
- 1.0Tại sao ép đùn nhôm là quy trình được ưa chuộng trong sản xuất công nghiệp?
- 2.0Những ưu điểm cốt lõi của hợp kim nhôm trong quá trình ép đùn là gì?
- 3.0Quá trình ép đùn mang lại những lợi thế cạnh tranh độc đáo nào?
- 4.0Các nguyên tắc và các bước cốt lõi của quy trình ép đùn nhôm là gì?
- 4.1Nguyên lý cơ bản của quá trình ép đùn nhôm là gì?
- 4.2Các bước sản xuất chính từ phôi đến sản phẩm ép đùn hoàn chỉnh là gì?
- 4.3Làm thế nào để kiểm soát các thông số kỹ thuật cốt lõi của quá trình ép đùn nhôm?
- 4.4Tỷ lệ ép đùn cân bằng độ bền sản phẩm và độ khó gia công như thế nào?
- 4.5Hệ số hình dạng và đường kính đường tròn ngoại tiếp ảnh hưởng đến thiết kế quy trình như thế nào?
- 4.6Phân loại hệ số hình dạng và yêu cầu quy trình
- 4.7Đường kính đường tròn ngoại tiếp và lựa chọn nhấn
- 4.8Các điểm kiểm soát chính đối với nhiệt độ và tốc độ ép đùn là gì?
- 4.9Làm thế nào để lựa chọn loại hợp kim nhôm và quy trình xử lý nhiệt phù hợp?
- 5.0Hướng dẫn lựa chọn các loại hợp kim nhôm thông dụng là gì?
- 6.0Các điều kiện xử lý nhiệt khác nhau có thể được ứng dụng trong những trường hợp nào?
- 7.0Làm thế nào để ngăn ngừa các lỗi thường gặp trong quá trình ép đùn nhôm?
- 8.0Các loại khuyết tật thường gặp trong quá trình ép đùn nhôm là gì?
- 9.0Nguyên nhân và biện pháp phòng ngừa các khuyết tật này là gì?
- 10.0Các kịch bản ứng dụng chính của sản phẩm nhôm ép đùn là gì?
- 11.0Những câu hỏi thường gặp (FAQ)
1.0Tại sao ép đùn nhôm là quy trình được ưa chuộng trong sản xuất công nghiệp?
Ép đùn nhôm đã trở thành giải pháp sản xuất được ưa chuộng nhờ sự kết hợp giữa các đặc tính của hợp kim nhôm và chính quy trình ép đùn. Cả hai yếu tố này cùng nhau mang lại khả năng cạnh tranh không thể thay thế về hiệu suất, hiệu quả chi phí và tính bền vững.
2.0Những ưu điểm cốt lõi của hợp kim nhôm trong quá trình ép đùn là gì?

Hợp kim nhôm vốn dĩ rất phù hợp cho quá trình ép đùn. So với các kim loại truyền thống như thép và đồng, chúng mang lại những ưu điểm rõ rệt trên các chỉ số hiệu suất chính:
- Cực kỳ nhẹVới mật độ chỉ 2,7 g/cm³—khoảng một phần ba so với thép—các sản phẩm nhôm đùn có thể giảm trọng lượng linh kiện từ 10% đến 20% trong điều kiện yêu cầu độ bền tương đương, khiến chúng trở nên lý tưởng cho việc giảm trọng lượng xe và tối ưu hóa cấu trúc trong hệ thống vách kính.
- Độ bền và khả năng tạo hình caoCác hợp kim nhôm tiêu chuẩn có độ bền kéo từ 100–150 MPa, có thể vượt quá 240 MPa sau khi xử lý nhiệt. Sự cân bằng này hỗ trợ cả các bộ phận chính xác trọng lượng nhẹ và các ứng dụng kết cấu chịu tải nặng như giàn giáo và lan can cầu.
- Khả năng chống ăn mòn tự nhiênNhôm nhanh chóng tạo thành một lớp oxit Al₂O₃ dày đặc trong không khí, giúp các sản phẩm không phủ lớp bảo vệ có thể chịu được việc sử dụng ngoài trời lâu dài mà không bị gỉ. Khi kết hợp với quá trình anot hóa hoặc sơn tĩnh điện, khả năng chống ăn mòn được tăng cường hơn nữa trong môi trường ven biển và công nghiệp.
- Tính bền vững và khả năng tái chế caoNhôm có thể tái chế được 1001 tấn. Sản xuất nhôm tái chế chỉ tiêu thụ khoảng 51 tấn năng lượng so với sản xuất nhôm nguyên chất, giúp giảm lượng khí thải carbon lên đến 951 tấn và phù hợp với các sáng kiến khử carbon toàn cầu.
