
1.0Uốn nhôm là gì?
Uốn nhôm là quá trình tác dụng lực bên ngoài để biến một miếng nhôm thẳng thành hình cong hoặc góc cạnh theo thiết kế của bạn, đồng thời vẫn giữ được tính toàn vẹn về mặt cấu trúc.
Điều quan trọng cần lưu ý là không phải tất cả vật liệu nhôm đều phù hợp để uốn. Tính chất và xử lý nhiệt của vật liệu có thể ảnh hưởng đáng kể đến kết quả uốn. Đây là lý do tại sao chúng tôi khuyên bạn nên tham khảo ý kiến của chúng tôi trước khi tiến hành, để xác định giải pháp tốt nhất cho dự án của bạn.
Uốn cong có thể là một quá trình đầy thách thức, đòi hỏi phải kiểm soát cẩn thận để tránh các vấn đề như nứt hoặc biến dạng. Trong bài viết này, chúng tôi sẽ hướng dẫn bạn qua những cạm bẫy tiềm ẩn này và giới thiệu tám phương pháp uốn cong được sử dụng phổ biến và đáng tin cậy nhất. Nếu bạn muốn đạt được giải pháp uốn chất lượng cao nhất cho sản phẩm của mình, vui lòng liên hệ với chúng tôi bất cứ lúc nào.
2.0Phương pháp và quy trình uốn nhôm
Việc lựa chọn công nghệ uốn nhôm phụ thuộc trực tiếp vào mặt cắt ngang của vật liệu và các yêu cầu cụ thể. Cho dù bạn đang làm việc với tấm nhôm, ống hay thanh nhôm, thì vẫn có nhiều phương pháp uốn khác nhau. Việc lựa chọn kỹ thuật uốn phù hợp nhất là rất quan trọng để đảm bảo sự thành công của dự án của bạn.
2.1Uốn cuộn
Uốn cuộn bao gồm việc đặt nhôm giữa hai con lăn và tác dụng lực qua các con lăn để uốn cong vật liệu theo góc và độ sâu mong muốn. Phương pháp này rất hiệu quả để định hình nhôm thành nhiều hình dạng khác nhau và lý tưởng cho các mảnh lớn, dày.
Thuận lợi: Nhanh chóng, đồng đều và phù hợp với kích thước nhôm lớn.
Nhược điểm: Cần có thiết bị chuyên dụng và có thể tốn kém.

2.2Uốn ép phanh
Máy ép thủy lực uốn cong nhôm bằng cách đặt nhôm giữa đầu đục và khuôn, tại đó đầu đục sẽ tạo áp lực để ép nhôm uốn quanh khuôn.
Thuận lợi: Độ chính xác cao, tốc độ uốn nhanh, phù hợp với các tấm nhôm lớn hoặc dày.
Nhược điểm: Thiết bị đắt tiền, phù hợp nhất cho các bộ phận nhôm nhỏ hơn hoặc mỏng hơn.

2.3Đẩy uốn
Uốn đẩy sử dụng một công cụ đẩy hoặc một thanh để tạo lực cơ học để uốn cong nhôm. Vật liệu được kẹp vào một thiết bị cố định và công cụ đẩy ép nó thành hình dạng mong muốn.
Thuận lợi: Lý tưởng cho những góc uốn nhỏ.
Nhược điểm: Không phù hợp với nhôm lớn hoặc dày vì có thể tạo ra áp suất cục bộ cao.
2.4Uốn quay
Uốn quay sử dụng máy kéo giãn quay để tác dụng lực cơ học, khiến nhôm quay và uốn cong giữa trục trung tâm và khuôn.
Thuận lợi: Đạt được bán kính nhỏ, góc chính xác và chuyển tiếp mượt mà, lý tưởng cho các bộ phận nhôm lớn hoặc dày.
Nhược điểm: Cần có thiết bị chuyên dụng và có thể tốn kém.
2.5Uốn nén
Uốn nén là phương pháp tạo áp lực bằng cách sử dụng đầu đục và khuôn để nén nhôm thành hình dạng mong muốn.
Thuận lợi: Thích hợp để sản xuất các chi tiết có độ cong đồng đều ở cả hai mặt.
Nhược điểm: Chi phí thiết bị cao, phù hợp hơn cho sản xuất hàng loạt.
2.6Tạo hình kéo giãn
Tạo hình kéo giãn sử dụng lực cơ học để kéo giãn nhôm và tạo hình theo hình dạng mong muốn. Độ căng trong quá trình này đảm bảo kiểm soát liên tục chiều dài của vật liệu.
