụ, có thể thực hiện vát mép trên máy tiện bằng cách sử dụng dao doa quay.
- Trong gia công CNC, vát cạnh có thể được tạo ra bằng nhiều lần gia công, mặc dù điều này làm tăng thời gian chu kỳ.
Vát:
- Thực hiện bằng máy vát mép hoặc dụng cụ chuyên dụng.
- Máy vát mép tấm: Dùng cho vật liệu dạng tấm hoặc dạng tấm phẳng.
- Máy vát ống: Thường được sử dụng để chuẩn bị đầu ống trước khi hàn.
- Trong một số trường hợp, có thể sử dụng các công cụ vát cạnh để tạo góc vát, đòi hỏi phải cắt nhiều lần để đạt được góc mong muốn.
4.0Đo vát và vát mép
4.1Công cụ đo lường chung
(1) Bộ so sánh quang học:
Được trang bị ống kính có độ phóng đại cao và hệ thống chiếu để phóng to các cạnh để phân tích.
Hỗ trợ phép đo thủ công và đọc dữ liệu kỹ thuật số, phù hợp cho các cuộc kiểm tra có độ chính xác cao.
Thường được sử dụng trong kiểm soát chất lượng cho sản xuất hàng loạt.
(2) Thước đo vát:
Sử dụng pít-tông lò xo tiếp xúc với bề mặt góc cạnh để đo chiều dài chân hoặc độ sâu vát.
Có sẵn ở dạng tương tự, kỹ thuật số và tương thích với CNC
Thích hợp để kiểm tra nhanh cả vát và vát cạnh.
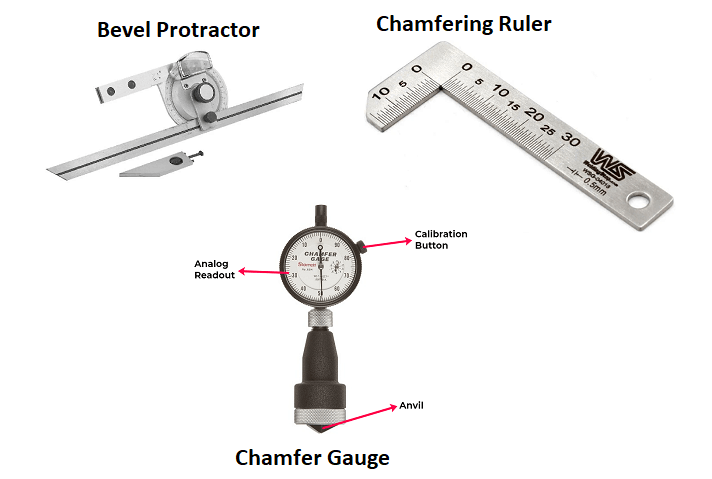
4.2Công cụ đo lường chuyên dụng
(1) Thước đo góc vát:
Bao gồm cụm lưỡi dao quay có thang đo góc tròn.
Phương pháp đo lường:
Một lưỡi dao thẳng hàng với bề mặt vát, lưỡi dao còn lại thẳng hàng với mặt phẳng tham chiếu.
Góc bao gồm biểu thị góc vát.
Lợi thế: Có khả năng đo độ lệch góc chính xác, lý tưởng cho rãnh hàn và bề mặt bánh răng vát.
(2) Thước vát:
Thiết bị hình chữ L được làm từ hai thang đo bằng thép không gỉ được bố trí dọc theo bề mặt thẳng đứng và nằm ngang của một bộ phận.
Đo chiều dài hai chân để tính chiều dài và góc mặt vát.
Thích hợp cho việc kiểm tra thủ công và xác minh bản vẽ.
4.3Ví dụ về chuyển đổi góc và kích thước
Nếu thước vát đo:
Chân ngang = 3mm
Chân đứng = 3mm
Sau đó góc vát là 45°và chiều dài vát (cạnh huyền) xấp xỉ là 4,24mm (theo định lý Pythagore).