- Hiệu suất chức năng toàn diệnĐộ dẫn nhiệt của nhôm cao gấp khoảng năm lần so với thép, khiến nó trở nên lý tưởng cho các bộ tản nhiệt. Khả năng dẫn điện tuyệt vời và trọng lượng nhẹ của nó phù hợp với thanh dẫn điện và các giá đỡ dẫn điện, trong khi các đặc tính không từ tính và không cháy đáp ứng các yêu cầu trong các ứng dụng y tế và xây dựng an toàn phòng cháy chữa cháy.

3.0Quá trình ép đùn mang lại những lợi thế cạnh tranh độc đáo nào?
Nếu hợp kim nhôm là “vật liệu cơ bản cao cấp”, thì ép đùn là “công cụ tạo hình chính xác”. Bằng cách tích hợp nhiệt và áp suất vào một quy trình tạo hình duy nhất, ép đùn mang lại những ưu điểm khó đạt được với các phương pháp thông thường:
- Tự do thiết kế vượt trộiCác mặt cắt phức tạp—bao gồm các cấu hình nhiều rãnh, khoang rỗng và hình dạng bất thường—có thể được ép đùn trong một bước mà không cần hàn thứ cấp, loại bỏ các mối nối yếu và cải thiện đáng kể hiệu quả cũng như độ chính xác về kích thước.
- Tính nhất quán đa chiềuThiết bị ép đùn hiện đại kiểm soát dung sai biên dạng tiêu chuẩn trong phạm vi ±0,1 mm, với các sản phẩm có độ chính xác cao đạt ±0,05 mm. Quá trình tạo hình liên tục đảm bảo kích thước và hiệu suất đồng nhất giữa các lô sản phẩm, tránh sự biến đổi thường gặp trong quá trình đúc.
- Dễ gia công và lắp rápNhôm dễ cắt, khoan và uốn. Các tính năng lắp ráp như rãnh chữ T và rãnh vít có thể được tích hợp trong quá trình ép đùn, loại bỏ việc khoan hoặc hàn thứ cấp và cải thiện hiệu quả lắp ráp hơn 30%.
- Khả năng tương thích xử lý bề mặt tuyệt vờiCác sản phẩm đùn ép dễ dàng hỗ trợ quá trình anot hóa, sơn tĩnh điện và sơn điện di, mang lại khả năng chống ăn mòn, chống mài mòn và lớp hoàn thiện thẩm mỹ phù hợp với các ứng dụng khác nhau.
4.0Các nguyên tắc và các bước cốt lõi của quy trình ép đùn nhôm là gì?
Quá trình ép đùn nhôm có thể được tóm tắt như sau: “làm mềm nhiệt + tạo hình bằng khuôn + tạo hình liên tục”. Từ phôi đến sản phẩm hoàn thiện, nhiều bước được kiểm soát chính xác phối hợp nhịp nhàng để đảm bảo chất lượng ổn định.
4.1Nguyên lý cơ bản của quá trình ép đùn nhôm là gì?
Quá trình ép đùn nhôm bao gồm việc nung nóng phôi hợp kim nhôm đến trạng thái nhiệt dẻo ở nhiệt độ khoảng 450–500°C. Dưới áp suất cao (thường là 100–300 MPa) được tạo ra bởi máy ép đùn, kim loại được ép qua khuôn được thiết kế riêng để tạo thành các hình dạng, ống hoặc thanh có tiết diện cụ thể. Quá trình này tương tự như việc bóp kem đánh răng: phôi đóng vai trò là nguyên liệu, và khuôn là đầu ra – mặc dù việc kiểm soát chính xác nhiệt độ, áp suất và tốc độ là rất quan trọng để tránh các khuyết tật. Dựa trên các yêu cầu về cấu trúc, ép đùn chủ yếu được phân loại thành hai loại:
- Ép đùn trực tiếpChiếm hơn 801 tấn sản lượng thị trường, phôi được đẩy trực tiếp vào khuôn bằng pít tông. Quy trình này có thiết lập đơn giản và hiệu quả cao, phù hợp với các thanh đặc, các hình dạng tiêu chuẩn và các ống đơn giản.
- Ép đùn rỗngKim loại được chia bằng khuôn cầu và nối lại trong buồng hàn trước khi ra ngoài dưới dạng cấu hình rỗng. Quy trình phức tạp hơn này cho phép tạo ra các cấu hình rỗng tích hợp được sử dụng trong khung vách kính và các bộ phận kết cấu ô tô.
