

- 1.0Metal kesme aletlerinin normal aşınma biçimleri nelerdir?
- 2.0Metal kesme aletlerinin aşınma süreci nedir?
- 3.0Metal kesme takımları için takım aşınması (körelme) kriteri nedir?
- 4.0Metal kesme takımlarının kullanım ömrü ne kadardır?
- 5.0Metal kesme takımlarının kullanım ömrünü hangi faktörler etkiler?
- 6.0Metal kesme takımlarının kullanım ömrünü makul bir şekilde nasıl belirleyebiliriz?
- 7.0Sıkça Sorulan Sorular (SSS)
giriiş
Metal kesme, modern imalatın temelidir ve metal kesme aletleri bu temelin en önemli unsurlarıdır. Otomotiv parçalarından havacılık yapılarına, hassas kalıplardan genel mekanik parçalara kadar neredeyse tüm metal ürünlerinin üretimi, verimli ve güvenilir kesme aletlerine bağlıdır.
Ancak, sürekli kesme işlemleri sırasında takım aşınması kaçınılmazdır. Bu durum, takım ömrünü doğrudan belirler ve dolayısıyla üretim verimliliğini, işleme maliyetini ve ürün kalitesinin istikrarını etkiler.
1.0Metal kesme aletlerinin normal aşınma biçimleri nelerdir?
Alet arızası sınıflandırması:
Takım arızaları iki ana kategoriye ayrılabilir: normal aşınma ve takım kırılması. Normal aşınma esas olarak aşağıdaki biçimleri içerir.
1.1Tırmık Yüz Aşınması:
Özellikle çelik gibi yüksek erime noktasına sahip sünek metallerin işlenmesi sırasında, yüksek kesme hızlarında ve büyük kesme kalınlıklarında kesim yapılırken, talaş yüzeyindeki yoğun sürtünme hilal şeklinde bir krater oluşmasına yol açar.