Bảng tóm tắt:
| Loại công cụ | Tốt nhất cho | Thuận lợi | Ứng dụng tiêu biểu |
| Bộ so sánh quang học | Vát & vát mép | Kiểm tra trực quan có độ chính xác cao | Kiểm tra chi tiết CNC, đo lường trong phòng thí nghiệm |
| Thước đo vát | Vát cạnh | Đo nhanh, thiết kế đơn giản | Kiểm soát chất lượng vát tự động |
| Thước đo góc vát | vát | Đo góc chính xác | Rãnh hàn, kiểm tra vát kết cấu |
| Thước vát | Vát cạnh | Chi phí thấp, khả năng ứng dụng rộng rãi | Đo lường thủ công tại chỗ trong xưởng |
5.0Vát ống so với vát mép ống: Sự khác biệt là gì?
| Loại | Cắt vát | Vát mép |
| Sự định nghĩa | Cắt đầu ống ở một góc cụ thể (ví dụ: 45°), thường dùng để chuẩn bị hàn | Loại bỏ các cạnh sắc ở các cạnh ống bên trong và bên ngoài để vừa vặn và an toàn hơn |
| Khu vực mục tiêu | Mặt đầu ống hoặc thành ngoài | Các cạnh bên trong và bên ngoài của ống |
| Ứng dụng | Hàn đối đầu, mối nối kết cấu, chuẩn bị rãnh | Căn chỉnh lắp ráp, loại bỏ gờ, giảm tập trung ứng suất |
| Hình dạng điển hình | Vát sâu, rãnh chữ J, rãnh chữ U | Vát cạnh chữ V, cạnh tròn (R), chuyển tiếp thon |
| Yêu cầu độ chính xác | Cao (đặc biệt để đảm bảo độ xuyên thấu của mối hàn và độ đồng nhất của góc) | Trung bình đến cao (đặc biệt đối với việc niêm phong hoặc lắp ráp chính xác) |
6.0Tại sao vát mép có độ chính xác cao lại quan trọng đến vậy?
Trong các ngành công nghiệp như hàng không vũ trụ, ô tô và sản xuất dược phẩm, các góc vát đầu ống phải đáp ứng các thông số kỹ thuật nghiêm ngặt về góc và độ sâu. Ngay cả những độ lệch nhỏ—khoảng một phần nghìn inch—cũng có thể dẫn đến:
- Khoảng cách lắp ráp quá lớn hoặc lắp không đúng cách
- Lỗi phớt và rò rỉ
- Tăng sự tập trung ứng suất, dẫn đến suy kiệt do mệt mỏi
- Không tuân thủ các tiêu chuẩn xác thực (ví dụ: FDA, ISO, AS9100)
Do đó, khách hàng thường yêu cầu máy móc có Khả năng CpK (Chỉ số năng lực quy trình) để đảm bảo sản xuất đồng đều, trong phạm vi dung sai trên tất cả các bộ phận.
Vát mép tự động có độ chính xác cao: Máy vát ống dẫn động bằng servo
Để đáp ứng nhu cầu vát mép đồng đều và chính xác trong các lĩnh vực cao cấp, hoàn toàn tự động máy vát ống điều khiển bằng servo đã được phát triển. Những lợi thế chính bao gồm:
- Hệ thống điều khiển servo: Cho phép kiểm soát chính xác góc cấp liệu và độ sâu cắt, đảm bảo khả năng lặp lại cao.
- Khung máy cứng: Mang lại sự ổn định và giảm thiểu độ rung trong quá trình vận hành.
- Tự động nạp và kẹp: Hỗ trợ xử lý liên tục nhiều đợt với sự can thiệp thủ công tối thiểu.
- Cài đặt quy trình thông minh: Cho phép thay đổi nhanh chóng giữa các kích thước và góc ống khác nhau, cải thiện tính linh hoạt trong sản xuất.
Những máy này phù hợp để vát nhiều loại kim loại—bao gồm thép không gỉ, thép cacbon và ống hợp kim—và có thể thực hiện vát nhiều góc và nhiều bước, khiến chúng trở nên cần thiết để đạt được kết quả hiệu quả cao và tính nhất quán cao.
7.0Lợi ích của việc vát mép linh kiện là gì?