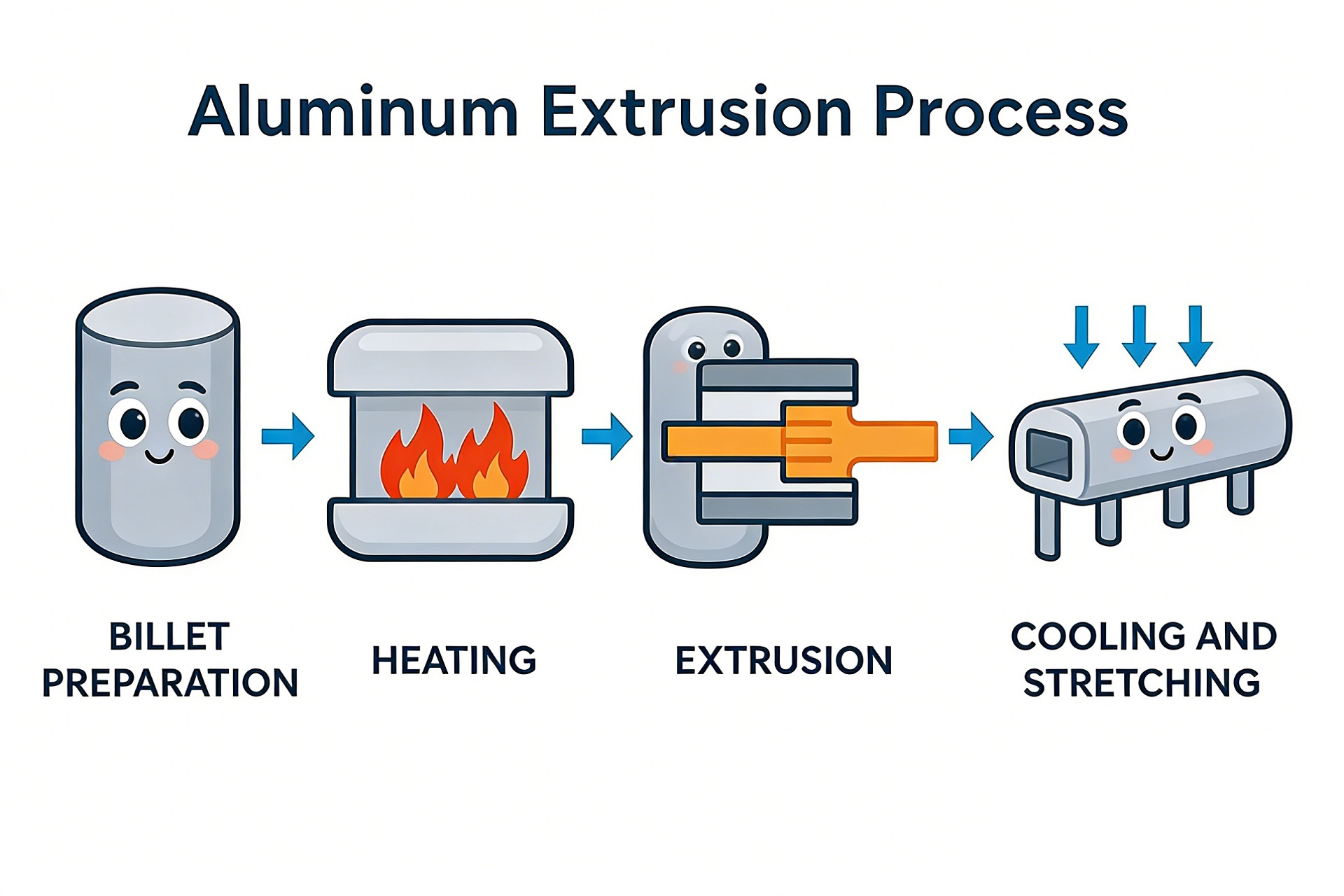
4.2Các bước sản xuất chính từ phôi đến sản phẩm ép đùn hoàn chỉnh là gì?
Một dây chuyền ép đùn nhôm hoàn chỉnh bao gồm bảy giai đoạn thiết yếu, mỗi giai đoạn đều tuân thủ các tiêu chuẩn kỹ thuật nghiêm ngặt:
- Chuẩn bị nguyên liệu thôCác nguyên tố hợp kim được pha trộn theo tỷ lệ phù hợp với yêu cầu về hiệu năng, sau đó nấu chảy và đúc thành phôi. Quá trình ủ đồng nhất loại bỏ sự phân tách, trong khi kiểm tra bằng siêu âm loại bỏ các phôi có lỗ rỗng hoặc vết nứt để đảm bảo tính toàn vẹn của vật liệu.
- Thiết kế và sản xuất khuôn mẫuDựa trên bản vẽ mặt cắt ngang, khuôn được thiết kế bằng phần mềm CAD và tối ưu hóa bằng phần mềm mô phỏng để kiểm soát dòng chảy kim loại. Thép công cụ H13 thường được sử dụng, với dung sai khuôn được kiểm soát trong phạm vi ±0,03 mm. Lớp phủ nitriding hoặc PVD được áp dụng để kéo dài tuổi thọ khuôn.
