

- 1.0Temel Anlayış: Kendinden Kılavuzlu Vida Nedir?
- 2.0Çalışma Prensibi: Kendinden Kılavuzlu Vidalar Nasıl “Diş Oluşturur”?
- 3.0Temel Tasarım Özellikleri: Kendiliğinden Kılavuz Çekme Performansını Belirleyen Nedir?
- 4.0Seçim Kılavuzu: Vida Tipini Malzemeye Uygun Hale Getirme
- 5.0Üretim Süreci: Kendinden Kılavuzlu Vidalar Nasıl Üretilir?
- 5.1Hammadde Hazırlığı: Doğru çeliğin seçimi
- 5.2Soğuk Başlıklama: Baş ve sapın şekillendirilmesi
- 5.3Diş Açma: Kendiliğinden kılavuz çekme performansının tanımlanması
- 5.4Uç Oluşumu: Doğru penetrasyonun sağlanması
- 5.5Yüzey İşlemi: Korozyon direnci ve dayanıklılık
- 5.6Muayene ve Paketleme: Sevkiyat öncesi kalite kontrolü
- 6.0Pratik Rehber: Yaygın Hatalardan Kaçınmak İçin 3 Temel İpucu
- 7.0Sıkça Sorulan Sorular (SSS)
Mobilya montajı, duvar montajı veya cihaz tamiri sırasında bir vidayı takmadan önce delik açmanız veya diş açmanız gerektiği için hiç hayal kırıklığına uğradınız mı?
Öyleyse, muhtemelen kendinden kılavuzlu vidaların rahatlığından tam olarak yararlanmamışsınızdır. Sürülürken "kendi dişlerini açacak" şekilde tasarlanan bu bağlantı elemanları, inşaat, imalat ve genel montajda vazgeçilmez hale gelmiştir.
1.0Temel Anlayış: Kendinden Kılavuzlu Vida Nedir?
Basitçe söylemek gerekirse, bir kendinden diş açan vida Malzemeye çakılırken kendi iç dişlerini oluşturabilen ve böylece kılavuzla önceden diş açma ihtiyacını ortadan kaldıran bir bağlantı elemanı türüdür.
Başlıca avantajı şudur: adımları azaltmak: Geleneksel vidalar, bir delik açmayı, diş açmayı ve ardından vidayı yerleştirmeyi gerektirir. Kendinden kılavuzlu vidalar ise diş açma aşamasını atlar ve hatta bazı tiplerinde ön delme işlemi bile ortadan kalkar; bu da montaj süresini önemli ölçüde kısaltır; özellikle mobilya üretimi ve cihaz montajı gibi yüksek hacimli uygulamalarda değerlidir.
Uygulanabilir malzemeler çok çeşitlidir: metal, ahşap, plastik, alçıpan ve daha fazlası. Doğru tipte kullanıldığında, kendinden kılavuzlu vidalar en yaygın sabitleme görevlerinin üstesinden gelebilir.
2.0Çalışma Prensibi: Kendinden Kılavuzlu Vidalar Nasıl “Diş Oluşturur”?
Kendiliğinden diş açma işlemi vidanın yeteneğine dayanır kesmek veya yerinden etmek Malzemeye bağlı olarak iki ana mekanizma vardır:
2.1Kesme Tipi Kendinden Kılavuzlu: Dişleri musluk gibi kesme
Daha sert malzemeler (örneğin çelik sac, sert plastikler) için uygundur.
Bu vidaların uçlarında veya başlarının altında kesici kenarlar veya talaş olukları bulunur. Sıkıldığında minyatür musluklar gibi davranırlar:
- Kesici kenarlar malzemeyi kaldırır.
- Talaş flütleri döküntüleri uzaklaştırır.
- Alt tabakada uyumlu iç dişler oluşturulur.
2.2Şekillendirme Tipi Kendiliğinden Kılavuz Çekme: Diş oluşturmak için malzemeyi yer değiştirme
Daha yumuşak, sünek malzemeler (örneğin PVC, alüminyum, ahşap) için uygundur.
