

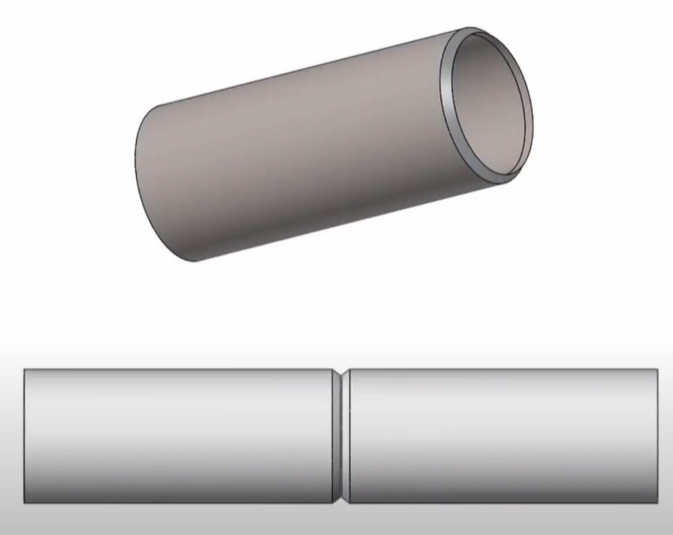
1.0Pah Kırma ve Eğimlendirme Arasındaki Farklar
Boru işleme, metal imalatı ve kaynak hazırlığında, hem pah kırma hem de pah kırma yaygın kenar bitirme teknikleridir. Benzer görünseler de amaç, açı tasarımı, uygulama kapsamı ve işleme yöntemleri açısından önemli ölçüde farklılık gösterirler.
1.1Temel Tanımlar
| Bakış açısı | Pah kırma | Eğimli |
| Tanım | Keskin kenarları gidermek veya montaj kılavuzunu oluşturmak için iki bitişik yüzey arasında genellikle 45°'lik küçük açılı bir kesim. | Malzemenin kenarına işlenen, esas olarak kaynak hazırlığı veya yapısal bağlantılar için kullanılan açılı yüzey. |
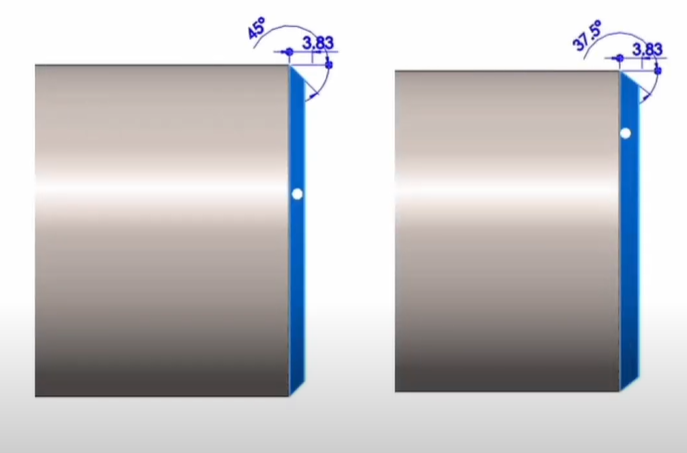
| Tipik Açı | 45° | Genellikle 37,5°'dir, ancak 30°, 60° vb. de olabilir. |
| Derinlik | Sadece en dış kenarı etkiler | Malzemenin daha derinlerine kadar uzanabilir |
| Malzeme Kaldırma | Evet (genellikle minimum) | Evet (daha fazla materyali kaldırır) |
| Kenar İlişkisi | Genellikle dik yüzler arasında | Genellikle dik olmayan veya paralel yüzeyler arasında |
1.2Amaç Karşılaştırması
| İşlem Türü | Ana Amaç |
| Pah kırma | Keskin kenarları ortadan kaldırır, montaj uyumunu iyileştirir, güvenliği ve estetiği artırır. |
| Pahlama | Boru uçlarını veya kenarlarını kaynak için hazırlar, kaynak penetrasyonunu ve birleştirme mukavemetini artırır. |
| İşlem Türü | Ana Amaç |
| Pah kırma | Keskin kenarları ortadan kaldırır, montaj uyumunu iyileştirir, güvenliği ve estetiği artırır. |
| Pahlama | Boru uçlarını veya kenarlarını kaynak için hazırlar, kaynak penetrasyonunu ve birleştirme mukavemetini artırır. |
1.3İşleme Yöntemleri
Yaygın Eğimlendirme Yöntemleri:
- Manuel Taşlama: Maliyet açısından avantajlıdır, şantiye kullanımına uygundur; kıvamı düşüktür.
- Taşınabilir Pahlama Makinesi: Yüksek verimlilik, mobil, küçük ve orta ölçekli işler için idealdir.
- Sabit Eğimli Kesme Sistemi: Yüksek hassasiyet, V, U ve J kanallarını destekler; otomasyona uygundur.
- Plazma veya Alev Kesimi: Kalın duvarlı borular için idealdir; aynı anda kesme ve pah kırma olanağı sağlar.
Yaygın Pah Kırma Yöntemleri:
- Pah kırma frezesi: CNC freze veya torna tezgahlarında kullanılır; yüksek hassasiyet sağlar.
- Pah Ölçer / Cetvel: Manuel çalışmayı destekler; düşük hacimli veya saha çalışmaları için uygundur.
- Çapak Alma Aletleri / Taşlama Tekerlekleri: Plastik, cam veya hafif kenar işlemleri için.
1.4Uygulama Karşılaştırması
| Uygulama Alanı | Pah kırma | Eğimli |
| Borulama Sistemleri | Montajı kolaylaştırmak için boru uçlarındaki keskin kenarları ortadan kaldırır | Uçları kaynak için hazırlar, penetrasyonu ve mukavemeti artırır |
| Mekanik Parçalar | Vidaların hizalanmasına yardımcı olur, stres yoğunluğunu azaltır | Dişli dişlerinde ve sızdırmazlık arayüzlerinde kullanılır |
| Mimari Donanım | Açıkta kalan kenarların güvenliğini ve görünümünü artırır | Açısal birleşimlere veya dekoratif geçişlere olanak tanır |
| Kaynaklı Yapılar | Nadiren doğrudan uygulanır | Uç birleştirme hazırlığı için gereklidir (örneğin borular, plakalar) |
1.5 Pah Kırma Bir Pahlama Türü müdür?
Teknik olarak, bir pah, tipik olarak sabit 45° açıda olan belirli bir eğim türü olarak düşünülebilir. Ancak, amaçlanan işlevi ve işleme derinliği farklıdır:
- Pah kırma: Hassas işleme, montaj uyumunun iyileştirilmesi ve kenar çapaklarının alınmasında kullanılır.
- Eğimli: Yapısal birleştirme ve kaynak hazırlığı üzerine odaklanmıştır.
2.0Yaygın Boru Eğimlendirme Yöntemleri
2.1Açı Taşlama Makinesi Pahlama:
Boru ucunda elle bir eğim oluşturmak için elde tutulan bir açılı taşlama makinesi kullanmak. Bu, boru eğimlendirmenin en temel yöntemidir.
- Maliyet etkin: En ucuz seçeneklerden biri olup, küçük partiler veya tamir işleri için idealdir.
- Operatöre bağlı:Doğru açı ve derinliği korumak için yetenekli işgücü gerekir.
- Tutarlı olmayan kalite:Birden fazla boruda düzgün eğim sağlamak zordur.
- Zaman tükeniyor: Yüksek hacimli üretim için verimli değildir.
- Toz ve döküntü: Kıvılcım ve metal tozu oluşturarak temizleme süresini uzatır ve güvenlik endişelerini artırır.
2.2Taşınabilir Boru Eğim Açma Makinesi:
Saha ortamlarında kontrollü pah kırma için daha verimli, mekanize bir alternatif.
- Geliştirilmiş güvenlik: Manuel taşlamaya göre daha fazla stabilite sağlar ve riski azaltır.
- Daha yüksek verimlilik: Orta hacimli operasyonlara uygundur; işçilik süresini azaltır.
- Saha dostu: Kompakt ve taşınabilir, şantiye çalışmaları için idealdir.
- Sınırlı kapasite: Sürekli çıktı düşük olduğundan büyük ölçekli üretim için önerilmez.


