

Yüksek performanslı rulmanlar, otomotiv, hassas takım tezgahları ve rüzgar enerjisi gibi kritik endüstriyel sektörlerde yaygın olarak kullanılmaktadır. Gelişmiş bir döner şekillendirme teknolojisi olan hassas halka haddeleme, dikişsiz rulman halkalarının üretiminde kullanılmakta ve böylece rulmanların genel hizmet ömrü uzatılmaktadır.
Bu makalede farklı boyut aralıklarındaki rulmanlar için tasarlanmış üç hassas halka yuvarlama yöntemi özetlenmektedir:
- Soğuk Halka Haddeleme: Küçük ebatlı rulmanların üretiminde kullanılır.
- Sıcak Radyal Halka Haddeleme: Orta büyüklükteki rulmanlar için uygundur.
- Sıcak Radyal-Eksenel Halka Haddeleme: Büyük ebatlı rulmanlarda kullanılır.
0.1giriiş
Rulmanlar, yük taşıma ve güç iletiminden sorumlu temel mekanik bileşenlerdir ve takım tezgahları, otomotiv, demiryolları, gemi yapımı, enerji ve havacılık gibi sektörlerde yaygın olarak kullanılır. Hassas CNC takım tezgahları, yüksek hızlı trenler, rüzgar enerjisi ve uçak motorları gibi gelişmiş uygulamalarda, rulmanlar yalnızca yüksek boyutsal doğruluk sağlamakla kalmamalı, aynı zamanda yüksek hız, ağır yük, yüksek sıcaklıklar ve darbe kuvvetleri gibi zorlu çalışma koşullarında uzun hizmet ömrü ve güvenilir performans da sağlamalıdır. Bu rulmanlar genellikle şu şekilde tanımlanır: yüksek performanslı rulmanlarYüksek performanslı rulmanların teknolojik düzeyi, yalnızca rulman ürünlerinin temel performansını yansıtmakla kalmaz, aynı zamanda bir dereceye kadar belirli bir üretim bölgesinin endüstriyel kapasitesini de gösterir.
Yapısal olarak, rulmanlar genellikle rulman halkaları, yuvarlanan elemanlar ve kafeslerden oluşur. Bunlar arasında rulman halkası, temel temel bileşeni olarak görev yapar ve aşağıdakilerin sorumluluğunu üstlenir: Toplam yatak ağırlığının ve maliyetinin 60%–70%'siSonuç olarak, rulman bileziklerinin hassasiyeti ve performansı, rulmanların genel kalitesini doğrudan belirler. Rulman bileziklerinin geleneksel üretim yöntemi olan "dövme ve işleme", yüksek enerji tüketimi, düşük malzeme kullanımı, düşük üretim verimliliği, kaba ve homojen olmayan mikro yapı, eksik tane akışı ve düşük mekanik özellikler gibi yaygın dezavantajlarla karşı karşıyadır. Bu sınırlamalar, yüksek performanslı rulmanların zorlu gereksinimlerini karşılamayı zorlaştırmaktadır.
