

- 1.0İşleme Proses Sistemi Nedir?
- 2.0Mekanik Parçaların İşlenmiş Yüzeyleri Nasıl Oluşturulur?
- 3.0İş parçası yüzeyinde çizgiler oluşturan nedir? Bu çizgileri oluşturmak için hangi yöntemler kullanılır?
- 4.0İş parçasının işlenmesinde hangi hareketler gereklidir?
- 5.0Kesme Hareketi Nedir? Nasıl Sınıflandırılır?
- 6.0Bileşik Kesme Hareketi Nedir?
- 7.0Yardımcı Hareketler Nelerdir?
- 8.0Sıkça Sorulan Sorular
Mekanik imalat alanında, işleme proses sistemi, hassas parça üretimini mümkün kılan temel çerçevedir. Aşağıdaki bölümler, yapılandırılmış açıklamalar dizisi aracılığıyla, bu sistemin temel prensiplerini ve çalışma mantığını ayrıntılı olarak ele almaktadır.
1.0İşleme Proses Sistemi Nedir?
Genellikle proses sistemi olarak adlandırılan bir işleme proses sistemi, torna tezgahları, freze tezgahları ve taşlama tezgahları gibi çeşitli takım tezgahlarından, kesici takımlardan, fikstürlerden ve iş parçasından oluşan bir kesme sistemidir. Birincil işlevi, ham maddeleri veya iş parçalarını belirli şekil, boyut ve kalite gereksinimlerine sahip mekanik parçalara dönüştürmektir. Bir proses sisteminin işleme taleplerini karşılayıp gerekli yüzey oluşumunu sağlayabilmesi, yalnızca uygun geometrik ve proses parametrelerine değil, aynı zamanda her bir bileşenin kendine özgü özelliklerine ve bunların etkileşimiyle oluşan genel sistem davranışına da bağlıdır.

