

Manuel Boru Bükme Makinesi Nasıl Kullanılır
Bu kılavuz, kullanıcıların hassas ve tutarlı bükümler yapmasına yardımcı olmak için adım adım talimatlar, temel formüller ve pratik sorun giderme ipuçları sağlar. Temel 90° bükümlerden çok düzlemli ve ters bükümlere kadar her bölüm, çeşitli uygulamalarda büküm doğruluğunu ve güvenini iyileştirmek için tasarlanmıştır.
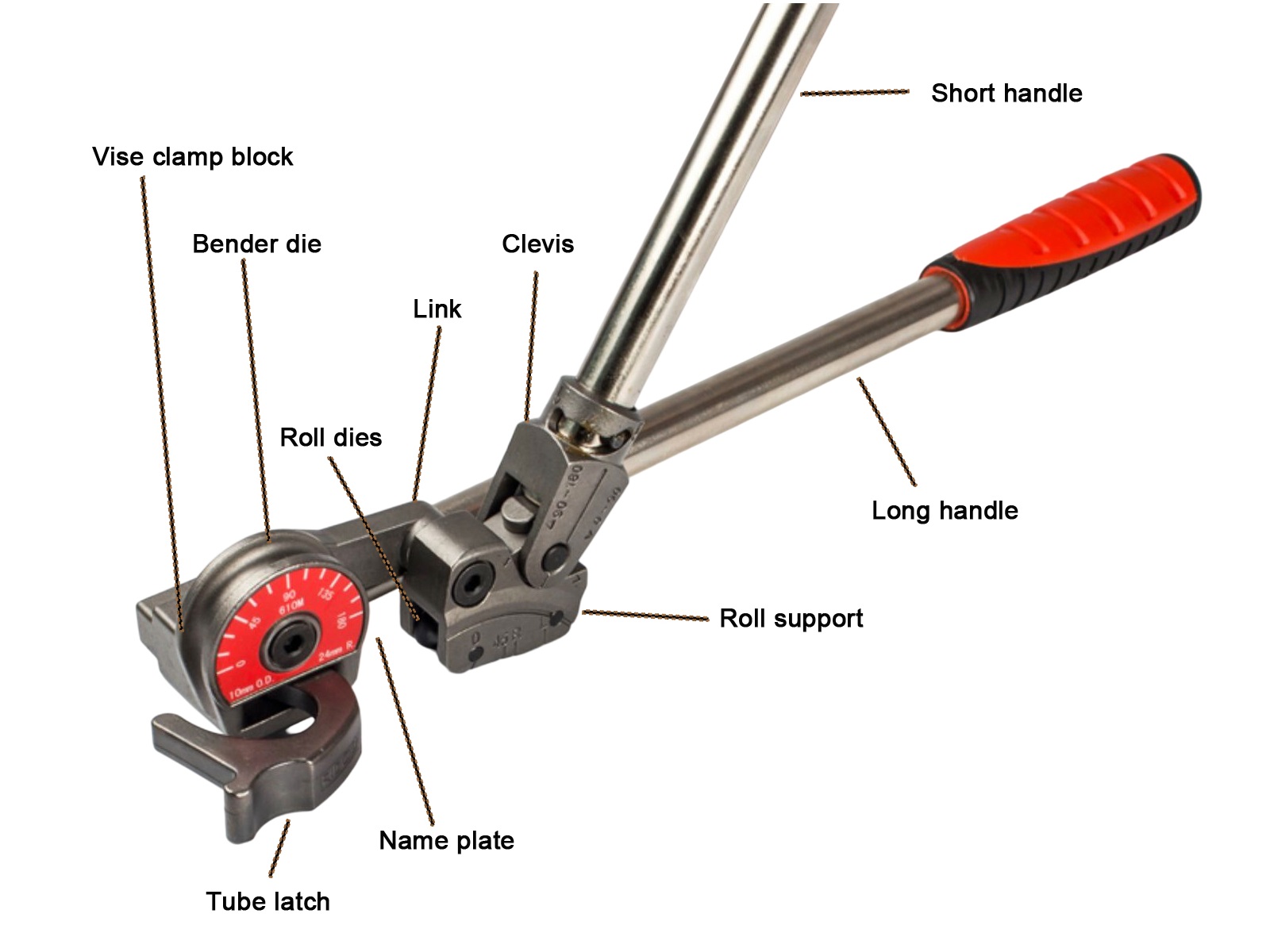
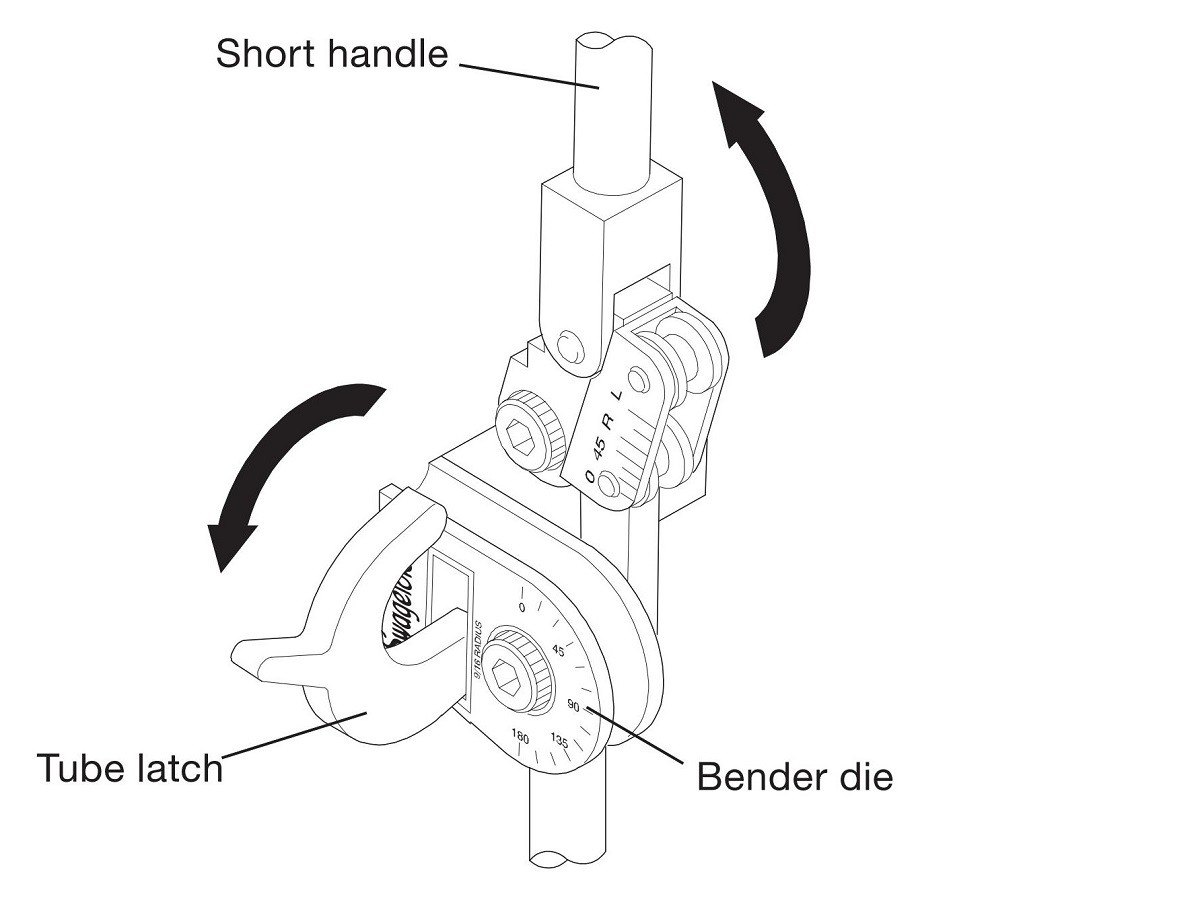
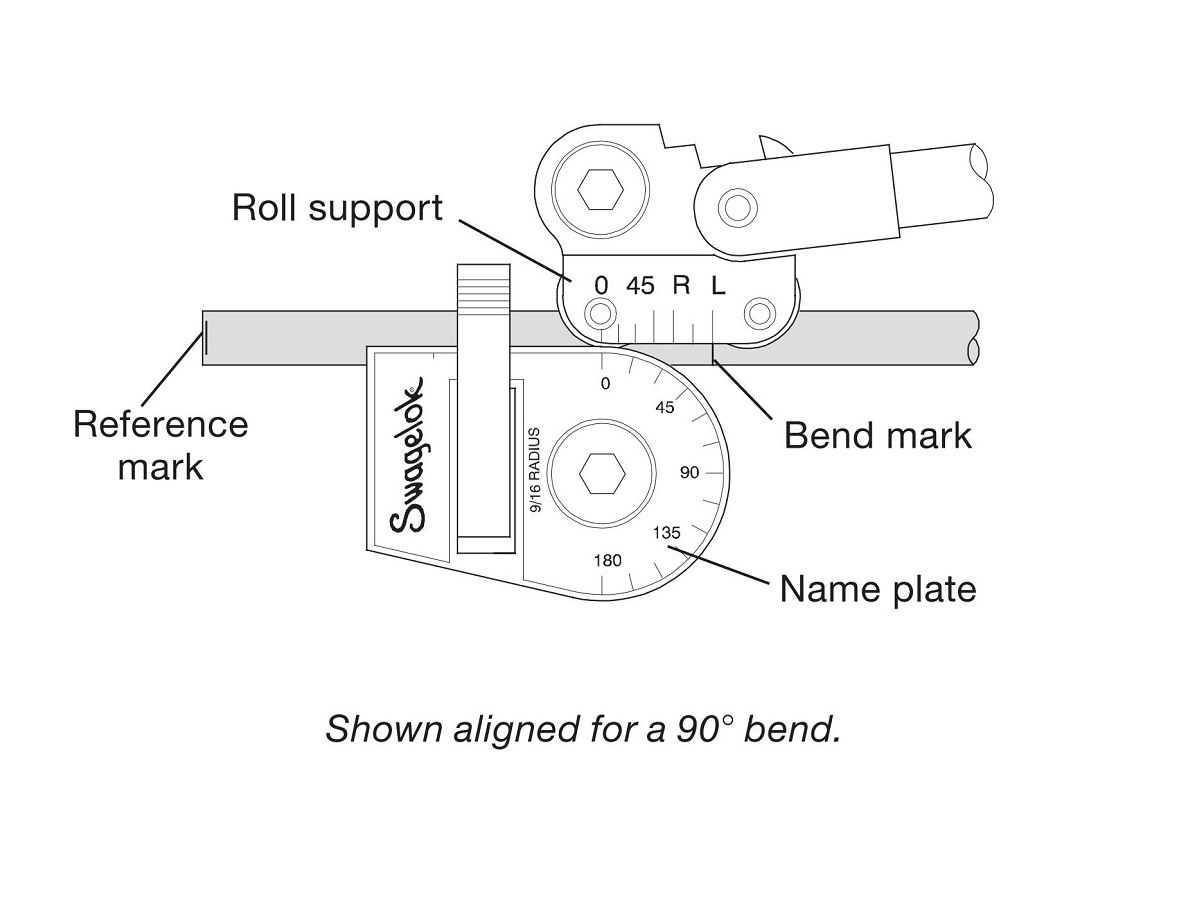
