
- 1.0Damgalama Presi Nedir?
- 2.0Çerçeve Türleri: C Çerçeve ve Düz Kenarlı Presler
- 3.0Mekanik Presler: İşletim ve Tahrik Sistemleri
- 4.0Hidrolik Presler: Esneklik ve Kuvvet Kontrolü
- 5.0Doğru Baskı Makinesini Seçmek
- 6.0Bobin İşlemenin Faydaları
- 7.0Pres Besleme Mekanizmaları
- 8.0Hurda İşleme
- 9.0Damgalama Preslerinin Endüstrilerdeki Uygulamaları
- 10.0Çözüm
- 11.0Sıkça Sorulan Sorular (SSS)
Pres baskı makineleri, modern sac metal üretiminin merkezinde yer alır ve düz malzemeleri hassasiyet, verimlilik ve minimum atıkla nihai ürünlere dönüştürür. Bu kapsamlı kılavuz, başlıca pres baskı makinelerini, temel bileşenlerini, tahrik mekanizmalarını, pres seçim kriterlerini ve modern bobin işleme sistemlerini incelemektedir.
1.0Damgalama Presi Nedir?
Pres baskı makineleri, bir ürünü şekillendirmek için tonajı belirli bir takıma aktarmak üzere hareketli bir koçun (veya kızağın) kuvvetini kullanır. Bu işlem genellikle çok az hurdaya neden olur veya hiç hurdaya neden olmaz ve minimum operatör müdahalesi gerektirir. Parça karmaşıklığına, geometrisine ve üretim ölçeğine bağlı olarak çok çeşitli pres boyutları ve tipleri kullanılır.
Hareket kuvveti basmak Mekanik veya hidrolik olarak çalıştırılır. Basit, tek boyutlu preslemeler, beş ton gibi düşük üretim kapasiteli kompakt tezgah üstü preslerle gerçekleştirilebilir. Buna karşılık, büyük ve karmaşık parçalar binlerce ton kapasiteli presler gerektirir. Pres hızı, standart uygulamalar için dakikada 10 ila 18 stroktan, yüksek hızlı sistemlerde dakikada 1800 stroka kadar önemli ölçüde değişir.


2.0Çerçeve Türleri: C Çerçeve ve Düz Kenarlı Presler
Hem hidrolik hem de mekanik presler, hareketli bileşenlerin monte edildiği gövde tipine göre sınıflandırılır. En yaygın iki pres gövdesi tipi şunlardır:
2.1Boşluklu Çerçeve (C Çerçeve) Pres
The “C” çerçeve presi Kalıp alanının üç tarafına kolay erişim sağlar, daha az yer kaplar ve özellikle 35 ila 60 ton aralığındaki ağırlıklarda genellikle daha uygun maliyetlidir. Ancak, açık çerçevesi nedeniyle, C-çerçevesi yük altında saptığında açısal hizalama hatalarına eğilimlidir. Her zaman sorunlu olmasa da, bu durum belirli uygulamalar için daha ağır (ve daha maliyetli) çerçeveler gerektirebilir.
Popüler bir çeşidi ise Açık Sırtlı Eğimli (OBI) Pres, parça veya hurdanın daha kolay çıkarılması için çerçeveyi geriye doğru eğer. Alternatif olarak, Açık Arkalı Kırtasiye (OBS) presi daha yaygın olarak kullanılır ve zamanlanmış hava püskürtmeleri, mekanik cihazlar veya konveyörler kullanarak parça veya hurdayı boşaltır.
2.2Düz Kenar Pres
Düz yan presler Açısal sapmayı ortadan kaldıran dikey kolonlar veya dikmeler içerir. Bunlar üstün kalıp ömrü ve parça doğruluğu sağlar.
