
- 1.0Alüminyum Profil Nedir?
- 2.0Alüminyum Profillerin Başlıca Özellikleri
- 3.0Yaygın Alüminyum Alaşımları, Kaliteleri ve Aralarındaki Farklar
- 4.0Isıl İşlem ve Temper Durumları
- 5.0Alüminyum Profillerin Temel Sınıflandırmaları
- 6.0Alüminyum Profillerin İmalatı ve Yüzey İşlemi
- 7.0Alüminyum Profillerin Başlıca Uygulama Alanları
- 8.0Alüminyum Profillerin Kalite Kontrolü ve Bakımı
1.0Alüminyum Profil Nedir?
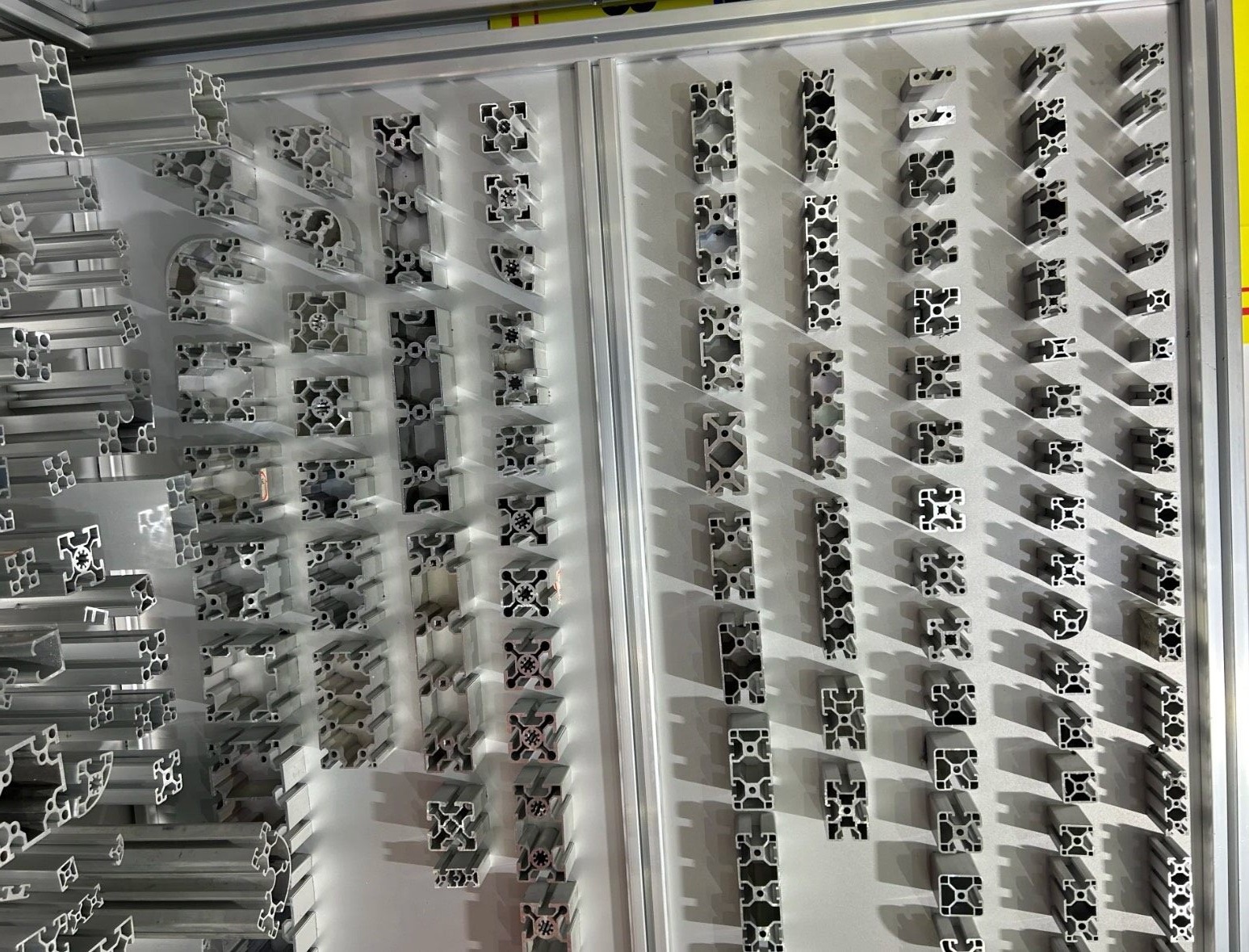
Alüminyum profil, alüminyum ekstrüzyon veya alüminyum çerçeve olarak da bilinir ve esas olarak alüminyum alaşımından eritme, ekstrüzyon ve yüzey işleme gibi bir dizi işlemden geçirilerek üretilen bir metal kesittir. Belirli bir kesite ve standartlaştırılmış veya özelleştirilmiş boyutlara sahiptir.