- Sưởi ấmPhôi được nung nóng đến 450–500°C tùy thuộc vào thành phần hợp kim, trong khi khuôn được làm nóng trước đến 250–350°C để đảm bảo dòng chảy kim loại trơn tru, độ dẻo thích hợp và giảm mài mòn khuôn hoặc trầy xước bề mặt.
- Tạo hình bằng phương pháp ép đùnPhôi được nung nóng được đưa vào thùng chứa, và pít tông sẽ tạo áp lực với tốc độ 5–15 m/phút để liên tục ép đùn sản phẩm qua khuôn. Các tiết diện đơn giản cho phép tốc độ cao hơn, trong khi các hình dạng phức tạp hơn yêu cầu tốc độ thấp hơn và chất bôi trơn gốc than chì để giảm thiểu ma sát.
- Làm mát và duỗi thẳngCác sản phẩm ép đùn nóng (300–400°C) được làm nguội nhanh bằng không khí hoặc nước để ổn định kích thước. Quá trình nắn thẳng bằng thủy lực giúp điều chỉnh độ cong vênh hoặc xoắn để đáp ứng các yêu cầu về độ thẳng và dung sai.
- Cắt và gia công thứ cấpCác thanh nhôm định hình được cắt theo chiều dài do khách hàng chỉ định (thường từ 3–6 m) bằng máy cưa cắt nhôm chuyên dụng có hệ thống làm mát để ngăn ngừa quá trình oxy hóa hoặc biến dạng. Các bộ phận khung và giá đỡ có thể được uốn cong để tạo thành các đường cong hoặc góc cạnh, với sự kiểm soát chính xác để ngăn ngừa nứt hoặc đàn hồi trở lại.
- Xử lý bề mặt và kiểm tra cuối cùngTùy thuộc vào yêu cầu ứng dụng, quá trình anot hóa hoặc sơn tĩnh điện được áp dụng để tăng cường khả năng chống ăn mòn và cải thiện ngoại hình. Việc kiểm tra kích thước được thực hiện bằng thước kẹp và máy đo tọa độ (CMM), các đặc tính cơ học được lấy mẫu và kiểm tra siêu âm được sử dụng để phát hiện các khuyết tật bên trong. Các sản phẩm đạt tiêu chuẩn được bọc màng bảo vệ trong quá trình vận chuyển.
4.3Làm thế nào để kiểm soát các thông số kỹ thuật cốt lõi của quá trình ép đùn nhôm?
Các thông số kỹ thuật quyết định trực tiếp chất lượng sản phẩm và hiệu quả sản xuất. Nắm vững logic điều khiển các thông số quan trọng là điều cần thiết để đạt được chất lượng cao trong quá trình ép đùn nhôm.
4.4Tỷ lệ ép đùn cân bằng độ bền sản phẩm và độ khó gia công như thế nào?
Tỷ lệ ép đùn là tỷ lệ giữa diện tích mặt cắt ngang của phôi và diện tích mặt cắt ngang của sản phẩm hoàn thiện, được tính như sau: Tỷ lệ ép đùn (K) = Diện tích phôi (A₀) / Diện tích mặt cắt ngang của sản phẩm hoàn thiện (A₁).
| Phạm vi tỷ lệ ép đùn | Đặc điểm và tác động |
| K < 20 | Biến dạng kim loại không đủ sẽ dẫn đến hạt thô, độ bền thấp và nguy cơ không đồng nhất cấu trúc vi mô cao hơn. |
| K > 80 | Áp suất ép đùn tăng đột ngột, đẩy nhanh quá trình mài mòn khuôn và làm tăng khả năng xuất hiện các vết xước và nứt trên bề mặt. |
| 30–60 (Tối ưu cho 6063/6061) | Cung cấp khả năng biến dạng đủ, các đặc tính cơ học tuyệt vời và sự cân bằng giữa năng suất và tuổi thọ khuôn. |
4.5Hệ số hình dạng và đường kính đường tròn ngoại tiếp ảnh hưởng đến thiết kế quy trình như thế nào?