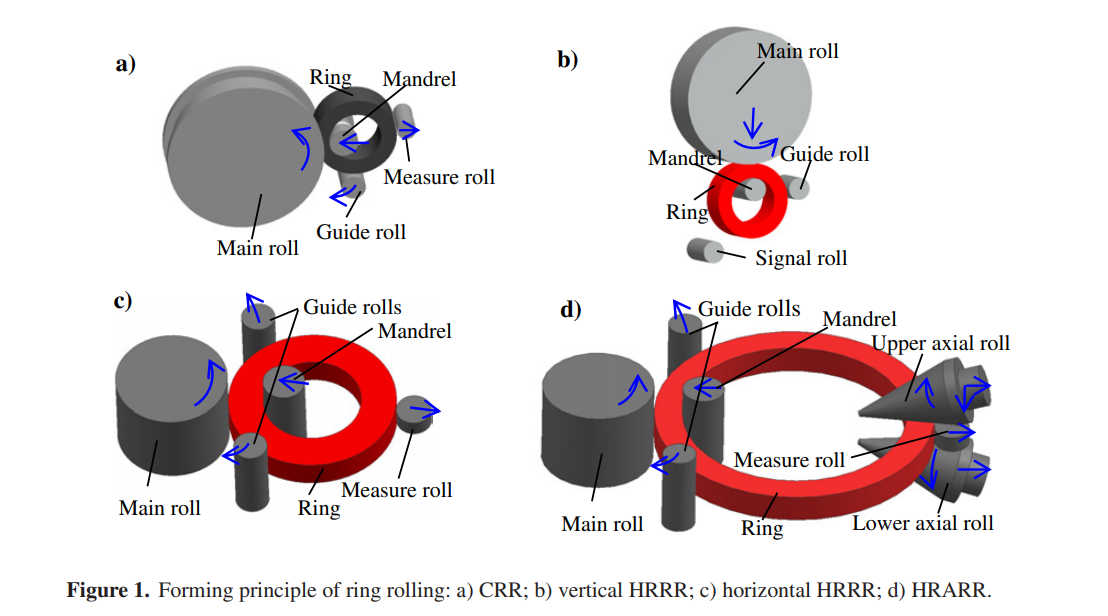
Şekil 1 – Halkalı Haddeleme Prensiplerinin Şematik Diyagramı: a) Soğuk Halka Haddeleme (CRR); b) Dikey Sıcak Radyal Halka Haddeleme (HRRR); c) Yatay Sıcak Radyal Halka Haddeleme (HRRR); d) Sıcak Radyal-Eksenel Halka Haddeleme (HRARR).
Halka haddeleme teknolojisi, dikişsiz halkalar için hassas bir döner şekillendirme yöntemi olup, doğrusal besleme ile birleştirilmiş silindirlerin dönüşüyle sağlanan lokal plastik deformasyon prensibine dayanır. Bu işlem, duvar kalınlığının azaltılmasını, çapın artırılmasını ve halka profillerinin şekillendirilmesini sağlayarak istenen geometri ve mikroyapı özelliklerine ulaşılmasını sağlar. Rulman halkası üretiminde halka haddeleme yönteminin uygulanmasıyla enerji tüketimi ve malzeme maliyetleri azaltılabilirken, üretim verimliliği ve mekanik performans iyileştirilebilir ve bu da rulman hizmet ömrünün uzamasına neden olur. Halka haddelenmiş rulman halkaları, daha yoğun mikro yapılar ve yuvarlanma yolu yönüne hizalanmış tane akışı sergiler. Günümüzde halka haddeleme, rulman halkası üretiminde yaygın olarak benimsenmiş ve yüksek performanslı rulmanlar için vazgeçilmez ileri şekillendirme teknolojilerinden biri haline gelmiştir.
1.0Rulman Halkaları için Tipik Halka Yuvarlama Teknolojileri
1.1Küçük Boyutlu Rulman Halkaları için Soğuk Halka Haddeleme (CRR)
Soğuk Halka Haddeleme (CRR), özel CRR haddeleri kullanılarak oda sıcaklığında gerçekleştirilen gelişmiş bir döner şekillendirme işlemidir. Radyal haddeleme geçişi kısıtlaması altında, halka sürekli lokalize bir sıkıştırmaya tabi tutulur ve bu da radyal kalınlığın kademeli olarak azalmasına, aynı anda çapın artmasına ve hedeflenen kesit şeklinin kademeli olarak oluşmasına neden olur.
Bir CRR değirmeninin temel bileşenleri şunlardır: ana silindir sistemi, mandrel sistemi, kılavuz sistemi, ölçüm sistemi, makine gövdesi ve güç ve kontrol sistemi. Haddeleme sırasında ana silindir aktif dönüş sağlarken, mandrel belirli bir yön boyunca doğrusal olarak beslenir. Kılavuz silindirler, halka çapı genişledikçe konumunu ayarlar ve ölçüm silindiri çap değişikliklerini sürekli olarak izler. Önceden ayarlanmış çapa ulaşıldığında, haddeleme işlemi sona erer.
