

- 1.0İndüksiyon Isıtmanın Temel Prensibi
- 2.0Tipik İndüksiyon Isıtma Konfigürasyonları
- 3.0İndüksiyon Isıtmanın Tipik Uygulama Senaryoları
- 4.0Uygulama Senaryoları Sıklığa Göre Sınıflandırılmıştır
- 5.0İndüksiyon Isıtmanın Başlıca Avantajları
- 6.0İndüksiyon Isıtmanın Temel Proses Parametreleri
- 7.0İndüksiyonlu Isıtma Ekipmanlarının Temel Yapısı ve Başlıca Özellikleri
- 8.0Sıkça Sorulan Sorular (SSS)
İndüksiyonlu ısıtma Elektromanyetik alanında yer alan fiziksel bir olgudur. Yüksek verimliliği, hassasiyeti ve çevre dostu özellikleri sayesinde endüstriyel üretimde ve çok çeşitli uygulama senaryolarında kritik bir rol oynamaktadır. Özellikle, Boru Ucu Kapatma Makineleri gibi özel ekipmanlar için güvenilir ve kontrol edilebilir bir ısıtma çözümü sağlar.
1.0İndüksiyon Isıtmanın Temel Prensibi
İndüksiyonla ısıtmanın özü, elektromanyetik indüksiyon yoluyla enerji transferi ve dönüşümünde yatmaktadır. Bir elektromıknatıs görevi gören birincil bobinden elektrik akımı geçtiğinde, alternatif bir manyetik alan oluşturur.
İletken bir iş parçası (tipik olarak metal, ancak karbon veya grafit gibi iletken malzemeler de olabilir) bu alanın içine yerleştirilirse, etkili bir şekilde kısa devre olmuş ikincil bir döngü oluşturur ve bu döngüde girdap akımları indüklenir. Bu girdap akımları malzeme boyunca akarken, elektriksel dirençle karşılaşır ve Joule etkisiyle ısı üretir.