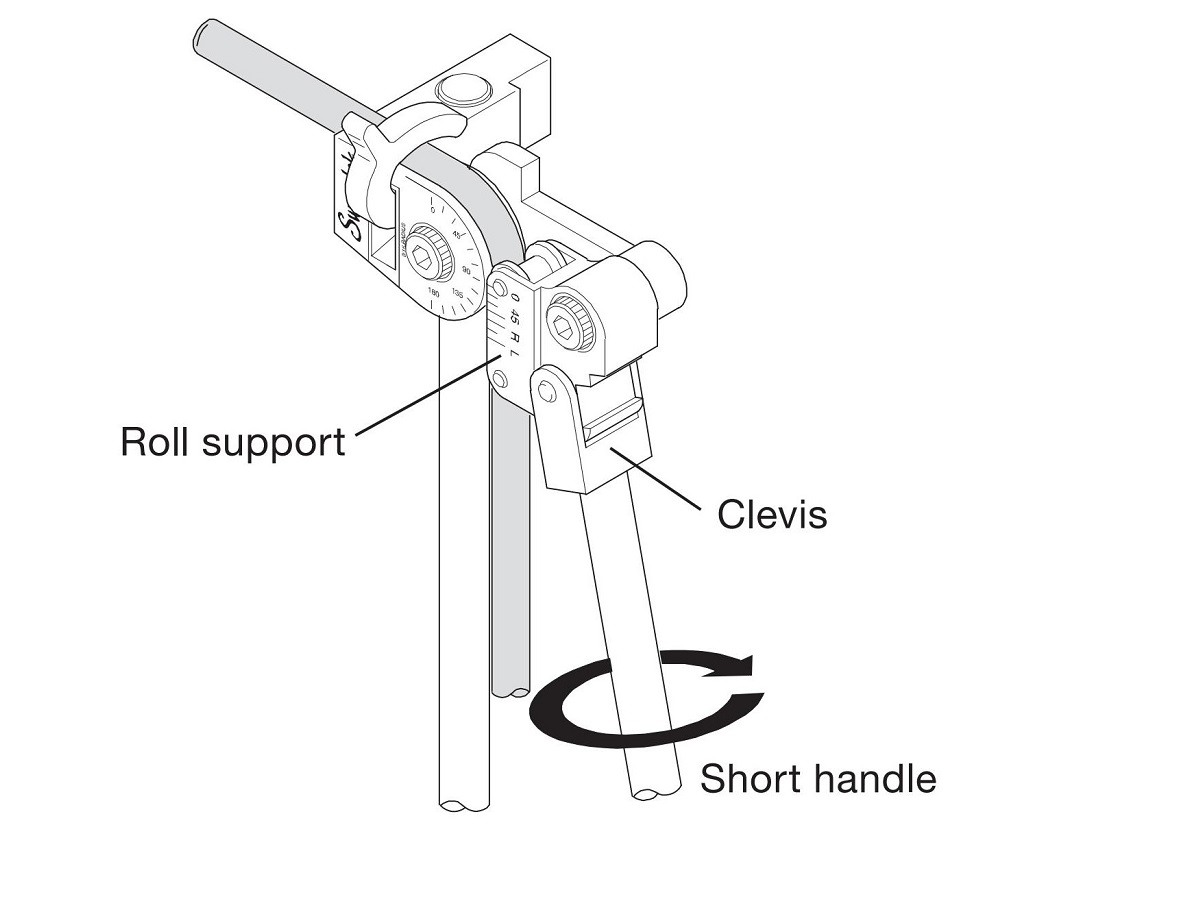
0.1Bender Parçaları
1.0Büküm Hesaplama Yöntemleri
1.1Ofset Büküm Formülü
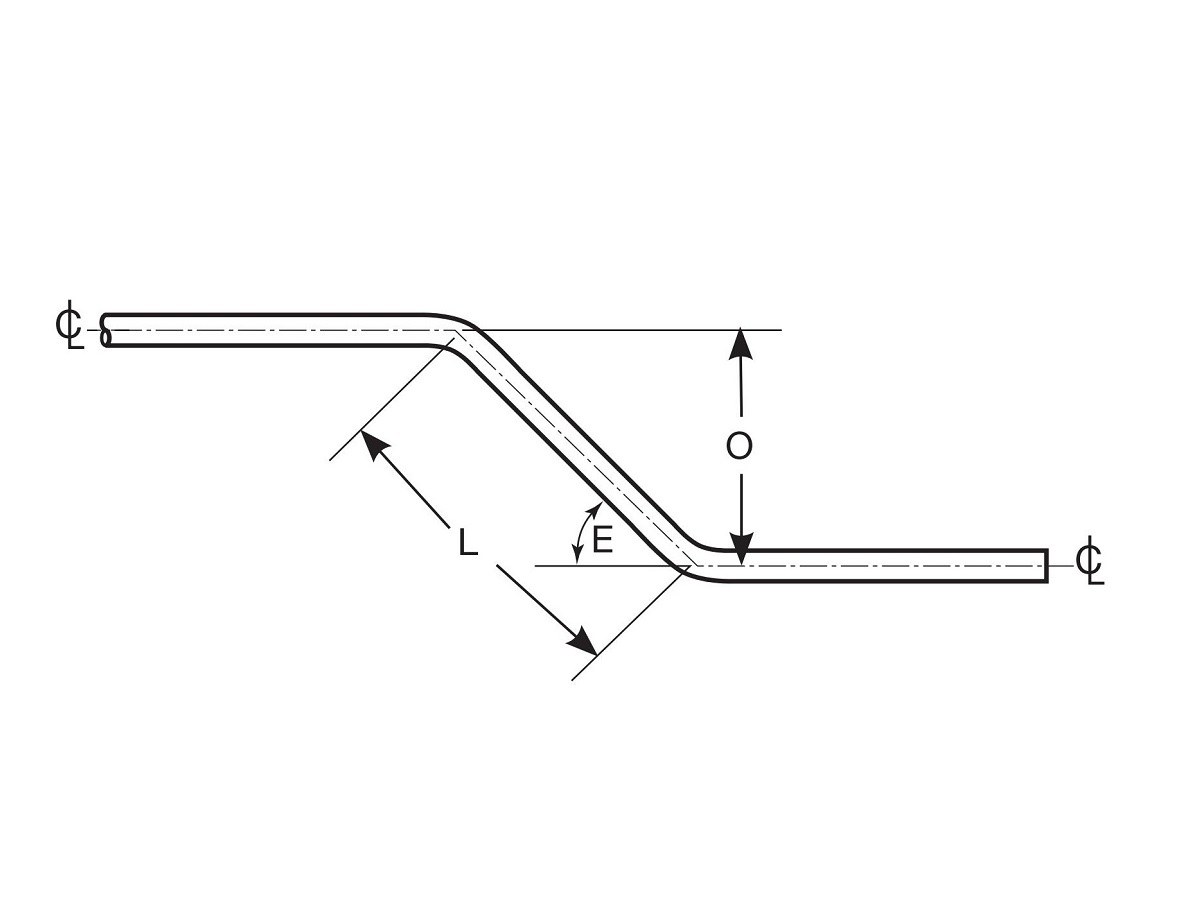
Amaç: Boru hattının merkez hattını kaydırmak için (genellikle engellerin etrafından dolaşmak için).