Thuận lợi: Kiểm soát hình dạng chính xác, lý tưởng cho sản xuất số lượng lớn.
Nhược điểm: Thiết bị đắt tiền, phù hợp với nhu cầu cụ thể.
2.7Uốn thủ công
Uốn thủ công là phương pháp uốn nhôm truyền thống bằng các công cụ đơn giản như kìm hoặc búa.
Thuận lợi: Đơn giản, chi phí thấp và lý tưởng cho các bộ phận nhôm nhỏ hoặc mỏng.
Nhược điểm: Chậm, độ chính xác thấp và không phù hợp với những miếng nhôm lớn hoặc dày.
2.8Máy uốn tấm ba trục
Các máy uốn tấm ba trục sử dụng ba con lăn để tạo áp lực, uốn cong nhôm thành hình dạng mong muốn.
Thuận lợi: Lý tưởng cho các thành phần kiến trúc và các dự án xây dựng quy mô lớn.
Nhược điểm: Thiết bị chuyên dụng đắt tiền, ứng dụng hạn chế.

3.0Phương pháp tốt nhất để uốn góc nhôm
Khi nói đến việc uốn góc nhôm, việc lựa chọn đúng kỹ thuật là chìa khóa. Thông thường, uốn con lăn và ép phanh là những lựa chọn được sử dụng phổ biến nhất do khả năng uốn đều và độ chính xác cao. Đối với bán kính lớn hoặc chuyển đổi nhiều góc, uốn quay là lựa chọn tốt hơn. Đối với sản xuất quy mô nhỏ hoặc các ứng dụng đơn giản hơn, uốn thủ công và uốn đẩy cung cấp các giải pháp nhanh chóng và tiết kiệm chi phí.
4.0Cách uốn nhôm thủ công
✅ Sự chuẩn bị
Làm sạch bề mặt vật liệu và chuẩn bị các dụng cụ cơ bản như thước kẻ, bút đánh dấu, kẹp chữ C, ê tô và búa. Nếu vật liệu dày, có thể cần phải gia nhiệt trước để tăng độ dẻo.
✅ Quá trình
- Đánh dấu đường uốn cong: Sử dụng thước kẻ và bút đánh dấu để đánh dấu chỗ uốn. Nếu cần, hãy khoan các lỗ phụ nhỏ dọc theo đường uốn hoặc sử dụng dao phay để xử lý bề mặt, điều này sẽ giúp ích cho quá trình uốn.
- Cố định phôi: Sử dụng kẹp chữ C hoặc ê tô để giữ chặt vật liệu tại chỗ.
- Áp dụng lực đều và chậm: Nhẹ nhàng gõ dọc theo đường uốn cong bằng búa, bắt đầu từ một đầu và di chuyển về phía đầu kia. Uốn cong theo gia số 10-20 độ.
- Kiểm tra góc uốn: Nếu độ cong không đủ, hãy điều chỉnh nếu cần.
5.0Cách sử dụng máy ép thủy lực để uốn
✅ Sự chuẩn bị
Làm sạch bề mặt phôi và tập hợp máy ép, khuôn và dụng cụ đo.
✅ Quá trình
- Đặt phôi: Đặt phôi vào điểm dừng và căn chỉnh cho đúng.
- Điều chỉnh Die: Đảm bảo khuôn và đầu đột được căn chỉnh chính xác. Đối với các góc uốn 90º, nên sử dụng khuôn 88º để bù cho độ đàn hồi của vật liệu.
- Áp dụng áp lực từ từ: Áp dụng lực từ từ để tránh lực quá mức. Nếu bạn nghe thấy tiếng động bất thường hoặc nhận thấy chuyển động không ổn định, hãy dừng máy ngay lập tức và kiểm tra xem có vấn đề gì không.
- Kiểm tra góc uốn: Sau mỗi lần uốn, hãy sử dụng các công cụ đo để kiểm tra góc. Nếu phát hiện bất kỳ độ lệch nào, hãy điều chỉnh nhỏ nếu cần thiết.