Temel şekillendirme işlemi ekstrüzyondur: silindirik alüminyum alaşım külçeleri yaklaşık 450-500°C'ye ısıtılır ve ardından 100 ila 1000 ton arasında değişen basınçlar altında özel olarak tasarlanmış bir çelik kalıptan geçirilir. Bu işlem, düzgün kesitlere ve hassas boyutlara sahip profiller üretir. Soğuma ve şekillendirmeden sonra, profil kalıp tarafından tanımlanan sabit geometriyi korur. Alaşım optimizasyonu ve proses kontrolü sayesinde, mekanik ve fonksiyonel performans daha da geliştirilebilir.
2.0Alüminyum Profillerin Başlıca Özellikleri
- Hafif ve Yüksek MukavemetliYaklaşık 2,7 g/cm³ yoğunluğa sahip alüminyum profiller, çelikten önemli ölçüde daha hafiftir. Alaşımlama, mukavemeti önemli ölçüde artırarak genel yapısal ağırlığı azaltmaya ve enerji verimliliğini iyileştirmeye yardımcı olur.
- Korozyon DirenciYüzeyde doğal olarak oluşan alüminyum oksit tabakası, korozyona karşı etkili koruma sağlayarak alüminyum profilleri dış mekan ve nemli ortamlar için uygun hale getirir.
- Mükemmel İşlenebilirlikAlüminyum profillerin ekstrüzyon, kesme, kaynak ve CNC işleme işlemleri kolaydır; bu da karmaşık yapısal tasarımlar için esnek özelleştirme olanağı sağlar.
- Çevre Dostu SürdürülebilirAlüminyum 100% oranında geri dönüştürülebilir ve geri dönüştürülmüş alüminyum, birincil alüminyum üretimi için gereken enerjinin yalnızca 5-10%'sini gerektirir; bu da yeşil üretim ve sürdürülebilirlik hedeflerini destekler.
- Düşük Bakım MaliyetiAlüminyum paslanmaz ve deformasyona karşı dirençlidir; bu da normal koşullar altında 50 yıl veya daha uzun hizmet ömrü sağlar.
- İşlevsel Fiziksel ÖzelliklerAlüminyum profiller, iyi ısı ve elektrik iletkenliği ile manyetik olmayan özelliklerinin birleşimi sayesinde elektronik, ısı dağıtımı ve hassas ekipmanlar için idealdir.
