

- 1.0Boru Redüktörü Nedir?
- 2.0Konsantrik Redüksiyon Nedir?
- 3.0Eksantrik Redüktör Nedir?
- 4.0Konsantrik ve Eksantrik Redüktör: Yapı ve Uygulamadaki Temel Farklar
- 5.0Karşılaştırma Tablosu: Konsantrik ve Eksantrik Redüktör
- 6.0Konsantrik Redüktör Ne Zaman Kullanılır
- 7.0Eksantrik Redüktör Ne Zaman Kullanılır
- 8.0Nasıl Seçilir: Konsantrik ve Eksantrik Redüktör
- 9.0Konsantrik Redüktörlerin Standart Boyutları (ASME B16.9)
- 10.0Eksantrik Redüktörlerin Tipik Boyutları (ASME B16.9)
- 11.0Boru Redüktörleri için Üretim Prosesleri ve Ekipmanları
- 12.0Boru Redüktör Standartları ve Boyutsal Özellikler
- 13.0Boru Redüktörü Kurulum Yöntemleri ve Önemli Hususlar
- 14.0Boru Redüktörlerinin Uygulamaları
- 15.0Boru Redüktörlerinde Kullanılan Genel Malzemeler
- 16.0Çözüm
- 17.0Boru Redüktörleri hakkında sık sorulan sorular
1.0Boru Redüktörü Nedir?
A boru daraltıcı farklı çaplardaki iki boruyu birbirine bağlamak için kullanılan bir boru bağlantı türüdür ve boru hattı sistemlerinde sorunsuz bir geçiş sağlar. Sıvı sürekliliğini korumada, türbülansı azaltmada ve genel sistem kararlılığını artırmada kritik bir rol oynar. Boru redüktörleri, petrol ve gaz, kimyasal işleme, su temini ve drenajı ve ilaçlar dahil olmak üzere çeşitli endüstrilerde yaygın olarak kullanılır.
Yapısal tasarıma bağlı olarak boru redüktörleri esas olarak iki tipte sınıflandırılır:
- Konsantrik Redüktör:Hem büyük hem de küçük uçların ortak bir merkez çizgisini paylaştığı, simetrik, koni biçimli bir bağlantı parçası.
Genellikle dikey boru sistemlerinde kullanılırpompa çıkışları veya kompresör deşarj hatları gibi. - Eksantrik Redüktör: Bir tarafı düz, diğer tarafı eğimli, büyük ve küçük uçlar arasında ofset merkez çizgileri bulunan, karakteristiktir.
Genellikle yatay boru sistemlerinde kullanılırÖzellikle sıvı veya gaz birikiminin önlenmesi gereken yerlerde, örneğin pompa emiş hatları veya buhar boru hatları.
Üretim Yöntemleri
Boru redüktörleri genellikle sıcak/soğuk presleme veya dövme teknikleri kullanılarak üretilir. Çekirdek şekillendirme süreçleri şunları içerir:
- Azaltma: Bir boru boşluğunun ucu bir şekillendirme kalıbına yerleştirilir, ardından eksenel olarak sıkıştırılır, bu da malzemenin boşluk boyunca akmasına ve çapın azalmasına neden olur. Bu, tek bir geçişte veya birden fazla aşamada tamamlanabilir.
- Genişleyen: Orijinal boru çapı gerekenden küçük olduğunda uygulanır. Dahili bir kalıp, hedef boyuta ulaşmak için boruyu dışarı doğru genişletir. Bu yöntem genellikle büyük çaplı redüktörlerin gerçekleştirilmesi veya son boyutlandırılması için kullanılır.
2.0Konsantrik Redüksiyon Nedir?
A konsantrik redüktör (aynı zamanda eşmerkezli boru redüktörü olarak da bilinir) farklı çaplardaki iki boruyu bağlamak için kullanılan, her iki ucu aynı merkez ekseni boyunca hizalanmış konik bir şekle sahip bir boru bağlantı parçasıdır. Bu simetrik tasarım, sıvının daha büyük bir çaptan daha küçük bir çapa düzgün bir şekilde geçişini sağlayarak türbülansı ve basınç kaybını en aza indirir. Eşmerkezli redüktörler genellikle şu şekilde kullanılır: dikey yönelimli borulama sistemleri.

2.1Konsantrik Redüktörlerin Yapısal Özellikleri ve Çalışma Prensibi
- Merkez Çizgisi Hizalaması:
Eş merkezli redüktörün tanımlayıcı özelliği şudur: Paylaşılan merkez çizgisi daha büyük ve daha küçük uçları arasında. Bu, merkez çizgilerinin çakışmadığı eksantrik redüktörden onu ayırır. - Konik şekil:
Konik tasarım, kademeli çap geçişiEnerji kaybını ve akış bozulmasını azaltırken, tutarlı akışkan hızını ve sistem kararlılığını korumaya yardımcı olur. - Çap Azaltma Fonksiyonu:
Konsantrik redüktörler öncelikle azalan boyutlardaki boruları bağlamak için kullanılır. Bunlar için uygundur tek aşamalı veya çok aşamalı çap geçişleri.