4.6Phân loại hệ số hình dạng và yêu cầu quy trình
Yếu tố hình dạngĐược định nghĩa là tỷ lệ giữa chu vi mặt cắt ngang và diện tích, chỉ số này cho biết độ phức tạp của hình dạng. Giá trị càng cao thì dòng chảy kim loại càng khó khăn.
| Phạm vi hệ số hình dạng | Loại hồ sơ | Yêu cầu về quy trình |
| < 100 | Các phần đơn giản (hình tròn, hình chữ nhật) | Độ khó ép đùn thấp, phù hợp với tốc độ cao hơn và tỷ lệ ép đùn cao hơn. |
| > 200 | Các tiết diện phức tạp (nhiều khe, thành mỏng, hình dạng bất thường) | Cần giảm tốc độ ép đùn và tối ưu hóa sự cân bằng dòng chảy trong khuôn để ngăn ngừa hiện tượng xoắn và độ dày thành không đồng đều. |
4.7Đường kính đường tròn ngoại tiếp và lựa chọn nhấn
Đường kính đường tròn ngoại tiếp: Đường tròn nhỏ nhất bao quanh mặt cắt ngang của biên dạng, yếu tố quyết định kích thước khuôn và việc lựa chọn máy ép.
| Máy ép đùn | Đường kính thùng chứa | Hồ sơ phù hợp |
| Bé nhỏ | ≤150 mm | Các linh kiện nhỏ có đường kính dưới 150 mm. |
| Trung bình | 150–250 mm | Các chi tiết trang trí cửa sổ và cửa ra vào, phụ kiện nội thất ô tô. |
| Lớn | >250 mm | Các thanh dọc vách kính, các cấu kiện kết cấu cầu. |
4.8Các điểm kiểm soát chính đối với nhiệt độ và tốc độ ép đùn là gì?
Nhiệt độ và tốc độ phải được điều chỉnh chính xác phù hợp với loại hợp kim. Các thông số tham khảo điển hình như sau:
| Loại hợp kim | Nhiệt độ phôi | Nhiệt độ thùng chứa | Nhiệt độ khuôn | Tốc độ được đề xuất | Sản phẩm áp dụng |
| 6063 | 480–500°C | 500–520°C | 300–350°C | 5–10 m/phút | Các phần có độ phức tạp trung bình |
| 6061 | 460–480°C | 480–500°C | 280–320°C | 3–8 m/phút | Các cấu kiện kết cấu có độ bền cao |
| 7005 | 450–470°C | 470–490°C | 250–300°C | 3–5 m/phút | Cấu trúc siêu bền |
Nguyên tắc kiểm soátNhiệt độ quá cao gây ra hiện tượng hạt thô hóa và làm giảm hiệu suất, trong khi nhiệt độ không đủ làm tăng sức cản khi ép đùn. Sự dao động tốc độ cần được kiểm soát trong phạm vi ±5% để đảm bảo dòng chảy kim loại ổn định.
4.9Làm thế nào để lựa chọn loại hợp kim nhôm và quy trình xử lý nhiệt phù hợp?
Các loại hợp kim và điều kiện xử lý nhiệt khác nhau phù hợp với các ứng dụng cụ thể. Việc lựa chọn chính xác là rất quan trọng để đáp ứng các yêu cầu về hiệu suất.