2.0Mekanik Parçaların İşlenmiş Yüzeyleri Nasıl Oluşturulur?
Mekanik bir parça ne kadar karmaşık görünürse görünsün, yüzeyleri nihayetinde temel yüzey tiplerinin kombinasyonlarından oluşur. İşlemenin özü, belirli kesme yöntemleri aracılığıyla gerekli fonksiyonel yüzeylerin oluşturulması işlemidir.
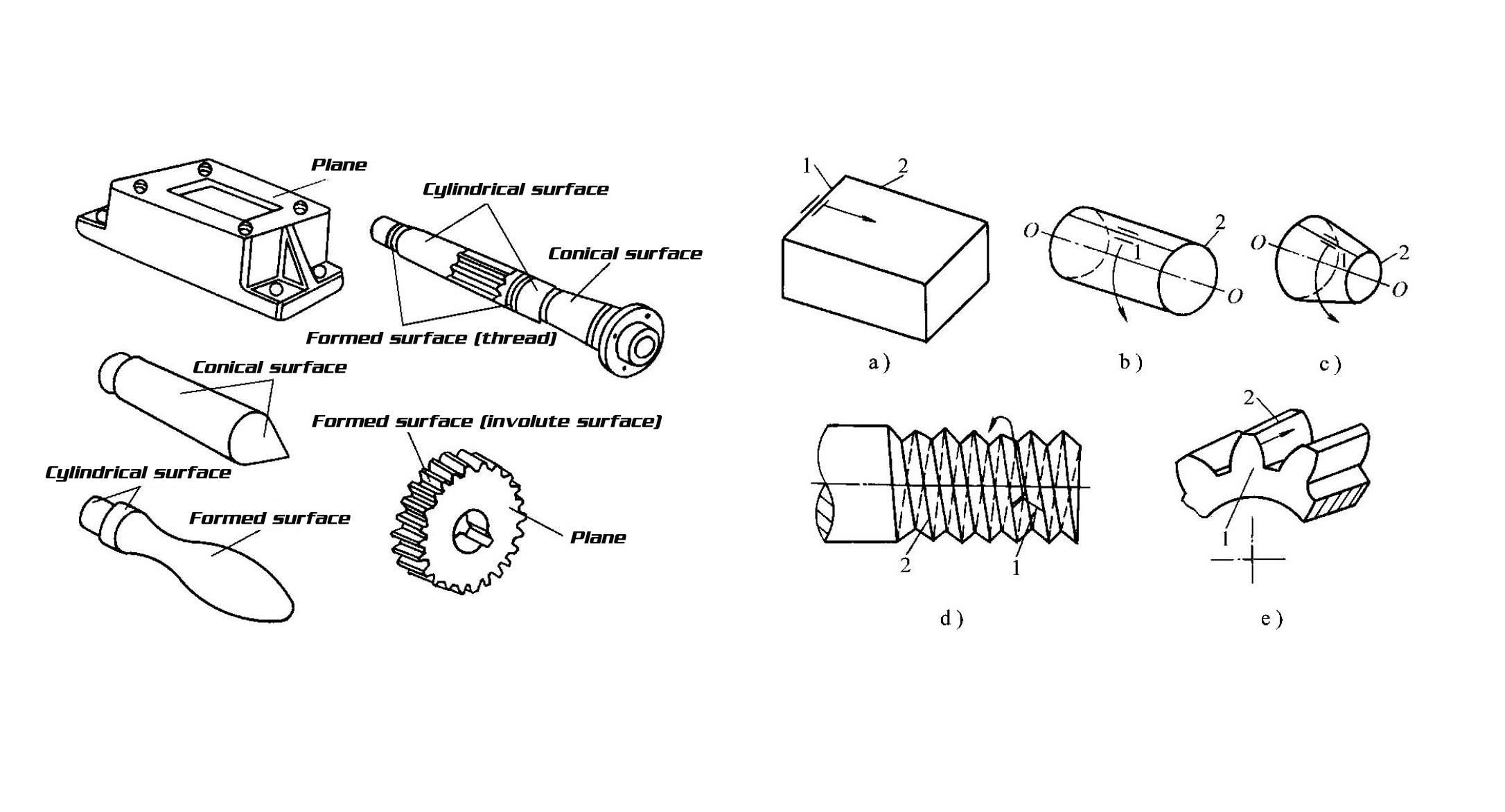
2.1İş Parçası Yüzeylerinin Yaygın Tipleri
- Uçaklar
- Silindirik yüzeyler
- Konik yüzeyler
- Şekillendirilmiş yüzeyler (örneğin dişli yüzeyler ve involüt dişli diş yüzeyleri)
- Özel yüzeyler (küresel yüzeyler, toroidal yüzeyler ve hiperbolik yüzeyler gibi)
2.2İş parçası yüzeyleri nasıl oluşturulur?
Çoğu standart mekanik yüzey, bir ana doğrunun diğer bir doğrultman boyunca hareketiyle oluşturulabilir. Ana doğru ve doğrultman, birlikte "oluşturma çizgileri" olarak adlandırılır ve bir yüzeyi tanımlayan temel unsurlardır. Geleneksel torna tezgahlarında, CNC freze makinelerinde ve benzeri ekipmanlarda işleme sırasında, iş parçasının ve kesici takımın göreceli ve koordineli hareketleri bu iki çizgiyi oluşturarak istenen yüzey geometrisini üretir.
3.0İş parçası yüzeyinde çizgiler oluşturan nedir? Bu çizgileri oluşturmak için hangi yöntemler kullanılır?