6.0Vật liệu tốt nhất để uốn nhôm
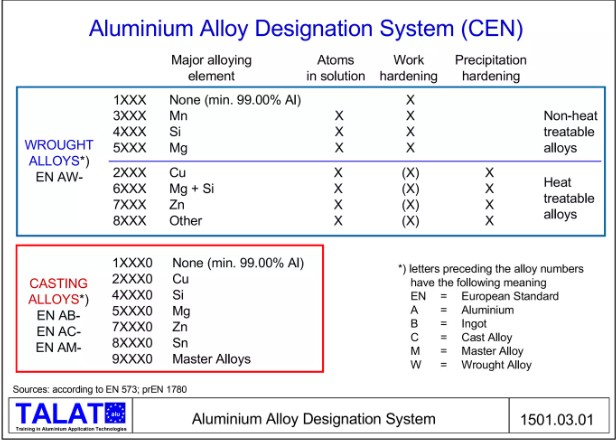
Hiệu suất uốn của hợp kim nhôm bị ảnh hưởng bởi thành phần hợp kim và trạng thái tôi luyện của chúng. Các loại hợp kim phù hợp nhất để uốn là loại 3XXX, 5XXX và 6XXX. Nên tránh các hợp kim trong loại 2XXX vì độ cứng cao, khiến việc tạo hình trở nên khó khăn hơn. Tuy nhiên, với quá trình tôi luyện thích hợp, các hợp kim này vẫn có thể uốn thành công.
6.1Bốn hợp kim nhôm tốt nhất để uốn
- Hợp kim nhôm 3003:3003 là một trong những lựa chọn tốt nhất để uốn cong, có độ bền tốt, đặc tính làm việc nguội tuyệt vời và khoảng cách đáng kể giữa giới hạn chảy và độ bền kéo — tất cả đều góp phần tạo nên khả năng hoạt động đặc biệt của thép trong quá trình uốn cong.
- Hợp kim nhôm 5052:5052 có độ dẻo cao và khoảng cách đáng kể giữa độ bền kéo và độ bền chảy. Nó cũng cho thấy khả năng chống ăn mòn mạnh, đặc biệt là trong môi trường biển hoặc môi trường ăn mòn khác. Sau khi ủ, khả năng định hình của nó thậm chí còn vượt trội hơn 3003, khiến nó trở thành lựa chọn ưu tiên cho các đường cong phức tạp.
- Hợp kim nhôm 5083:5083 được sử dụng rộng rãi trong đóng tàu do khả năng chống ăn mòn và khả năng hàn mạnh. Để tối đa hóa hiệu suất uốn, nên sử dụng 5083 ở trạng thái H111, H112 hoặc O.
- Hợp kim nhôm 6061 và 6082: Hai loại này là hợp kim có thể xử lý nhiệt với độ bền và khả năng định hình mong muốn. Mặc dù hiệu suất uốn của chúng kém ở điều kiện T4 hoặc T6, chúng có thể được định hình thành công ở điều kiện T4 và sau đó được ủ đến T6 để có thêm độ bền.

6.2Xử lý nhiệt nhôm
Việc lựa chọn hợp kim phải tính đến cả thành phần và trạng thái tôi luyện của nó, cùng với độ dày của vật liệu. Hiểu đúng các yếu tố này giúp bạn chọn vật liệu và phương pháp uốn phù hợp nhất, đảm bảo chất lượng sản phẩm cao.
Phương pháp điều trị tính khí và đặc điểm của chúng:
- T (Xử lý nhiệt)
Hợp kim ở trạng thái T6 và T651 (như loạt 6XXX) có độ bền cao và khả năng định hình trung bình — lý tưởng cho các ứng dụng đòi hỏi cả độ dẻo dai và khả năng chống chịu. Tuy nhiên, phải cẩn thận khi uốn để tránh nứt do độ dẻo giảm. - H (Strain Hardened)
Hợp kim ở trạng thái H14 hoặc H24 đã trải qua quá trình tôi cứng biến dạng, tăng cường độ bền. Các loại tôi luyện này phù hợp để uốn góc trung bình mà không bị nứt. - O (Ủ)
Trạng thái O biểu thị trạng thái ủ hoàn toàn, mang lại khả năng tạo hình tối đa — hoàn hảo cho các hoạt động uốn đơn giản — nhưng có độ bền thấp hơn một chút. - F (Như-Chế tạo)
Điều kiện F đề cập đến vật liệu chế tạo có độ bền thấp hơn nhưng có tính linh hoạt và khả năng phục hồi cao hơn.
7.0Các yếu tố chính ảnh hưởng đến uốn nhôm
Quá trình uốn nhôm chịu ảnh hưởng của một số yếu tố chính, trực tiếp quyết định chất lượng uốn và khả năng định hình.