2.2Malzemeler ve Özellikler
Farklı servis koşullarını ve ortam gereksinimlerini karşılamak için konsantrik redüktörler çeşitli malzemelerden mevcuttur:
- Metal seçenekleri: Karbon çelik, paslanmaz çelik, pirinç, alaşımlı çelik
- Plastik seçenekleri: PVC, CPVC ve diğer mühendislik plastikleri
Boyutlar ve basınç derecelendirmeleri genellikle endüstri standartlarına göre özelleştirilir, örneğin: ANSI, DIN, veya İngilteregeniş yelpazedeki boru sistemleriyle uyumluluğu garanti eder.
2.3Konsantrik Redüktörlerin Avantajları
- Geliştirilmiş Sıvı Performansı:
Simetrik, konik şekli, çap küçültme sırasında kararlı akıştürbülans ve basınç düşüşünü en aza indirir. - Korozyon Direnci:
Aşındırıcı sıvıların (örneğin kimyasallar, ham petrol) veya katı parçacıklar içeren bulamaçların taşınması için uygundur. - Yapısal Esneklik:
Aşağıdakiler dahil olmak üzere çeşitli bağlantı tipleriyle uyumludur: flanşlı ve kaynaklı bağlantılar, kurulum ve sistem entegrasyonunu kolaylaştırır. - Dikey Borulama Sistemleri için İdeal:
Özellikle dikey boru hatlarında etkilidir, burada yardımcı olur sıvı birikimini veya buhar kilitlenmesini önleyin.
3.0Eksantrik Redüktör Nedir?
Bir eksantrik redüktör farklı çaplardaki boruları bağlamak için tasarlanmış bir tür kaynaklı boru bağlantı parçasıdır. Eş merkezli redüktörlerin aksine, daha büyük ve daha küçük uçların merkez hatları hizalanmamış, bir düz tarafı ve bir eğimli tarafı olan bir bağlantıyla sonuçlanır. Bu ofset tasarımı, eksantrik redüktörleri özellikle şu amaçlar için uygun hale getirir: yatay borulama sistemleri, gaz veya kondensat birikimini önlemeye yardımcı olarak kavitasyon, buhar kilidi veya sistem arızası riskini azaltırlar.

3.1Eksantrik Redüktörlerin Yapısal Özellikleri ve Çalışma Prensibi
- Ofset Tasarım:
Eksantrik redüktörlerin bir tarafı bağlantı borusuyla hizalanmıştır ("düz taraf") ve iki ucun merkez eksenleri arasında bir ofset oluşturur. Bu asimetri onları konsantrik redüktörlerin simetrik konik şeklinden ayırır. - Sıvı Seviye Kontrolü:
Düz taraf, borunun üst veya alt kısmının düz kalmasını sağlayarak sıvı veya gazın yön kontrolünü mümkün kılar ve sıvı veya gazın önlenmesi tuzak sistemde. - Hidrodinamik Hususlar:
Bir taraftaki daha dar akış yolu hızı artırarak yerel basınç farkları yaratır. Uygun yapılandırma, akışkan özelliklerine ve sistem gereksinimlerine bağlı olarak önemlidir. - Çift Yönlü Kullanım:
Aynı bağlantı parçası şu şekilde de kullanılabilir: (büyükten küçüğe) azaltmaveya genişleyen (küçükten büyüğe) boru geçişleri. Kurulum yönü akış yönüne ve mühendislik kılavuzlarına dayanmalıdır.
3.2Malzemeler ve Özellikler
Eksantrik redüktörler çeşitli uygulamalara uyacak şekilde çeşitli malzemelerden mevcuttur:
- Metaller: Karbon çelik, paslanmaz çelik, alaşımlı çelik
(yüksek sıcaklık, yüksek basınç veya aşındırıcı ortamlar için uygundur) - Plastikler: PVC, CPVC, PE
(drenaj veya havalandırma gibi metalik olmayan sistemlerde kullanılır)
Yaygın üretim standartları şunları içerir: ASME B16.9, DİN 2616, Ve İngiltere/T 12459Seçim, aşağıdaki gibi basınç sınıflarına dayanmaktadır: SCH40/80 sistem tasarım gereksinimlerini karşılamak için.
3.3Eksantrik Redüktörlerin Uygulamaları
- Yatay Sıvı Boru Hatları:
Borunun üst kısmında gaz birikmesini önlemek için düz tarafı yukarı bakacak şekilde konumlandırılır, böylece buhar kilidi veya pompa kavitasyonu riski azaltılır. - Boru Raf Kurulumları:
Yükün eşit dağılımını ve desteğini sağlamak için düz tarafı aşağı bakacak şekilde yerleştirin. - Yatay Gaz Boru Hatları:
Yoğuşma veya yağın doğal olarak akmasını sağlamak için düz tarafı aşağı bakacak şekilde yerleştirin. - Pompa Emiş Hatları:
Eksantrik redüktörler önerilir hava sıkışmasını önlemekBu da pompanın arızalanmasına yol açabilir.