Kraterin merkezi, kesme yüzeyindeki en yüksek kesme sıcaklığına karşılık gelir. Krater ile ana kesme kenarı arasında küçük bir alan kalır. Kesme işlemi devam ettikçe, krater kademeli olarak genişler ve derinleşir, alan daralır ve sonunda kenar kırılması meydana gelir.
Krater merkezinden ana kesici kenara olan mesafe (\(K_M\)) tipik olarak yaklaşık 1-3 mm'dir ve aşınma miktarı maksimum krater derinliği \(K_T\) ile ifade edilir.
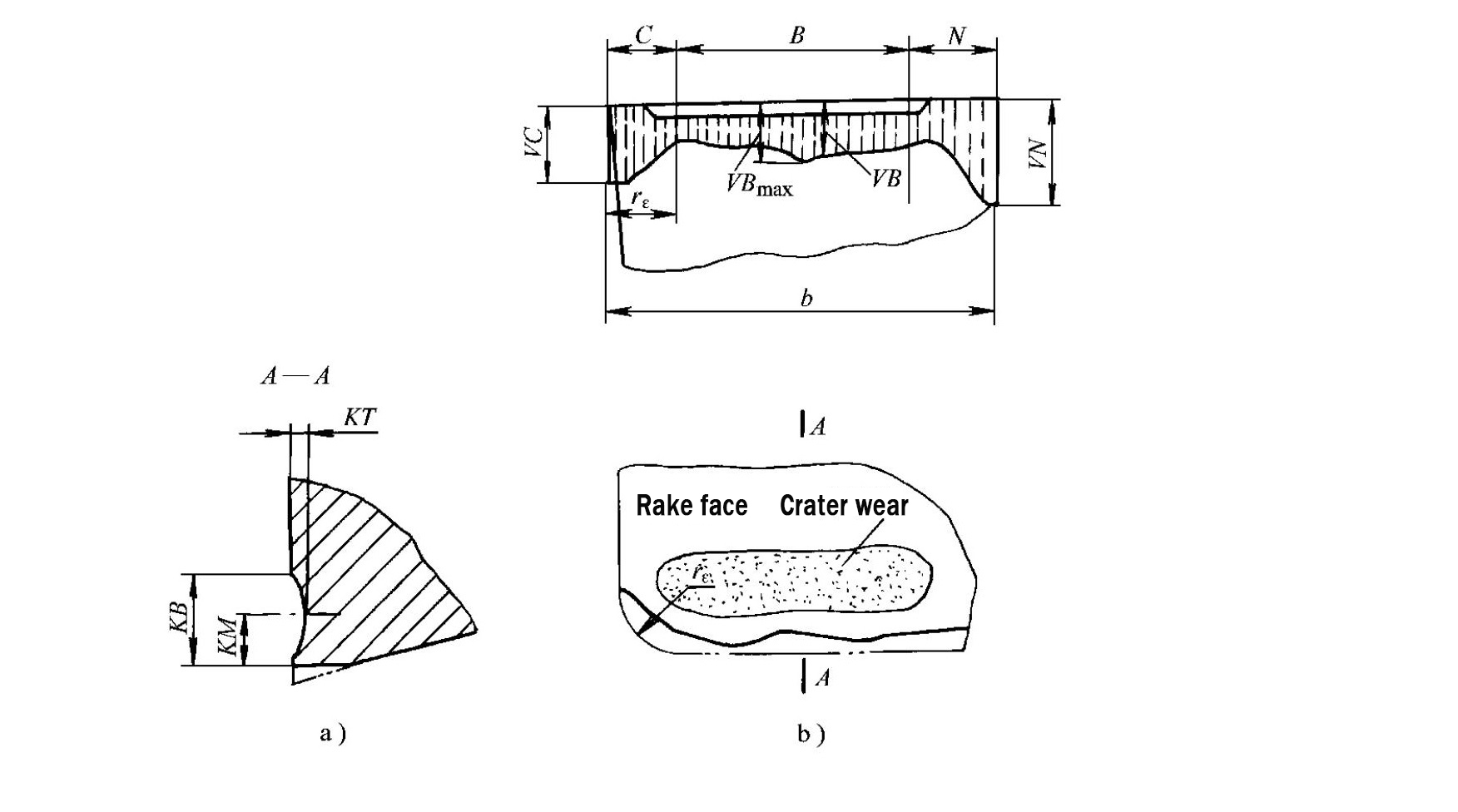
1.2Yan Yüz Giyim:
Metal kesici takımın yan yüzü ile işlenmiş yüzey arasında güçlü bir sürtünme meydana gelir ve bu sürtünme sonucunda ana kesici kenarın yakınında sıfır boşluk açısına sahip dar bir aşınma bölgesi hızla oluşur.
Bu tür aşınma, kırılgan veya sünek metallerin işlenmesinden bağımsız olarak, düşük kesme hızlarında ve küçük kesme kalınlıklarında meydana gelir.
Tipik yan aşınma bandı özellikleri:
- Aletin burun kısmı (C Bölgesi): Düşük mukavemet ve zayıf ısı dağılımı nedeniyle en şiddetli aşınmaya maruz kalır; maksimum değer \(V_C\) olarak ifade edilir.
- İş parçasının yüzeyine yakın yan yüz (Bölge N): Derin oluklara (sınır aşınmasına) yatkın; derinlik \(V_N\) ile gösterilir.
- Aşınma bandının orta bölümü (B Bölgesi): Nispeten düzgün aşınma gösterir; maksimum aşınma genişliği \(V_{B\text{max}}\) ile gösterilir.
1.3Eş zamanlı ön ve yan aşınma:
Orta kesme hızlarında ve ilerleme hızlarında yüksek erime noktasına sahip sünek metallerin işlenmesi sırasında, talaş yüzeyinde krater aşınması ve yan yüzeyde aşınma genellikle aynı anda meydana gelir.
2.0Metal kesme aletlerinin aşınma süreci nedir?