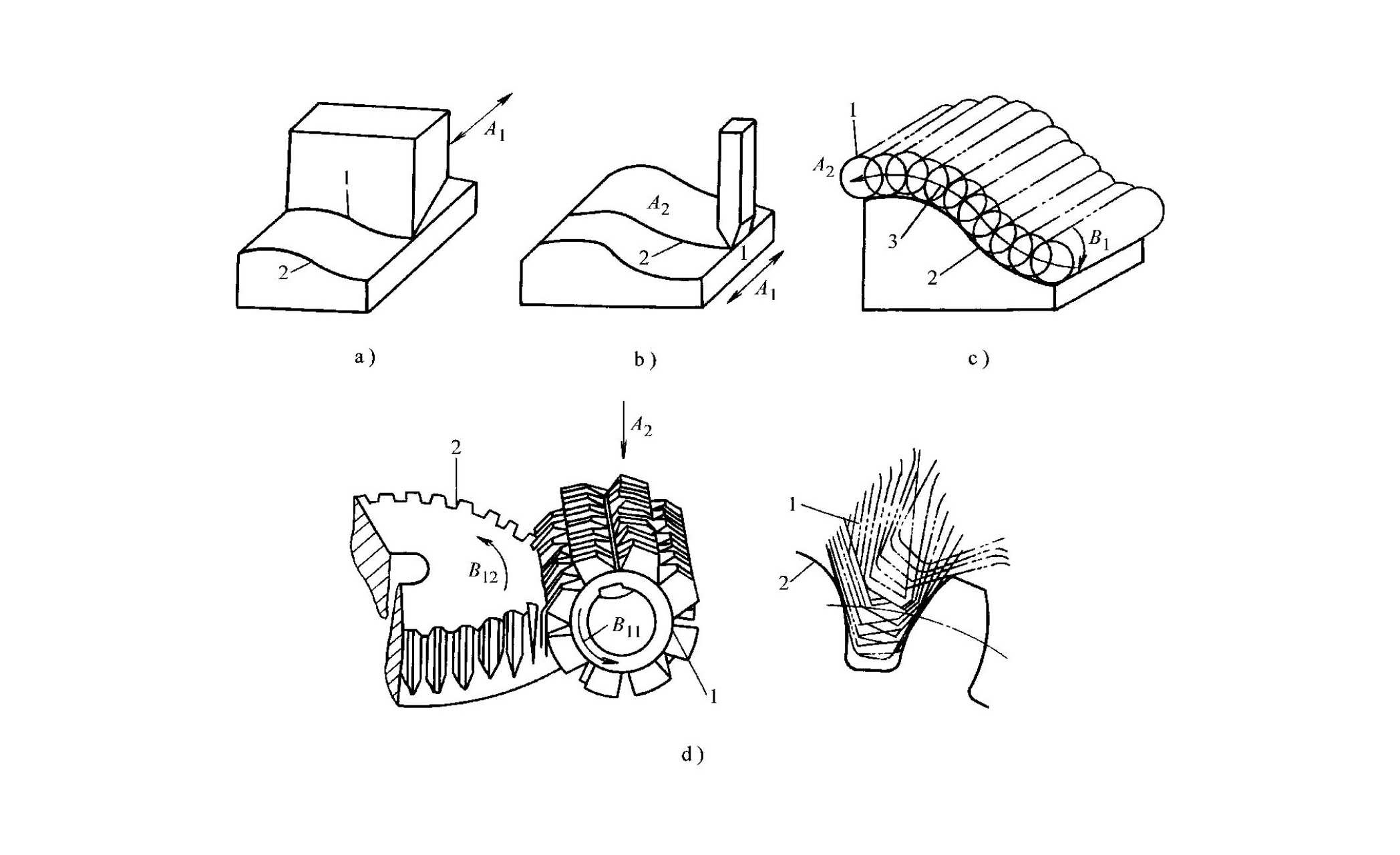
Oluşturucu çizgiler, bir iş parçasının yüzeyini oluşturan oluşturucu çizgi ve doğrultman çizgisini topluca ifade eder. İşlenmiş bir yüzey oluşturmak için, bu iki oluşturucu çizginin öncelikle belirli yöntemlerle üretilmesi gerekir. Şu anda, oluşturucu çizgilerin oluşturulması genel olarak dört ana yaklaşıma ayrılabilir.
Şekillendirme Yöntemi: Kesici Kenar Doğrudan Kopyalar Generatrix. The Şekillendirme yöntemi, doğrusal temas ile karakterize edilir; takımın kesici kenarı, iş parçası yüzeyiyle doğrusal temas halindedir ve kesici kenarın şekli, yüzeyin ana çizgilerinden birine tam olarak uyar. Örnek: Bir şekillendirme tezgahında kavisli bir yüzey işlenirken, takımın kesici kenarının profili, iş parçası yüzeyinin ana çizgisine karşılık gelir ve ana çizgi doğrudan takım geometrisi tarafından oluşturulur.
