
- 1.0İşlenebilirlik Neden Ciddi Bir Şekilde İncelenmeye Değer?
- 2.0Metal Malzemelerin İşlenebilirliği Nedir?
- 3.0İşlenebilirlik Nasıl Değerlendirilir?
- 4.0Farklı Malzemelerin İşlenebilirlik Sınıflandırması (Mühendislik Perspektifi)
- 5.0Malzemenin işlenebilirliğini hangi özellikler belirler?
- 6.0Mühendislik Uygulamalarında İşlenebilirlik Nasıl Geliştirilebilir?
- 7.0Sonuç: İşlenebilirlik, Sistem Düzeyinde Bir Mühendislik Sorunudur
- 8.0Sıkça Sorulan Sorular: Metal İşlenebilirliği Hakkında Sıkça Sorulan Sorular
- 8.1S1: İşlenebilirlik, malzeme sertliğine eşdeğer midir?
- 8.2S2: Titanyum alaşımları neden genellikle işlenmesi zor malzemeler olarak kabul edilir?
- 8.3S3: Paslanmaz çeliğin işlenmesi karbon çeliğinden her zaman daha mı zordur?
- 8.4S4: İşlenebilirlik düşük olduğunda, kesme hızını düşürmek tek çözüm müdür?
- 8.5S5: Isıl işlemin işlenebilirlik üzerindeki etkisi ne kadar önemlidir?
Mekanik imalat alanında, işleme her yerde karşımıza çıkar. Ancak mühendisler gerçek üretimde şu gerçeği hızla fark ederler:"İşlenebilir" demek "işlenmesi kolay" demek değildir.
Aynı takım tezgahı ve aynı kesme parametreleriyle, sadece malzemeyi değiştirmek, tamamen farklı kesme kuvvetlerine, takım ömrüne ve yüzey kalitesine yol açabilir. Bu fark, malzemenin işlenebilirliğine bağlıdır.
Bu makale, mühendislik uygulamaları perspektifinden, metal işlenebilirliği kavramını, yaygın değerlendirme yöntemlerini, başlıca etkileyen faktörleri ve gerçek üretim ortamlarında iyileştirme için kanıtlanmış stratejileri sistematik olarak tanıtmaktadır.
1.0İşlenebilirlik Neden Ciddi Bir Şekilde İncelenmeye Değer?
İşleme, modern imalatta en yaygın kullanılan metal şekillendirme yöntemlerinden biri olmaya devam etmektedir. Ancak farklı malzemeler, kesme sırasında çok farklı davranışlar sergiler.
1.1Kesme işlemindeki performans farklılıklarına örnekler:
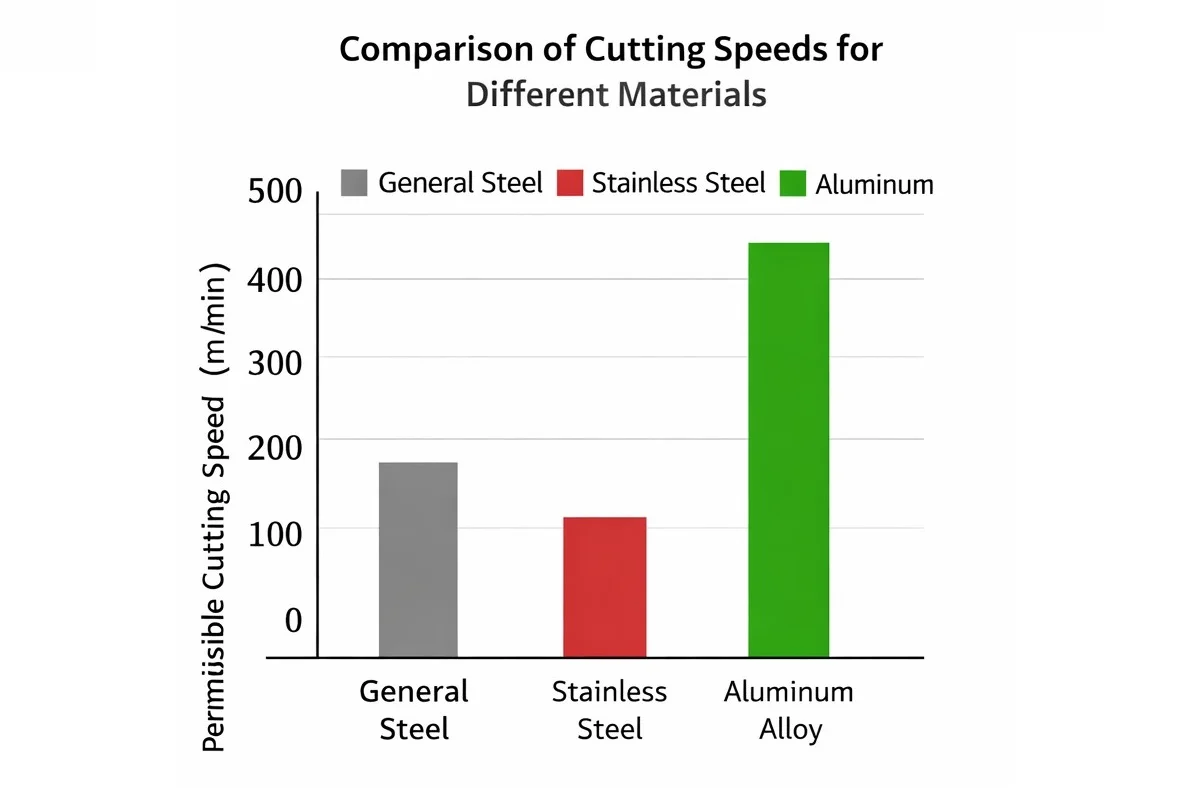
- Alüminyum alaşımları, bakır alaşımları: Hafif kesim, düşük kesme kuvvetleri, yüksek verimlilik;