3.0Yaygın Alüminyum Alaşımları, Kaliteleri ve Aralarındaki Farklar
| Alaşım Serisi/Sınıfı | Başlıca Alaşım Elementleri | Mekanik Performans | Yüzey İşlem Özellikleri | Tipik Uygulamalar |
| 6063 | Si (0.2–0.6%), Mg (0.45–0.9%), Cu ≤0.1% | Çekme dayanımı ≈ 190 MPa, akma dayanımı ≈ 145 MPa, orta dayanım | Mükemmel eloksal kalitesi, pürüzsüz ve düzgün yüzey bitişi. | Mimari dekorasyon, mobilya, elektronik ısı dağıtıcılar, kapılar ve pencereler, dekoratif yapılar, LED profiller |
| 6061 | Si, Mg, Cu (0,15–0,4%), Cr (0,04–0,35%) | Çekme dayanımı ≈ 310 MPa, akma dayanımı ≈ 276 MPa, yüksek mukavemet ve sertlik. | Eloksal kaplama kalitesi 6063'e göre biraz daha düşük, kaynaklanabilirliği mükemmel. | Ağır sanayi yapıları, makine çerçeveleri |
| 1000 Serisi | Yüksek saflıkta alüminyum | Düşük mekanik dayanım | Mükemmel korozyon direnci ve elektriksel iletkenlik | Elektrik uygulamalarında, malzeme saflığının esas olduğu ısı dağıtım bileşenlerinde |
4.0Isıl İşlem ve Temper Durumları
| Ilıman Durum | Webster Sertliği | Oluşum Süreci | Performans Özellikleri |
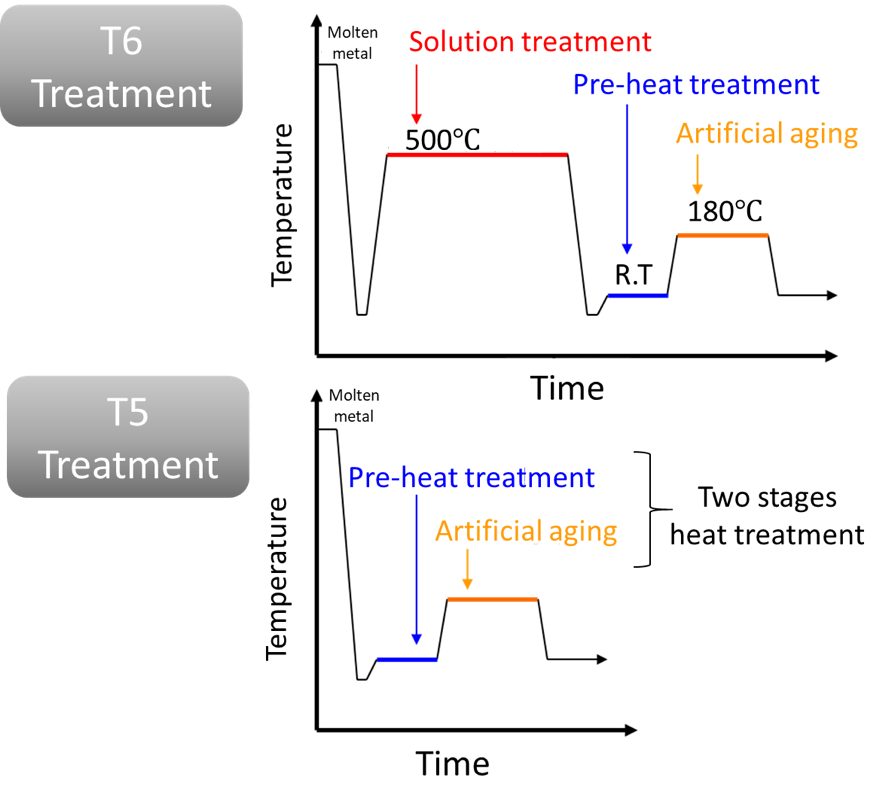
| T5 | 8–12 | Ekstrüzyon sonrası kontrollü soğutma ve yapay yaşlandırma | Dengeli mukavemet ve işlenebilirlik |
| T6 | Yaklaşık 13,5 | Çözelti ısıl işlemi ve ardından yapay yaşlandırma | T5'e kıyasla daha yüksek mukavemet ve sertlik. |
5.0Alüminyum Profillerin Temel Sınıflandırmaları
5.1Özelleştirme Derecesine Göre Sınıflandırma
| Sınıflandırma | Özellikler | Yaygın Şekiller/Uygulamalar |
| Standart Profiller | Endüstri standardı boyut ve kesitlerde üretilir, yüksek maliyet verimliliğine sahiptir ve kolayca temin edilebilir. | L-açı profilleri, U-kanallar, T-profiller, kare ve yuvarlak borular, yassı çubuklar, Z-profiller; genel çerçeveler, bağlantı elemanları, yapısal destekler |
| Özel Profiller | Özel uygulamalar için tasarlanmış, özelleştirilmiş unsurlara sahip (geçmeli yapılar, entegre kablo yönetim kanalları, özel montaj yüzeyleri). | Hassas ekipmanlar, özel mimari bileşenler |
| Özel Profiller | Proje özel gereksinimlerine, benzersiz kesitlere ve boyutlara dayalı özel aletler kullanılarak geliştirilmiştir. | Kişiselleştirilmiş mühendislik ve tasarım senaryoları |

5.2Yapı ve Uygulamaya Göre Sınıflandırma
| Sınıflandırma | Özellikler | Tipik Uygulamalar |
| Çerçeve Profilleri | Panellerin (cam, plastik levhalar) kenarlarının düzgün bir şekilde birleştirilmesi, yapısal sağlamlığı dekoratif görünümle birleştirir. | Kapı ve pencere çerçeveleri, reklam panoları, fuar stantları, mobilya kenar bantları |