Uygulama alanı: CRR, esas olarak çapı 250 mm'nin altında olan küçük rulman halkalarının üretimi için uygundur.
1.2Orta Boy Rulman Halkaları için Sıcak Radyal Halka Haddeleme (HRRR)
Sıcak Radyal Halka Haddeleme (HRRR), HRRR frezeleri kullanılarak yüksek sıcaklıklarda gerçekleştirilen hassas bir şekillendirme işlemidir. CRR'ye benzer şekilde, HRRR de radyal haddeleme geçişlerini kullanarak lokal sıkıştırma uygular, radyal kalınlığı azaltır, çapı büyütür ve kesiti şekillendirir.
HRRR frezeleri, silindir eksenlerinin göreceli yönelimine ve yatay yöne göre şu şekilde sınıflandırılır:
- Dikey HRRR Değirmeni: Rulo eksenleri yatay düzleme paraleldir. Rulolama sırasında ana rulo, doğrusal beslemeyle birlikte aktif dönüş gerçekleştirirken, mandrel pasif olarak döner. Kılavuz rulo, ana rulonun çıkış tarafına, sinyal rulosu ise kılavuz rulonun karşısına yerleştirilir. Halka çapı sinyal rulosuna temas edecek şekilde genişlediğinde rulolama durur.
- Yatay HRRR Freze: Rulo eksenleri yatay düzleme diktir. Ana rulo aktif olarak dönerken, mandrel doğrusal besleme gerçekleştirir. Ana rulonun her iki yanında simetrik olarak yerleştirilmiş iki kılavuz rulo, çap arttıkça konumunu ayarlar. Sinyal rulosu, çapı gerçek zamanlı olarak izlemek için ana rulonun karşısına yerleştirilir. Önceden ayarlanmış çapa ulaşıldığında rulolama işlemi sona erer.
Uygulama alanı: HRRR, esas olarak 50 mm ile 1000 mm arasındaki çaplarda orta boy rulman halkalarının üretiminde kullanılır.
1.3Büyük Boyutlu Rulman Halkaları için Sıcak Radyal-Eksenel Halka Haddeleme (HRARR)
Sıcak Radyal-Eksenel Halka Haddeleme (HRARR), HRARR frezeleri kullanılarak yüksek sıcaklıklarda gerçekleştirilen gelişmiş bir döner şekillendirme işlemidir. Tamamen radyal haddelemenin aksine, HRARR hem radyal hem de eksenel haddeleme geçişlerini bir araya getirerek, radyal kalınlığın ve eksenel yüksekliğin eş zamanlı olarak azaltılmasını ve çap büyütmeyi mümkün kılar ve sonuçta istenen kesit profili oluşturulur.
HRARR ile yatay HRRR frezeleri arasındaki temel fark, halka yüksekliğini ayarlamak için bir çift eksenel silindirin eklenmesidir. Haddeleme sırasında, üst eksenel silindir aşağı doğru doğrusal beslemeyle birleştirilmiş aktif dönüş gerçekleştirirken, alt eksenel rulo Besleme olmadan aktif olarak döner. Her iki eksenel silindir de eksenel çerçeveye monte edilmiştir ve genişleyen halka çapıyla senkronize olarak dışarı doğru hareket eder.
Uygulama alanı: HRARR esas olarak çapı 1000 mm'yi aşan büyük rulman halkalarının üretiminde kullanılır.