- Alaşımlı çelikler, paslanmaz çelikler, titanyum alaşımları, nikel bazlı süper alaşımlar: Yüksek kesme kuvvetleri, yoğun ısı, hızlı takım aşınması, genellikle kenar kırılması ve titreşim sorunlarıyla birlikte görülür.
1.2İşlenebilirlik kavramının yeterince anlaşılmamasının sonuçları:
- Alet ömrü önemli ölçüde kısalır;
- Sürekli düşük işleme verimliliği;
- Dengesiz yüzey kalitesi;
- Proses parametre optimizasyonunda tekrarlanan deneme yanılma yöntemi.
Bu nedenle, işlenebilirliğin özünü anlamak ve hedefli stratejiler uygulamak, verimliliği artırmak, maliyetleri kontrol etmek ve istikrarlı işleme performansı sağlamak için temel öneme sahiptir.
2.0Metal Malzemelerin İşlenebilirliği Nedir?
Bir metal malzemenin işlenebilirliği, belirli kesme koşulları ve tanımlanmış takım ömrü gereksinimi altında işlenmesinin zorluk derecesini ifade eder.
Mühendislik açısından bakıldığında, bir malzeme şu özelliklere sahiptir: “iyi işlenebilirlik” Genellikle şu belirtileri gösterir:
- Aynı takım ömrü koşullarında daha yüksek izin verilen kesme hızları;
- Daha düşük kesme kuvvetleri ve kesme sıcaklıkları, daha yavaş takım aşınması;
- Kolayca kırılabilen ve kontrollü bir şekilde uzaklaştırılabilen, istikrarlı yüzey kalitesine sahip talaşlar.
Öte yandan, bir malzemenin takım ömrünün kısa olmasına, yüksek kesme direncine, kötü yüzey kalitesine veya zor talaş kontrolüne yol açması durumunda, genellikle işlenebilirliğinin düşük olduğu kabul edilir.
İşlenebilirliğin bir özellik olduğu özellikle vurgulanmalıdır. göreceli kavramBu, bir malzemenin "iyi" veya "kötü" olduğuna dair içsel bir yargı değildir.

3.0İşlenebilirlik Nasıl Değerlendirilir?
3.1Ortak Mühendislik Değerlendirme Ölçütleri
Pratik mühendislik uygulamalarında, işlenebilirlik genellikle aşağıdakiler de dahil olmak üzere çeşitli göstergelerin bir kombinasyonu yoluyla değerlendirilir:
- Alet ömrü;
- İzin verilen kesme hızı;
- Kesme kuvveti;
- Kesme sıcaklığı;
- İşlenmiş yüzey kalitesi;
- Çip morfolojisi.