| Kutu Profilleri | Dikdörtgen veya kare kapalı kesitler, olağanüstü rijitlik ve yük taşıma kapasitesi, iyi ısı ve elektrik iletkenliği. | İnşaat, otomotiv, makine imalatı, elektrik uygulamaları |
| LED Profilleri | Özellikle LED şeritler için tasarlanmış olup, ısı dağıtımı için alüminyumun ısı iletkenliğinden faydalanır ve yüzeye monte veya gömme kurulumu destekler. | LED aydınlatma sistemleri, homojen ışık dağılımı ve mekanik koruma sağlar. |
| Açı Profilleri | L şeklinde, iki yüzeyin birleşim yerlerini korur ve süsler, darbe hasarını önler. | İç ve dış mekan dekorasyonu, ekipman koruması |
| Sigma Profilleri | Kesiti Yunan alfabesindeki Σ harfine benzer, yüksek yapısal dayanım. | Endüstriyel makinelerde ve fabrika tesislerinde yük taşıyıcı ve bağlantı elemanları |
| İçi Boş Kiriş Profilleri | Kesit sınırlaması olmayan içi boş yapılar (dikdörtgen, kare varyantları) | Binalarda ve köprülerde yatay destek çerçeveleri, ağır yük uygulamaları |
| Özel Fonksiyonel Profiller | SD sürgülü pencere profilleri (yüksek hava koşullarına dayanıklılık), RCW giydirme cephe profilleri (yüksek katlı cepheler, yalıtım ve koruma), kapı profilleri (ağır cam kapıların montajı), panjur profilleri (havalandırma, gün ışığı, mahremiyet, su geçirmezlik), T profilleri (çatı kirişleri, köşe destekleri) dahildir. | Sürgülü pencere sistemleri, yüksek binaların giydirme cepheleri, ağır cam kapı yapıları, havalandırma sistemleri, kiriş iskeletleri |
5.3Diğer Sınıflandırma Yöntemleri
| Sınıflandırma Esası | Türler | Seçim Kriterleri |
| Üretim Süreci | Ekstrüde profiller, döküm profiller, haddelenmiş profiller | Üretim verimliliği ve ürün performansı gereksinimlerine göre |
| Yüzey Kaplama | Fabrika çıkışlı profiller, eloksallı profiller, toz boyalı profiller | Uygulama ortamına ve estetik gereksinimlere göre |
6.0Alüminyum Profillerin İmalatı ve Yüzey İşlemi
6.1Üretim Sürecinin Temel Noktaları
Ekstrüzyon işlemi, alüminyum profillere olağanüstü tasarım esnekliği kazandırarak hem basit katı çubukların hem de karmaşık çok boşluklu kesitlerin üretimini mümkün kılar. Tam bir üretim akışı; kütük ısıtma → kap ısıtma → kalıp ısıtma → ekstrüzyon → soğutma → doğrultma → boya kesme → raflama → yaşlandırma → teslimat aşamalarını içerir. Her işlem parametresi, nihai ürün kalitesini doğrudan etkiler.
Proses Kontrol Gereksinimleri
- Boyutsal doğruluğu ve tutarlı mekanik performansı sağlamak için ekstrüzyon sıcaklığı, basıncı ve soğutma hızı sürekli olarak izlenmelidir.
- Ekstrüzyon kalıpları parlatılmalı ve 440–480°C'ye kadar önceden ısıtılmalıdır (gözenekli kalıplar için bekleme süresi ≥1,5 saat); kap 380–430°C'ye ısıtılır ve düzenli olarak temizlenir.
