

- 1.0Định nghĩa và công dụng của thép không gỉ đánh bóng
- 2.0Lựa chọn công cụ phù hợp để chải – Quy trình
- 3.0Xác định hướng chải răng đúng
- 4.0Sử dụng áp suất nghiền thích hợp
- 5.0Ngăn ngừa mài quá mức và hư hỏng
- 6.0Vệ sinh và bảo dưỡng thép không gỉ đánh bóng
- 7.0Những câu hỏi thường gặp về thép không gỉ đánh bóng
1.0Định nghĩa và công dụng của thép không gỉ đánh bóng
Thép không gỉ chải là quá trình tạo ra kết cấu tuyến tính liên tục trên bề mặt thép không gỉ thông qua ma sát cơ học (sử dụng đai mài mòn hoặc bánh xe) hoặc xử lý hóa học. Điều này mang lại cho kim loại lớp hoàn thiện mờ với vô số đường nét tinh tế.
Các kim loại thường được chải bao gồm thép không gỉ, nhôm Và niken.
Cường độ của lớp hoàn thiện được chải được chỉ định là độ nhám bề mặt và thường là 0,5–1,5 micromet Ra.
Quá trình chải giúp tăng cường tính thẩm mỹ, khả năng chống mài mòn và kết cấu bề mặt của thép không gỉ.

1.1Đặc điểm của thép không gỉ đánh bóng
- Kết cấu lì:Bề mặt thép không gỉ được chải có đường nét đồng đều và hiệu ứng mờ.
- Khả năng chống mài mòn cao:Quá trình chải giúp che đi những vết xước nhỏ trên bề mặt, giúp sản phẩm bền hơn.
- Khả năng chống bám vân tay:So với thép không gỉ sáng bóng như gương, thép không gỉ được đánh bóng ít để lại dấu vân tay hoặc vết bẩn hơn.
- Sức hấp dẫn trang trí mạnh mẽ: Với vẻ ngoài có kết cấu, thép không gỉ được đánh bóng thường được sử dụng cho mục đích trang trí và nghệ thuật.
1.2Các loại xử lý bề mặt thép không gỉ
Bề mặt thép không gỉ trải qua nhiều quy trình xử lý khác nhau để tạo ra các cấp độ hoàn thiện khác nhau, chẳng hạn như Số 1, Số 2D, Số 2B, Số 4, Số 6, Số 7 và Số 8.
- Số 1: Thô và không phản chiếu.
- Số 2D: Chất lì, có độ mịn vừa phải.
- Số 2B: Mịn với một chút ánh phản chiếu, thường được coi là lớp hoàn thiện tiêu chuẩn.
- Số 4: Bề mặt được chải với vẻ ngoài mờ, chống bám vân tay và trầy xước.
- Số 6: Kết cấu chải mịn hơn với độ bóng cao hơn.
- Số 7: Bóng, có một số vết đánh bóng nhỏ.
- Số 8 (Gương): Được đánh bóng kỹ lưỡng, có bề mặt phản chiếu, hoàn hảo.
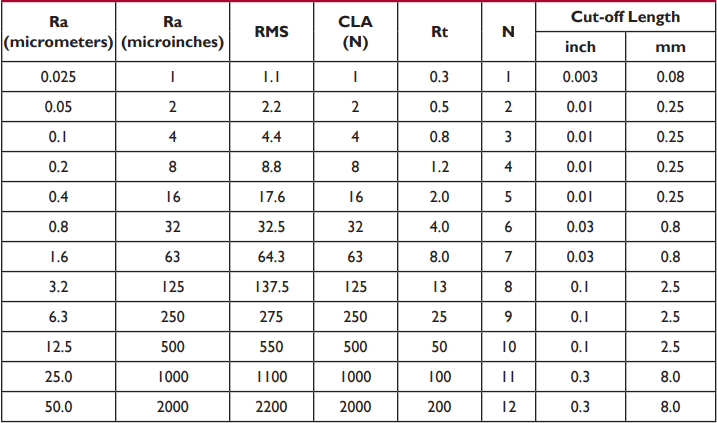
1.3Phân loại Ra (Độ nhám trung bình)
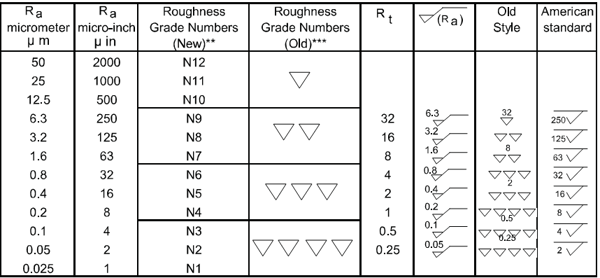
- Ra 12,5 – 25,0 μm: Bề mặt được xử lý thô
- Ra 3,2 – 6,3 μm: Bề mặt được xử lý vừa phải
- Ra 1,6 – 3,2 μm: Hoàn thiện mịn tiêu chuẩn
- Ra 0,8 – 1,6 μm: Hoàn thiện tốt
- Ra 0,2 – 0,8 μm: Hoàn thiện siêu mịn
- Ra ≤ 2 μm: Hoàn thiện gương


1.4Ứng dụng phổ biến của thép không gỉ chải
Thép không gỉ đánh bóng có nhiều ứng dụng trong cả thiết kế thương mại và dân dụng. Các ứng dụng phổ biến bao gồm:
- Thiết bị gia dụng: Bên ngoài và tấm ốp của tủ lạnh, lò vi sóng, máy rửa chén và máy hút mùi.