3.4Eksantrik Redüktörlerin Avantajları
- Etkili bir şekilde kavitasyonu ve buhar kilidini önleyin
- Emin olmak homojen sıvı veya gaz akışı yatay boru hatlarında
- Sorunsuz transfer desteği uzmanlık medya, viskoz sıvılar, bulamaçlar veya kimyasallar gibi
- Geliştirmek pompa sistemi istikrar ve uzun vadeli bakım maliyetlerini azaltın
4.0Konsantrik ve Eksantrik Redüktör: Yapı ve Uygulamadaki Temel Farklar
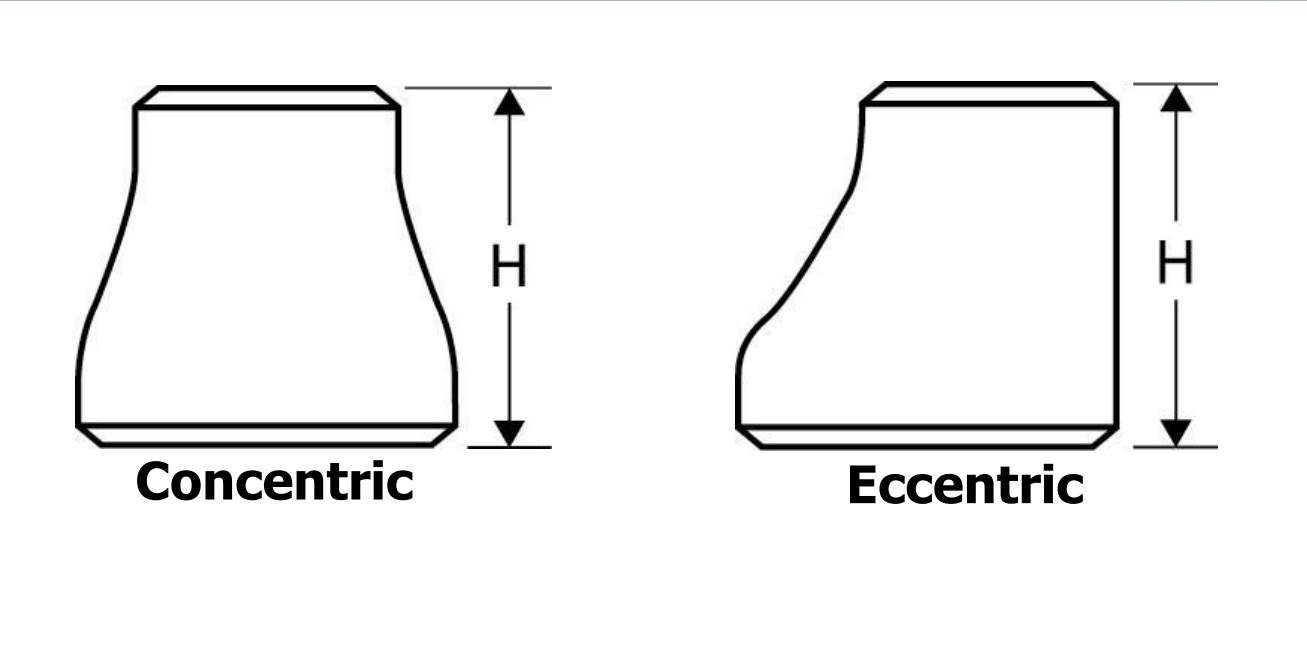
4.1Görsel Fark: Temel Yapısal Kontrast
- Konsantrik Redüktör:
Simetrik konik şekil. Önden bakıldığında, daha küçük uç doğrudan daha büyük ucun merkezinde konumlanmıştır — her iki uç da aynı merkez çizgisini paylaşır. - Eksantrik Redüktör:
Bir taraf düz kalır ve çaptaki azalma merkez çizgisinden kayarak daha küçük ucu daha büyük çapın bir tarafına kaydırır.
Bu değişiklik küçük görünse de, önemli bir rol oynar sistem davranışında kritik rol.
4.2Akışkanlar Dinamiği ve Uygulama Senaryoları
- Konsantrik Redüktörler için idealdir dikey borulama sistemleriÖrneğin pompa deşarj hatları veya dikey yönelimli sıvı veya gaz akışları.
Simetrik şekilleri, pürüzsüz akış geçişleri, ancak yatay olarak kullanıldıklarında, borunun üst kısmında gaz veya sıvı toplanmasına neden olabilirler — hava cepleri veya ölü bölgeler. - Eksantrik Redüktörler özellikle avantajlıdır yatay boru hatlarıÖzellikle gaz ve sıvının bir arada bulunduğu veya kavitasyon ve hapsolmuş havanın önlenmesi gereken sistemlerde.