- Tăng cường an toàn: Vát cạnh loại bỏ các cạnh sắc khỏi các bộ phận, giảm nguy cơ bị cắt, trầy xước hoặc vướng vào quần áo trong quá trình xử lý. Nó thường được áp dụng cho các cạnh đồ nội thất và các bộ phận cầm tay để cải thiện sự an toàn của người dùng.
- Lắp ráp và tháo rời dễ dàng hơn: Vát mép giúp lắp các chi tiết cố định như bu lông và đai ốc dễ dàng hơn, ngăn ngừa sứt mép và tăng độ chính xác khi lắp cũng như độ bền của mối nối.
- Cải thiện tính thẩm mỹ và chất lượng cảm nhận: Vát cạnh làm mềm các góc thô và mang lại cho các thành phần đường viền tinh tế và bóng bẩy hơn, nâng cao thiết kế tổng thể của sản phẩm - được sử dụng rộng rãi trong chế biến gỗ, đồ trang sức và thiết bị cao cấp.
- Căn chỉnh tốt hơn trong quá trình lắp ráp: Vát mép giúp dẫn hướng các bộ phận vào lỗ lắp ghép, giảm sai lệch và lỗi lắp ráp, đồng thời cải thiện hiệu quả và độ chính xác khi lắp đặt.
- Giảm ma sát và tăng khả năng chống mài mòn: Cạnh vát tạo ra sự chuyển tiếp mượt mà giúp giảm thiểu ma sát giữa các bề mặt trượt. Ví dụ, má phanh vát có thể giảm tiếng ồn và độ rung trong quá trình vận hành.
- Cải thiện khả năng sản xuất và giảm chi phí sản xuất: Việc kết hợp vát mép trong giai đoạn thiết kế có thể loại bỏ nhu cầu về các hoạt động hoàn thiện thứ cấp. Khi kết hợp với các công cụ đúc hoặc máy cắt tạo hình, vát mép có thể đơn giản hóa các bước xử lý và giảm chi phí sản xuất.
8.0Lợi ích của việc vát mép linh kiện là gì?
- Tăng cường an toàn: Vát làm mềm các góc 90°, giảm chấn thương liên quan đến va chạm. Thường gặp ở các cạnh kết cấu, mặc dù một bên của vát vẫn có thể tạo thành một điểm sắc nhọn nếu không được quản lý đúng cách.
- Lắp ráp và tháo rời dễ dàng hơn: Các cạnh vát giúp các tấm, ván hoặc cấu trúc kim loại lớn ghép lại với nhau trơn tru hơn, hỗ trợ lắp ráp an toàn và hiệu quả hơn.
- Cải thiện tính thẩm mỹ và định nghĩa sản phẩm: Các góc vát tạo thêm nét hình học cho các thành phần, tăng chiều sâu thị giác và độ chính xác của thiết kế - thường thấy trong vỏ thiết bị, các yếu tố kiến trúc và lớp hoàn thiện trang trí.
- Cải thiện hiệu suất căn chỉnh: Bằng cách điều chỉnh góc vát, các thành phần có thể căn chỉnh tự nhiên và giao diện chính xác hơn, điều này đặc biệt có giá trị trong các hệ thống khung và cụm lắp ráp phức tạp.
- Giảm ma sát và tăng cường hiệu suất chống mài mòn: Vát có thể cải thiện hình dạng bề mặt tiếp xúc, giảm ma sát và mài mòn vật liệu. Ví dụ, trong quá trình khớp bánh răng hoặc cơ cấu trượt, vát góp phần tạo ra chuyển động mượt mà hơn.
- Cải thiện khả năng sản xuất và khả năng thích ứng về mặt cấu trúc: Vát lý tưởng cho hàn rãnh và chuyển tiếp cấu trúc. Với việc sử dụng máy vát, các cạnh này có thể được tạo thành trong một lần duy nhất—tăng tốc sản xuất và cải thiện hiệu quả.
Tài liệu tham khảo
www.madearia.com/blog/chamfer-vs-bevel/
www.colstanprofiles.co.uk/chamfer-vs-bevel-key-differences-applications-and-benefits/