Keskin kesici uçlar yerine, geniş aralıklı ve yuvarlak tepeli özel diş profilleri kullanırlar:
- İplikler içeri girdiklerinde malzemeyi yerinden oynatır.
- Deforme olan malzeme diş boşluklarını doldurarak iç diş oluşturur.
- Talaş oluşmadığı için yumuşak malzemeler üzerindeki stres azalır ve çatlamalar önlenir.
3.0Temel Tasarım Özellikleri: Kendiliğinden Kılavuz Çekme Performansını Belirleyen Nedir?
Kendinden kılavuzlu bir vidanın etkinliği, tasarımına bağlıdır. Üç kritik alan şunlardır: KAFA, iplik, Ve incik.
| Bileşen | Ortak Tasarımlar | Ana Fonksiyonlar | Tipik Uygulamalar |
| KAFA | Şekiller: tava başlı, gömme başlı, yuvarlak, altıgen başlı Sürücü tipleri: Phillips, yivli, altıgen soket, Torx |
1. Gömme başlı başlıklar, gömme montaj imkanı sağlar (örneğin mobilya panelleri). 2. Tahrik tipi, uygun tork transferini sağlar ve kamın dışarı çıkmasını önler (örneğin, altıgen soket, Phillips soketinden daha iyi sıyrılmaya karşı dayanıklıdır). |
Alçıpan montajı (gömme), cihaz muhafazası (tava başlı) |
| İplik | Kesme türü: keskin kenarlar + talaş kanalları Şekillendirme türü: geniş adım + yuvarlak tepeler İpucu: sivri/konik |
1. Keskin kenarları kesmeyi kolaylaştırır, geniş ağızlı yapısı şekillendirmeyi destekler. 2. Konik uçlar konumlandırmayı iyileştirir ve sürüş direncini azaltır. |
Metaller için kesme tipi, plastikler için şekillendirme tipi |
| İncik | Tamamen dişli (tüm uzunluk) Kısmen dişli (uzunluğun bir kısmı) |
1. Tam dişli: İnce yüzeyler veya çok katmanlı birleşimler için idealdir. 2. Kısmen dişli: Daha kalın malzemeler için daha iyidir, aşırı baskı yapmadan daha güçlü birleşimler sağlar. |
İnce kontrplak (tamamen dişli), kalın tahtalar (kısmen dişli) |
4.0Seçim Kılavuzu: Vida Tipini Malzemeye Uygun Hale Getirme
Kendinden kılavuzlu vidalar evrensel değildir. Doğru türü seçmek çok önemlidir; yanlış türün kullanılması diş kaybına veya alt tabaka hasarına neden olabilir. Yaygın türleri şunlardır:
4.1Metal Kendinden Kılavuzlu Vidalar (ST Tipi)
- Uygulamalar: Çelik saclar, ≤ 6 mm kalınlığındaki alüminyum paneller (örneğin cihaz gövdeleri, metal braketler).
- Özellikler: Kesme kanallarına sahip keskin dişler, genellikle korozyon direnci için çinko veya krom kaplamalıdır. Pilot delik gerektirir (delik çapı vida çapından daha küçük olmalıdır, örneğin ST4.2 vidası 2,9–3,3 mm delik gerektirir).
- Dikkat: Kalın metaller için uygun değildir; vida kırılması riski vardır.
4.2Ahşap Kendinden Kılavuzlu Vidalar (AHŞAP Tipi)
- Uygulamalar: Masif ahşap, sunta, kontrplak (örneğin gardıroplar, çalışma masaları).
- Özellikler: Ahşapta güçlü tutuş için geniş ve derin dişler. Yüzey çıkıntısını önlemek için genellikle havşa başlıdır. Bazılarında, önceden delmeye gerek kalmadan yumuşak ağaçlara doğrudan yerleştirmek için keskin uçlar bulunur.
- Dikkat: Sert ağaçlarda çatlamayı önlemek için önceden delme işlemi yapın.