Düz kenarlı tasarım, gazların doğal olarak boşaltılması veya sıvıların boşaltılmasıBu sayede pompa emiş hatlarında ve benzeri kritik noktalarda tercih edilen bir seçim haline gelmiştir.
4.3Kurulum ve Maliyet Hususları
- Konsantrik Redüktörler:
Simetrik şekilleri nedeniyle kurulumu kolaydır; genellikle daha fazla maliyet etkin. - Eksantrik Redüktörler:
Dikkatli olmayı gerektirir düz tarafın yönelimi(yukarı veya aşağı bakan) sistemin tasarımına bağlı olarak. Biraz daha yüksek maliyet yapısal karmaşıklıkları ve kurulum gereksinimleri nedeniyle.

5.0Karşılaştırma Tablosu: Konsantrik ve Eksantrik Redüktör
| Özellik | Konsantrik Redüktör | Eksantrik Redüktör |
| Şekil ve Yapı | Simetrik koni, hizalanmış merkez çizgileri | Ofset azaltma, bir tarafı düz |
| Akış Özellikleri | Pürüzsüz geçiş, yatay kurulumda gaz/sıvıyı hapsedebilir | Gaz veya sıvının sıkışmasını önler; doğal drenajı sağlar |
| Önerilen Kullanım | Dikey borulama, pompa tahliyesi, kompresörler | Yatay borulama, pompa emme, drenaj/havalandırma hatları |
| Kurulum Kolaylığı | Kurulumu kolay, simetrik düzen | Doğru yönlendirme, daha yüksek kurulum bakımı gerektirir |
| Yatay Düzende Performans | Sıvı/gaz birikmesine neden olabilir | Birikimi etkili bir şekilde önler |
| Dikey Düzende Performans | İyi performans gösteriyor | Dikey sistemlerde sınırlı kullanım |
| Ortak Malzemeler | Karbon çelik, paslanmaz çelik, PVC, CPVC | Konsantrik redüktör ile aynı |
| Maliyet | Daha düşük | Biraz daha yüksek (tasarım karmaşıklığından dolayı) |
6.0Konsantrik Redüktör Ne Zaman Kullanılır
A konsantrik redüktör Dikey akış uygulamaları veya farklı çaplardaki borular arasında simetrik, düzgün bir geçiş gerektiren sistemler için uygundur. Konik şekli, merkez hattını kaydırmadan çapın azaltılmasını sağlayarak sıvı stabilitesinin korunmasına yardımcı olur.
Tipik Kullanım Örnekleri:
- Dikey Borulama Sistemleri:
Akış yönü yukarı veya aşağı olduğunda idealdir. Hizalanmış merkez çizgisi türbülansı azaltır ve geri akış risklerini en aza indirir. - Pompa ve Kompresör Sistemleri:
Kullanıldı giriş veya çıkış Sıvının ekipmana girmesinden veya ekipmandan çıkmasından önce sabit basınç ve akışın sağlanması için pompalar ve kompresörler. - Sıvı veya Gaz Taşıma Hatları:
Proses hatları veya şebeke gerektiren durumlar için uygundur dengeli akış geçiş farklı boru ebatları arasında.
7.0Eksantrik Redüktör Ne Zaman Kullanılır
Bir eksantrik redüktör özellikle yatay borulama sistemleri için, özellikle de su sızıntısı riski olan yerlerde önerilir. gaz sıkışması veya sıvı birikmesiDüz kenarlı tasarım, redüktörün üst veya alt kısmının boru hattıyla hizalanmasını sağlayarak drenaj ve havalandırmayı optimize eder.
Önerilen Uygulamalar:
- Yatay Borulama Sistemleri:
Akışın neden olduğu kesintileri önler yüksek noktalarda hava cepleri veya düşük noktalarda sıvı birikimi. - Pompa Emiş Hatları:
Düz tarafıyla monte edildi yukarı doğru bakan Pompa girişinde hava sıkışmasını önlemek ve kavitasyon riskini azaltmak. - Kondenserler ve Isı Eşanjörleri:
Eskiden gazı boşaltın veya sıvıyı boşaltınmedyanın durgunlaşmamasını ve termal transfer verimliliğinin artırılmasını sağlar. - Yağ, Çamur veya Yüksek Viskoziteli Sıvılar Taşıyan Sistemler:
Birikmeyi en aza indirmeye ve basınç kaybını azaltmaya yardımcı olarak daha düzgün akış yönetimini destekler.