Formül: L = O × A
L: Bükülme işaretleri arasındaki mesafe (inç cinsinden)
O: Ofset boyutu (inç cinsinden)
A: Ofset büküm payı (açıya göre)
| Ofset Açısı (E) | Ödenek (A) |
| 22,5° | 2.613 |
| 30° | 2.000 |
| 45° | 1.414 |
| 60° | 1.154 |
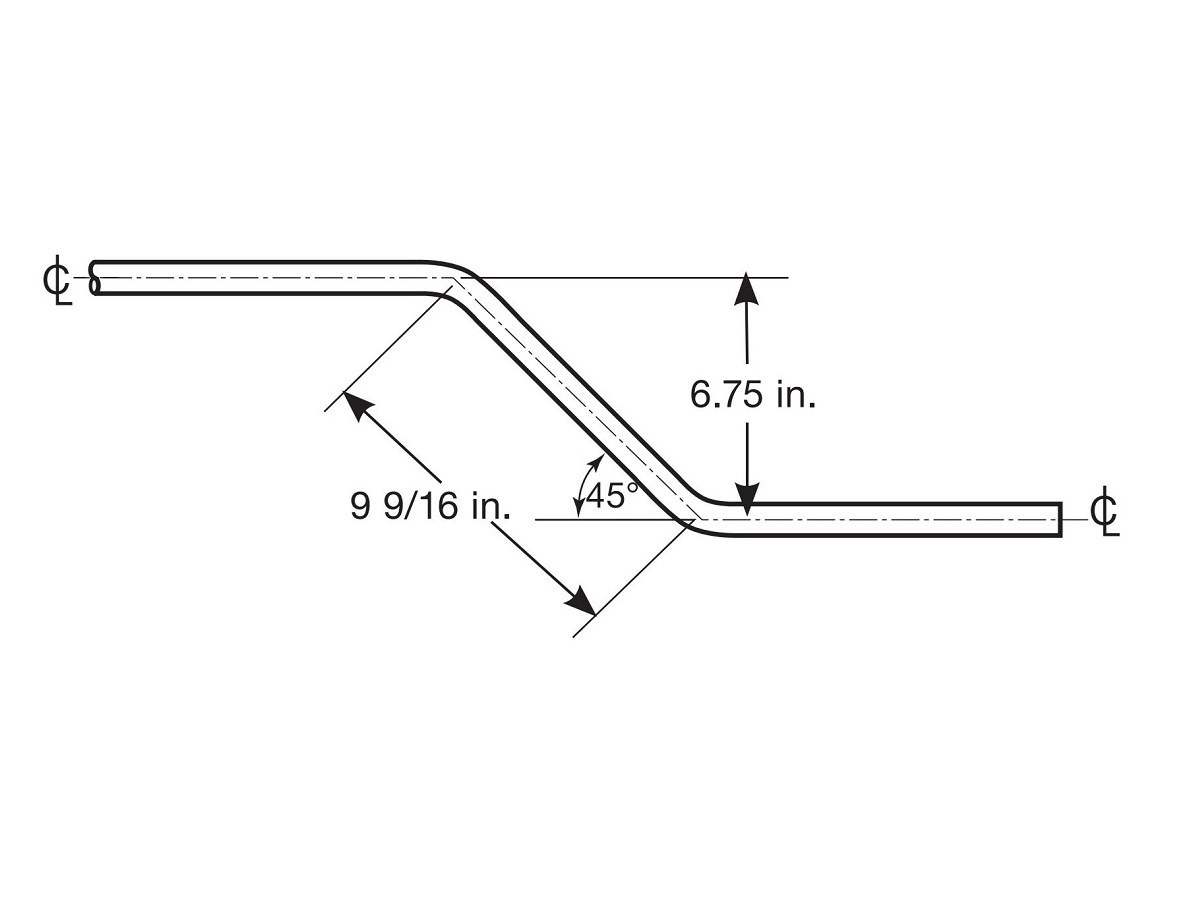
Örnek:
Ofset = 6,75 inç, Açı = 45°
Hesaplama: 6,75 × 1,414 = 9.55 inç (≈ 9⁹⁄₁₆ inç)
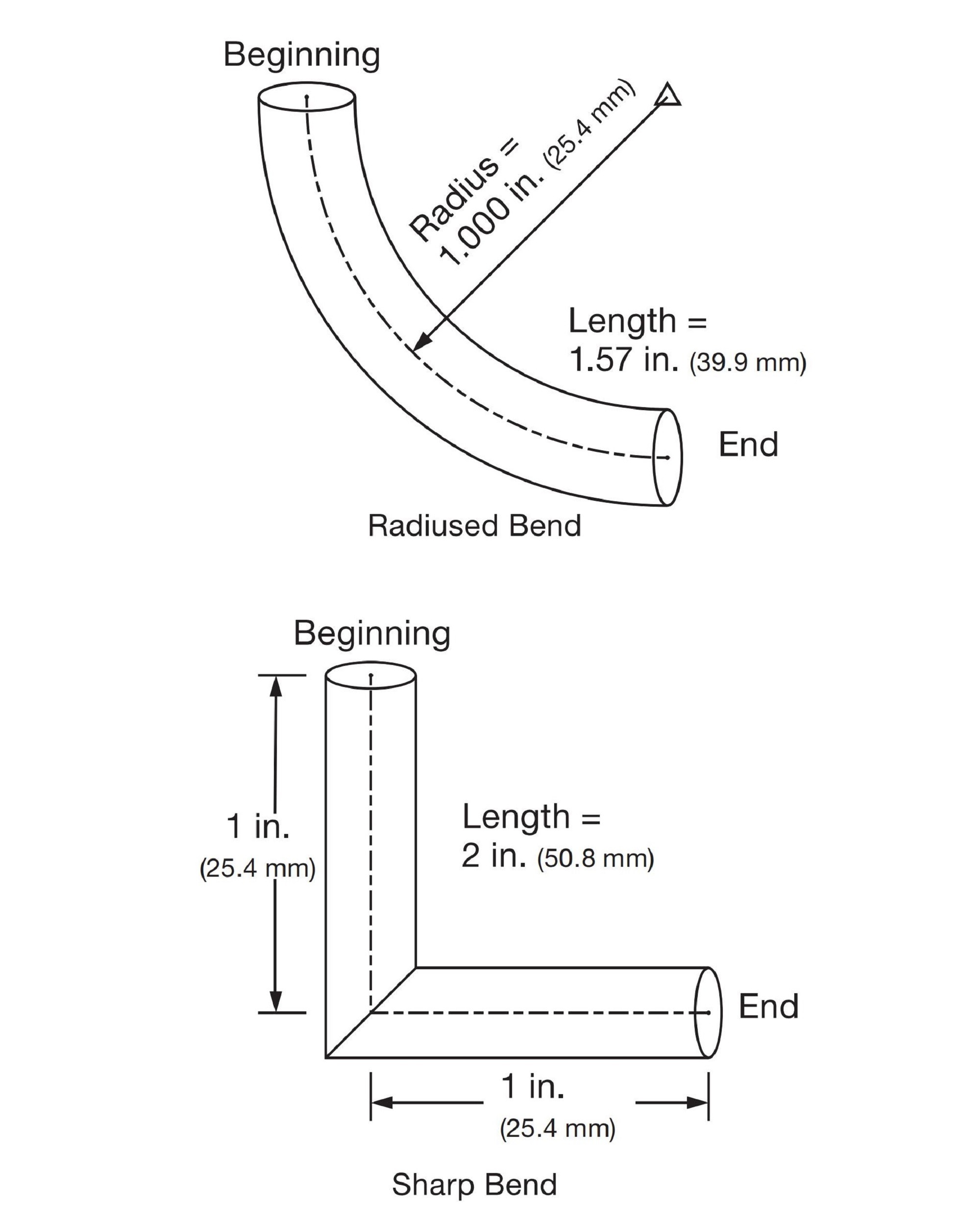
1.2Ayarlama (Kazanç) Hesaplamaları
Tanım: Kavisli bir dirsek ile keskin bir köşe için kullanılan boru uzunluğundaki fark.