İş parçası manyetik bir malzemeden yapılmışsa, manyetik alan değişimi altında manyetik alanların tekrar tekrar yönlendirilmesi sonucu oluşan histerezis kayıpları şeklinde ikinci bir ısıtma mekanizması meydana gelir ve bu da ek ısı üretir.
Üretilen toplam ısı, çeşitli temel faktörlere bağlıdır:
- Alternatif manyetik alan oluşturmak için kullanılan elektrik enerjisi.
- İş parçasının boyutu ve geometrisi
- İş parçasının malzeme özellikleri
- İş parçası ile ana bobin arasındaki bağlantı derecesi
2.0Tipik İndüksiyon Isıtma Konfigürasyonları
İndüksiyonlu ısıtma sistemleri genellikle iki ana yapısal konfigürasyonda uygulanır ve her biri farklı uygulama gereksinimlerine uygundur:
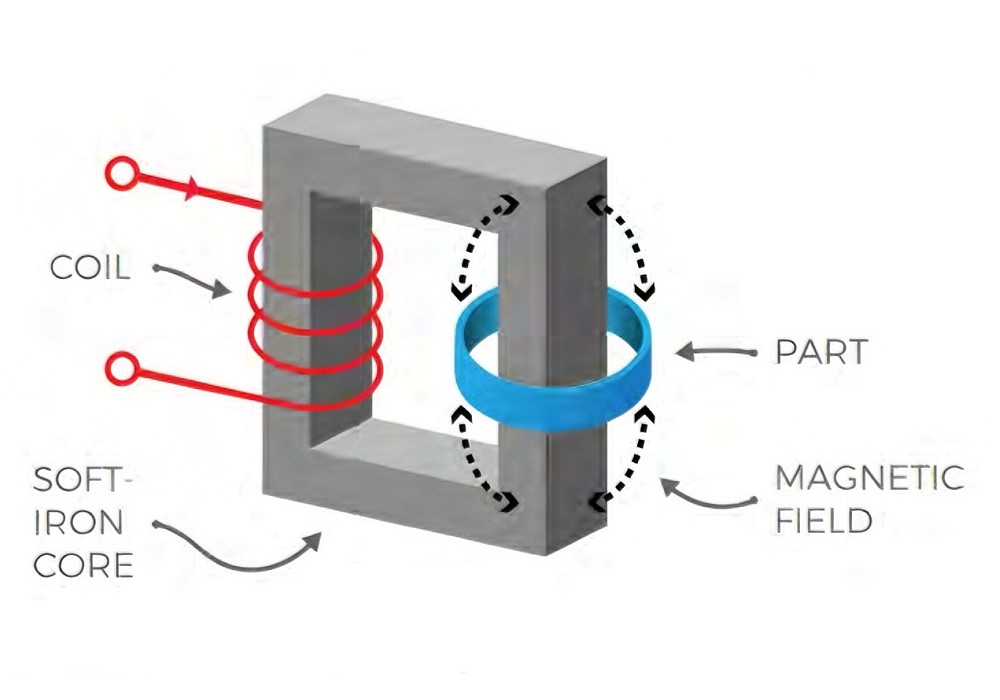
2.1Yumuşak Manyetik Çekirdek Yapılandırması
- Ortak bir yumuşak manyetik çekirdek, alternatif manyetik alanı birincil bobinden (yüksek sarım sayısı) iş parçasına aktarır.
- İş parçası, tek sargılı, kısa devre edilmiş bir ikincil bobin gibi davranır.
- Dönüş oranı ve elektromanyetik enerji korunum prensiplerine uyarak düşük voltaj ve çok yüksek akım üretir.
- Yoğun ısıtma gerektiren işler için idealdir (örneğin, tüp ucu kapatma makinelerinde tüp ucu ön ısıtması).
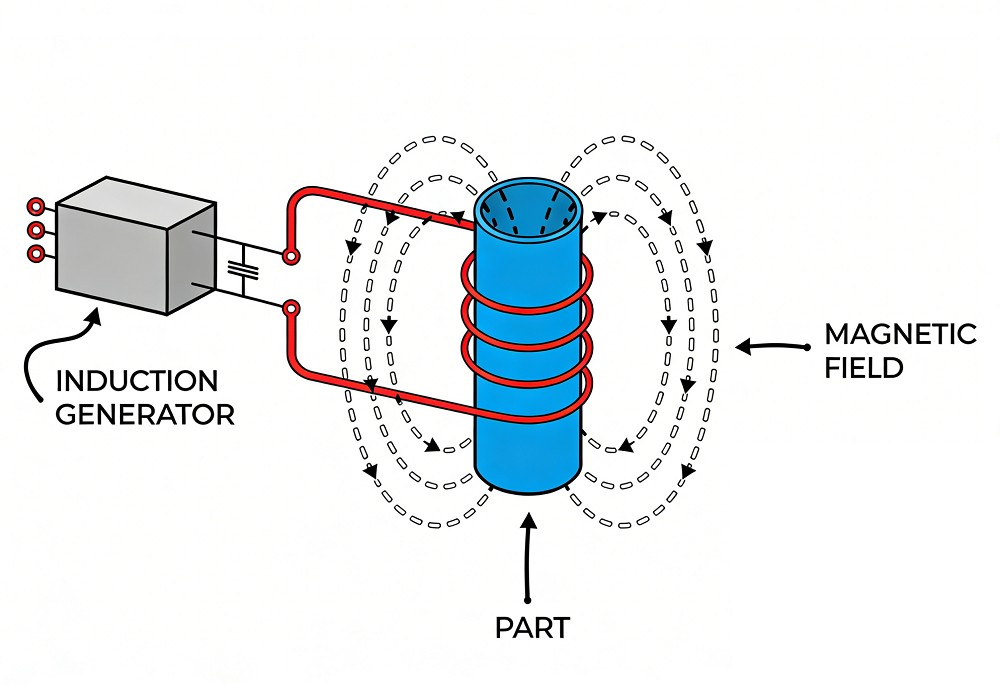
2.2Doğrudan Bağlantı Yapılandırması
- Ana bobin doğrudan iş parçasının etrafına yerleştirilmiştir.