8.0Nasıl Seçilir: Konsantrik ve Eksantrik Redüktör
| Seçim Kriterleri | Önerilen Tip | Mantıksal gerekçe |
| Dikey boru yönlendirme | Konsantrik Redüktör | Uygun hizalamayı sağlar; yerçekimiyle beslenen sistemler için idealdir |
| Yatay boru yönlendirme | Eksantrik Redüktör | Hava veya sıvı birikmesini önler; drenajı ve havalandırmayı iyileştirir |
| Pompa kavitasyonunun önlenmesi | Eksantrik Redüktör | Düz tarafın yukarı bakması pompa girişinden önce sıkışan havayı ortadan kaldırır |
| Basitleştirilmiş kurulum | Konsantrik Redüktör | Simetrik şeklin hizalanması ve kaynaklanması daha kolaydır |
| Viskoz veya aşındırıcı sıvıların işlenmesi | Eksantrik Redüktör | Tortu birikimini azaltır; akış verimliliğini artırır |
| Akışın düzgünlüğüne vurgu | Konsantrik Redüktör | Pürüzsüz, simetrik geçiş türbülansı en aza indirir |
Çözüm
- İçin dikey sistemler veya hassas hizalama gerektiren uygulamalar, konsantrik redüktörler tercih edilen seçenektir.
- İçin yatay kurulumlar, özellikle nerede havalandırma veya boşaltma dır ihtiyaç duyulan, eksantrik redüktörler daha etkilidir.
- Düz tarafın doğru şekilde yönlendirildiğinden emin olun — ortama bağlı olarak yukarı veya aşağı— performansı optimize etmek için.
9.0Konsantrik Redüktörlerin Standart Boyutları (ASME B16.9)
| Geniş Uç OD (D1) | Küçük Uç OD (D2) | Merkez Uzunluğu (L) | Nominal Duvar Kalınlığı (SCH 40) |
| 88,9 (DN80) | 60,3 (DN50) | 102 | 5.49 / 3.91 |
| 114.3 (DN100) | 88,9 (DN80) | 127 | 6.02 / 5.49 |
| 141,3 (DN125) | 114.3 (DN100) | 152 | 6.55 / 6.02 |
| 168,3 (DN150) | 114.3 (DN100) | 152 | 7.11 / 6.02 |
| 219.1 (DN200) | 168,3 (DN150) | 178 | 8.18 / 7.11 |
| 273.0 (DN250) | 219.1 (DN200) | 203 | 8.74 / 8.18 |
| 323,9 (DN300) | 273.0 (DN250) | 229 | 10.31 / 8.74 |
| 355,6 (DN350) | 273.0 (DN250) | 229 | 11.13 / 8.74 |
| 406.4 (DN400) | 355,6 (DN350) | 305 | 11.13 / 11.13 |
| 457.0 (DN450) | 406.4 (DN400) | 305 | 12.70 / 11.13 |
Notlar:
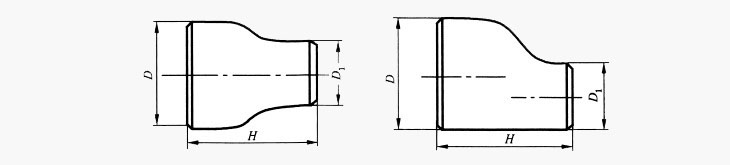
- D1 / D2: Nominal boru ebatlarına (DN) karşılık gelen büyük ve küçük uçların milimetre cinsinden dış çapları.
- L: Redüktörün merkez hattı boyunca toplam uzunluk. ASME B16.9, ±12 mm'lik bir üretim toleransına izin verir.
- Duvar Kalınlığı: SCH 20, SCH 40 veya SCH 80 gibi basınç derecesine göre. Burada gösterilen değerler Program 40(ilk değer D1 için, ikinci değer D2 için).
10.0Eksantrik Redüktörlerin Tipik Boyutları (ASME B16.9)
| Geniş Uç OD (D1) | Küçük Uç OD (D2) | Minimum Merkez Uzunluğu (L) | Nominal Duvar Kalınlığı (SCH 40) |
| 88,9 (DN80) | 60,3 (DN50) | 102 | 5.49 / 3.91 |
| 114.3 | 88.9 | 127 | 6.02 / 5.49 |
| 141.3 | 114.3 | 152 | 6.55 / 6.02 |
| 168.3 | 114.3 | 152 | 7.11 / 6.02 |
| 219.1 | 168.3 | 178 | 8.18 / 7.11 |
| 273.0 | 219.1 | 203 | 8.74 / 8.18 |
| 323.9 | 273.0 | 229 | 10.31 / 8.74 |
| 355.6 | 273.0 | 229 | 11.13 / 8.74 |
| 406.4 | 355.6 | 305 | 11.13 / 11.13 |
| 457.0 | 406.4 | 305 | 12.70 / 11.13 |
| 508.0 | 457.0 | 305 | 12.70 / 12.70 |
Notlar:
- D1 / D2: Büyük ve küçük uçların dış çapları, aşağıdakilere uygundur: ASME B36.10M.
- L: ASME B16.9'da belirtilen minimum merkez hattı uzunluğu. Gerçekte üretilen uzunluklar minimumu aşabilir.
- Duvar Kalınlığı: Sistem tasarımına bağlıdır ve genellikle standart boru çizelgelerine (örneğin, SCH 40, SCH 80) göre seçilir. Listelenen değerler, şunları temsil eder: Program 40(ilk değer D1 için, ikinci değer D2 için).