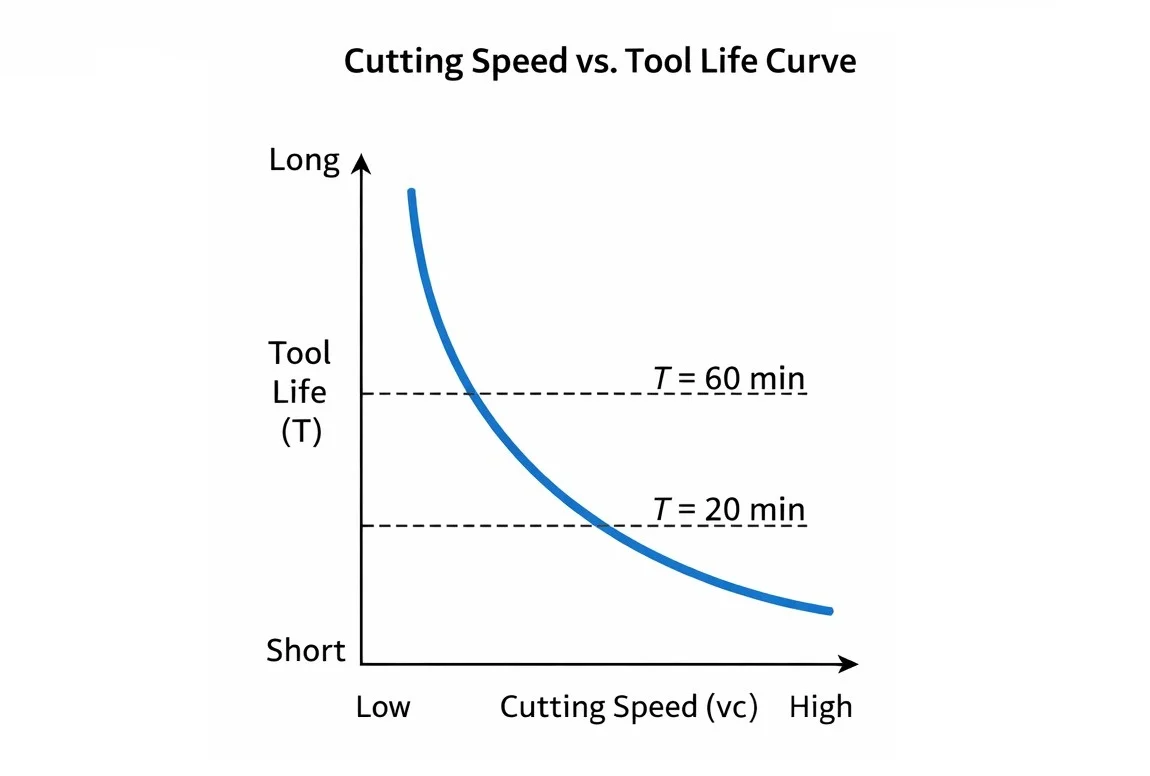
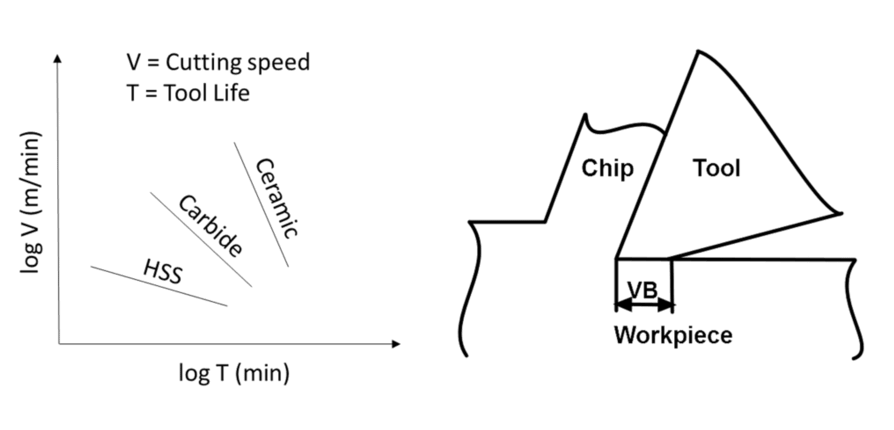
Bunlar arasında, Belirtilen takım ömründe izin verilen kesme hızı En yaygın kullanılan ve mühendislik açısından en ilgili nicel göstergedir:
- Genel metal malzemeler: Referans olarak takım ömrü T = 60 dk'daki kesme hızı (vc₆₀) kullanılır;
- İşlenmesi zor malzemeler: Genellikle takım ömrü T = 20 dk'da kesme hızı (vc₂₀) kullanılır.