4.3Plastik Kendinden Kılavuzlu Vidalar (PLASTİK Tip)
- Uygulamalar: ABS, PVC, naylon bileşenler (örneğin oyuncaklar, plastik kasalar).
- Özellikler: Stresi azaltmak için yuvarlatılmış dişler, orta aralıklı dişler, bazen daha hızlı montaj için çift dişler. Kontrollü tork kritik öneme sahiptir; güvenli bir uyum için tam olarak yeterli sıkma kuvvetini kullanın.
- Dikkat: Plastiği çatlatabilecek keskin metal tipi vidalar kullanmayınız.

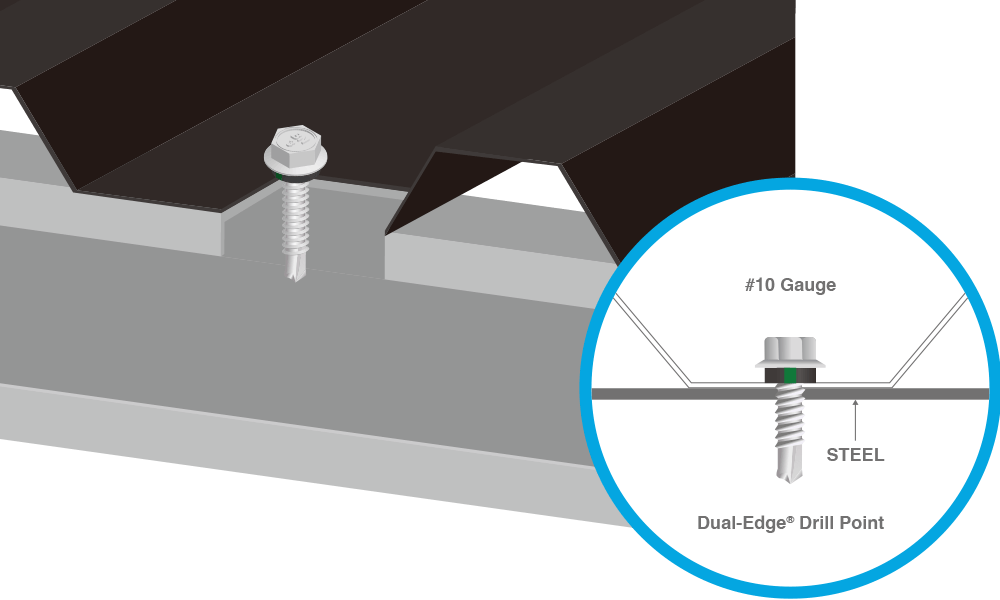
4.4Özel Tip: Kendiliğinden Delen Vidalar (Tek Vidalar)
- Neden özel: Tek adımda delik açan ve diş açan matkap benzeri bir uçla donatılmıştır, böylece ayrı delme ihtiyacını ortadan kaldırır.
- Uygulamalar: Daha kalın sac metaller (örneğin çelik çatı, yapısal çerçeveler).
- Özellikler: 1-5 arasında numaralandırılmış delme uçları, daha yüksek numaralar daha kalın çelik için uygundur (örneğin, #5, 1/2 inçlik çelikte delme yapar).
- Avantajı: Son derece verimlidir, dış mekan inşaatlarında ve toplu montajlarda yaygın olarak kullanılır.
5.0Üretim Süreci: Kendinden Kılavuzlu Vidalar Nasıl Üretilir?
Küçük boyutlu olmalarına rağmen, kendinden kılavuzlu vidalar hassas ve yüksek verimli süreçlerle üretilir. Prensip şudur: kontrollü şekillendirme ile soğuk şekillendirmeAltı ana aşamada gerçekleştirilir:
5.1Hammadde Hazırlığı: Doğru çeliğin seçimi
Malzeme seçimi:
- Genel kullanım için düşük karbonlu çelik (örneğin, 1018, 1022) - düşük maliyetli.
- Dış mekan veya nemli ortamlar için paslanmaz çelik (304, 316) - korozyon direnci.