- Khả năng định hình: Khả năng định hình đề cập đến khả năng vật liệu chịu biến dạng vĩnh viễn mà không bị nứt hoặc rách. Nó bị ảnh hưởng bởi độ bền, độ dẻo, hình dạng và độ dày của vật liệu. Các thử nghiệm tiêu chuẩn, như ASTM E2218, giúp đánh giá khả năng định hình và xác định hợp kim nào phù hợp nhất để uốn.
- Độ dày và bán kính uốn cong: Độ dày và bán kính uốn cong ảnh hưởng đáng kể đến hiệu suất uốn. Vật liệu mỏng hơn dễ uốn hơn, trong khi uốn tấm dày khó hơn. Bán kính uốn nhỏ có thể gây nứt, vì vậy việc tuân thủ hướng dẫn của nhà sản xuất là rất quan trọng.
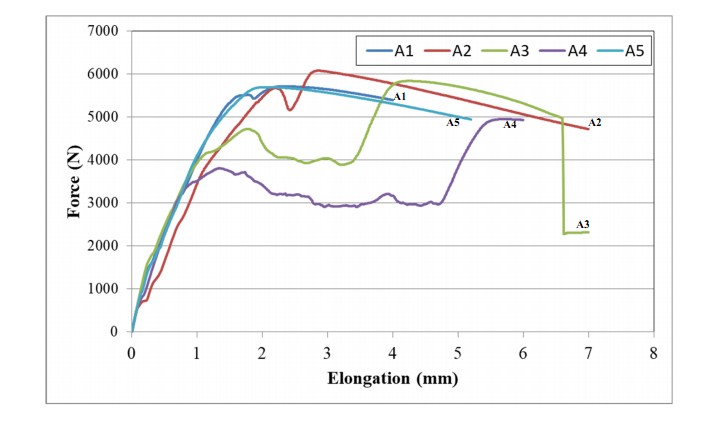
- Độ giãn dài : Độ giãn dài đo khả năng kéo dài của vật liệu khi chịu lực căng — độ giãn dài càng cao thì khả năng tạo hình càng lớn. Ví dụ, 3003 ủ (AA3003-O) có độ giãn dài khoảng 35% rất phù hợp cho các ứng dụng uốn. Đường cong ứng suất-biến dạng có thể hỗ trợ trong việc lựa chọn hợp kim phù hợp nhất.
8.0Cách ngăn ngừa nứt trong quá trình uốn nhôm
Nhôm có thể nứt trong quá trình uốn, đặc biệt là sau khi anot hóa. Các nhà sản xuất thường phải đối mặt với thách thức uốn mà không gây hư hỏng. Sau đây là 8 biện pháp phòng ngừa chính:
- Chọn đúng loại và tính chất: Chọn loại và độ cứng phù hợp để uốn. Thành phần và độ cứng của hợp kim ảnh hưởng trực tiếp đến khả năng tạo hình của nó — việc chọn vật liệu phù hợp có thể giảm đáng kể nguy cơ nứt.
- Sử dụng thiết bị uốn cong phù hợp: Chọn thiết bị được thiết kế phù hợp với vật liệu và yêu cầu uốn của bạn để tránh tập trung ứng suất và hư hỏng cục bộ.
- Tăng bán kính uốn cong: Bán kính uốn cong lớn hơn giúp phân bổ đều ứng suất và giảm khả năng nứt.
- Lấp đầy khoảng trống ở vùng uốn cong: Sử dụng miếng chèn hoặc đệm kim loại trong quá trình uốn cong giúp ngăn ngừa ứng suất cục bộ và sụp đổ, giảm nguy cơ nứt vỡ.
- Điều chỉnh độ dày hoặc độ căng: Tăng độ dày vật liệu hoặc giảm độ căng uốn giúp phân tán ứng suất đều hơn.
- Điều chỉnh khe hở khuôn và vật liệu: Cải thiện khe hở khuôn và chọn vật liệu khuôn thích hợp để tránh hư hỏng bề mặt và nứt vỡ sau đó.
- Sử dụng các đường cong mượt mà thay vì các góc nhọn: Uốn cong từ từ thay vì uốn cong đột ngột sẽ ngăn ngừa sự tập trung ứng suất và giảm nguy cơ nứt.
- Áp dụng Bôi trơn để Giảm ứng suất ma sát: Sử dụng chất bôi trơn trong quá trình uốn có thể làm giảm ma sát và giảm bớt ứng suất trên bề mặt vật liệu.
Tài liệu tham khảo:
ahssinsights.org/forming/forming-modes/bending/
www.researchgate.net/publication/348823039_Buckling_and_bending_properties_of_aluminium_plate_with_multiple_cracks