2.0Rulman Halkası Üretiminde Hassas Halka Haddeleme Teknolojisinin Geliştirilmesi ve Uygulanması
Küresel bir bakış açısıyla, Asya'daki belirli bölgeler rulmanlar için önemli uluslararası pazarlar ve üretim üsleri olarak hizmet vermektedir. Bu bölgedeki rulman pazarı yaklaşık olarak Küresel toplamın 10%'siyıllık üretim yaklaşırken 20 milyar birim ve yıllık çıktı değeri aşıyor $30 milyarKüreselleşme ve üretimdeki sürdürülebilir kalkınma eğilimlerine yanıt olarak, bu bölge rulman endüstrisini "ölçek odaklı" modelden "teknoloji odaklı" modele dönüştürüyor ve yüksek kaliteli rulman üretimi için yerel kapasiteyi kademeli olarak artırıyor.
Bu bağlamda, yerel rulman üreticileri, üniversiteler ve araştırma enstitüleri, şu konulara odaklanan işbirlikçi araştırmalar yürütmüştür: bağımsız olarak hassas halka haddeleme teknolojilerini geliştiriyoruz Yüksek performanslı rulman üretimi için. Başlıca alanlarda önemli teknolojik atılımlar gerçekleştirildi, bunlar arasında şunlar yer alıyor: soğuk halka haddeleme, sıcak radyal halka haddeleme ve sıcak radyal-eksenel halka haddeleme, sonuçları pratik üretimde zaten uygulanmış durumda.
2.1Küçük ve Orta Ölçekli Rulman Halkaları için Hassas Soğuk Halka Haddeleme Teknolojisi
Hassas Soğuk Halka Haddeleme İşlemi
Uluslararası yarı hassas soğuk halka haddeleme teknolojisini temel alarak, araştırma ekipleri yenilikçi bir şekilde bir hassas soğuk halka haddeleme işlemi Rulman halkası üretimi için özel olarak tasarlanmıştır. Temel süreç akışı aşağıdaki gibidir:
Çubuk Kesme → Sıcak Dövme → Ön İşlem → Kaba Tornalama → Hassas Soğuk Halka Haddeleme → Söndürme → Taşlama
Bu süreç, şekillendirme kalitesini iyileştirmek için boşluk doğruluğunun sıkı bir şekilde kontrol edilmesini vurgular ve sonuçta neredeyse net şekilli rulman halkalarıBu sürecin teknik avantajları şunlardır:
- Geliştirilmiş Şekillendirme Doğruluğu: Halka geometrisi 7-8 dereceye kadar ulaşabilir ve yüzey pürüzlülüğü kontrol altında tutulabilir. Ra 0,8–1,6 μm, geleneksel yarı hassas soğuk halka haddelemeye göre 1-2 derecelik bir iyileştirmeyi temsil ediyor.
- Optimize Edilmiş Kaynak Verimliliği: Halka haddeleme ile doğrudan yuvarlanma yolları oluşturulabilir ve bu sayede malzeme israfı ve işleme süresi etkili bir şekilde azaltılabilir.
- Gelişmiş Mekanik Performans: Hassas soğuk halka haddeleme ile oluşturulan kanallar, yoğun mikro yapıları ve sürekli metal akış hatlarını koruyarak, tornalamanın neden olduğu mekanik özellik bozulmalarını önler.


Şekil 2a) Yeni bir elektromekanik servo NC hassas CRR freze; b) takım tezgahı ve otomobil rulman halkaları
Hassas Soğuk Halka Haddeleme Ekipmanları
Araştırma ekipleri bağımsız olarak şunları geliştirdi: yeni CNC hassas soğuk halka haddeleme değirmenleriyenilikçi bir özellik sunan “servo motor – redüktör – yüksek mukavemetli bilyalı vida” tahrik-besleme sistemi Geleneksel hidrolik servo sistemlerinin yerini alan ana tahrik-besleme mekanizmasıdır. Bu tasarım, 50 ton yük koşullarında hassas besleme, besleme doğruluğu elde etmek 0,005 mm ve işleme doğruluğu φ100 ± 0,02 mm, birçok karşılaştırılabilir uluslararası hassas soğuk halka haddeleme makinesini geride bırakarak (genellikle φ100 ± 0,1 mm).