- Yüksek mukavemetli bağlantılar için alaşımlı çelik (örneğin, 410 paslanmaz çelik) - manyetik özellikler.
Ön işlem: Telin çapı ve mukavemeti kontrol edilir → pasın giderilmesi için asitleme veya kumlama yapılır → düzgün şekillendirme için gerekli çapa kadar tel çekilir ve düzeltilir.
5.2Soğuk Başlıklama: Baş ve sapın şekillendirilmesi
- İşlem: Telin kalıplar kullanılarak şekillendirilmesiyle oda sıcaklığında gerçekleştirilir; kesme işlemi yapılmaz, malzeme kullanımı 95%'nin üzerindedir.
- Adımlar: Telin boşluklara kesilmesi → ilk başlık (sap preformu) → son başlık (kafa şekli ve tahrik girintisi).
- Hassasiyet: ±0,02 mm'lik kalıp toleransı, tutarlı vida başı boyutları sağlar.
5.3Diş Açma: Kendiliğinden kılavuz çekme performansının tanımlanması
-
Haddeleme (80%'den fazla vidada kullanılır): Bir iplik haddeleme makinesi, dişli profilli iki kalıp şafta baskı yaparak malzemeyi plastik olarak deforme ederek dişler oluşturur. Bu işlem talaş oluşturmaz, diş mukavemetini 20–30% oranında artırır ve son derece verimlidir; bu da onu seri üretimde şekillendirme tipi vidalar için ideal kılar.
-
Kesme (yüksek hassasiyet gerektiren uygulamalarda kullanılır): Dişler, kılavuzlar kullanılarak kesilir ve talaş oluşur. Bu yöntem yüksek hassasiyet sağlasa da, malzeme verimliliği daha düşüktür. Genellikle kesme tipi vidalarda kullanılır ve ardından talaş kanallarının işlenmesine devam edilir.
5.4Uç Oluşumu: Doğru penetrasyonun sağlanması
- Standart vidalar (ahşap/plastik): 60°–90° konikliğe kadar taşlanmıştır.
- Kendiliğinden delen vidalar: Spiral kanallarla matkap ucu geometrisine keskinleştirilmiştir.
- Hassasiyet: Dişlerin ≤ 0,05 mm olduğu uç eş merkezliliği, sürüş sırasında hizalama hatalarını önler.
5.5Yüzey İşlemi: Korozyon direnci ve dayanıklılık
| Tedavi | Başvuru | Temel Avantajlar |
| Elektro galvanizleme | İç mekan kullanımı (cihazlar, mobilyalar) | Düşük maliyetli, parlak yüzey |
| Sıcak daldırma galvanizleme | Dış mekan kullanımı (inşaat, çit) | Güçlü pas direnci, ≥500 saat tuz püskürtme |
| Dacromet kaplama | Otomotiv şasisi, yüksek mukavemetli eklemler | Hidrojen gevrekleşmesi yok, ≥1000 saat tuz püskürtme |
| Paslanmaz çelik pasivasyonu | Gıda sınıfı tıbbi ekipman | 304 SS'nin korozyon direncini artırır |
5.6Muayene ve Paketleme: Sevkiyat öncesi kalite kontrolü
- Test: Diş ölçüsü (geçerli/geçmez standartları), çekme dayanımı (karbon çeliği ≥400 MPa), diş açma testi (soyulmadan veya kırılmadan hedef alt tabakaya çakılmalıdır) ve çapak/çatlaklar için görsel kontroller.
- Paketleme: Boyutlarına göre ayrılmış, taşıma sırasında korozyon ve deformasyonu önlemek için pas önleyici kağıt ve balonlu naylona sarılmış.