11.0Boru Redüktörleri için Üretim Prosesleri ve Ekipmanları
Metal redüktörler—özellikle uçtan kaynaklı karbon çelik ve paslanmaz çelik redüktörler—genellikle şu şekilde üretilir: sıcak presleme, soğuk presleme, veya birleşik genişletme ve küçültme teknikleri, malzeme türüne, boyutuna ve parti hacmine bağlı olarak. Aşağıda başlıca şekillendirme yöntemleri ve ilişkili ekipmanlar yer almaktadır:
11.1Hidrolik Pres Şekillendirme
Uygun olanlar: Küçük ila orta çaplar (DN50–DN400), sıcak veya soğuk olarak gerçekleştirilir.
Temel Ekipman:
- Hidrolik Pres:Genellikle 300T, 500T veya 800T olarak derecelendirilir.
- Redüktör Kalıp Seti: Özel olarak tasarlanmış konsantrik veya eksantrik boşluklu kalıplar.
- Endüksiyon Isıtıcı/Fırını: Sıcak şekillendirme işlemlerinde parçaların ön ısıtılması için kullanılır.
İşlem Adımları:
- Taban borusu bölümünü büyük uç boyutuna uyacak şekilde kesin.
- Boşluğu şekillendirme sıcaklığına kadar ısıtın (sıcak şekillendirme için genellikle 800°C'nin üzerinde).
- Boşluğu hidrolik bir koç kullanarak kalıba bastırın.
- Metal, redüktörü oluşturmak üzere kalıp boşluğu boyunca akar.
- Gerektiğinde çapaklarını alın, yeniden şekillendirin ve ısıl işlem uygulayın.
11.2Mekanik Genişletme ve Küçültme
Şunlar için idealdir: Özellikle tek adımda şekillendirmenin pratik olmadığı durumlarda, büyük çaplı veya kalın duvarlı redüktörler (DN450 ve üzeri).
Temel Ekipman:
- Boru Genişletici: Küçük ucu istenilen büyük çapa genişletir.
- Boru Ucu Redüktörü: Bir ucunu sıkıştırarak daha küçük çap elde eder.
- Hidrolik Servo Kontrol Sistemi: Boyutsal doğruluğu kontrol eder.
- Şekillendirme Silindirleri: Redüktörün iç çapına ve duvar kalınlığına uygun olarak üretilir.
- Orta Frekanslı Isıtıcı: Termal plastik deformasyona yardımcı olur.
İşlem Notları:
Çap ve et kalınlığı farklılıkları önemli olan redüktörler için uygundur.
Daha fazla hassasiyet için "önce genişlet, sonra daralt" veya çok adımlı daraltmalar içerebilir.
11.3Döndürme Şekillendirme
Uygun olanlar: Genellikle DN100–DN500 aralığında, özellikle duvar kalınlığı önemli ölçüde değiştiğinde, konik veya konik profillere sahip simetrik redüktörler.
Temel Ekipman:
- CNC İplik Makinası: Silindir basıncını ve yolunu yüksek hassasiyetle kontrol eder.
- Döner Mandren veya Mandrel: Şekillendirme sırasında iş parçasını tutar ve döndürür.
- Preform Boşluğu: Genellikle önceden şekillendirilmiş disk veya kısa boru kesitidir.
- Isıtma Sistemi (Opsiyonel): Sıcak veya sıcak sıkma için indüksiyon veya alevli ısıtıcı.
İşlem Adımları:
- Preform taslağını mandrele monte edin.
- İş parçasını yüksek hızda döndürün.
- Malzemeyi mandrel üzerinde şekillendirmek için şekillendirme silindirlerini kademeli olarak uygulayın, böylece duvar bütünlüğünü korurken çapı azaltın.
- Redüktörü gerektiği gibi kesin veya işleyin.
- Gerekirse gerilimleri gidermek için ısıl işlem uygulayın.
İşlem Notları:
- Pürüzsüz geçişlere ve homojen duvar dağılımına sahip konsantrik redüksiyonlar üretmek için idealdir.
- Minimum malzeme israfıyla yüksek boyutsal doğruluk ve yüzey kalitesi sunar.
Esnek takımlama sayesinde küçük ve orta ölçekli üretim hacimlerine uygundur.
11.4Sac Haddeleme Şekillendirme
Şu durumlarda kullanılır: Kusursuz şekillendirmenin mümkün olmadığı büyük çaplı redüktörlerin (tipik olarak DN600 ve üzeri) imalatı. Genellikle levha malzemeden yapılmış özel boyutlu eksantrik veya konsantrik redüktörler için kullanılır.
Temel Ekipman:
- Sac haddeleme makinesi (3'lü veya 4'lü rulo): Metal levhayı konik veya silindirik şekillere yuvarlar.
- Kenar Pahlama Makinesi: Kenarları kaynak için hazırlar.