3.2Bağıl İşlenebilirlik İndeksi Kr
Farklı malzemeler arasında karşılaştırmayı kolaylaştırmak için, mühendislik uygulamalarında yaygın olarak bağıl işlenebilirlik indeksi Kr kullanılmaktadır:Kr = Malzemenin 60 dakikadaki kesme hızı / AISI 1045 çeliğinin 60 dakikadaki kesme hızı
Burada referans malzeme olarak AISI 1045 çeliği (170–229 HBS) kullanılmıştır.
- Kr > 1: İşlenebilirliği 1045 çeliğinden daha iyidir;
- Kr < 1: İşlenebilirliği 1045 çeliğinden daha kötüdür.
Bu endeks, özellikle mühendislik uygulamalarında malzeme seçimi ve ön hazırlık süreci planlaması için oldukça kullanışlıdır.
4.0Farklı Malzemelerin İşlenebilirlik Sınıflandırması (Mühendislik Perspektifi)
Göreceli işlenebilirlik indeksi Kr'ye dayanarak, malzemeler mühendislik uygulamalarında genellikle "işlenmesi kolay"dan "işlenmesi son derece zor"a kadar değişen çeşitli seviyelere sınıflandırılır. Bu sınıflandırma, malzeme seçimi ve proses planlaması sırasında işleme zorluğunun hızlı bir şekilde değerlendirilmesi için yaygın olarak kullanılır.
Genel kabul gören kural şöyledir:Malzeme mukavemeti, plastisitesi veya yüksek sıcaklık performansı arttıkça, işlenebilirlik önemli ölçüde azalma eğilimindedir.
Bu durum, titanyum alaşımlarının ve nikel bazlı süper alaşımların mükemmel mekanik ve termal özellikler sergilemesine rağmen, işlenmelerinin son derece zor olmasının nedenini açıklamaktadır.
5.0Malzemenin işlenebilirliğini hangi özellikler belirler?
5.1Sertlik ve Mukavemet
Sertlik ve mukavemet arttıkça, kesme sırasında kayma direnci de buna bağlı olarak artar; bu da daha yüksek kesme kuvvetlerine, kesme sıcaklıklarına ve takım aşınmasının hızlanmasına neden olur.
Mühendislik deneyimleri, orta sertliğe ve homojen mikroyapıya sahip malzemelerin istikrarlı işleme için daha uygun olduğunu göstermektedir.
5.2Plastisite ve Dayanıklılık
- Aşırı plastisite: Kesme işlemi sırasında şiddetli plastik deformasyon meydana gelir, takım-talaş temas alanı genişler, sürtünme artar ve talaş birikintisi oluşumu teşvik edilir;
- Aşırı sertlik: kesme enerjisi tüketimi artar ve talaş kırılması zorlaşır.
Her iki durum da işlenebilirliği önemli ölçüde azaltır.
5.3Isıl İletkenlik
İyi ısı iletkenliğine sahip malzemeler, kesme ısısını talaş ve iş parçası yoluyla verimli bir şekilde dağıtarak kesme bölgesi sıcaklığını düşürür ve termal takım aşınmasını azaltır.
Titanyum alaşımları gibi düşük ısı iletkenliğine sahip malzemeler, ısıyı kesici kenara yakın bölgede yoğunlaştırma eğilimindedir ve bu da takım arızasını hızlandırır.