- Kütükler, kusurları gidermek için incelenir ve duvar kalınlığına göre ısıtılır (≥1,4 mm: 440–540°C; <1,4 mm: 400–540°C).
- Başlangıç ekstrüzyon basıncı 210 kg/cm²'yi geçmemelidir; gaz giderme için basınç 110–160 kg/cm²'de serbest bırakılır. Çıkış sıcaklığı ≥500°C olmalı ve uç kalınlığı 15–30 mm arasında kontrol edilmelidir.
Söndürme ve Yaşlandırma
Bunlar, mekanik özellikleri iyileştirmek için kritik adımlardır. 6063 alaşımı (T6 temper) için, 170°C'nin altına kadar ≥80°C/dk soğutma hızıyla zorlamalı hava soğutması gereklidir. 6061 alaşımı, güçlü hava, su buharı veya su soğutması kullanılarak sertleştirilebilir. Yaşlandırma, alaşım elementlerinin çökelmesini sağlayarak mukavemeti önemli ölçüde artırır.
6.2Başlıca Yüzey İşleme Yöntemleri
| Tedavi Yöntemi | Süreç Prensibi | Performans Özellikleri | Sınırlamalar | Tipik Uygulamalar |
| Eloksallama | Elektrokimyasal reaksiyon yoluyla yoğun bir alüminyum oksit tabakası oluşturun (kalınlık 5–25 μm). | Yüksek sertlik, mükemmel korozyon ve aşınma direnci, çok renkli boyanabilirlik, 20 yıla kadar kullanım ömrü. | İletken olmayan, renk homojenliği proses kontrolüne duyarlı. | Mimari bileşenler, elektronik ısı dağıtıcılar |
| Toz Kaplama | Tozun elektrostatik yöntemle uygulanması ve ardından 180–200°C'de kürlenmesi. | Geniş renk ve yüzey seçenekleri (mat, parlak), mükemmel hava koşullarına dayanıklılık, solmaya karşı koruma, solventsiz, çevre dostu. | Parlak renkler solabilir, yüzeyde kusurlar (portakal kabuğu görünümü, toz dökülmesi) oluşabilir. | Perde duvarlar, dış mekan tesisleri |
| Mekanik Yüzey İşlemi | Farklı dokular oluşturmak için fırçalama, parlatma, kumlama işlemleri. | Fırçalama çizikleri gizler, cilalama ayna gibi bir yüzey oluşturur, kumlama ise mat, yansıtmayan bir yüzey sağlar. | — | Dekoratif bileşenler, hassas ekipmanlar |
| Elektroforetik Kaplama | Elektrik alanı altında biriktirilen kaplama parçacıkları, düzgün ve homojen bir tabaka oluşturur. | Anodizasyona kıyasla güçlü yapışma, darbe direnci ve üstün kaplama dolgunluğu. | Sınırlı renk seçenekleri (gümüş, şampanya, siyah), renk farklılıkları olabilir. | Mimari kapılar ve pencereler, mobilya profilleri |
| İletken Anodizasyon | İnce bir oksit tabakası oluşturun (0,5–5 μm) | Temel koruma sağlarken elektriksel iletkenliği koruyun. | — | Elektronik bileşenler |
| Ahşap Desenli Transfer Baskı | Profil yüzeyinde doğal ahşap dokularını simüle edin. | Dekoratif görünümü artırın, alüminyumun performansını ahşabın estetiğiyle birleştirin. | — | Mobilya, mimari dekorasyon |

6.3Temel Alet ve Ekipmanlar
- Ekstrüzyon KalıplarıProfil şekillendirme için temel kalıp, kesit geometrisine göre özel olarak tasarlanmıştır; kalıp kalitesi, boyutsal doğruluğu ve şekil hassasiyetini doğrudan belirler ve aşınmaya bağlı kusurları önlemek için düzenli bakım gerektirir.
- Bağlantı Elemanları ve Sıkıştırma Sistemleriİşleme sırasında profillerin konumlandırılması ve sabitlenmesi için kullanılır; uygun tasarım, doğru konumlandırmayı sağlar, hareketi ve titreşimi önler, sıkı toleransları ve parti tutarlılığını korur ve takım ömrünü uzatır.