Kural: Her yeni virajda,
Yeni işaret = Önceki işaret + yeni bacak uzunluğu − önceki virajın kazancı
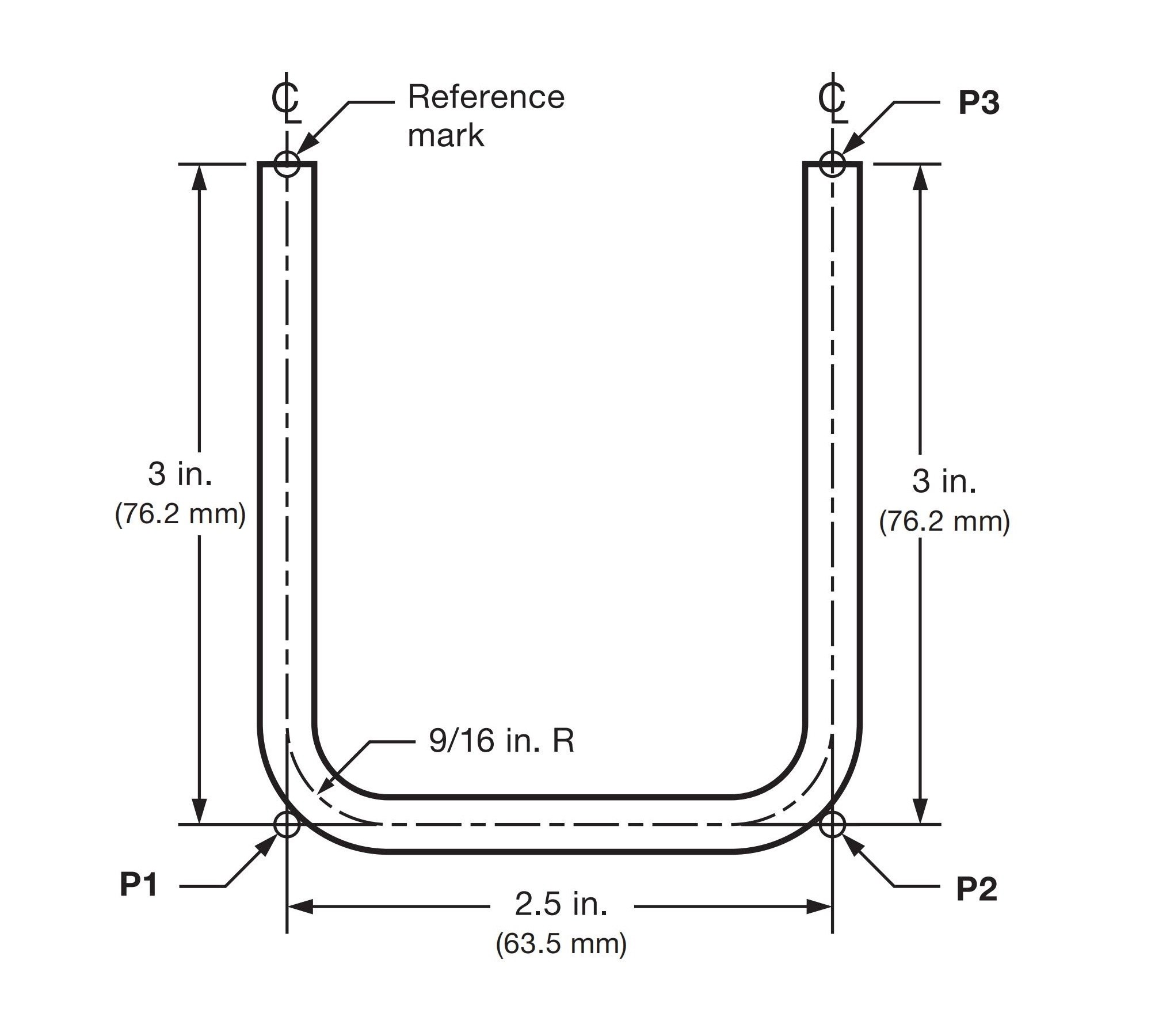
Örnek:
Boru boyutu: 1/4 inç, Bükülme yarıçapı: 9/16 inç
90° için kazanç = 5/16 inç
Adım adım:
P1 = 3 inç
P2 = P1 + 2,5 inç − 5/16 inç = 5³⁄₁₆ inç
P3 = P2 + 3 inç − 5/16 inç = 7¹³⁄₁₆ içinde
1.3Düzlem ve Yöndeki Değişiklikleri Belirleme
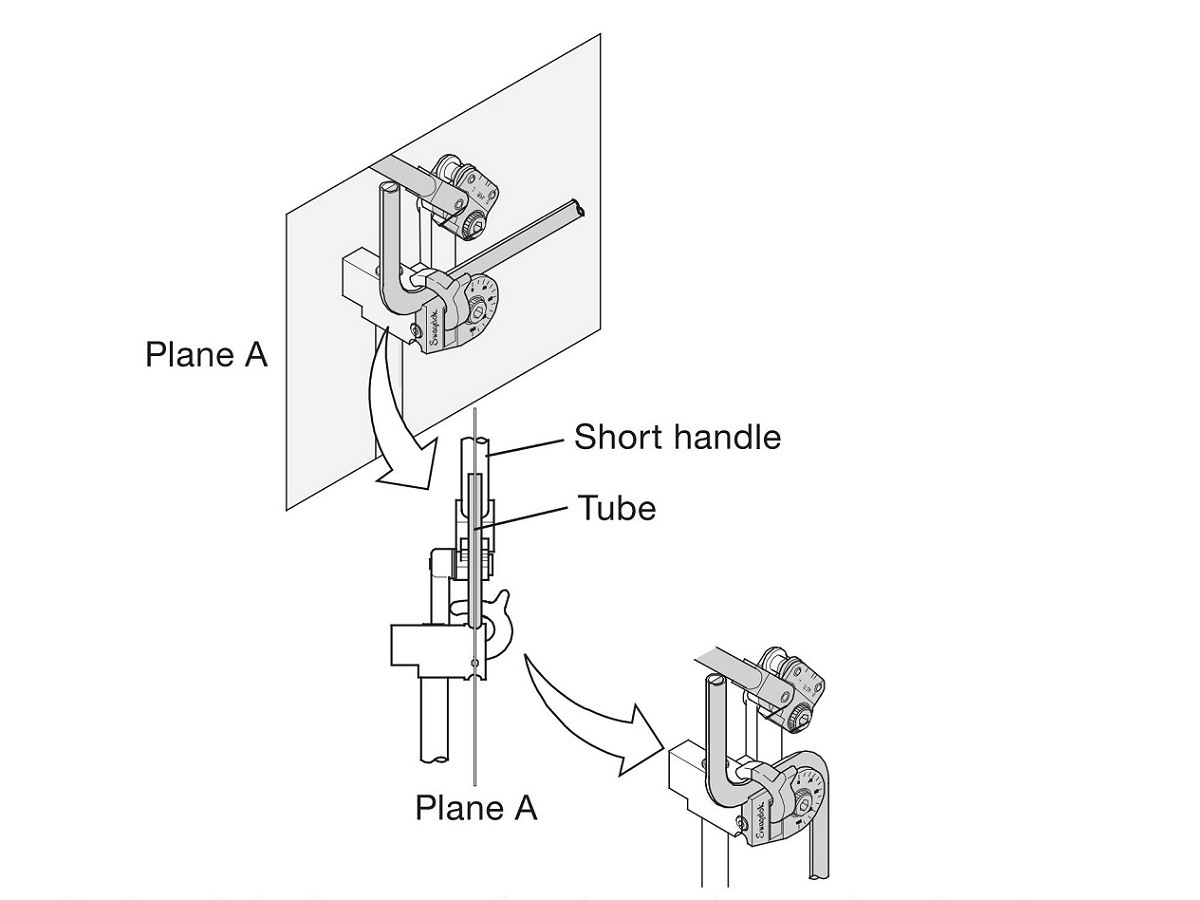
Aynı boru parçası üzerinde birden fazla büküm yaparken, her bükümün doğru yönde yapıldığından emin olun.