- İş parçası doğrudan alternatif manyetik alanın içine yerleştirildi (yumuşak manyetik çekirdek kullanılmadı).
- Daha yüksek ısıtma verimliliği sunar.
- Sürekli ve yüksek verimli üretim süreçleri için uygundur.
3.0İndüksiyon Isıtmanın Tipik Uygulama Senaryoları
İndüksiyonlu ısıtmanın uygulama alanı geniştir ve genellikle iş parçası içinde indüklenen güç seviyesine göre sınıflandırılır:
3.1Yüksek Güçlü Uygulamalar
- İndüksiyon eritme
- Kaynak, yumuşak lehimleme ve sert lehimleme (erime/birleştirme sıcaklıklarına kadar hızlı ısıtma)
3.2Düşük Güçlü Uygulamalar
- Isıl işlem: Rulmanların, dişlilerin, burçların, kasnakların, kaplinlerin yüzey/bölgesel sertleştirilmesi (sertliği ve aşınma direncini artırır)
- Termal montaj (sıkı geçme): Montaj sırasında genleşme için bileşenlerin ısıtılması, sıkı geçme için soğutulması.
- Özel uygulamalar:
- Metalin cama veya plastiğe yapıştırılması
- Dolaylı ısıtma (yemek pişirme, plastik enjeksiyon kalıplama, ambalaj kapatma)
- Tüp ucu ısıtma ve sızdırmazlığı Tüp Ucu Kapatma Makineleri
4.0Uygulama Senaryoları Sıklığa Göre Sınıflandırılmıştır
İndüksiyonlu ısıtma, çalışma akımı frekansına bağlı olarak belirli gereksinimlere göre uyarlanabilir:
4.1Düşük Frekanslı İndüksiyon Isıtma (50 veya 60 Hz)
- Standart şebeke frekansını kullanır.
- Derin ısı penetrasyonu sağlayan uygun maliyetli çözüm
- Büyük iş parçalarının kademeli ve homojen bir şekilde ısıtılmasını sağlar.
4.2Orta Frekanslı İndüksiyon Isıtma (5–500 kHz)
- Yüksek güçlü, bölgesel veya yüzey altı ısıl işlemler için uygundur.
- Frekans arttıkça ısı nüfuz derinliği azalır.
- Seçilen iş parçası bölgelerinin hassas bir şekilde ısıtılmasına olanak tanır.
| Frekans Aralığı | Nüfuz Derinliği | Isıtma Özellikleri | Tipik Uygulamalar |
| Düşük frekans (50–60 Hz) | Derin | Kademeli, homojen toplu ısıtma | Büyük iş parçaları, genel ısıtma |
| Orta frekans (5–500 kHz) | Orta ila sığ | Yerel, kontrollü ısıtma | Yüzey veya yüzey altı işlem, boru ucu ısıtma |






5.0İndüksiyon Isıtmanın Başlıca Avantajları
Geleneksel ısıtma yöntemleriyle (alevle ısıtma, fırınla ısıtma, yağ banyosuyla ısıtma) karşılaştırıldığında, indüksiyonla ısıtma belirgin teknik avantajlar sunmaktadır:
- Hızlı ısıtma: Güç verildiği anda anında ısıtma (ön ısıtma süresi yok), üretim bekleme sürelerini azaltır ve verimliliği artırır.
- Yüksek enerji verimliliği: Isı doğrudan iş parçası içinde üretilir (harici ısı transfer kayıplarını ortadan kaldırır); gereksiz sistem ısıtma/soğutma döngüleri olmaz; iş parçası olmadığında anında güç kesilir.
- Yüksek temizlikIsı kaynağı (ana bobin) ile iş parçası arasında doğrudan temas olmaması, açık alevlerden kaynaklanan korozyonu, kalıntı kirlenmesini veya malzeme bozulmasını önler.
- Geliştirilmiş güvenlikDoğal olarak güvenli tasarım; harici ısı kaynakları için özel güvenlik önlemlerine gerek yok; ortam oksijen tüketimi yok; duman veya zararlı emisyon yok.