5.0Hướng dẫn lựa chọn các loại hợp kim nhôm thông dụng là gì?
5.1Hợp kim nhôm серии 6000 (Loại được sử dụng rộng rãi nhất)
| Loại hợp kim | Đặc điểm chính | Ứng dụng phù hợp |
| 6060 | Khả năng ép đùn tuyệt vời, bề mặt hoàn thiện mịn, độ bền vừa phải. | Các chi tiết trang trí, khung đồ nội thất |
| 6063 | Khả năng chống ăn mòn tốt, độ bền kéo 140–200 MPa sau khi xử lý nhiệt. | Cửa ra vào, cửa sổ, khung vách kính |
| 6061 | Độ bền cao, giới hạn chảy vượt quá 240 MPa. | Giàn giáo, linh kiện kết cấu ô tô |
| 6082 | Độ bền cao hơn một chút so với 6061 | Máy móc hạng nặng, linh kiện hàng hải |
5.2Hợp kim nhôm dòng 7000 (Siêu bền)
| Loại hợp kim | Đặc điểm chính | Ứng dụng phù hợp |
| 7005 | Độ bền kéo lên đến 310 MPa, khả năng gia công tương đối tốt. | Các bộ phận kết cấu đường sắt cao tốc, hàng không vũ trụ |
| 7075 | Độ bền cao nhất, giới hạn chảy vượt quá 500 MPa, khả năng ép đùn kém | Thiết bị quốc phòng và y tế cao cấp |
5.3Các hợp kim đặc biệt khác
| Loại hợp kim | Đặc điểm chính | Ứng dụng phù hợp |
| 6101 | Khả năng dẫn điện tuyệt vời | Thanh dẫn điện, giá đỡ dẫn điện |
| 5052 | Khả năng chống ăn mòn nước biển vượt trội | Các linh kiện trang trí ven biển, phụ kiện hàng hải |
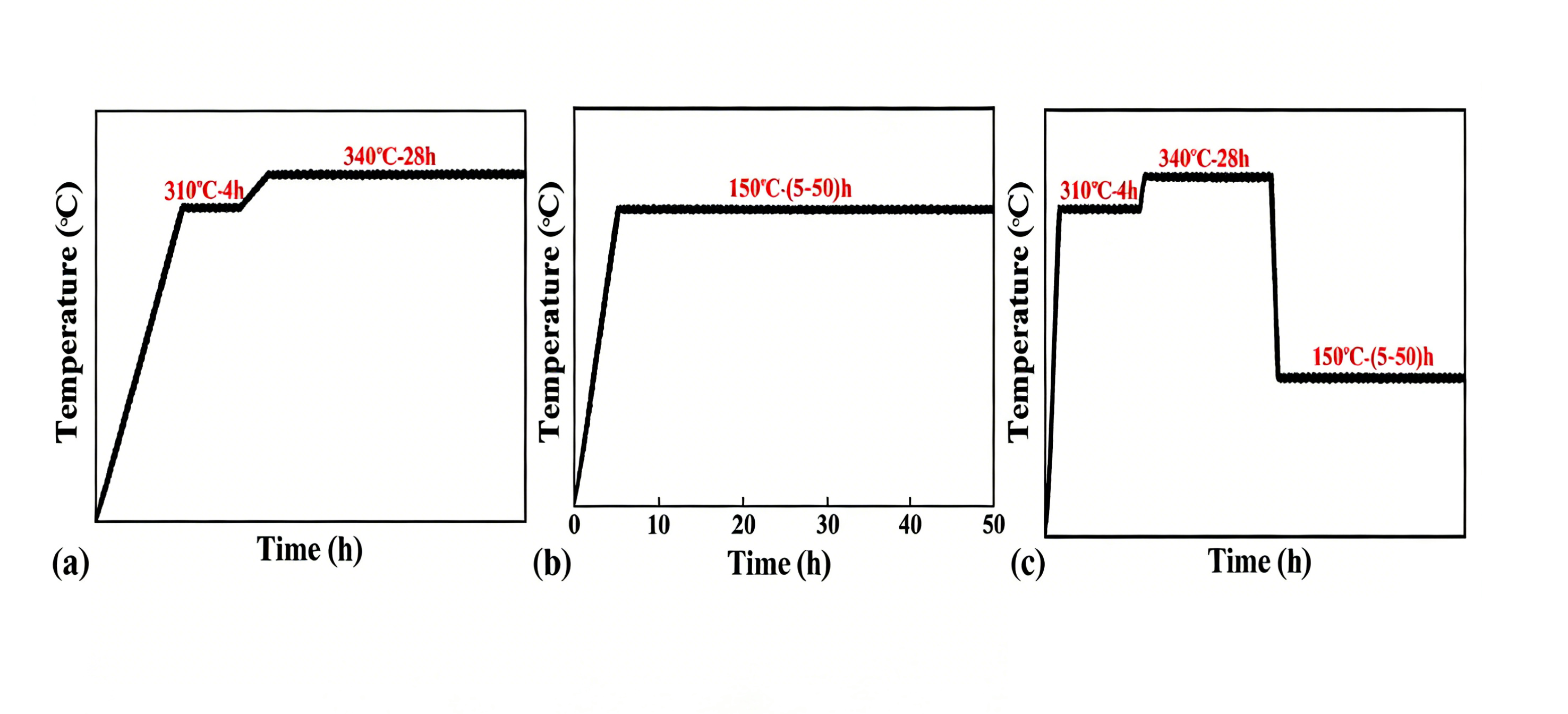
6.0Các điều kiện xử lý nhiệt khác nhau có thể được ứng dụng trong những trường hợp nào?
Xử lý nhiệt là một bước quan trọng để tăng cường độ bền của hợp kim nhôm. Các điều kiện và ứng dụng phổ biến bao gồm:
| Điều kiện xử lý nhiệt | Đặc điểm chính | Ứng dụng phù hợp |
| T4 (Xử lý nhiệt dung dịch + lão hóa tự nhiên) | Độ dẻo cao, độ giãn dài trên 20% | Sản phẩm cần uốn hoặc dập thêm. |
| T5 (Lão hóa nhân tạo trực tiếp) | Quy trình đơn giản, chi phí thấp | Hệ thống cửa sổ, các thanh trang trí không cần gia công thêm. |
| T6 (Xử lý nhiệt dung dịch + lão hóa nhân tạo) | Hiệu quả tăng cường cao nhất, sức mạnh tối đa | Giàn giáo, kết cấu ô tô, ứng dụng chịu tải trọng cao |
| T73 (Quá lão hóa) | Khả năng chống ăn mòn được cải thiện đáng kể | Môi trường ven biển, hóa chất, có tính ăn mòn cao |
7.0Làm thế nào để ngăn ngừa các lỗi thường gặp trong quá trình ép đùn nhôm?