Yörünge Yöntemi: Alet Ucu Hareketi Oluşturma İşlemini Gerçekleştirir Astar. The Yörünge yöntemi, takım ucunun hareket yoluyla oluşturulan çizginin esas alındığı yaklaşık nokta temasını içerir. Örnekler:
- Portal planya tezgahında düz bir yüzeyin planyalanması: aletin düz hat üzerindeki hareketi düz bir ana doğru oluşturur.
- CNC freze tezgahında kavisli bir yüzeyin işlenmesi: takımın kavisli bir yol boyunca hareketi, kavisli bir doğrultman oluşturur.
Teğetsel Yöntem: Dönen Takım Yollarının Zarfı Şunu Oluşturur: Astar. İçinde Teğetsel yöntemde, freze uçları veya taşlama diskleri gibi dönen aletler kullanılır. Alet, tanımlanmış bir yol boyunca hareket ederken aynı anda döner ve kesici kenarların hareket yörüngeleri, yüzeyin oluşturma çizgisini çevreler. Örnekler:
- Dikey freze tezgahında yüzey frezeleme: Kesici takımın dönüşü ve merkez yolunun hareketinin birleşimi, kesme noktası yörüngelerinin gerekli üretim çizgisini çevrelemesine neden olur.
- Harici silindirik taşlama makinesinde silindirik bir yüzeyin taşlanması: taşlama tekerleğinin dönüşü ve eksenel ilerleme, teğetsel etki yoluyla oluşturma çizgisini meydana getirir.
Üretim Yöntemi: Yuvarlanma Hareketi İnvolüt Oluşturur Üretim yöntemi, takım ile iş parçası arasında kesme hareketi oluşturmaya dayanır. Kesici kenar ve şekillendirilmiş yüzey nokta teması halindedir ve takım, iş parçasına göre bir üretim hareketiyle döner. Zaman içindeki kesici kenar pozisyonlarının zarfı, üretim çizgisini oluşturur. Örnekler:
- Dişli frezeleme makinesinde silindirik dişli frezeleme: freze ucu ve iş parçası, üreten bir hareketle senkronize olarak döner ve freze ucunun kesici kenarlarının zarfı, dişli diş yüzeyinin involüt ana doğrusunu oluşturur.
- Dişli şekillendirme makinesinde dişli şekillendirme de üretim yöntemlerine dahildir.
4.0İş parçasının işlenmesinde hangi hareketler gereklidir?
Tasarım gereksinimlerini karşılayan bir iş parçası yüzeyi elde etmek için, yukarıda açıklanan yöntemler kullanılarak hatlar oluşturulacak şekilde takım ve iş parçasına özel hareketler uygulanmalıdır. Bu hareketler, yüzey şekillendirme hareketleri ve kesme hareketleri olarak ikiye ayrılabilir. Yüzey şekillendirme hareketleri geometrik bir bakış açısından tanımlanırken, kesme hareketleri metal kesme açısından pratik bir bakış açısıyla tanımlanır.
4.1Yüzey Oluşturma Hareketi Nedir?
Yüzey şekillendirme hareketi, iş parçasının yüzeyindeki şekillendirme çizgilerini oluşturmak için gereken hareketi ifade eder. Türü ve sayısı, işlenen yüzeyin şekline, işleme yöntemine ve takım yapısına bağlıdır.