Düz yan presin dört temel bileşeni şunlardır:
- Taç: Motoru, volanı ve tahrik mekanizmalarını destekler
- Sütunlar: Tacı destekleyin ve hizalama ve kılavuzluk için pimler ekleyin
- Yatak: Yapısal temel görevi görür
- Desteklemek: Kalıp kurulumunu desteklemek ve güçlendirmek için yatağa monte edilir

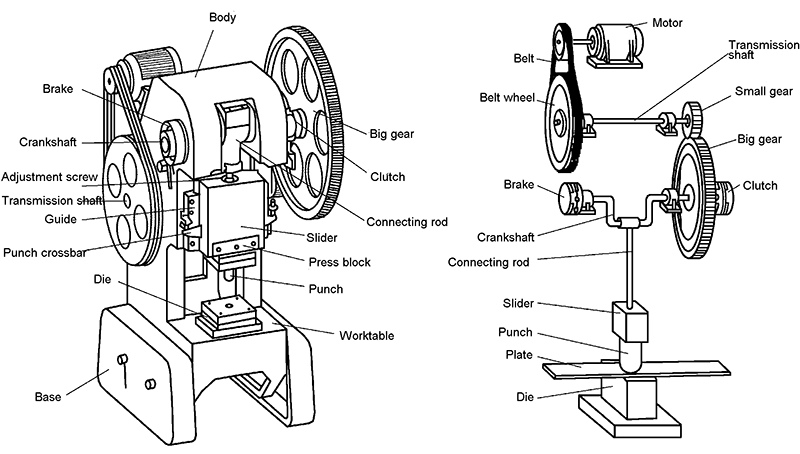
3.0Mekanik Presler: İşletim ve Tahrik Sistemleri
Mekanik presler, bir volanı döndüren bir elektrik motoruyla çalışır. Volan, bir kavrama tarafından devreye alınana kadar bir krank mili etrafında döner ve enerjiyi bir tahrik sistemi aracılığıyla kızak veya koça iletir.
3.1Temel Bileşenler:
- Debriyaj: Volan enerjisini krank miline aktarır
- Fren Sistemi: Koçu devre dışı bırakıldığında konumunda tutar
3.2Kuvvet Kapasitesi
Kuvvet kapasitesi, vuruşun alt noktasından belirli bir mesafede uygulanan tonajı ifade eder ve aşağıdakilerden etkilenir:
- Volan hızı
- Aktarma organlarının tork kapasitesi
Not: Dişli oranları Dişli preslerde kuvveti arttırmazlar ancak tork kapasitesini artırmak için volan hızının optimize edilmesine yardımcı olurlar.
3.3Yüksek Hızlı Mekanik Presler
Dakikada 300 veya daha fazla vuruş yapabilen presler yüksek hızlı olarak kabul edilir. Küçük, yüksek hacimli üretimlerde hızlar şu değerlere ulaşabilir: Dakikada 1400 vuruş.
3.4Aktarma Organları Varyasyonları
Üç temel mekanik tahrik düzeni mevcuttur:
3.5Doğrudan Tahrik Sistemi
- Tahrik motoru, volanı doğrudan kayış sistemi aracılığıyla döndürür.
- Sunar en yüksek hız, daha düşük enerji kaybı, Ve kolay bakım.
- Dezavantajı: Tam şekillendirme kuvvetine ulaşmak için maksimum hızda çalışması gerekir ve krank milinin bir ucundaki tork nedeniyle açısal hizalama bozukluğuna neden olabilir.
3.6Dişli Tahrik Sistemleri
- Katmak tek veya çift dişli indirimler Ve eksantrik dişli tahrikleri.
- Açısal hizalama bozukluğunu giderin.
- Daha fazla güç sunun büyük veya derin çekilmiş parçaların oluşturulması.
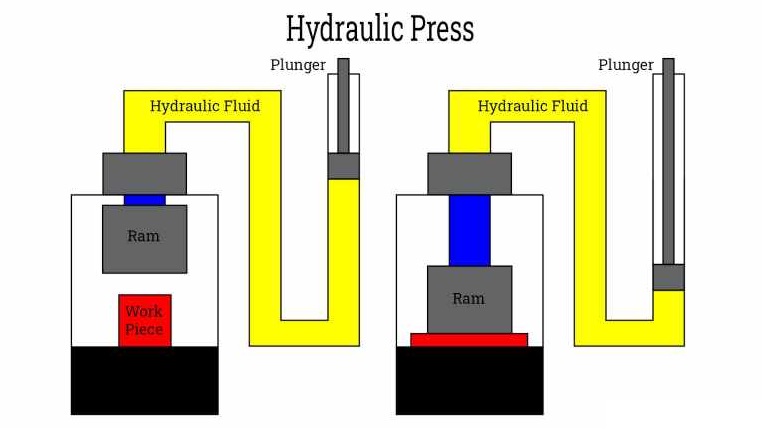
4.0Hidrolik Presler: Esneklik ve Kuvvet Kontrolü
Mekanik presler pazara hakim olsa da, hidrolik presler esneklikleri nedeniyle popülerlik kazanıyor.
4.1Hidrolik Preslerin Avantajları:
- Tam tonaj mevcuttur herhangi bir vuruş pozisyonunda.
- İçin ideal derin çizim vuruşun erken safhasında kuvvet gerektiren.
- Ayarlanabilir felç çevrimler arasındaki parça boşluğunu iyileştirir.
- Ön ayar basınç çeşitli kalıp yüksekliklerine ve malzeme kalınlıklarına uygundur.