- Kesici AletlerTestere bıçakları, matkaplar, freze uçları, kılavuzlar ve raybalar dahil olmak üzere; aletlerin yüksek hassasiyete ve mükemmel yüzey kalitesine sahip olması, alüminyum için optimize edilmiş malzeme, kaplama ve kesici uç geometrisine sahip olması gerekir; alüminyumun yüksek hızlarda ve sıcaklıklarda aletlere yapışma eğilimi nedeniyle özel aletler ve özel yağlayıcılar önerilir.
6.4Yaygın Kullanılan İşleme Ekipmanları
- Yüksek Hızlı Elektrikli İş Mili İşleme MerkezleriEkstrüde yüzey etrafında 180° aralığında çok yönlü işleme yapabilme özelliğine sahiptir; tek bir kurulumda kare profillerin üç tarafına kadar işlem yapabilir, karmaşık işleme gereksinimleri için uygundur.
- Alüminyum Profil MakineleriBasitleştirilmiş kesme ve delme makineleri; kullanımı kolay, yapısal olarak basit parçaların işlenmesi için uygundur.
- Alüminyum Kesme MakineleriAlüminyum profiller için özel olarak tasarlanmıştır; yüksek kesim hassasiyeti, çapaksız kenarlar, çeşitli kesit ve kalınlıklara uygundur, kapı, pencere ve çerçeve ön işleme için sabit uzunlukta kesimi destekler.
- Alüminyum Profil Bükme Makineleri: Hassas açı kontrolüyle (0°–180° ayarlanabilir) profilleri bükmek için kullanılır; ince ve kalın duvarlı profilleri yaylar, dik açılar ve diğer karmaşık şekillere dönüştürerek mimari ve endüstriyel tasarım gereksinimlerini karşılayabilir.

6.5Profil İşlemede Temel Faktörler
- Ekipman SeçimiMakine seçimi, gerekli takımlarla uyumluluğu, istikrarlı kaliteyi ve optimize edilmiş üretim döngülerini sağlamak için işlem karmaşıklığına ve parça geometrisine göre yapılmalıdır.
- Takım Aşınma KontrolüEtkin yağlama, talaş tahliye sistemleri ve düzenli bakım, takım aşınmasını azaltarak işleme doğruluğunu korur ve takım ömrünü uzatır.
- Süreç İzlemeİşleme izleme ve veri kayıt sistemleri, tam izlenebilirlik sağlayarak tüm parçaların tutarlı parametreler altında işlenmesini ve böylece istikrarlı ve güvenilir bir üretim elde edilmesini garanti eder.
- Güvenlik GüvencesiTam otomatik ekipmanlar, operatörün hareketli parçalarla temasını en aza indirir; her işlem aşamasında uygun kişisel koruyucu ekipman gereklidir.
6.6İkincil (Derin) İşleme Yöntemleri
- CNC İşlemeYüksek hassasiyetli bileşenler için uygundur, ±0,01 mm'ye kadar toleranslarla karmaşık delikler ve yuvalar üretebilir; 6061, daha yüksek sertliği nedeniyle 6063'e göre biraz daha düşük kesme hızları gerektirir; tipik uygulamalar arasında hassas konektörler ve elektronik muhafazalar bulunur.
- Kesme ve DelmeKesme yöntemleri arasında testereyle kesme ve lazerle kesme bulunur; lazerle kesme, ince cidarlı veya karmaşık profiller için ideal olan yüksek hassasiyet ve pürüzsüz kenarlar sunar; delme işlemi kontrollü ilerleme hızları gerektirir ve ince cidarlı profillerin deformasyonu ve delik kalitesinin düşmesini önlemek için güvenli bir şekilde sıkıştırılması gerekir.
- Bükme ve Kaynak6061, 6063'e göre daha iyi kaynaklanabilirliğe sahiptir ve mukavemetini geri kazanmak için kaynak sonrası ısıl işlem gerektirir; 6063, kaynak sırasında çatlamaya daha yatkındır ve dikkatli işlem seçimi gerektirir.