5.4Elastiklik Modülü
- Aşırı yüksek elastik modül: malzeme kaldırma sırasında daha yüksek kesme direnci;
- Aşırı düşük elastik modül: kesimden sonra belirgin elastik geri kazanım, yan yüzey ile işlenmiş yüzey arasındaki sürtünmeyi artırır.
Her iki durum da işleme stabilitesi açısından elverişsizdir.

6.0Mühendislik Uygulamalarında İşlenebilirlik Nasıl Geliştirilebilir?
6.1Isıl İşlemle İşlenebilirliğin İyileştirilmesi
Uygun ısıl işlem, mikroyapıyı değiştirerek işleme performansını önemli ölçüde artırabilir:
- Düşük karbonlu çelikler: tane yapısını inceltmek ve aşırı plastisiteyi azaltmak için normalleştirme;
- Yüksek karbonlu çelikler: sertliği azaltmak ve talaş kırılmasını iyileştirmek için küreselleştirme tavlaması;
- Dökme demir: İç gerilimleri gidermek ve yüzey sertliğini azaltmak için işleme öncesinde tavlama işlemi uygulanır.
6.2Kimyasal Bileşim Optimizasyonu Yoluyla İşlenebilirliğin İyileştirilmesi
Seri üretimde, işlenebilirlik genellikle alaşım tasarımı yoluyla iyileştirilir:
- Çeliğe kükürt, fosfor, kurşun veya kalsiyum eklemek, kesme direncini azaltabilir ve talaş kırılma özelliğini artırabilir;
- Demir dışı metallerde alaşım bileşiminin optimize edilmesi, tane yapısını iyileştirebilir ve işleme stabilitesini artırabilir.
6.3Tipik Olarak İşlenmesi Zor Malzemeler İçin İşleme Optimizasyon Stratejileri
Yüksek Mukavemetli ve Ultra Yüksek Mukavemetli Malzemeler
Bu malzemeler için kesme kuvvetleri, AISI 1045 çeliğine göre tipik olarak 20%–30% daha yüksektir ve yüksek kesme sıcaklıklarına ve hızlı takım aşınmasına neden olur.
Mühendislik stratejileri şunları içerir:
- Mükemmel ısı direnci ve aşınma direncine sahip kesici takım malzemeleri seçmek;
- Kenar mukavemetini artırmak için talaş açısını azaltmak veya negatif talaş açıları benimsemek ve takım ucu yarıçapını artırmak;
- Kaba işleme işlemlerini mümkün olduğunca tavlanmış veya normalleştirilmiş halde gerçekleştirmek;
- Aşırı yüksek hız peşinde koşmak yerine, kesme hızını makul bir şekilde kontrol etmek.
Yüksek Plastiklik, Düşük Sertlikli Malzemeler
Bu tür malzemeler yapışmaya, soğuk kaynaklanmaya ve kenar birikmelerine eğilimlidir, bu da yüzey kalitesinin istikrarsız olmasına neden olur.
Etkin önlemler şunlardır:
- Kesme deformasyonunu azaltmak için keskin kesme kenarları kullanmak;
- Kenar birikme bölgesinin oluşmasını önlemek için kesme hızını orta derecede artırmak;
- Talaş kırma kapasitesini artırmak için uygun ilerleme hızlarının uygulanması.
7.0Sonuç: İşlenebilirlik, Sistem Düzeyinde Bir Mühendislik Sorunudur
Metallerin işlenebilirliği tek bir faktöre bağlı değildir, aksine malzeme özellikleri, kesici takım özellikleri ve işleme parametrelerinin birleşik etkilerine bağlıdır.
Mühendislik pratiğinde:
- Malzeme düzeyinde: Isıl işlem ve kimyasal bileşim optimizasyonu yoluyla işlenebilirlik iyileştirilebilir;
- Proses seviyesinde: İşlenmesi zor malzemeler için takım ve kesme parametrelerinin sistematik optimizasyonu gereklidir.
Bir malzemenin neden işlenmesinin zor olduğunu anlamadan, verimlilik, kalite ve maliyet arasında dengeli bir optimizasyon sağlayan gerçekten etkili işleme stratejileri geliştirilemez.