Yeni soğuk halka haddeleme değirmeni, tahrik beslemesi için öncelikle hidrolik silindirlere dayanan geleneksel değirmenlerin sınırlamalarını aşarak, hassas soğuk halka haddeleme sırasında kararlı şekillendirme ve değirmen yapısal tasarımında ve üretim yöntemlerinde iyileştirmeler yapılması. Bu teknoloji ve ekipmana dayanarak, şirketler şunları başardı: bilyalı rulman halkaları, makaralı rulman halkaları ve mafsallı rulman halkalarının seri üretimi, ürünlerin yaygın olarak uygulandığı yüksek performanslı takım tezgahı yatakları ve otomotiv yataklarıve önde gelen uluslararası rulman üreticilerine ihraç edilmektedir. SKF, FAG, NSK ve TIMKEN.
Hassas Soğuk Halka Haddelemede Temel Teknolojiler
Yüksek performanslı rulman halkalarının hassas soğuk halka haddeleme işlemine yönelik temel teknolojiler şunlardır:
- Yatak çeliğinin oda sıcaklığında soğuk deformasyonu için yüksek plastisiteli ön işlem.
- Uzun ömürlü rulo geçiş profillerinin tasarımı ve imalatı.
- Hassas soğuk halka haddeleme için optimize edilmiş proses parametre tasarımı.
- Soğuk halka haddeleme sırasında çevrimiçi hassas ölçüm ve kapalı devre kontrolü.
2.2Büyük Boyutlu Özel Rulman Halkaları için Hassas Sıcak Radyal Halka Haddeleme Teknolojisi
Hassas Sıcak Radyal Halka Haddeleme İşlemi
Yüksek hızlı demiryolu lokomotiflerinde ve ağır yük vagonlarında kullanılan büyük konik makaralı rulman halkaları için, geleneksel sıcak halka haddeleme işlemleri, halkanın önce basitleştirilmiş bir kesite haddelenmesini, ardından tam profili elde etmek için işlenmesini gerektirir ve bu da düşük teknik ve ekonomik verimlilikle sonuçlanır. Bu sorunu çözmek için araştırma ekipleri, hassas sıcak radyal halka haddeleme (HRRR) işlemi Özellikle bu tür halkalar için. Temel süreç akışı şu şekildedir:
Çubuk Kesme → Sıcak Ekstrüzyon → Hassas Sıcak Radyal Halka Haddeleme → İşleme → Isıl İşlem → Taşlama
Bu yöntem, boş boyut doğruluğunu iyileştirerek ve sıcak radyal halka haddeleme işleminin kontrolünü optimize ederek, karmaşık kesitlerin doğrudan şekillendirilmesiBu sayede, sonraki işleme süreci önemli ölçüde azaltılır ve ürün performansı artırılır. Geleneksel sıcak radyal halka haddeleme ile karşılaştırıldığında, bu işlem şunları sağlar:
- Malzeme kullanım iyileştirmesi:15%–20% artışı.
- Üretim verimliliği:3 kat daha yüksek.
- Üretim maliyetinin azaltılması: Yaklaşık 20%.


Şekil 3. a) Yeni bir elektromekanik servo NC hassas HRRR freze; b) hassas HRRR ile oluşturulmuş yüksek hızlı ray rulman halkaları
Hassas Sıcak Radyal Halka Haddeleme Ekipmanı
CNC hassas soğuk halka haddeleme değirmenleri araştırmasına dayanarak ekip, daha da geliştirdi CNC hassas sıcak radyal halka haddeleme değirmenleriBaşlıca yenilikler şunlardır:
- Geleneksel hidrolik servo sistemlerinin yerini elektromekanik servo sistemleri ana tahrik-besleme mekanizması olarak, 0,01 mm besleme hassasiyeti ve şekillendirme doğruluğu kontrol altında φ100 ± 0,25 mm.