7.0Alüminyum Profillerin Başlıca Uygulama Alanları
- İnşaat SektörüPerde duvar sistemlerinde, kapı ve pencerelerde, güneş paneli montaj yapılarında, köprülerde, stadyumlarda, yüksek binaların iskeletlerinde, süpürgeliklerde vb. kullanılır. Isı yalıtımlı pencere ve kapı profilleri, yalıtım şeritleriyle birlikte, modern enerji verimli bina gereksinimlerini karşılayan mükemmel termal ve akustik performans sunar.
- Ulaştırma EndüstrisiUçak ve otomotiv şasilerinde, soğutma sistemlerinde ve iç bileşenlerinde kullanılır. Hafif yapısı yakıt verimliliğini artırmaya yardımcı olurken, yüksek mukavemetli alüminyum alaşımları havacılık ve uzay uygulamalarında ağırlığı azaltmak ve performansı artırmak için yaygın olarak kullanılır.
- Elektronik ve Elektrik EndüstrisiGenellikle ısı dağıtıcılar, ekipman muhafazaları ve kablo yönetim sistemlerinde kullanılır. Yüksek ısı iletkenliği ve elektromanyetik koruma özellikleri, hassas elektronik bileşenleri korurken ısı dağıtım verimliliğini de artırır.
- Yeni Enerji EndüstrisiGüneş paneli montaj sistemlerinde ve rüzgar türbini bileşenlerinde kullanılır. Aşırı hava koşullarına dayanıklılığı ve geri dönüştürülebilirliği, yenilenebilir enerji sektörünün sürdürülebilirlik gereksinimleriyle uyumludur.
- Sanayi ve Makine SanayiMakine gövdelerinde, çalışma tezgahlarında, konveyör sistemlerinde ve endüstriyel güvenlik muhafazalarında kullanılır. Modüler alüminyum profil sistemleri, hızlı montaj ve yeniden yapılandırmaya olanak tanıyarak otomatik üretim hatlarının gerektirdiği esnekliği destekler.
- Dekorasyon ve Mobilya EndüstrisiVitrinlerde, mobilya iskeletlerinde ve LED dekoratif aydınlatmada kullanılır. Alüminyum profiller estetiği işlevsellikle birleştirir ve farklı tasarım stillerine ve iç mekan ortamlarına uyacak şekilde yüzey işlemine tabi tutulabilir.


8.0Alüminyum Profillerin Kalite Kontrolü ve Bakımı
8.1Kalite Standartları ve Denetimi
- Standartlara UygunlukÜretim, ISO 9001 (Kalite Yönetim Sistemleri), ISO 14001 (Çevre Yönetim Sistemleri) ve alüminyum profiller için ilgili EN, ASTM ve DIN standartları dahil olmak üzere uluslararası kabul görmüş standartlara uygun olarak gerçekleştirilir ve mekanik dayanıklılık, boyut toleransları ve uzun vadeli dayanıklılık üzerinde sıkı kontrol sağlanır.
- Test YöntemleriDüzenli testler arasında çekme dayanımı testi, sertlik testi ve korozyon direnci testi yer almaktadır. Üretim istikrarı ve tutarlılığını sağlamak için istatistiksel süreç kontrolü ve gerçek zamanlı izleme uygulanmaktadır.
- Sertifikasyon ve UyumlulukÜçüncü taraf sertifikasyonu, ürün uyumluluğunu doğrulamak ve çeşitli uygulama senaryoları için güvenilir kalite güvencesi sağlamak amacıyla kullanılır.
8.2Günlük Bakım Talimatları
Alüminyum profiller minimum bakım gerektirir. Toz ve yağ kalıntılarını gidermek için temiz su veya nötr deterjanlarla rutin temizlik yeterlidir. Aşındırıcı temizlik maddelerinden kaçınılmalıdır. Dış mekan uygulamaları için, yüzey kaplamaları periyodik olarak kontrol edilmeli ve kullanım ömrünü uzatmak için herhangi bir hasar derhal onarılmalıdır.
Referans
https://www.tuofa-cncmachining.com/tuofa-blog/t6-temper-aluminum.html=
https://www.unionfab.com/blog/2025/04/aluminum-6061-vs-6063
https://news.cision.com/otto-fuchs-drilling-solutions/i/strength-to-weight,c2242389