Hidrolik presler şunları sağlar: daha iyi kontrolBu da onları büyük veya düzensiz parçaları içeren uygulamalar için oldukça uygun hale getirir.
5.0Doğru Baskı Makinesini Seçmek
Tüm uygulama ihtiyaçlarını karşılayan tek bir baskı makinesi yoktur. Seçim, performans, maliyet ve operasyonel talepler arasında denge kurmayı gerektirir.
5.1Birincil Seçim Faktörleri:
- Basın boyutu
- Kuvvet kapasitesi
- Enerji bulunabilirliği
- Hız ve vuruş oranı
5.2Ek Hususlar:
- İş parçalarının boyutu ve karmaşıklığı
- Damgalama işlemlerinin sayısı
- Üretim hacmi ve çevrim oranları
- Gerekli toleranslar ve yüzey kalitesi
- Toplam sistem maliyeti (otomasyon ve kontrol dahil)
Operasyonlar daha otomatik hale geldikçe, CNC kontrolleri Ve katı hal sistemleri giderek daha da önemli hale geliyor. Aynı şekilde, üretkenliği korumak için malzeme besleme sistemlerinin pres hızı ve kapasitesiyle uyumlu olması gerekir.
6.0Bobin İşlemenin Faydaları
Yüksek hacimli damgalama işlemleri giderek daha fazla şuna güveniyor: bobin stok beslemesi üretkenliği en üst düzeye çıkarmak için. Modern bobin besleme sistemleri Sürekli malzeme teslimatı sunar, manuel taşımayı azaltır ve zemin alanı ile işçilik gereksinimlerini en aza indirir, bu da onları otomatik pres hatları için ideal hale getirir.
Özellikle verimli bir çözüm şudur: 3'ü 1 arada Açıcı Düzleştirici ve Besleyici Sistemi, entegre eden çözülme, düzeltme ve besleme işlemlerini tek bir kompakt ünitede birleştirir. Bu tasarım, hat kurulumunu basitleştirir, bobin değiştirme süresini kısaltır ve presleme makinesiyle senkronize çalışma sağlar.
6.1Bobin İşleme Hattı Fonksiyonları
Tam bir bobin işleme sistemi genellikle şunları içerir:
- Açılma rulo sac
- Düzeltme/tesviye bobin seti eğriliğini gidermek için
- Besleme basına
- Hurda işleme atık yönetimi için
Bu işlevlerin gerçekleştirilebilmesi için çeşitli ekipman konfigürasyonları kullanılmaktadır:
- Ödeme makaraları metal bobini destekleyin ve açın.
- Bobin beşikleri daha kalın veya daha az yüzey hassasiyetine sahip malzemelerin işlenmesi için uygundur.
- Düzleştiriciler veya düzelticiler Kalıba düz levha girişinin sağlanması için eğriliği ortadan kaldıran ayarlanabilir silindirler kullanılır.
Birçok gelişmiş damgalama hattında, 3'ü 1 arada Açıcı Düzleştirici ve Besleyici Ayrı makinelerin yerini alarak yerden tasarruf sağlayan ve tamamen senkronize bir çözüm sunar. Bu hepsi bir arada sistemler, besleme doğruluğunu artırır ve hizalama hatalarını azaltır; özellikle yüksek hızlı veya hassas uygulamalarda faydalıdır.
Ekipman Detayları:
- Hesabı kapatmak makarayı destekleyin ve metali açın.
- Bobin beşikler daha kalın veya apreye hassas olmayan malzemeler için kullanılır.
- Düzleştiriciler veya seviyelendiriciler Ayarlanabilir silindirler aracılığıyla doğru eğrilik, düz malzemenin kalıba girmesini sağlar.

7.0Pres Besleme Mekanizmaları
Otomatik besleme sistemleri iş gücünü azaltır ve verimliliği artırır. Türleri şunlardır:
7.1Slayt Beslemeleri
Tutucular bobini belirli bir mesafe hareket ettirir, bırakır ve bir sonraki döngü için geri döner.
7.2Rulo Beslemeleri
- En yaygın sistem.
- Aralıklı tahrikli zıt silindirler malzemeyi besler.
- Bobinin basın vuruşu sırasında kalmak.
- Genellikle pnömatik veya hidrolik olarak çalıştırılır.
7.3Servo Beslemeleri (Dijital Kontrollü)
Bağımsız olarak çalıştırılan silindirler şunları sağlar:
- Joggle besleme
- Zikzaklı desenler
- Salınımlı beslemeler
- Mekik beslemeleri
Servo tahrikli sistemler şunları sağlar: hassas kontrol, dakikadaki vuruş sayısını artırın ve hurdayı azaltmak.