Các khuyết tật có thể phát sinh từ chất lượng vật liệu, tình trạng khuôn hoặc các thông số quy trình. Áp dụng phương pháp “phòng ngừa trước, sửa chữa sau” có thể giảm đáng kể tỷ lệ lỗi.
8.0Các loại khuyết tật thường gặp trong quá trình ép đùn nhôm là gì?
Các khuyết điểm thường được chia thành ba loại:
- Khuyết tật bề mặtCác vấn đề như trầy xước, móp méo, phồng rộp, bong tróc và biến đổi màu sắc, ảnh hưởng đến vẻ ngoài và khả năng chống ăn mòn.
- Lỗi bên trongCác vấn đề như: lỗ co ngót, độ xốp, sự tách lớp và cấu trúc vi mô không đồng nhất, làm giảm độ bền và khả năng làm kín.
- Các khuyết tật về kích thước và hình dạngHiện tượng xoắn, uốn cong, sai lệch kích thước và độ dày thành không đồng đều, ảnh hưởng đến quá trình lắp ráp ở phía sau.
9.0Nguyên nhân và biện pháp phòng ngừa các khuyết tật này là gì?
9.1Ngăn ngừa khuyết tật bề mặt
- Nguyên nhânNguyên nhân: Bề mặt phôi bị nhiễm bẩn, khuôn bị mòn, tốc độ ép đùn quá cao, bôi trơn không đủ.
- Đo: Kiểm tra bề mặt phôi nghiêm ngặt; đánh bóng khuôn và tăng cường bề mặt thường xuyên; kiểm soát nhiệt độ và tốc độ ép đùn; sử dụng chất bôi trơn gốc than chì đồng đều.
9.2Ngăn ngừa lỗi nội bộ
- Nguyên nhân: Hàm lượng hydro cao trong phôi, thiết kế khuôn dập không phù hợp, hàn kim loại không đủ ở các phần rỗng.
- ĐoỦ đồng nhất hóa để loại bỏ sự phân tách; kiểm tra siêu âm để loại bỏ phôi lỗi; tối ưu hóa thiết kế cổng khuôn và buồng hàn.
9.3Ngăn ngừa lỗi trong quá trình gia công thứ cấp (Cắt và uốn)
- Nguyên nhân: Lưỡi cưa bị mòn hoặc tốc độ cắt quá nhanh dẫn đến tạo gờ và sứt mẻ cạnh; áp lực uốn không phù hợp hoặc khuôn không khớp gây ra nứt hoặc hiện tượng đàn hồi quá mức.
- ĐoThay thế lưỡi cắt định kỳ; điều chỉnh tốc độ cắt và làm mát dựa trên độ dày thành; lựa chọn khuôn uốn phù hợp với hình dạng biên dạng; thử uốn để xác định áp suất và góc tối ưu. Đối với hợp kim cường độ cao, việc gia nhiệt trước khi uốn có thể giảm thiểu hiệu quả nguy cơ nứt.
10.0Các kịch bản ứng dụng chính của sản phẩm nhôm ép đùn là gì?
Với những ưu điểm như trọng lượng nhẹ, độ bền cao và khả năng gia công tuyệt vời, các sản phẩm nhôm đùn đã thâm nhập vào nhiều lĩnh vực công nghiệp và trở thành những thành phần cấu trúc và chức năng không thể thiếu.
10.1Những điểm nổi bật chính của việc ứng dụng công nghệ trong lĩnh vực xây dựng là gì?
Ngành xây dựng là thị trường ứng dụng lớn nhất cho các sản phẩm nhôm định hình, chiếm hơn 401.000 tấn tổng lượng sử dụng, chủ yếu bao gồm:
- Cửa ra vào, cửa sổ và vách kínhCác thanh profile 6063-T5/T6 được sử dụng cho khung và thanh dọc, mang lại hiệu suất nhẹ và khả năng chống ăn mòn đồng thời cải thiện hiệu quả năng lượng và tính thẩm mỹ của công trình.
- Các thành phần cấu trúc và trang tríGiàn giáo, tay vịn cầu thang và dù che nắng kết hợp độ bền chắc với vẻ ngoài thẩm mỹ và yêu cầu bảo trì tối thiểu.
- Nhà lắp ghépKhung cho các tấm ốp mặt tiền đúc sẵn và hệ thống giá đỡ quang điện giúp tăng hiệu quả xây dựng và phù hợp với các khái niệm về xây dựng xanh.

10.2Những giải pháp vật liệu nhẹ nào hiện có trong lĩnh vực vận tải?
Giảm trọng lượng là một yêu cầu quan trọng trong vận tải, do đó ép đùn nhôm là một giải pháp giảm trọng lượng cốt lõi với thị phần ứng dụng khoảng 25%:
- Ngành công nghiệp ô tôCác thanh chịu lực va chạm, các bộ phận khung gầm và hệ thống quản lý nhiệt giúp giảm trọng lượng xe từ 10% đến 20%, góp phần giảm mức tiêu thụ nhiên liệu từ 5% đến 10%.