- Kontrol kolaylığıTamamen elektrikle çalışan, mükemmel kontrol edilebilirlik özelliğine sahip; uzaktan kumandayı, sensör entegrasyonunu ve veri kaydı yoluyla gerçek zamanlı ısıtma prosesi izlemeyi destekler.
- Tutarlı ürün kalitesiKullanıcı dostu proses kontrolü, iş parçaları boyunca homojen ısıtma sağlar; önceden tanımlanmış ısıtma profilleri, minimum artık iç gerilimlerle yüksek kaliteli ürünler üretir.
- Kolay üretim entegrasyonuKompakt boyut; kolay iş parçası yükleme/boşaltma; özel operatör güvenliği veya duman tahliye önlemlerine gerek yok (hat modifikasyon çabalarını ve işletme maliyetlerini azaltır)
6.0İndüksiyon Isıtmanın Temel Proses Parametreleri
İndüksiyonla ısıtmanın etkinliği, iş parçasının özelliklerine göre hassas bir şekilde tanımlanması gereken kritik işlem parametrelerine bağlıdır:
- SıklıkIsı nüfuz derinliğini belirleyen birincil faktör (yüksek frekans = daha sığ nüfuz); büyük iş parçaları için düşük frekans, küçük bileşenler/yüzey ısıtması için yüksek frekans.
- Güçİş parçasının ısıtma yoğunluğunu belirler; malzeme hacmine ve hedef sıcaklığa göre ayarlanır.
- Sıcaklık ayar noktası: Kontrollü ısıtma ve gerilim minimizasyonu için gerekli nihai sıcaklık (tek sabit değer veya sıcaklık-zaman profili)
- Bobin/indüktör geometrisiİş parçasının şekline uyacak şekilde tasarlanmıştır, bu da optimum bağlantı sağlar; ısıtma verimliliğini ve sıcaklık homojenliğini doğrudan etkiler.
- Malzeme özellikleriİş parçası elektriksel olarak iletken olmalıdır (direnç, nüfuz derinliğini ve girdap akımı ısı üretimini etkiler); manyetik malzemeler ek histerezis kaybı ısıtması sağlar (daha yüksek verimlilik).
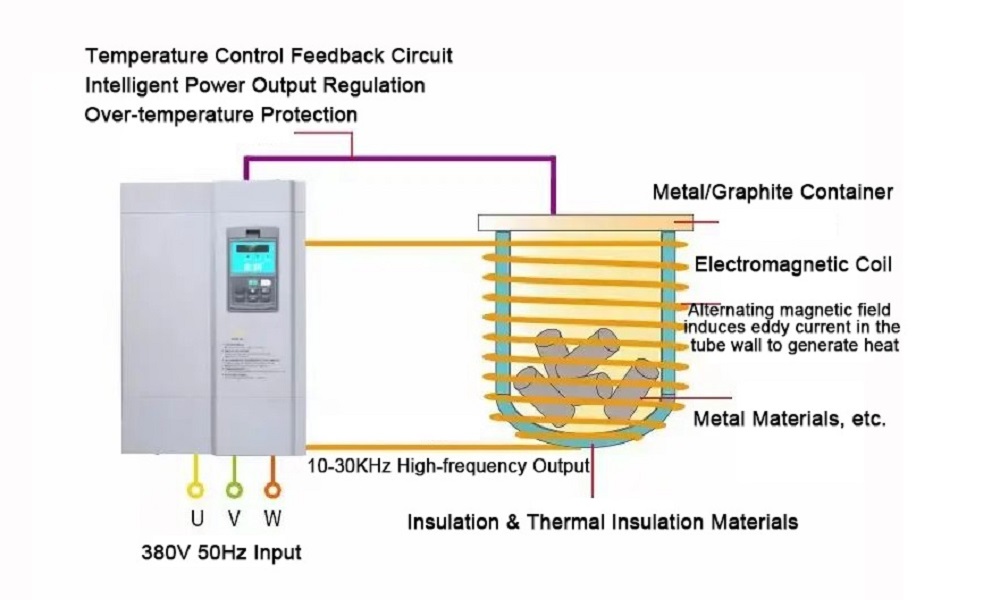
7.0İndüksiyonlu Isıtma Ekipmanlarının Temel Yapısı ve Başlıca Özellikleri
7.1Temel Yapılandırma
İşlevsel açıdan bakıldığında, temel bileşenler şunlardır:
- Elektromıknatıs (birincil bobin)
- Elektronik osilatör veya şebeke güç kaynağı (manyetik alan oluşturmak için alternatif akım sağlar)
- Endüstriyel uygulamalar ek yardımcı sistemler gerektirir:
- Malzeme taşıma cihazları
- Güç kabinleri
- Proses kontrol sistemleri
- Kullanıcı arayüzleri
- Soğutma sistemleri
7.2Başlıca Teknik Özellikler
Endüstriyel indüksiyonlu ısıtma ekipmanları, üretim gereksinimlerini karşılamak için aşağıdaki özellikleri içermektedir:
- Enerji verimli çalışmaKapasitif kompanzasyon, güç faktörünü düzelterek yüksek akım çalışması sırasında faz kaymasını ve aktif güç kayıplarını en aza indirir.