- Thiết bị nhà bếp:Bồn rửa, mặt bàn bếp, cửa tủ, đồ dùng và đồ nấu nướng.
- Trang trí kiến trúc: Tấm ốp thang máy, ốp tường, lan can, khung cửa và đồ trang trí trần nhà.
- Đồ nội thất và đồ kim khí:Ghế, tủ, tay nắm cửa, đồ chiếu sáng, lan can và gương.
- Ô tô và Giao thông vận tải:Trang trí nội thất, đồ trang trí khoang tàu và lan can tàu điện ngầm.
1.5Sự khác biệt giữa thép không gỉ đánh bóng và thép không gỉ gương
- Thép không gỉ đánh bóng: Có kết cấu tuyến tính liên tục với lớp hoàn thiện mờ, không phản chiếu, che phủ vết xước và chống bám vân tay.
- Gương thép không gỉ: Được đánh bóng cao, phản chiếu và mịn như gương. Nó có vẻ ngoài cao cấp nhưng dễ bám dấu vân tay, vết bẩn và vết xước hơn, dễ nhận thấy hơn.
1.6Mối quan hệ giữa Satin và Brushed Finishes
Cả lớp hoàn thiện satin và chải đều được sử dụng để xử lý bề mặt thép không gỉ. Chải tập trung vào tính hướng và đường nét, trong khi satin nhấn mạnh hiệu ứng mịn, mờ.
- Hoàn thiện chải:Tạo ra kết cấu tuyến tính trên bề mặt, thường theo một hướng duy nhất, bằng cách đánh bóng bằng máy hoặc bằng tay với các công cụ như giấy nhám hoặc bàn chải sắt.
- Hoàn thiện bằng satin: Còn được gọi là lớp hoàn thiện bằng lụa hoặc mờ, lớp hoàn thiện này mịn hơn và đồng đều hơn, thường đạt được thông qua các kỹ thuật đánh bóng tốt hơn.
2.0Lựa chọn công cụ phù hợp để chải – Quy trình

2.1Quá trình chuẩn bị
- Lựa chọn công cụ: Bàn chải sắt, chất tẩy rửa thép không gỉ.
- Chức năng: Trước khi chải, hãy loại bỏ lớp oxit, bụi bẩn và rỉ sét. Bàn chải sắt loại bỏ hiệu quả lớp thô ráp, đảm bảo kết quả chải tốt hơn. Chất tẩy rửa giúp loại bỏ bụi bẩn và dầu mỡ.

2.2Bước xử lý thô
- Lựa chọn công cụ:Giấy nhám thô hoặc đai mài mòn, máy mài điện, máy mài góc.
- Chức năng:Xử lý thô loại bỏ các khuyết tật bề mặt lớn hơn và bắt đầu hình thành kết cấu chải. Thông thường, giấy nhám thô (ví dụ: 60# đến 120#) được sử dụng để mài.
- Mẹo:
Công cụ thủ công: Sử dụng giấy nhám thô cho những khu vực nhỏ hoặc các cạnh để kiểm soát chính xác.
Công cụ cơ khí: Máy mài đai điện hoặc máy mài góc hiệu quả hơn đối với những khu vực rộng lớn nhưng đòi hỏi kỹ năng để tránh bề mặt không bằng phẳng.
2.3Quá trình hoàn thiện
- Lựa chọn công cụ:Giấy nhám mịn hoặc đai mài mòn mịn, miếng chải chuyên dụng, máy mài đai hoặc máy đánh bóng.
- Chức năng:Giấy nhám mịn (ví dụ: 320# đến 600#) hoặc đai mài mòn mịn được sử dụng để tinh chỉnh kết cấu chải.
- Mẹo:
oThích hợp cho công việc chi tiết và hoàn thiện quy mô nhỏ.
oĐiều chỉnh tốc độ và áp suất để đảm bảo kết cấu đồng đều.
2.4Hậu xử lý
- Lựa chọn công cụ: Bánh đánh bóng, miếng đánh bóng.