- Vận tải đường sắtCác bộ phận cấu trúc của tàu cao tốc và tàu điện ngầm giúp cải thiện tốc độ vận hành và sự thoải mái cho hành khách nhờ thiết kế trọng lượng nhẹ.
- Hàng không vũ trụCác thanh định hình siêu bền dòng 7000 được sử dụng trong các bộ phận thân máy bay và cánh để giảm trọng lượng cất cánh và mở rộng tầm bay.
10.3Các sản phẩm nhôm định hình đang được ứng dụng rộng rãi như thế nào trong công nghiệp và gia đình?
- Ứng dụng công nghiệp(Khoảng 20% cổ phần): Ray dẫn hướng máy công cụ, vỏ thiết bị, tản nhiệt điện tử và giá đỡ đường ống hóa chất được thiết kế riêng cho các yêu cầu công nghiệp đa dạng. Các sản phẩm như khung thiết bị tự động hóa và giá đỡ băng tải thường yêu cầu cắt chính xác bằng máy cắt định hình nhôm và tạo hình phức tạp bằng máy uốn định hình nhôm để đáp ứng dung sai lắp ráp nghiêm ngặt.
- Ứng dụng trong nhà và nội thất(Khoảng 10% lượt chia sẻ): Khung đồ nội thất, thanh treo rèm và hệ thống lưu trữ nhà bếp hoặc phòng tắm có khả năng chống ẩm, độ bền cao và dễ lắp đặt, nâng cao chất lượng cuộc sống tổng thể.



11.0Những câu hỏi thường gặp (FAQ)
- QLoại hợp kim nhôm nào phù hợp nhất cho quá trình ép đùn?MỘTCác hợp kim nhôm dòng 6000 (6063, 6061, 6082) có khả năng ép đùn tốt nhất. Các hợp kim dòng 7000 có độ bền cao hơn nhưng khó ép đùn hơn và thường chỉ được sử dụng cho các ứng dụng kết cấu cao cấp.
- QĐộ dày thành tối thiểu có thể đạt được đối với các sản phẩm nhôm đùn là bao nhiêu?MỘTCác biên dạng tiêu chuẩn thường yêu cầu độ dày thành ≥1,0–1,2 mm. Các mặt cắt thành mỏng phức tạp hoặc có độ chính xác cao thường được kiểm soát ở mức ≥1,5 mm, tùy thuộc vào lựa chọn hợp kim, tỷ lệ ép đùn và thiết kế khuôn.
- QLàm thế nào để xác định một mặt cắt ngang là "ép đùn khó"?MỘTCác yếu tố hình dạng phức tạp, nhiều khoang rỗng, thành mỏng, hình học bất đối xứng hoặc đường kính vòng tròn ngoại tiếp lớn làm tăng đáng kể độ khó của quá trình ép đùn.
- QCác sản phẩm nhôm đùn thường có thể đạt được dung sai kích thước nào?MỘTCác biên dạng tiêu chuẩn có thể được kiểm soát trong phạm vi ±0,1 mm, trong khi các biên dạng độ chính xác cao có thể đạt ±0,05 mm với thiết bị ổn định và khuôn mẫu được thiết kế tốt.
- QĐộ bền hàn của các cấu kiện rỗng có đáng tin cậy không?MỘTVới các kênh dẫn dòng khuôn và buồng hàn được thiết kế đúng cách, độ bền mối hàn có thể đạt gần bằng độ bền của vật liệu nền và đáp ứng hầu hết các yêu cầu ứng dụng kết cấu.
- QSản phẩm nhôm ép đùn có phù hợp cho quá trình gia công thứ cấp không?MỘTĐúng vậy. Hợp kim nhôm dễ cắt, khoan và uốn. Các rãnh và chi tiết lắp ráp có thể được tích hợp trong quá trình ép đùn để giảm thiểu gia công tiếp theo.
- QNhững lỗi chất lượng phổ biến nhất trong quá trình ép đùn nhôm là gì?MỘTCác khuyết tật điển hình bao gồm trầy xước bề mặt, phồng rộp, độ xốp bên trong, độ dày thành không đồng đều và biến dạng xoắn, hầu hết đều liên quan đến chất lượng phôi, thiết kế khuôn và các thông số quy trình.
Thẩm quyền giải quyết
www.gabrian.com/what-is-aluminum-extrusion-process/
bonnellaluminum.com/tech-info-resources/aluminum-extrusion-process/
us.misumi-ec.com/blog/types-of-aluminum-extrusion-profiles/
eagle-aluminum.com/what-is-extruded-aluminum/