- Geliştirilmiş otomatik ölçüm ve kontrol fonksiyonlarıYarı CNC frezelerde kullanılan manuel operasyonun yerini alarak, halka boyutsal doğruluğunun stabil olmasını sağlar ve sıcak halka haddeleme işleminin otomasyonunu geliştirir.
Bu teknoloji ve ekipmana dayanarak şirketler şunları gerçekleştirdi: konik makaralı rulmanlar, silindirik makaralı rulmanlar ve bilyalı rulmanların seri üretimi, yüksek performanslı rulman imalatında uygulamalarla yüksek hızlı tren, hassas makine aletleri ve ağır hizmet tipi metalurjik haddehaneler.
Hassas Sıcak Radyal Halka Haddelemede Temel Teknolojiler
Yüksek performanslı rulman halkalarının hassas sıcak radyal halka haddeleme işlemine yönelik temel teknolojiler şunlardır:
- Hassas kesme işlemi ve sıcak radyal halka haddeleme işleminin eşleştirilmiş tasarımı.
- Sıcak halka haddeleme işlemi sırasında hassas soğutma kontrolü.
- Sıcak radyal halka haddeleme işleminin çevrimiçi hassas ölçümü ve dinamik kontrolü.
2.3Ultra Büyük Rulman Halkaları için Hassas Sıcak Radyal-Eksenel Halka Yuvarlama Teknolojisi
Hassas Sıcak Radyal-Eksenel Halka Haddeleme İşlemi
Çapları 1 metreyi aşan ultra büyük rüzgar türbini yatakları için geleneksel üretim süreci genellikle şunları içerir:
Çubuk Kesme → Çubuk Isıtma → Boşlukların Serbest Dövmesi → Mandrel Genişletme → İşleme
Mandrel genişletme adımı, birden fazla ısıtma döngüsü gerektirir ve bu da şu sonucu doğurur: yüksek enerji tüketimi, önemli miktarda malzeme kaybı ve uzun üretim döngüleriAyrıca, rulman yuvarlanma yolunu tam olarak oluşturamaz ve bu da kapsamlı müteakip işleme ve ürün performansını sağlamada zorluk.
Bu sorunları ele almak için araştırma ekipleri bir hassas sıcak radyal-eksenel halka haddeleme (HRARR) işlemi ultra büyük rulman halkaları için. İlk adımların korunması çubuk kesme → çubuk ısıtma → boşlukların serbest dövülmesiBu işlem, geleneksel mandrel genişlemesini değiştirir hassas sıcak radyal-eksenel halka haddeleme, etkinleştirme tek ısıtmalı haddeleme ve doğrudan yarış yolu oluşumuBu sürecin uygulanmasıyla şunlar sağlanır:
- Enerji tasarrufu: 30%–40% indirgemesi.
- Malzeme tasarrufu: 25%–30% redüksiyonu.
- Üretim verimliliği: 5 kattan fazla artış.
- Üretim maliyetinin azaltılması: Yaklaşık 30%.
Ek olarak, bu işlem mandrel genişlemesinin boyut sınırlamalarını ortadan kaldırarak, çapı 1000 mm'yi aşan ultra büyük rulman halkalarının oluşturulmasını sağlar. 5 metre.


Şekil 4. a) Süper büyük ölçekli HRARR değirmeni RAM 9000; b) Hassas HRARR tarafından oluşturulan süper büyük ölçekli rüzgar enerjisi rulman halkası.