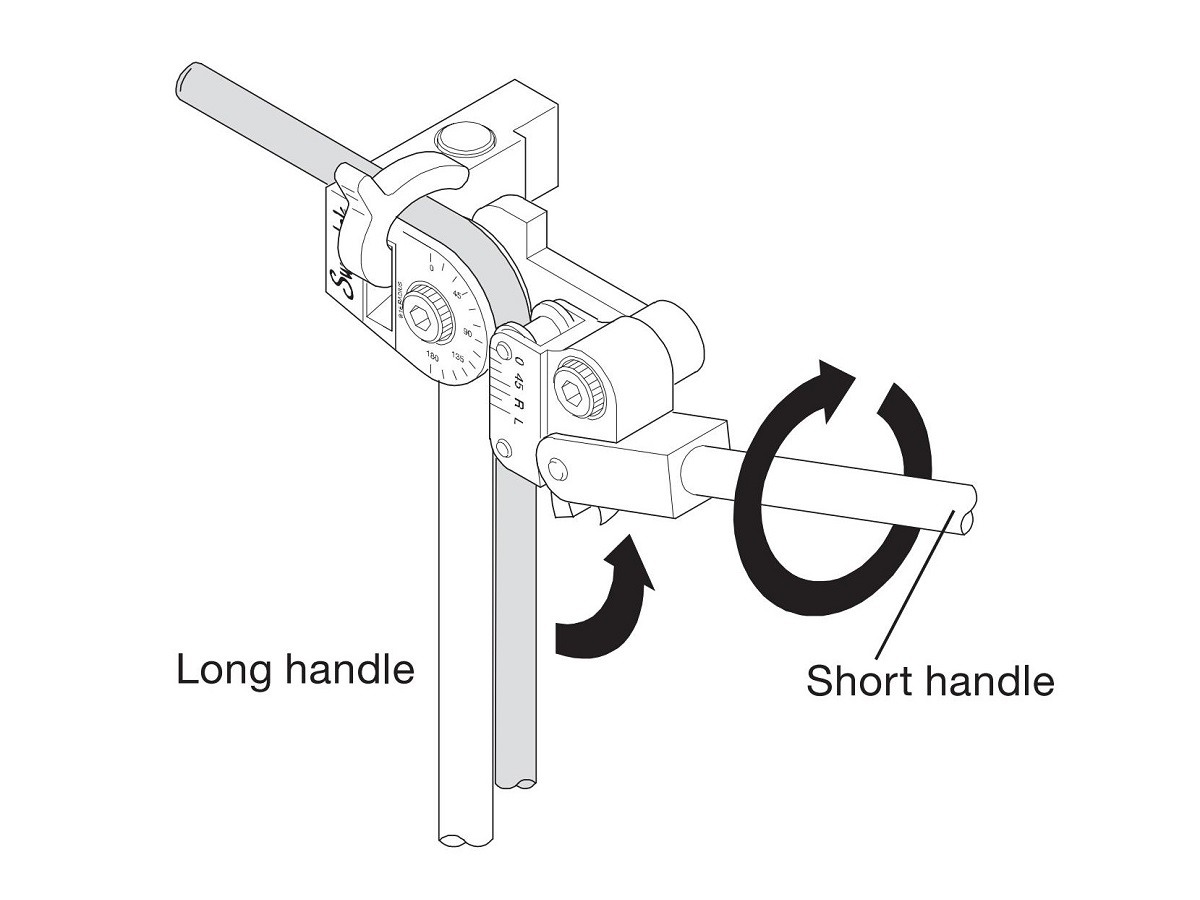
- Zıt Yön Bükülmeleri: Önceki bükümün tersi yönündeki bükümler için boruyu yükseltilmiş kısa sapla (Düzlem A) hizalayın.