- Kompakt tasarımİş parçasının boyutuna göre az yer kaplar, bu da çeşitli üretim hatlarına kolay entegrasyon sağlar.
- Gelişmiş sıcaklık kontrolü:
- Temel sıcaklık ayar noktası kontrolü
- Kademeli ısıtma (gücün kademeli olarak artırılması)
- Diferansiyel sıcaklık kontrolü (belirlenmiş maksimum izin verilen sınır dahilinde iç/dış sıcaklık farkını izler)
- Operasyonel kolaylık: Çok dilli desteğe sahip, sadeleştirilmiş dokunmatik ekran arayüzü; sistem durumunun gerçek zamanlı gösterimi (parametreler, sıcaklık, hata kodları); alarm/arıza yönlendirmesi
- Geniş iletişim yetenekleriEthernet ile uzaktan parametre kontrolü; USB ile proses verisi aktarımı (kalite izlenebilirliğini destekler)
- Özelleştirilmiş çözümler: Belirli işlevsel gereksinimlere veya uygulama senaryolarına yönelik özel tasarımlar
8.0Sıkça Sorulan Sorular (SSS)
8.1Manyetik olmayan malzemeler indüksiyonlu ısıtma yöntemiyle ısıtılabilir mi?
Evet. Temel gereksinim elektriksel iletkenliktir (manyetik özellikler değil). Manyetik olmayan iletken malzemeler (örneğin, alüminyum, bakır alaşımları) indüklenen girdap akımlarından kaynaklanan Joule ısısı yoluyla ısıtılır. Histerezis kaybından kaynaklanan ısıtma olmadığı için, yeterli verimliliği sağlamak üzere parametreler (güç, frekans) ayarlanmalıdır.
8.2Tüp ucu kapatma makinelerinde küçük tüp ucu kapatma işlemleri için indüksiyonlu ısıtma uygun mudur?
Evet, tamamen uygulanabilir. Orta frekanslı indüksiyon ısıtma (5–500 kHz), sızdırmazlık sıcaklığı gereksinimlerini karşılamak için boru uçlarının hassas bir şekilde lokalize ısıtılmasını sağlar. Hızlı, temiz ve temassız ısıtma, sızdırmazlık bütünlüğünü ve yüzey kalitesini sağlarken, kompakt ekipman tasarımı üretim hatlarına kolay entegrasyona olanak tanır.
8.3İndüksiyonla ısıtma sırasında iş parçasındaki iç gerilimler nasıl önlenebilir?
Buradaki kilit nokta, kontrollü bir ısıtma profili uygulamaktır:
- Giriş gücünü kademeli olarak artırmak için kademeli ısıtma kullanın (ani sıcaklık artışlarını önler).
- İç ve dış sıcaklık gradyanlarını izlemek ve sınırlamak için diferansiyel sıcaklık kontrolü kullanın.
- Düzgün ısıtma sağlamak için malzeme özelliklerine göre uygun frekans ve sıcaklık ayar noktalarını seçin.
Referans
https://en.wikipedia.org/wiki/Induction_heating