Giyim aşaması bölümü:
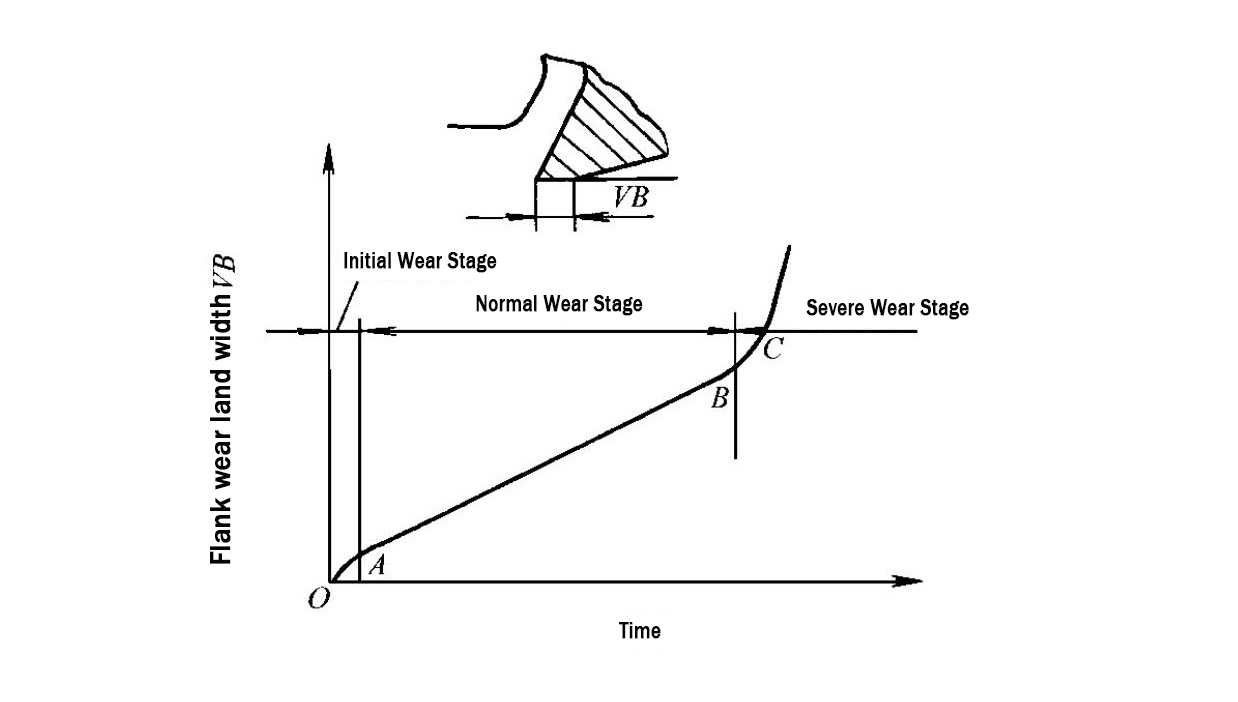
Belirli kesme koşulları altında, aşınma biçiminden bağımsız olarak, takım aşınması kesme süresiyle birlikte artar ve genellikle üç aşamadan geçer.
2.1İlk Aşınma Aşaması:
Yeni bilenmiş metal kesici takımların yüzeyleri pürüzlüdür ve yan yüzeylerinde mikro çatlaklar gibi mikroskobik kusurlar bulunur. Kesici kenar keskindir ve yan yüzey ile işlenmiş yüzey arasındaki temas alanı küçüktür.
Sonuç olarak, basınç gerilimi ve kesme sıcaklığı kesme kenarında yoğunlaşır ve bu da nispeten yüksek bir aşınma oranına yol açar.
2.2Normal Aşınma Aşaması:
İlk aşınma döneminden sonra, yan yüzeyin pürüzlü yüzeyi düzleşir, yük taşıma alanı artar, basınç gerilimi azalır ve aşınma oranı önemli ölçüde düşerek stabilize olur. Metal kesici takım daha sonra normal aşınma aşamasına girer.
2.3Ağır Aşınma Aşaması:
Yan aşınma genişliği \(V_B\) kritik bir sınıra ulaştığında, sürtünme keskin bir şekilde artar, kesme kuvvetleri ve kesme sıcaklığı hızla yükselir ve aşınma oranı önemli ölçüde hızlanır. Metal kesici takım hızla arızalanır ve kesme kabiliyetini kaybeder.
3.0Metal kesme takımları için takım aşınması (körelme) kriteri nedir?
Yargı yeteneğini körelten temel:
Metal kesme aleti belirli bir dereceye kadar aşındığında aşağıdaki olaylar meydana gelir:
- Kesme kuvveti ve kesme sıcaklığı önemli ölçüde artar.
- İşlenmiş yüzey pürüzlü hale gelir ve boyutsal doğruluk tolerans sınırlarının dışına çıkar.
- Çipin rengi ve şekli anormal hale gelebilir, titreşim veya gürültü oluşabilir.
Bu belirtiler aletin körelmiş olduğunu gösterir.
Körelme kriteri tanımı:
İşleme gereksinimlerine göre izin verilen maksimum aşınma değeri belirtilmelidir; bu değer takım aşınması (körelme) kriteri olarak bilinir.
Kriter seçim nedeni:
Yan yüzey aşınması en yaygın ve ölçülmesi en kolay aşınma türü olduğundan, metal kesici takımlar için aşınma kriteri olarak genellikle yan yüzeyin orta bölümündeki ortalama aşınma değeri, \(V_B\), kullanılır.