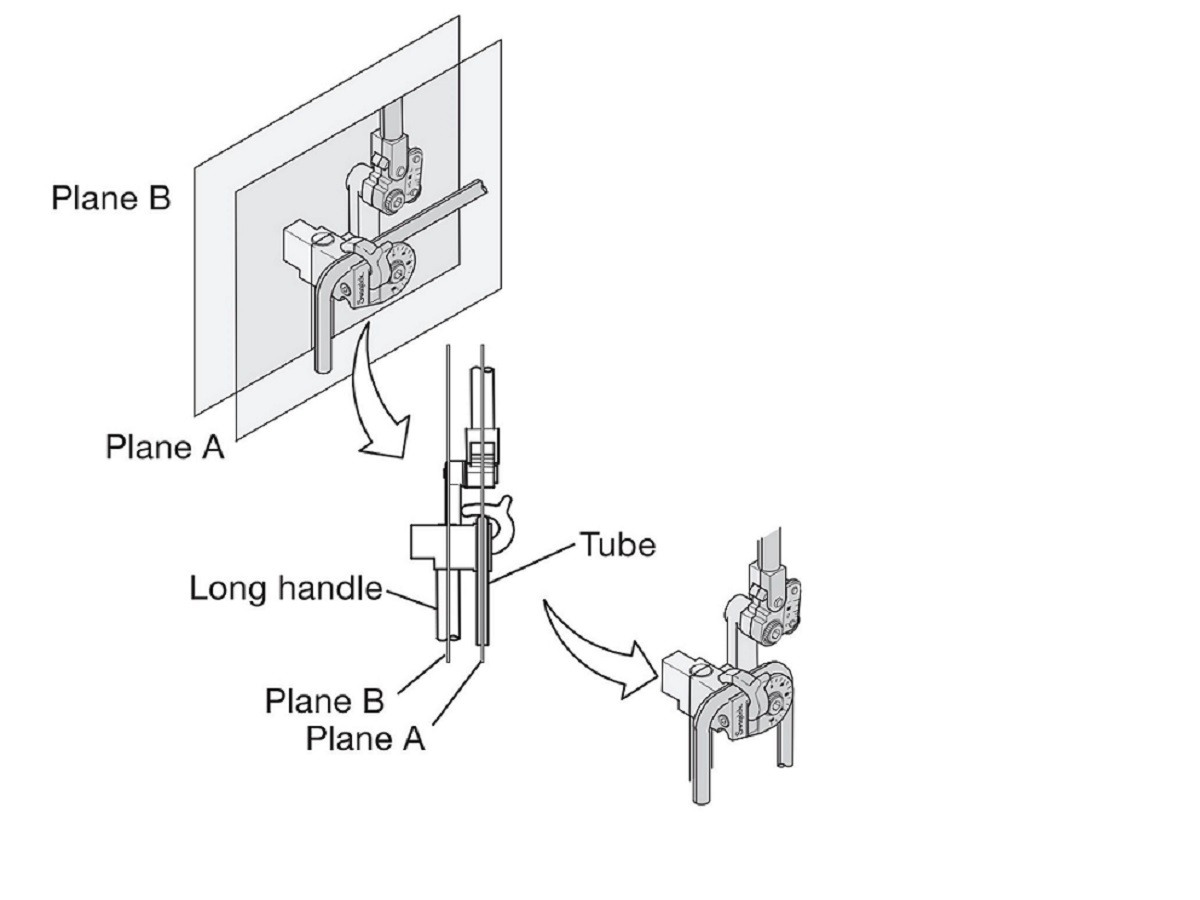
- Aynı Yön Bükülmeleri:Önceki bükümle aynı yöndeki bükümler için boruyu uzun sapa paralel olarak hizalayın (Düzlem B).
2.0Ölçme-Bükme Yöntemi
Senaryo: Referans işaretinden 4 inç uzaklıkta 90°'lik bir büküm yapın, ardından 4 inç aralıkla 45°'lik bir büküm yapın.
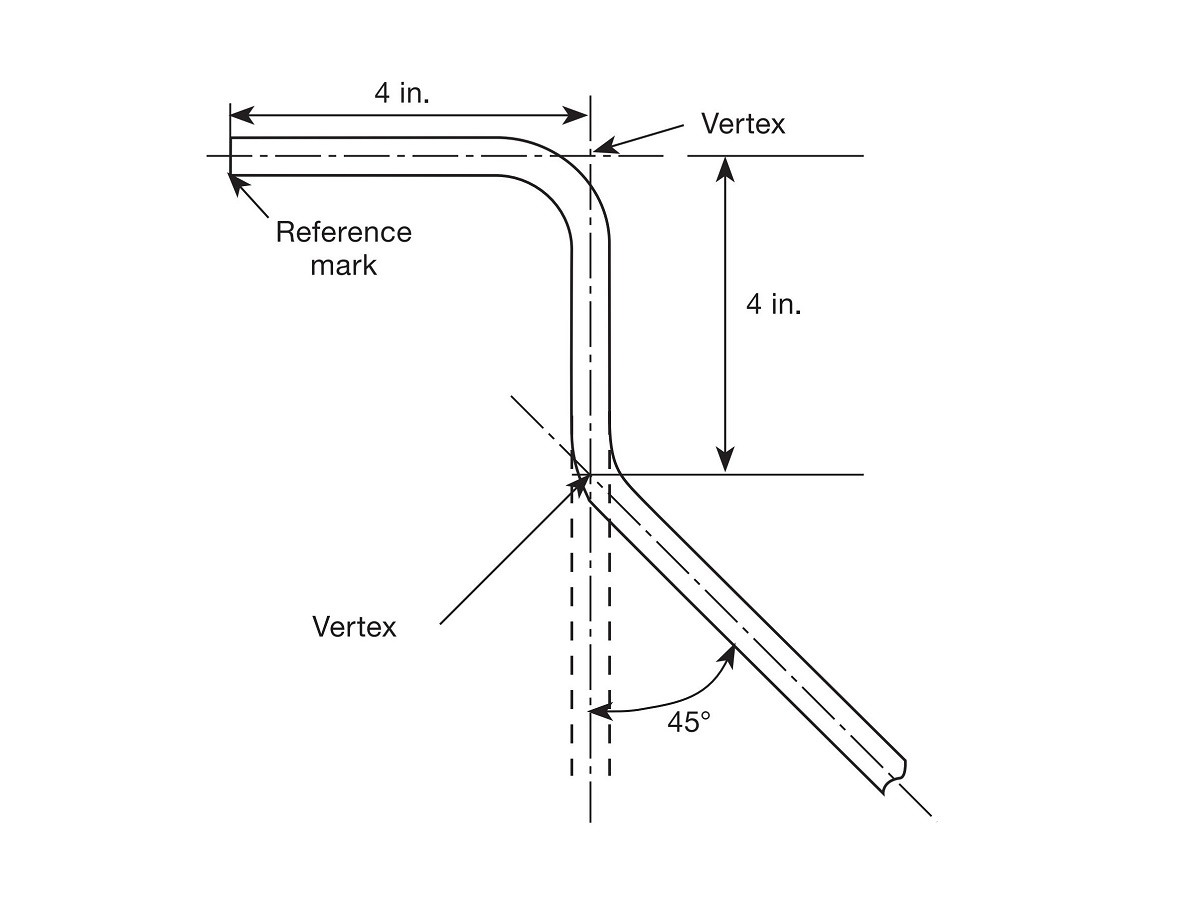
Adımlar:
- Tüpün ucuna bir referans işareti koyun.
- 90° büküm için işaretten itibaren 4 inç ölçün.
- Bükücüyü kullanarak 90° bükün.
- 90° bükümün tepe noktasından 4 inç ölçün ve 45° bükümü işaretleyin.