8.0Hurda İşleme
Tüm bobin beslemeli presleme hatları bir miktar hurda üretir. Bu, iki şekilde yönetilebilir:
- Entegre hurda fırlatma damgalama kalıbı aracılığıyla
- Dış hurda sistemleri, ya basınca çalıştırılan ya da bağımsız olarak çalıştırılan
9.0Damgalama Preslerinin Endüstrilerdeki Uygulamaları
Çok yönlülükleri, hızları ve yüksek hassasiyetli parçaları büyük ölçekte üretme kabiliyetleri nedeniyle damgalama presleri birçok endüstride vazgeçilmezdir.
- Otomotiv Sanayi:Belki de damgalama teknolojisinin en büyük tüketicisi olan otomotiv sektörü, gövde panelleri, braketler, takviyeler ve şasi bileşenleri üretmek için presler kullanır. Yüksek hızlı mekanik presler, genellikle tutarlı geometri ve yüzey kalitesine sahip parçalar üretmek için kullanılır.
- Ev Aletleri Üretimi: Ev aletleri sektöründe, pres baskı makineleri; buzdolapları, fırınlar, çamaşır makineleri ve daha fazlası için muhafazalar, kontrol panelleri, destek çerçeveleri ve iç aksamlar üretir. Bu uygulamada büyük ebatlardaki levhaları işleyebilme yeteneği kritik öneme sahiptir.
- Elektronik ve Elektrik Bileşenleri: Hassas presleme presleri, devre kartlarında ve montajlarda kullanılan terminalleri, konnektörleri, koruyucu bileşenleri ve temas plakalarını oluşturur. Yüksek hızlı presler, yüksek hacimlerde küçük ve hassas parçalar üretme kabiliyetleri nedeniyle tercih edilir.
- Havacılık ve Savunma: Uçak parçaları, yapısal takviyeler ve özel braketler genellikle daha uzun stroklarda daha yüksek hassasiyet ve kuvvet sunan düz kenarlı veya hidrolik preslerle oluşturulur.
- İnşaat ve HVAC: Pres baskı makineleri, kanal bileşenleri, braketler, paneller ve mimari profiller oluşturur. Otomatik besleme hatları, farklı malzeme kalınlıklarına sahip bu endüstrilerde tutarlı bir çıktı sağlar.
10.0Çözüm
Damgalama presleri, modern üretim için olmazsa olmaz, çeşitli ve yüksek performanslı makinelerdir. Mekanik ve hidrolik sistemler arasında seçim yapmak, doğru gövde tipini seçmek ve gelişmiş bobin besleme sistemlerini uygulamak, üretkenlik ve parça kalitesi üzerinde kritik rol oynar. Otomasyon ve dijital kontroller geliştikçe, pres yetenekleri de gelişecek ve sektörler genelinde daha hızlı, daha esnek ve daha uygun maliyetli damgalama süreçlerinin önünü açacaktır.
11.0Sıkça Sorulan Sorular (SSS)
Mekanik ve hidrolik pres arasındaki fark nedir?
Mekanik presler daha hızlıdır ve yüksek hızlı damgalama için idealdir, hidrolik presler ise strok boyunca tam güç sunar ve derin çekme ve karmaşık şekiller için daha uygundur.
C tipi pres ile düz yan pres arasında nasıl seçim yapabilirim?
C tipi presler daha kompakt ve ekonomiktir, ancak ağır yükler altında sapma yaşayabilirler. Düz kenarlı presler, büyük veya yüksek kuvvetli operasyonlar için gelişmiş hassasiyet ve gelişmiş destek sunar.
Pres baskı makineleri hangi malzemelerle çalışabilir?
Yaygın malzemeler arasında yumuşak çelik, paslanmaz çelik, alüminyum, bakır ve kaplamalı metaller bulunur. Malzeme kalınlığı, çekme dayanımı ve şekillendirme özellikleri, uygun pres tipiyle eşleştirilmelidir.
Bobin besleme neden manuel beslemeye tercih edilir?
Bobin besleme, kesintisiz üretim sağlar, taşıma süresini azaltır, güvenliği artırır ve özellikle büyük hacimli operasyonlarda önemli olan daha yüksek hızlara olanak tanır.
Presler otomatikleştirilebilir mi?
Evet, modern damgalama preslerinin çoğu servo beslemeler, robotik parça işleyiciler, kalıp değiştiriciler ve CNC tabanlı pres kontrolörleri ile tam otomatik hale getirilebilir.
Referanslar
https://pavithrasprings.com/press-components.html
https://www.iqsdirectory.com/articles/hydraulic-press.html