8.0Sıkça Sorulan Sorular: Metal İşlenebilirliği Hakkında Sıkça Sorulan Sorular
8.1S1: İşlenebilirlik, malzeme sertliğine eşdeğer midir?
Hayır. Sertlik, işlenebilirliği etkileyen faktörlerden sadece biridir ve belirleyici bir gösterge değildir.
Gerçek işleme süreçlerinde, plastiklik, tokluk, ısı iletkenliği, elastik modül, ayrıca iş parçası malzemesi ile kesici takım arasındaki sürtünme ve kimyasal yakınlık, kesme davranışını önemli ölçüde etkiler. Örneğin, titanyum alaşımları özellikle yüksek sertliğe sahip değildir, ancak düşük ısı iletkenliği ve yüksek kimyasal reaktivite nedeniyle işlenmesi zor malzemeler olarak kabul edilirler.
8.2S2: Titanyum alaşımları neden genellikle işlenmesi zor malzemeler olarak kabul edilir?
Titanyum alaşımlarının zayıf işlenebilirliği esas olarak aşağıdaki faktörlerden kaynaklanmaktadır:
- Düşük ısı iletkenliği: Kesme ısısının dağıtılması zordur, bu da takım ucunda yerel olarak yüksek sıcaklıklara yol açar;
- Yüksek kimyasal aktivite: takım malzemelerine yapışma eğilimi yüksektir, bu da yapışma ve difüzyon aşınmasına neden olur;
- Belirgin elastik geri kazanım: aletin yan yüzeyinde artan sürtünme.
Bu faktörler bir araya gelerek titanyum alaşımlarını hızlı takım aşınmasına, kenar kırılmasına ve kararsız işleme koşullarına yatkın hale getirir.
8.3S3: Paslanmaz çeliğin işlenmesi karbon çeliğinden her zaman daha mı zordur?
Mutlaka öyle değil. Paslanmaz çeliğin işlenebilirliği, mikroyapısal türüyle yakından ilişkilidir:
- Östenitik paslanmaz çelikler: yüksek plastisite ve şiddetli iş sertleşmesi nedeniyle zayıf işlenebilirlik gösterirler;
- Bazı martensitik paslanmaz çelikler: uygun ısıl işlem koşulları altında, işlenebilirlik orta karbonlu çeliklerinkine yaklaşabilir veya biraz daha düşük olabilir;
- Serbest işlenebilir paslanmaz çelikler: kükürt içeren kaliteler, otomatik ve yüksek verimlilikli işlemede iyi performans gösterir.
Bu nedenle, paslanmaz çelik, genel olarak işlenmesi zor bir malzeme olarak değerlendirilmemelidir.
8.4S4: İşlenebilirlik düşük olduğunda, kesme hızını düşürmek tek çözüm müdür?
Hayır. Kesme hızını düşürmek genellikle sorunun kök nedenini çözmekten ziyade sadece belirtileri hafifletir.
Daha etkili yaklaşımlar şunlardır:
- Daha uygun kesici takım malzemeleri seçmek;
- Takım geometrisinin optimizasyonu: talaş açısı, kesici kenar mukavemeti ve takım ucu yarıçapı;
- Kesme parametrelerinin kombinasyonunu ayarlamak;
- Gerektiğinde iş parçasının ısıl işlem koşulunu değiştirmek.
Birçok durumda, kesme hızını uygun şekilde artırmak, talaş birikimini azaltmaya ve yüzey kalitesini iyileştirmeye yardımcı olabilir.
8.5S5: Isıl işlemin işlenebilirlik üzerindeki etkisi ne kadar önemlidir?
Etkisi oldukça büyük. Normalleştirme, tavlama veya küreselleştirme tavlaması yoluyla ısıl işlem şunları sağlayabilir:
- Malzemenin mikro yapısını değiştirin;
- Kesme kuvvetlerini azaltın;
- Talaş kırma davranışını iyileştirin;
- Aletin kullanım ömrünü önemli ölçüde uzatır.
Referans
https://www.3erp.com/blog/what-is-machinability-and-how-is-it-measured/
https://elitemoldtech.com/what-is-machinability/ https://www.canadianmetalworking.com/canadianmetalworking/article/metalworking/understanding-machinability