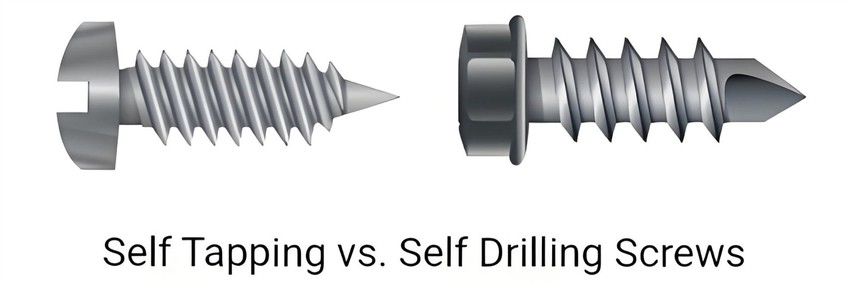
Temel Fark: Kendinden Kılavuzlu Vidalar ve Kendinden Delici Vidalar
Birçok kişi karıştırıyor kendi kendine dokunan ile kendi kendine delme Aslında, kendinden delmeli vidalar, kendinden kılavuzlu vidaların bir alt kümesidir. Aralarındaki temel fark, vidanın kendi pilot deliğini açıp açamamasıdır.
| Karşılaştırmak | Kendinden Kılavuzlu Vida | Kendiliğinden Delen Vida (Tek Tipi) |
| Çekirdek Fonksiyon | Sadece diş açar, delme işlemi yapamaz | Tek adımda delik açar ve diş açar |
| İpucu Tasarımı | Konik veya sivri | Spiral flütlü matkap ucu |
| Pilot Delik | Metallerde/sert ağaçlarda gereklidir | Gerekli değil |
| Uygun Malzemeler | İnce sac, ahşap, plastikler | Daha kalın metal saclar (çelik çatı, yapısal çelik) |
| Özet | "Bir pilot deliğe ihtiyaç duyulur, ardından dişler oluşur." | “Kendi kendine matkap ve diş açma—tek adımda sabitleme.” |
Hatırlamak: Tüm kendinden delmeli vidalar kendinden kılavuzlu vidalardır, ancak tüm kendinden kılavuzlu vidalar kendinden delmeli değildir. Uç tasarımı, bunu ele verir: Matkap uçlu uçlar kendinden delmeyi, kalem benzeri uçlar ise standart kendinden kılavuzlu vidaları gösterir.
6.0Pratik Rehber: Yaygın Hatalardan Kaçınmak İçin 3 Temel İpucu
- Vidayı malzemeye uygun hale getirin: Ahşap vidaları metalde kullanılmamalıdır (dişlerin sıyrılma riski), metal vidaları ise yumuşak plastiklerde kullanılmamalıdır (çatlama riski).
- Sıkma torkunu kontrol edin: Özellikle ahşap ve plastiklerde aşırı sıkmaktan kaçının. Aşırı tork, alt tabakanın çatlamasına veya vidanın kırılmasına neden olabilir.
- Doğru araçları kullanın: Torx tornavida, uyumlu bir Torx ucu gerektirir; Phillips vidalarda düz uçlu tornavida kullanmayın (dışarı kaymaya neden olur). Elektrikli aletler kullanırken, hızı uygun şekilde ayarlayın; çok yüksek hızlar ısı üretebilir ve dişlere zarar verebilir.
- Korozyon direncini göz önünde bulundurun: Banyo, balkon veya dış mekan kullanımı için galvanizli veya paslanmaz çelik vidaları tercih edin. Kolayca paslanan ve sıkışabilen düz karbon çelikten kaçının.
7.0Sıkça Sorulan Sorular (SSS)
Kendinden kılavuzlu vidalar tekrar kullanılabilir mi?
Sık sık tekrar kullanılması önerilmez. Kendinden kılavuzlu vidalar, malzemeyi keserek veya yerinden oynatarak alt tabakada dişler oluşturur. Takıldıktan sonra, alt tabaka dişleri vidayla tam olarak eşleşir. Tekrar takmak, aşınma, diş sıyrılması veya deformasyona neden olarak sabitleme mukavemetini azaltır. Geçici olarak sökmek (örneğin, onarım için) 1-2 kez mümkün olabilir, ancak uzun süreli kullanımda yeni vidalarla değiştirilmesi gerekir.
Kendinden kılavuzlu vidalar için doğru pilot delik boyutunu nasıl seçerim?