| Hareket Türü | Tanım | Örnek |
| Basit Hareket | Tek bir dönme veya doğrusal hareketle elde edilen şekillendirme hareketi | Geleneksel bir torna tezgahında dış silindirin işlenmesi: iş parçasının dönüşü ve takımın boylamasına doğrusal ilerlemesi. |
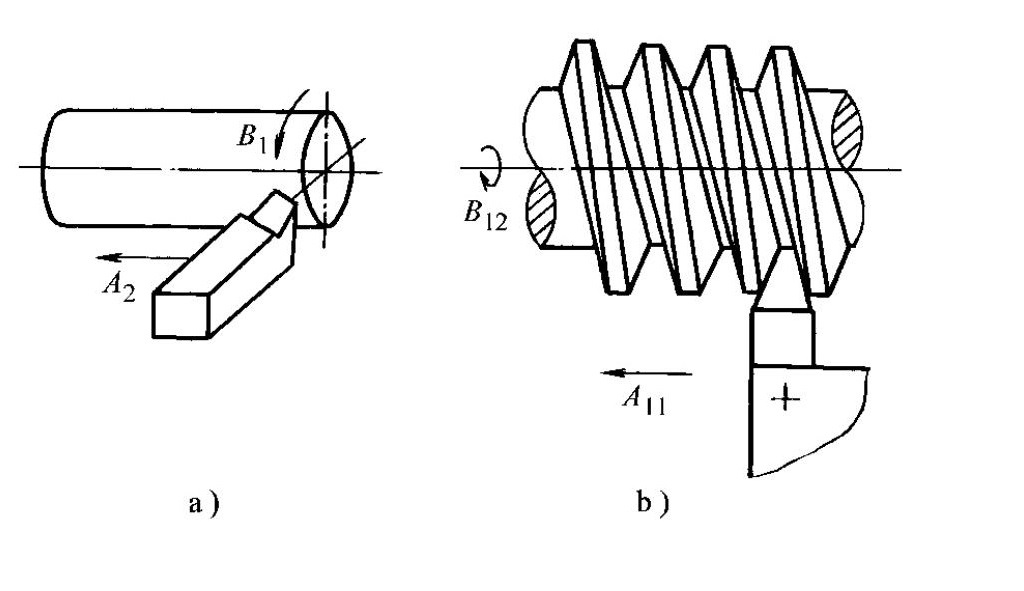
| Bileşik Hareket | İki veya daha fazla dönme ve doğrusal hareketin, kesin olarak tanımlanmış bir göreceli ilişki altında birleştirilmesiyle oluşan hareket. | 1. Tornada diş açma: iş parçasının dönmesi ve takımın doğrusal ilerlemesinin birleşimi. 2. Dişli frezeleme: freze ile iş parçası arasındaki hareketin oluşturulması. |
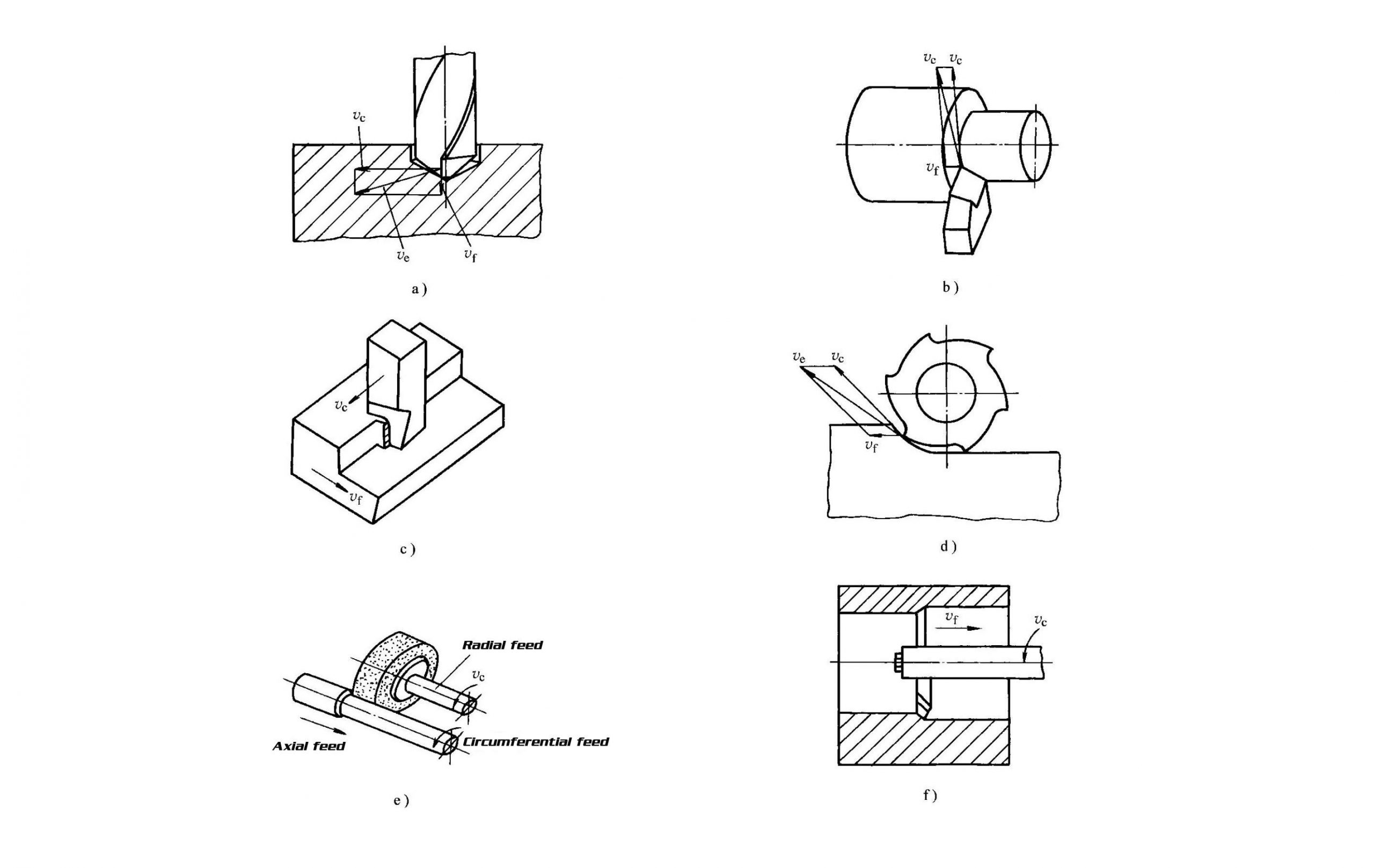
5.0Kesme Hareketi Nedir? Nasıl Sınıflandırılır?
Metal kesmede, fazla malzemeyi uzaklaştıran takım ile iş parçası arasındaki göreceli harekete kesme hareketi denir. Pratik işlemede, yüzey şekillendirme hareketleri kesme hareketleri olarak kendini gösterir. İşlevlerine bağlı olarak, kesme hareketleri birincil hareket ve ilerleme hareketi olarak sınıflandırılır.
| Hareket Türü | Temel Özellikler | Örnekler |
| Birincil Hareket: Malzeme Kaldırmanın Temel Hareketi | – Takım tezgahının sağladığı ana hareket – Amaç: kesme katmanını kaldırmak için göreceli hareket oluşturmak – Özellikler: en yüksek kesme hızı, en yüksek güç tüketimi, işlem başına yalnızca