2.3Sabit Boru Pahlama Makinesi:
Tutarlılık ve hıza odaklanan endüstriyel ölçekli operasyonlar ve otomasyon hatları için tasarlanmıştır.
- Çok yönlü eğimli profiller: V, J ve U olukları dahil olmak üzere çeşitli kaynak eğimi tiplerini destekler.
- Kararlı işleme: Hassas açı kontrolü ve tutarlı besleme derinliği sağlar.
- Otomasyona hazır: Sürekli çalışma için CNC hatlarına entegre edilebilir.
- Temiz ve çatlaksız:Bazı modeller minimum temizlik için talaşsız işlem sunar.
- Yüksek verimlilik: Kısa çevrim süreleri ve hızlı verim.
- Daha yüksek ön maliyet: Önemli miktarda ilk yatırım gerektirir, sabit üretim hatlarına uygundur.
2.4Plazma veya Oksijen-Yakıt Eğimli Kesim:
Boru uçlarını eritmek ve eğimli hale getirmek için termal kesme teknolojisini kullanır, özellikle kalın veya yüksek mukavemetli malzemeler için etkilidir.
- Kalın duvarlı borular için idealdir: Paslanmaz çelik, karbon çelik ve alaşımlı borularla iyi çalışır.
- Esnek açılar: X ve K olukları gibi programlanabilir çok açılı eğimlere izin verir.
- Hızlı kesim: Büyük çaplı veya yüksek hacimli üretimlerde verimlidir.
- Isıdan Etkilenen Bölge (HAZ):Isıl bozulma veya metalurjik değişiklikleri önlemek için dikkatli sıcaklık kontrolü gereklidir.
- CNC uyumlu: Genellikle otomatik konumlandırma ve kesme sistemleriyle birlikte kullanılır.


Yöntem Karşılaştırma Özeti
| Yöntem | Maliyet | Yeterlik | Tutarlılık | İdeal Kullanım | Pah Kalitesi |
| Açı Taşlama Makinesi | ★ | ★ | ★ | Küçük partiler, onarımlar | Düşük (manuel kontrol) |
| Taşınabilir Makine | ★★ | ★★★ | ★★ | Saha çalışması, orta hacim | Ilıman |
| Sabit Sistem | ★★★★ | ★★★★★ | ★★★★★ | Otomasyon, yüksek hacimli | Çok yüksek |
| Plazma/Oksi-Yakıt | ★★★ | ★★★★ | ★★★★ | Kalın duvarlı, büyük çaplı borular | Yüksek (termal kontrol ile) |