Delik boyutu vida tipine ve alt tabakaya bağlıdır. Prensip şudur: uygun diş geçişine izin vermek için nominal vida çapından biraz daha küçük.
- Metal (ST tipi): Endüstri standartlarına uyun (örneğin, ST4.2 → 2,9–3,3 mm pilot delik; ST5.5 → 4,2–4,5 mm).
- Ahşap vidaları: Yumuşak ağaçlar (örneğin çam) için pilot deliklere gerek olmayabilir. Sert ağaçlar (örneğin meşe) için vida çapının 60–70%'si kadar delik açın (örneğin 4 mm vida → 2,5–3 mm delik).
- Plastik vidalar: Çatlama veya sıyrılmayı önlemek için vida çapını 80–90% olacak şekilde delin (örneğin, 3 mm vida → 2,4–2,7 mm).
Kendinden kılavuzlu vida kırılırsa ne yapmalıyım?
- Kırık uç dışarı çıkıyorsa: Pense kullanarak kavrayın ve döndürerek çıkarın. Mümkün değilse, açıkta kalan uçta bir yarık açın ve düz uçlu bir tornavidayla çıkarın.
- Kırık uç gömülü ise: Metal yüzeyler için, vidanın ortasına ince bir matkap ucuyla küçük bir delik açın ve ardından bir vida çıkarıcı (ters kılavuz) kullanın. Ahşap veya plastik yüzeyler için, kırık vidayı delin ve yerine biraz daha büyük bir vida takın (alt yüzeyin çatlamamasına dikkat edin).
Paslanmaz çelikten yapılmış vidaların vidalanması neden zordur?
Olası nedenler şunlardır:
- Malzeme uyumsuzluğu: Paslanmaz vidalar daha serttir; eğer kalın veya sert çelikte uygun bir pilot delik olmadan kullanılırsa, vidalanamayabilirler.
- Yağlama eksikliği: Paslanmaz çelik yüksek sürtünme katsayısına sahiptir. Montajdan önce hafif bir yağ (örneğin makine yağı) uygulayın.
- Yetersiz tork: Manuel tornavidalar torktan yoksun olabilir. Elektrikli aletleri orta-düşük hızda kullanın veya altıgen uçlu tornavida seçin (torku Phillips tornavidadan daha iyi iletir).
Kendinden kılavuzlu vidalar ile makine vidaları birbirinin yerine kullanılabilir mi?
- Temel fark, önceden diş açılmış bir deliğin gerekip gerekmediğidir.
- Kendinden kılavuzlu vidalar: Montaj sırasında dişler oluşturur, diş açılmamış yüzeyler (ahşap, sac) için uygundur.
- Makine vidaları: Önceden diş açılmış delikler veya somunlar gerektirir. Diş açılmamış malzemelerde sıyrılır veya bozulurlar.
Dış mekan vidaları için en iyi yüzey işlemi hangisidir?
En dayanıklı seçenekler şunlardır:
- Sıcak daldırma galvanizleme: Kaplama kalınlığı 50–100 μm, tuz püskürtme direnci ≥ 500 saat. Çitler ve dış mekan çelik yapıları için idealdir.
- Dacromet kaplama: Çinko-alüminyum-kromat tabakası, hidrojen gevrekliği yok, tuz püskürtme direnci ≥ 1000 saat. Otomotiv şasileri ve deniz ortamları için idealdir.
Elektro galvanizlemeden kaçının (5–20 μm inceliğindeki kaplama) dış mekanlarda hızla aşınır.
Referanslar
www.valuefastener.com/screws/self-tapping-screws
sendcutsend.com/blog/kendinden delmeli vidalar ve kendinden kılavuzlu vidalar arasındaki fark nedir? En iyi sabitleme çözümü nedir?
www.fastenermart.com/vida-saplama-vidalarini-anlama.html
en.wikipedia.org/wiki/Self-tapping_screw
www.fastbuildsupplies.co.uk/knowledge-hub/kendinden-geçen-vidalar-kılavuzu