birincil hareket | – Dönme hareketi: Geleneksel torna tezgahında tornalama sırasında iş parçasının dönmesi; dikey freze tezgahında frezeleme sırasında kesici takımın dönmesi. – Doğrusal hareket: Planya tezgahında planyalama sırasında takımın ileri geri doğrusal hareketi. |
| Besleme Hareketi: Sürekli Kesim İçin Yardımcı Hareket | – Takım tezgahı tarafından sağlanan ek hareket – Amaç: Sürekli veya aralıklı kesim elde etmek için birincil hareketle işbirliği yapmak – Özellikler: Daha düşük güç tüketimi, sayısı bir, birden fazla veya hiç olmayabilir | – Sürekli hareket: Geleneksel bir torna tezgahında dış tornalama sırasında tornalama takımının boylamasına hareketi - Aralıklı hareket: Planya tezgahında planyalama sırasında iş parçasının enine hareketi - Çoklu hareketler: Dış silindirik taşlamada taşlama tekerleğinin enine ilerlemesi - Hareket yok: Broşlama |
6.0Bileşik Kesme Hareketi Nedir?
Birincil hareket ve ilerleme hareketi aynı anda gerçekleştiğinde, bunların sonucu bileşik kesme hareketi olarak adlandırılır.
- Kesici kenar üzerindeki seçilen bir noktanın iş parçasına göre anlık hareket yönüne bileşik kesme yönü denir.
- Birincil hareket hızı ile ilerleme hareket hızının vektörel toplamı olarak tanımlanan bu noktanın hızı, bileşik kesme hızı olarak bilinir (şöyle ifade edilir: ve = vc + vf).