3.1Farklı İşleme Koşulları Altında Önerilen \(V_B\) Değerleri
| İşleme Koşulları | Önerilen VB Değeri (mm) |
|---|---|
| Dönmeyi bitirin | 0.1–0.3 |
| Alaşımlı çeliğin kaba tornalanması veya düşük rijitliğe sahip iş parçalarının kaba tornalanması | 0,4–0,5 |
| Karbon çeliğinin kaba tornalanması | 0,6–0,8 |
| Dökme demir parçaların kaba tornalanması | 0,8–1,2 |
| Büyük çelik ve dökme demir iş parçalarının düşük hızda kaba tornalanması | 1.0–1.5 |

4.0Metal kesme takımlarının kullanım ömrü ne kadardır?
Alet ömrü tanımı:
Takım ömrü, takım bileme işleminden sonra kesimin başlangıcından aşınmanın belirtilen körelme kriterine ulaşmasına kadar geçen toplam etkili kesim süresini ifade eder. Takım ayarı, ölçüm, hızlı ilerleme ve geri dönüş hareketleri gibi kesim dışı süreler dahil edilmez.
Takım ömrü \(T\) ile gösterilir ve dakika cinsinden ölçülür.
Alet ömrü sınıflandırması:
- Bileylenebilir metal kesme aletleri: Takım ömrü, iki ardışık bileme işlemi arasındaki gerçek kesme süresini ifade eder; toplam takım ömrü ise ilk kullanımdan tamamen hurdaya ayrılana kadar geçen kesme süresidir.
- Bileylenmesi mümkün olmayan metal kesme aletleri: Toplam takım ömrü, takım ömrüne eşittir.
5.0Metal kesme takımlarının kullanım ömrünü hangi faktörler etkiler?
5.1Kesme Parametreleri:
Kesme parametreleri en önemli etkileyici faktörler arasındadır. Takım ömrü (T) ile kesme parametreleri arasındaki genel ilişki şöyledir:
$$
T = \frac{C_T}{v_c^x \cdot f^y \cdot a_p^z}
$$
Nerede:
- \(C_T\): Takım malzemesi, iş parçası malzemesi ve kesme koşullarıyla ilgili takım ömrü sabiti.
- \(x, y, z\): Genellikle \(x > y > z\) koşulunu sağlayan deneysel üsler.
Örnek:
\(\sigma_b = 0.637\ \text{GPa}\) değerine sahip karbon çeliğini karbür tornalama takımı kullanarak işlerken:
$$
T = \frac{C_T}{v_c^5 \cdot f^{2.25} \cdot a_p^{0.75}}
$$
Kural:
\(v_c\), \(f\) ve \(a_p\) arttıkça takım ömrü \(T\) azalır. Kesme hızı \(v_c\) en büyük etkiye sahipken, bunu ilerleme hızı \(f\) ve kesme derinliği \(a_p\) en az etkiye sahiptir.
Takım ömrünü korurken verimliliği artırmak için önce daha büyük bir \(a_p\) değeri, ardından daha büyük bir \(f\) değeri ve son olarak da makul bir \(v_c\) değeri seçin.
5.2Takım Geometri Parametreleri:
- Eğim açısı (\(\gamma_o\)): Açıyı artırmak kesme kuvvetini ve sıcaklığı düşürerek takım ömrünü uzatır. Aşırı talaş açısı ise takım mukavemetini ve ısı dağılımını zayıflatarak kırılma riskini artırır.
- Ana kesme kenarı açısı (\(\kappa_r\)): Bunun azaltılması, takım ucu mukavemetini ve ısı dağılımını artırır. Aşırı küçük \(\kappa_r\) ise radyal kuvveti artırır ve düşük rijitlikli sistemlerde titreşime neden olabilir.
- Ek faktörler: Kesici kenar açısı \(\kappa_r\)'nin azaltılması ve takım ucu yarıçapının \(r_\varepsilon\) artırılması, takım ömrü üzerinde benzer olumlu etkilere sahiptir.
5.3Alet Malzemesi:
Daha yüksek yüksek sıcaklık dayanımı ve aşınma direnci, takım ömrünü uzatır. Darbeli, ağır hizmet tipi veya işlenmesi zor koşullarda, darbe dayanıklılığı ve eğilme dayanımı baskın faktörler haline gelir.
5.4İş parçasının malzemesi:
- Daha yüksek mukavemet ve sertlik, kesme sıcaklığını artırır ve takım ömrünü kısaltır.
- Daha yüksek plastisite ve tokluk, düşük ısı iletkenliğiyle birleştiğinde kesme sıcaklığını da artırır ve takım ömrünü kısaltır.