Hassas Sıcak Radyal-Eksenel Halka Haddeleme Makinesi
Ekip bağımsız olarak geliştirdi ultra büyük CNC hassas sıcak radyal-eksenel halka haddeleme makinesi(örneğin, RAM 9000). Temel teknik özellikler, ultra büyük rulman halkaları için gereksinimleri karşılar:
- Maksimum halka çapı: 10 metre
- Maksimum halka yüksekliği: 1,7 metre
- Radyal haddeleme kuvveti: 800 ton
- Eksenel haddeleme kuvveti: 600 ton
Bu teknoloji ve ekipmana dayanarak şirketler şunları başardı: 1 metre veya daha fazla çapa sahip bilyalı rulman halkaları, tekerlek rulman halkaları ve diğer ultra büyük rulman halkalarının seri üretimiyaygın olarak uygulanan yüksek performanslı rüzgar türbini yataklarıve önde gelen küresel rüzgar enerjisi şirketlerine ihraç edilmektedir. General Electric (GE, ABD) ve Vestas (Danimarka).
Hassas Sıcak Radyal-Eksenel Halka Haddelemede Temel Teknolojiler
Hassas sıcak radyal-eksenel halka haddeleme ile üretilen yüksek performanslı rulman halkaları için temel teknolojiler şunlardır:
- Halkaların radyal ve eksenel deformasyonlarının uyumlu tasarımı.
- HRARR süreç şemasının ve geçiş aşamalarının optimizasyonu.
- HRARR sürecinin kararlılık kontrolü.
3.0Rulman Halkası Üretiminde Hassas Halka Haddeleme Teknolojisinin Gelişim Eğilimleri
Gelişmiş ana ekipmanların temel bileşenleri olan yüksek performanslı rulmanlar, küresel rulman endüstrisinde önemli bir gelişim yönünü temsil etmektedir. Yüksek performanslı rulman ürünleri, teknolojisi ve pazarlarının gelişen taleplerini karşılamak için, rulman halkası üretiminde hassas halka haddeleme teknolojisinin gelişim eğilimleri temel olarak aşağıdaki üç yönü içermektedir:
3.1Büyük Rulman Halkaları için Soğuk Halka Haddeleme Teknolojisinin Genişlemesi:
Yüksek karbonlu krom içeren çeliğin (GCr15) oda sıcaklığı özellikleri nedeniyle, şu anda soğuk halka haddeleme ile üretilen yatak halkalarının çapı genellikle daha azdır. φ250 mmGelecekte araştırmanın, geliştirmeye odaklanması gerekir. 250 mm ile 500 mm arasında çaplara sahip büyük rulman halkaları için soğuk halka haddeleme teknolojisi ve özel ekipmanlar, farklı tipteki rulman halkaları için soğuk halka haddelemenin uygulama senaryolarını daha da genişletirken.
3.2Sıcak Halka Haddeleme İşlemlerinde Hassas Kontrol Teknolojisi:
Şu anda, sıcak halka haddeleme sırasındaki temel işlem koşulları (örneğin, boşluk hazırlama, haddeleme ve soğutma) dalgalanmalara eğilimlidir ve bu da zayıf stabiliteye neden olur. geometrik boyutlar ve mikro yapısal özellikler Sıcak haddelenmiş rulman halkaları. Gelecekteki araştırmalar, sıcak halka haddeleme için kontrol teknolojileri, başarmak halka geometrisi ve mikro yapının koordineli kontrolü Ön ısıtma koşullarının, haddeleme sırasındaki deformasyon parametrelerinin ve haddeleme sonrası soğutma oranlarının hassas bir şekilde düzenlenmesiyle tutarlı ürün performansı sağlanır.
3.3Rulman Halkalarının Kısa İşlemli Üretiminde Yenilik:
Günümüzde büyük rulman halkaları için boşlukların hazırlanması genellikle birden fazla adımı içermektedir: eritme → külçe dökümü → külçe kesimi → sıkıştırma → delmeBu da uzun bir üretim döngüsüne neden olur. Sıkıştırma ve delme, önemli miktarda malzeme kaybına yol açar ve süreç boyunca tekrarlanan ısıtma, enerji tüketimi ve malzeme yanması, potansiyel olarak dahili boşluk kalitesini etkilerken. Bu sorunu çözmek için, "döküm-haddeleme kompozit" süreci önerildi, izin verildi döküm boşluklarının doğrudan haddelenmesiÜretim sürecini önemli ölçüde kısaltarak, ham parça kayıplarını azaltarak ve üretim verimliliğini artırarak, döküm-haddeleme kompozit teknolojisinin, sunduğu önemli teknik avantajlarla, rulman halkaları için halka haddeleme üretiminde önemli bir gelecek yönü haline gelmesi bekleniyor.