- Chức năng: Bước này tập trung vào việc loại bỏ các vết xước nhỏ và tăng độ mịn bề mặt. Các công cụ đánh bóng mang lại lớp hoàn thiện tinh tế hơn.
3.0Xác định hướng chải răng đúng
Cho dù chải theo chiều ngang, chiều dọc, đường chéo hay đường chéo, hướng chải đúng không chỉ làm tăng tính thẩm mỹ mà còn giúp tránh trầy xước bề mặt. Dưới đây là giải thích chi tiết về hướng chải:
3.1Chải dọc theo vân kim loại
Bề mặt thép không gỉ thường có vân hoặc hướng tự nhiên. Khi chải, điều quan trọng là phải theo vân tự nhiên này để tránh trầy xước không đều.
3.2Tác dụng của các hướng chải răng khác nhau
- Chải theo chiều ngang:Chải theo chiều ngang thường tạo ra các hoa văn tuyến tính nằm ngang. Thường được sử dụng cho các tấm trang trí lớn, cửa tủ và các bề mặt khác trong môi trường thương mại và dân dụng.
- Chải theo chiều dọc:Chải dọc tạo ra các hoa văn tuyến tính theo chiều dọc. Điều này thường được áp dụng trong các môi trường cần cảm giác về chiều cao, chẳng hạn như tấm trang trí và nội thất thang máy.
- Chải theo đường chéo:Chải theo đường chéo tạo ra các họa tiết độc đáo và sống động hơn, phù hợp với các yếu tố trang trí mang tính thiết kế, chẳng hạn như đồ trang trí nghệ thuật và đồ nội thất đặc trưng.
- Đánh dấu chéo:Quét theo hai hoặc nhiều hướng tạo ra hiệu ứng kết cấu phức tạp. Phương pháp này thường được sử dụng cho các dự án tùy chỉnh cao cấp hoặc các ứng dụng trang trí cao, chẳng hạn như nhà sang trọng, tác phẩm nghệ thuật và tường đặc trưng.
4.0Sử dụng áp suất nghiền thích hợp

Áp lực mài đóng vai trò quan trọng trong quá trình chải thép không gỉ. Chọn áp lực phù hợp đảm bảo các kiểu chải bề mặt đồng đều. Bằng cách kiểm soát áp lực mài, bạn có thể tránh được các vết xước hoặc vết lõm trên bề mặt một cách hiệu quả. Dưới đây là thông tin chi tiết về cách sử dụng áp lực mài phù hợp:
4.1Tác động của áp suất lên bề mặt hoàn thiện
- Áp suất quá mức: Áp dụng quá nhiều áp lực có thể gây ra các vết xước, vết lõm hoặc kết cấu không đồng đều đáng chú ý trên bề mặt thép không gỉ. Điều này đặc biệt đúng khi sử dụng giấy nhám thô hoặc đai chà nhám, có thể dễ dàng làm hỏng bề mặt.
- Áp suất vừa phải:Áp lực mài vừa phải đảm bảo bề mặt thép không gỉ được xử lý đồng đều, tạo ra các đường chải mịn và tinh tế.
Kiểm tra: Thử trên một vùng nhỏ, khuất và điều chỉnh lực ép cho đến khi đạt được kết quả mong muốn.
Áp suất đều: Giữ tay ổn định và ấn đều để tránh lực quá mức hoặc lực ấn cục bộ.
4.2Áp suất tăng dần
Khi chải răng, bạn nên tăng dần lực chải.
- Giai đoạn đầu:Sử dụng giấy nhám mịn hơn hoặc đai chà nhám để mài nhẹ. Mục đích của bước này là loại bỏ các khuyết điểm nhỏ trên bề mặt và xử lý trước vật liệu để gia công thô hơn.
- Chuyển tiếp Sân khấu: Dần dần chuyển sang giấy nhám thô hơn hoặc đai chà nhám, tăng áp lực. Giai đoạn này giúp loại bỏ các khuyết điểm đáng kể hơn và kết cấu không đều, nhưng vẫn cần áp lực đều.
- Cuối cùng Sân khấu:Sử dụng giấy nhám mịn hoặc miếng đánh bóng để xử lý cuối cùng. Tại thời điểm này, hãy điều chỉnh áp suất phù hợp để đảm bảo bề mặt đạt được độ mịn và độ bóng cần thiết.
Khuyến nghị:
- KhỏeGiấy nhám: Sử dụng để mài ban đầu với lực nhẹ để duy trì độ mịn bề mặt.
- Giấy nhám thô: Sử dụng khi cần loại bỏ nhiều vật liệu hơn, tăng dần áp lực trong khi tránh dùng lực quá mức.
- Miếng đánh bóng: Sử dụng để đánh bóng nhẹ và mịn lần cuối để có được bề mặt nhẵn mịn.