- Kaynak Ekipmanları (GMAW/SMAW/SAW): Plaka kenarlarını uzunlamasına birleştirir.
- Isıl İşlem Fırını: Kaynak sonrası gerilim giderme için.
- İşleme Takımları: Boyutsal sonlandırma ve uç yüzey hazırlama için.
İşlem Adımları:
- Redüktör boyutuna göre metal plakayı istenilen ölçülerde kesin.
- Kaynak işlemine hazırlamak için kenarları pahlayın.
- Bir tabak açma makinesi kullanarak tabağı istediğiniz koni veya silindir şekline getirin.
- Uzunlamasına dikişi (iç ve dış) uygun teknikle kaynaklayın.
- Kaynak kalitesini doğrulamak için tahribatsız muayene (UT/RT) gerçekleştirin.
Son şekli ihtiyaç halinde ısıl işlemden geçirin ve işleyin.
11.5Kalıp Dövme
Şunun için kullanılır: Genellikle petrokimya veya basınçlı kap uygulamalarında kullanılan, kalın duvarlı, yüksek mukavemetli redüktörler.
Temel Ekipman:
- Dövme Presi:Genellikle 1000T ile 1600T arası hidrolik dövme makineleri.
- Dövme Kalıpları:Eksantrik veya konik oyuklarla tasarlanmıştır.
- Güç Çekiç veya Elektro-Hidrolik Çekiç: Açık kalıp düzeneklerinde kullanılır.
- Tavlama Fırını: Dövme sonrası ısıl işlem için.
11.6Kaynaklı Konstrüksiyon (Opsiyonel Yöntem)
Şu durumlarda kullanılır: Redüktör boyutları veya duvar kalınlığı dikişsiz şekillendirmeyi pratik olmaktan çıkarır. Üretim, iki boru bölümünün birbirine kaynaklanmasını ve son boyutlara göre işlenmesini içerir.
Temel Ekipman:
- Pahlama Makinesi: Uçları kaynak yapmaya hazırlar.
- Çevresel Kaynak Makinesi:Boru çevresinde hassas kaynak yapar.
- X-Ray Test Ekipmanları (RT): Kaynak kalitesini denetler.
- NDT Ekipmanı (UT/MT): Ultrasonik veya manyetik test ile kaynak bütünlüğünü garanti eder.
11.7Ekipman Özet Tablosu
| İşlem Türü | Anahtar Ekipman | Uygulama Açıklaması |
| Hidrolik Şekillendirme | Hidrolik pres, kalıp seti, ısıtıcı | Küçük-orta ebatlar için tek adımda soğuk/sıcak şekillendirme |
| Genişletme ve Azaltma | Genişletici, daraltıcı, silindirler, ısıtıcı sistem | Kontrollü çift uç şekillendirme |
| Kalıp Dövme | Dövme presi, kalıplar, güç çekici | Kalın duvarlı redüktörler için yüksek mukavemetli şekillendirme |
| Kaynaklı Yapı | Kaynak makinesi, pah kırma makinesi, NDT aletleri | Büyük boyutlu redüktörler veya imalat kasaları için kullanılır |
12.0Boru Redüktör Standartları ve Boyutsal Özellikler
Redüktörler, değiştirilebilirlik ve uyumluluğu garantilemek için yaygın olarak kabul görmüş endüstri standartlarına uymalıdır. Yaygın standartlar şunları içerir:
- ASME B16.9– Uçtan Kaynaklı Bağlantı Parçaları
- DIN EN 10253– Endüstriyel boru hatları için çelik bağlantı parçaları (Avrupa)
- İngiltere/T 12459– Dövme çelik bağlantı parçaları için Çin Ulusal Standardı
- Diğer geçerli kodlar:I SO, JIS vb.
Bu standartlar çap aralığı, toleranslar, duvar kalınlığı, basınç sınıfı ve malzeme sınıfları gibi kritik parametreleri tanımlar.
13.0Boru Redüktörü Kurulum Yöntemleri ve Önemli Hususlar
Boru redüktörleri, sistem basıncına, boru malzemesine ve bağlantı gereksinimlerine bağlı olarak çeşitli teknikler kullanılarak monte edilebilir:
- Popo Kaynakçılığı: Mukavemeti ve güvenilirliği nedeniyle yüksek basınçlı sistemlerde tercih edilir.
- Soket Kaynak: Küçük çaplı metal borular için yaygındır.
- Dişli Bağlantı: Küçük, sökülebilir boru hatları için uygundur.
- Flanşlı Bağlantı: Ekipman bağlantılarında veya kolay değiştirilebilen hatlarda kullanılır.
Önemli Kurulum Notları:
- Eksantrik Redüktörler: Sıvı birikmesini önlemek için yatay hatlarda düz tarafı aşağıya bakacak şekilde monte edilmelidir.
- Kaynaklı Bağlantılar: Sızıntı veya kusurları tespit etmek için tahribatsız muayeneye (NDT) tabi tutulmalıdır.