6.0Metal kesme takımlarının kullanım ömrünü makul bir şekilde nasıl belirleyebiliriz?
Temel ilke:
Makul bir takım ömrü seçimi verimliliği artırır ve maliyeti düşürür. Aşırı uzun takım ömrü, küçük kesme parametreleri gerektirir ve metal kaldırma oranını düşürür. Aşırı kısa takım ömrü ise takım değiştirme ve bileme süresini artırarak toplam maliyeti yükseltir.
6.1Yaygın Kullanılan Aletler İçin Önerilen Alet Ömrü Değerleri
| Araç Türü | Önerilen Alet Ömrü (dk) |
|---|---|
| Yüksek hızlı çelik tornalama takımları | 60–90 |
| Yüksek hızlı çelik matkaplar | 80–120 |
| Lehimli karbür tornalama takımları | 60 |
| Değiştirilebilir karbür tornalama takımları | 15–30 |
| Karbür yüzey frezeleme kesicileri | 120–180 |
| Dişli kesme aletleri | 200–300 |
| Otomatik makineler için yüksek hızlı çelik tornalama takımları | 180–200 |
6.2Ek Hususlar:
- Aletin karmaşıklığı ve hassasiyeti: Karmaşık, yüksek hassasiyetli, çok kenarlı aletler, basit, düşük hassasiyetli, tek kenarlı aletlere göre daha uzun ömre ihtiyaç duyar.
- İndekslenebilir araçlar: Hızlı uç değişimi, keskin kesme kenarlarını korumak için daha kısa takım ömrüne olanak tanır.
- Son işlem mi yoksa kaba işleme mi: Son işlem takımlarının, daha hafif kesme yükleri ve daha yüksek hassasiyet gereksinimleri nedeniyle daha uzun ömre sahip olmaları gerekir.
- Büyük iş parçalarının son işlem aşaması: Daha uzun takım ömrü, işlem sırasında takım değiştirme ihtiyacını ortadan kaldırır.
- CNC işleme: Takım ömrü bir iş vardiyasını aşmalı ve tek bir parçanın kesim süresinden daha uzun olmalıdır.
7.0Sıkça Sorulan Sorular (SSS)
S: Alet körelmesini ölçmek için en yaygın kullanılan kriter neden yan yüzey aşınmasıdır?
A: Yan yüzey aşınması, metal kesiminde en yaygın aşınma biçimidir ve düşük ila orta kesme hızlarında hem kırılgan hem de sünek metaller için geçerlidir. Aşınma bandı düzenli bir şekle sahiptir, orta bölümünde (B Bölgesi) düzgün aşınma görülür ve ortalama aşınma değeri \(V_B\) ölçülmesi ve kontrol edilmesi kolaydır. Bu nedenle, \(V_B\) yaygın olarak standart matlaşma kriteri olarak benimsenmiştir.
S: Takım ömrünü en çok etkileyen kesme parametresi hangisidir?
A: Kesme hızı (\(v_c\)) en büyük etkiye sahipken, bunu ilerleme hızı (\(f\)) takip eder ve kesme derinliği (\(a_p\)) en az etkiye sahiptir. Bu durum, daha büyük üslerin daha büyük etkiyi gösterdiği takım ömrü denklemiyle de doğrulanmaktadır.
S: İnce işleme ve kaba işleme operasyonları arasında takım ömrü seçimi nasıl farklılık gösterir?
A: Son işlem operasyonları daha hafif kesme yükleri içerir ve yüzey kalitesi ve boyutsal doğruluğu sağlamak için daha uzun takım ömrü gerektirir. Kaba işleme operasyonları hızlı malzeme kaldırmaya odaklanır ve daha büyük kesme parametreleriyle daha kısa takım ömrü kullanabilir.
S: İndekslenebilir takımların lehimli takımlara göre daha kısa takım ömrüne sahip olmasının nedeni nedir?
A: Değiştirilebilir takımlar, bileme gerektirmeden hızlı uç değişimine olanak tanıyarak kesici kenarların keskinliğini korur. Daha kısa takım ömrü, takım maliyetini dengeleyerek daha yüksek kesme verimliliği sağlar.
S: CNC işleme yöntemlerinde özel takım ömrü gereksinimleri var mıdır?
A: Evet. CNC işleme genellikle otomatiktir ve süreklidir. İstikrarlı ve kesintisiz üretim sağlamak için takım ömrü bir iş vardiyasını aşmalı ve tek bir parça için gereken kesme süresinden daha uzun olmalıdır.