5.0Ngăn ngừa mài quá mức và hư hỏng
Để tránh mài quá mức và hư hỏng, hãy kiểm soát thời gian và tần suất mài, đồng thời sử dụng chất bôi trơn và làm mát thích hợp. Điều này giúp tránh mài quá mức và hư hỏng vật liệu.
Sau đây là những phương pháp cụ thể để ngăn ngừa tình trạng mài quá mức:
5.1Tránh mài mòn quá mức: Độ dày khác nhau của thép không gỉ chịu được mài khác nhau. Mài quá mức có thể khiến vật liệu trở nên quá mỏng.
- Chọn thời gian nghiền thích hợp: Cài đặt thời gian nghiền phù hợp dựa trên độ dày và tình trạng của vật liệu.
- Kiểm soát tần số nghiền: Tránh mài thường xuyên ở cùng một khu vực.
- Kiểm tra thường xuyên:Kiểm tra thường xuyên tình trạng bề mặt vật liệu.
5.2Bôi trơn và làm mát thích hợp: Bôi trơn và làm mát thích hợp có thể ngăn ngừa hiệu quả sự tích tụ nhiệt do ma sát trong quá trình mài.
- Sử dụng dầu bôi trơn: Điều này làm giảm ma sát và giúp loại bỏ các mảnh vụn kim loại sinh ra trong quá trình nghiền.
- Làm mát bằng nước:Có thể phun nước hoặc sử dụng nước như một dòng chảy để làm mát bề mặt trong quá trình mài. (Máy chải điện thường có hệ thống làm mát bằng nước.)
- Nghỉ giải lao:Thỉnh thoảng dừng lại để vật liệu nguội, tránh tác động của nhiệt độ cao liên tục lên vật liệu. (Phương pháp này kém hiệu quả hơn.)
6.0Vệ sinh và bảo dưỡng thép không gỉ đánh bóng
Vệ sinh và bảo dưỡng thép không gỉ đánh bóng đòi hỏi phải chọn chất tẩy rửa thép không gỉ phù hợp. Tránh sử dụng chất tẩy rửa có tính axit hoặc gốc clorua và sử dụng vải mềm để lau. Vệ sinh thường xuyên và phủ lớp chống dấu vân tay có thể ngăn ngừa hiệu quả dấu vân tay và vết bẩn còn sót lại.
6.1Sử dụng sản phẩm vệ sinh phù hợp
- Chất tẩy rửa trung tính: Chọn chất tẩy rửa có độ pH trung tính có thể loại bỏ hiệu quả bụi bẩn thông thường mà không ảnh hưởng đến bề mặt hoàn thiện.
- Lau bằng vải mềm:Sử dụng vải mềm, không xơ hoặc vải sợi nhỏ để lau nhằm tránh làm xước bề mặt thép không gỉ.
- Tránh các chất tẩy rửa có tính axit hoặc clorua:Những hóa chất này có thể ăn mòn bề mặt thép không gỉ, gây hư hỏng.
Sử dụng chất tẩy rửa thép không gỉ chuyên dụng: Chúng có thể loại bỏ bụi bẩn hiệu quả và tạo thành lớp bảo vệ trên bề mặt, giảm dấu vân tay và vết bẩn.
6.2Ngăn ngừa dấu vân tay:
Sử dụng màng bảo vệ bằng thép không gỉ: Chúng được sử dụng để bảo vệ vật liệu khỏi bị hư hỏng trong quá trình xử lý, vận chuyển và lắp đặt.
7.0Những câu hỏi thường gặp về thép không gỉ đánh bóng
Sự khác biệt giữa thép không gỉ đánh bóng và thép không gỉ gương là gì?
Thép không gỉ được chải có hoa văn tuyến tính dễ nhận thấy, trong khi thép không gỉ gương được đánh bóng cao với lớp hoàn thiện giống như gương phản chiếu.
Sự khác biệt giữa thép không gỉ đánh bóng và niken đánh bóng là gì?
Thép không gỉ chải sử dụng hợp kim thép không gỉ có hoa văn chải mịn trên bề mặt, trong khi niken chải là hợp kim niken trải qua quá trình chải, tạo ra màu sắc nhẹ nhàng hơn.
Bánh đánh bóng là gì?
Bánh đánh bóng là một dụng cụ dùng để đánh bóng bề mặt kim loại, thường làm bằng vải, len hoặc vật liệu tổng hợp. Nó được dùng để loại bỏ vết xước và cải thiện độ nhẵn bề mặt của thép không gỉ.
Đai chà nhám là gì?
Đai chà nhám là loại giấy nhám hình đai dùng để mài và chà nhám, thường được lắp trên máy chà nhám đai và máy đánh bóng để loại bỏ các khuyết điểm trên bề mặt thép không gỉ.
Tài liệu tham khảo
https://en.wikipedia.org/wiki/Brushed_metal