- Akış Yönü: Artan direnci veya akış dengesizliğini önlemek için montaj sırasında daima akış işaretlerini takip edin.
14.0Boru Redüktörlerinin Uygulamaları
Boru redüktörleri çeşitli alanlarda yaygın olarak kullanılır endüstriyel ve ticari sektörler farklı boru çapları arasındaki geçişleri yönetmek için. Yaygın uygulamalar şunları içerir:
- Petrol ve Gaz:
Petrol ve gaz iletim hatlarının bağlanması, sondaj ve üretim ekipmanları için arayüzlerin uyarlanması. - Kimya ve İlaç:
Reaktörler, kondenserler veya proses tankları gibi kaplar arasındaki akışın kontrol edilmesi. - Gıda ve İçecek İşleme:
Farklı ekipman boyutları arasında hijyenik sıvı transferi ve uyumluluğun sağlanması. - HVAC Sistemleri:
Soğutulmuş su, sıcak su veya hava dağıtım kanallarındaki çap geçişleri. - Su Temini ve Drenaj:
İçme suyu, atık su ve yağmur suyu sistemlerinde geçiş ek parçası olarak kullanılır.

15.0Boru Redüktörlerinde Kullanılan Genel Malzemeler
Servis koşullarına ve iletilen ortamın yapısına bağlı olarak boru redüktörleri çeşitli malzemelerden üretilir:
- Paslanmaz çelik:
Mükemmel korozyon direnci; gıda işleme, ilaç ve kimyasal sistemlerde yaygın olarak kullanılır. - Karbon Çelik:
Yüksek mukavemetli ve uygun maliyetlidir; genel endüstriyel ve kamusal boru hatları için uygundur. - Bakır:
İyi ısı iletkenliği; HVAC ve sıcak/soğuk su sistemleri için idealdir. - PVC / CPVC (Plastik):
Özellikle metal olmayan sistemlerde düşük basınç ve korozyona dayanıklı uygulamalar için uygundur. - Alaşımlı Çelik:
Yüksek basınç, yüksek sıcaklık veya kimyasal olarak agresif ortamlarda kullanılır.
16.0Çözüm
Boru redüktörleri modern boru sistemlerinin vazgeçilmez elemanlarıdır.
Onlar bir oyun oynuyorlar akış geçişlerini yönetmede kritik rol, operasyonel istikrarı korumak ve çeşitli sistem yapılandırmalarına uyum sağlamak.
Uygun olanı seçerek tür, malzeme ve üretim yöntemi, kullanıcılar güvenliği artırın, sistem verimliliğini iyileştirinve her ikisini de azaltın kurulum maliyetleri Ve bakım sıklığı.
17.0Boru Redüktörleri hakkında sık sorulan sorular
Boru Redüktörü Nedir?
Boru redüktörü, farklı çaplardaki iki boruyu birbirine bağlamak için kullanılan ve akışkan akışının düzgün bir şekilde geçişini sağlayan bir bağlantı parçasıdır. Genellikle petrol ve gaz, kimyasal, ilaç ve su temin sistemleri gibi endüstrilerde kullanılır.
Boru Redüktörlerinin Çeşitleri Nelerdir?
- Konsantrik Redüksiyon: Her iki ucunda hizalanmış merkez hatları vardır ve simetrik bir koni şekli oluşturur. Dikey boru sistemleri için uygundur.
- Eksantrik Redüktör: Her iki uçtaki merkez çizgileri ofsetlidir ve bir tarafı düzdür. Gaz veya sıvı birikmesini önlemek için yatay borulama için tasarlanmıştır.
Konsantrik ve Eksantrik Redüktörler Arasındaki Fark Nedir?
- Yapı: Konsantrik redüktörler simetrik konilerdir; eksantrik redüktörlerin bir ucunda düz bir yüzey bulunur.
- Uygulamalar: Dikey boru hatlarında konsantrik, yatay boru hatlarında ise eksantrik kullanılır. Bu, özellikle kavitasyon ve sıvı hapsolmasını önlemek içindir.
- Kurulum:Eksantrik redüktörlerin düz taraf yönüne (yukarı veya aşağı bakması) dikkat edilmesi gerekir; konsantrik redüktörlerin montajı daha kolaydır.
Konsantrik Redüksiyonu ne zaman seçmeliyim?
Boru hattı dikey konumda olduğunda veya akışkan akışının merkezde ve düzgün kalması gerektiğinde konsantrik redüktörleri seçin.
Eksantrik Redüktörü ne zaman seçmeliyim?
Özellikle pompa emiş girişlerinde gaz birikmesinin veya sıvı birikmesinin önlenmesinin kritik olduğu yatay boru hatlarında eksantrik redüktörler tercih edilmelidir.
Referanslar
https://en.wikipedia.org/wiki/Concentric_reducer
https://en.wikipedia.org/wiki/Eccentric_reducer
steelforgings.com/2020/09/17/eşmerkezli-vs-eksantrik-boru-redüktörü/