4.0Çözüm
Hassas halka haddeleme teknolojisi, yüksek performanslı rulman halkalarının üretiminde temel bir unsur haline gelmiş olup, şekillendirme hassasiyeti, malzeme kullanımı, mekanik özellikler ve üretim verimliliği açısından önemli avantajlar sunmaktadır. Küçükten ultra büyüğe rulman halkaları gibi gelişmiş prosesler, soğuk halka haddeleme, sıcak radyal halka haddeleme ve sıcak radyal-eksenel halka haddeleme Karmaşık kesitlerin doğrudan şekillendirilmesini sağlarken, sonraki işleme süreçlerini de azaltır. CNC ekipmanları, otomatik kontrol ve süreç optimizasyonundaki yeniliklerle bir araya gelen hassas halka haddeleme, rulman üreticilerinin küresel rekabet gücünü artırmakla kalmayıp aynı zamanda otomotiv, havacılık, rüzgar enerjisi, demiryolu ve diğer kritik endüstriyel sektörlerde yüksek performanslı rulmanların gelişimini de hızlandırmaktadır. İleriye bakıldığında, hassas kontrol, kısa prosesli üretim ve döküm-haddeleme kompozit teknolojileri Halka haddelemenin uygulanabilirliğini ve verimliliğini genişletmeye devam edecek ve gelecek nesil rulman üretiminde vazgeçilmez bir teknoloji olarak rolünü sağlamlaştıracaktır.
5.0Sıkça Sorulan Sorular (SSS)
S1: Hassas halka haddeleme nedir?
A1: Hassas halka haddeleme, duvar kalınlığını azaltmak, çapı artırmak ve dikişsiz halkaların kesitini şekillendirmek için dönen silindirler ve doğrusal besleme kullanan, yoğun mikro yapılara ve optimize edilmiş mekanik özelliklere sahip yüksek kaliteli rulman halkaları üreten bir döner şekillendirme işlemidir.
S2: Hassas halka haddeleme kullanılarak hangi tip rulman halkaları üretilebilir?
A2: Hassas halka haddeleme, bilyalı rulman halkaları, silindirik ve konik makaralı rulman halkaları ve yüksek hızlı tren, rüzgar türbinleri ve ağır makine uygulamaları için özel halkalar dahil olmak üzere küçük, orta, büyük ve ultra büyük rulman halkaları üretebilir.
S3: Hassas halka haddelemenin temel avantajları nelerdir?
A3: Başlıca avantajları şunlardır:
- Yüksek şekillendirme hassasiyeti ve net şekle yakın üretim
- Geliştirilmiş malzeme kullanımı ve azaltılmış işleme
- Korunan mikro yapı ve sürekli metal akışı sayesinde geliştirilmiş mekanik performans
- Artan üretim verimliliği ve azalan enerji tüketimi
S4: Hassas halka haddeleme ile rulman halkası üretiminde gelecekteki trendler nelerdir?
A4: Başlıca eğilimler şunlardır:
- Soğuk halka haddelemenin daha büyük çaplara genişletilmesi
- Sıcak halka haddelemede hassas kontrol teknolojileri
- Verimliliği artırmak, malzeme kaybını azaltmak ve tutarlı ürün kalitesini korumak için kısa süreçli üretim ve döküm-haddeleme kompozit teknikleri
Referanslar
https://www.iqsdirectory.com/articles/forging/rolled-ring-forging.html
https://en.wikipedia.org/wiki/Rolling_(metalworking)