Bileşik kesme hareketine örnekler:
- Geleneksel bir torna tezgahında dıştan tornalama: iş parçasının dönüşü (birincil hareket, vc) ve takımın boyuna ilerlemesinin (ilerleme hareketi, vf) birleşimi, kesici kenar üzerindeki seçilen nokta için helisel bir yörünge oluşturur.
- Dış silindirik taşlama: taşlama tekerleğinin dönüşü ve iş parçasının eksenel hareketi birlikte etki eder.
7.0Yardımcı Hareketler Nelerdir?
Kesme hareketlerine ek olarak, takım tezgahları, takım ve iş parçası arasındaki göreceli konumları ayarlamak veya destekleyici işlemler gerçekleştirmek için yardımcı hareketlere de ihtiyaç duyar. Bu hareketler doğrudan malzeme kaldırma işlemine katılmaz, ancak sorunsuz ve verimli işleme operasyonları sağlamak için gereklidir.
Yardımcı hareketlere ilişkin yaygın örnekler:
- CNC torna tezgahlarında hızlı takım yaklaşımı ve geri çekme işlemi
- Radyal yönde mil geri çekilmesi delme makineleri
- Freze makinesiyle birlikte kullanılan bir bölme başlığının indeksleme hareketi.
8.0Sıkça Sorulan Sorular
S1: Bir işleme proses sisteminin temel bileşenleri nelerdir?
A: Bir işleme proses sistemi, torna tezgahları, freze tezgahları ve taşlama tezgahları gibi takım tezgahları, kesici takımlar, fikstürler ve iş parçası olmak üzere dört ana unsurdan oluşur. Bu bileşenler, ham maddeden nitelikli bitmiş parçalara kadar kesme işlemini tamamlamak için entegre bir sistem olarak çalışır.
S2: Birincil hareket ile besleme hareketi arasındaki temel fark nedir?
A: Birincil hareket, metalin kaldırılmasından sorumlu temel harekettir. En yüksek kesme hızına, en büyük güç tüketimine sahiptir ve herhangi bir kesme işleminde tek bir hareket olarak bulunur. Besleme hareketi, sürekli veya aralıklı kesme sağlamak için birincil hareketle koordineli çalışan yardımcı bir harekettir. Çok daha az güç tüketir ve işleme sürecine bağlı olarak bir, birden fazla veya hiç besleme hareketi içermeyebilir.
S3: Bileşik kesme hızı neden birincil ve ilerleme hareket hızlarının vektörel toplamı olarak tanımlanır?
A: Birincil hareket ve ilerleme hareketi, takım ile iş parçası arasında göreceli hareketler olarak eş zamanlı gerçekleşir. Hız vektörel bir nicelik olduğundan, hem büyüklük hem de yön dikkate alınmalıdır. Bu nedenle, bileşik kesme hızı, birincil hareket hızı ve ilerleme hareketi hızının vektörel toplamı olarak ifade edilir.
S4: Bu üretim yönteminin en tipik uygulama alanı nedir?
A: En tipik uygulama, freze tezgahında silindirik dişlilerin işlenmesidir. Freze bıçağı ile iş parçası arasında senkronize dönüş ve hareket oluşturma yoluyla, freze bıçağının kesici kenarlarının zarfı, dişli diş yüzeyinin involüt ana eğrisini oluşturur. Dişli şekillendirme tezgahında dişli işleme de oluşturma yöntemine aittir.
S5: Yardımcı hareketler malzeme kaldırma işlemine katılmıyorsa, neden hala önemlidirler?
A: Yardımcı hareketler, takım ve iş parçasının göreceli konumlarını ayarlamaktan ve sıkıştırma, konumlandırma ve indeksleme gibi işlemleri tamamlamaktan sorumludur. Sürekli ve verimli işleme sağlamak için gerekli desteği sağlarlar. Yardımcı hareketler olmadan, bir takım tezgahı normal bir işleme döngüsünü tamamlayamaz.
Referans
https://bharatforge.eu/artikel/what-is-machining-procedure-significance-and-applications/?lang=en
https://admati.com/the-importance-of-machining-types-of-equipment-and-machining-methods/
https://www.nutech.de/en/services/machining/