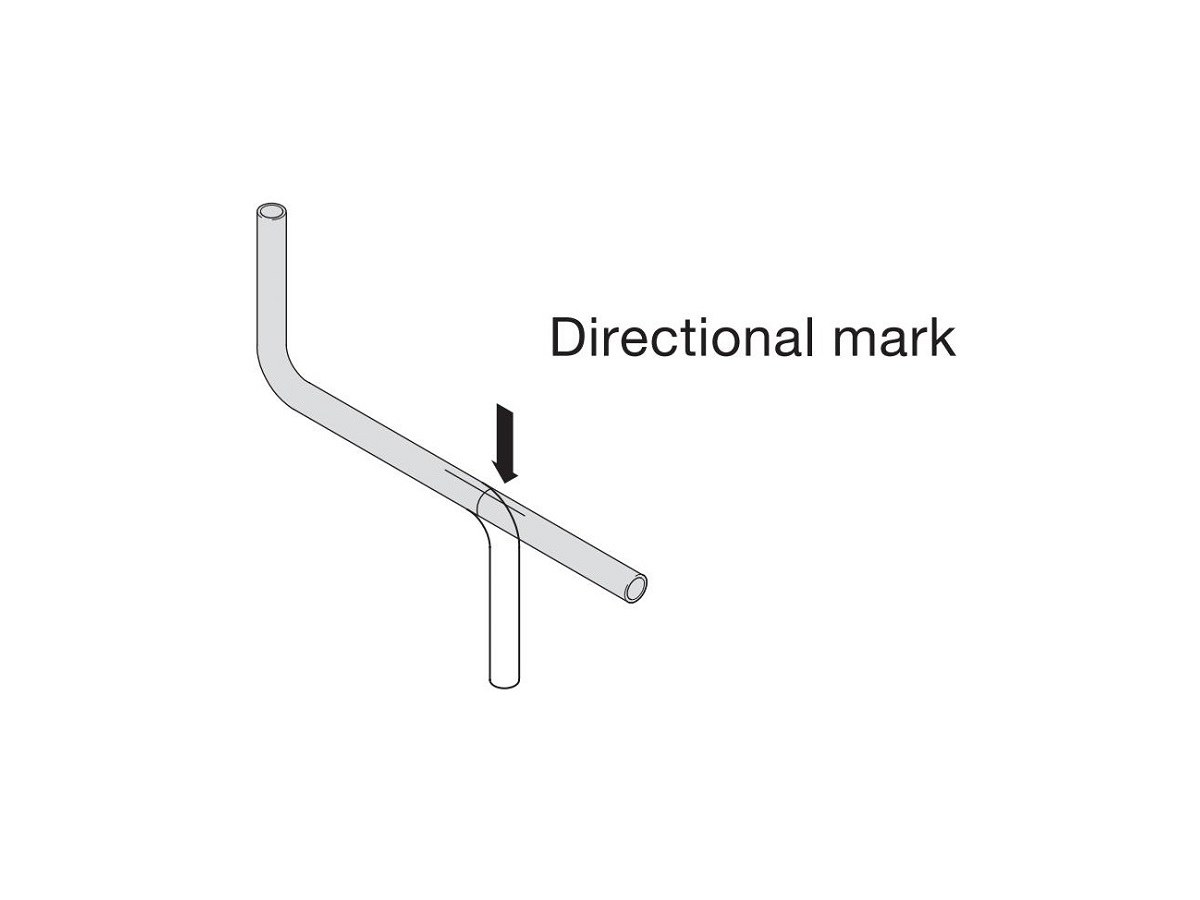
- 45°'lik kıvrımın dışını belirtmek için bir yön işareti ekleyin.
- 45° bükün.
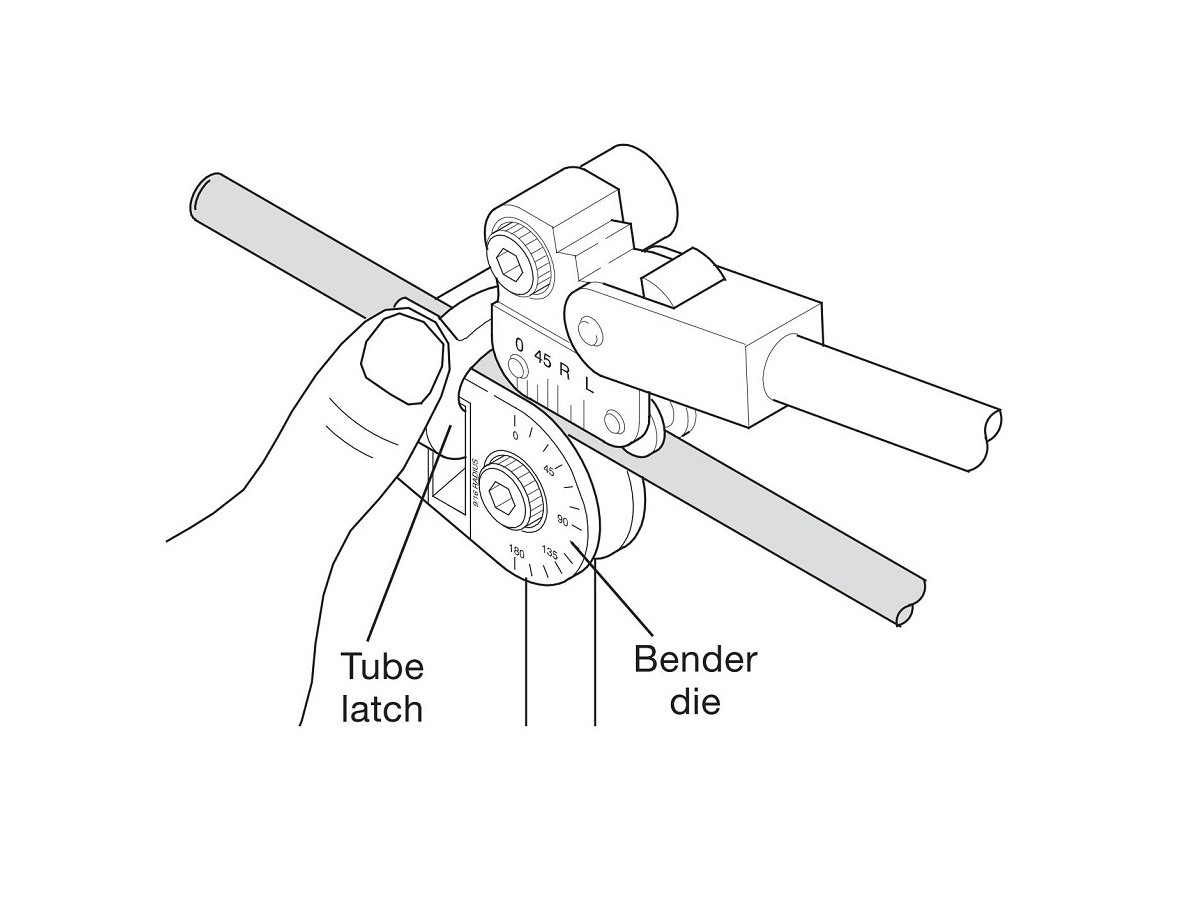
3.0Bender'ı Kullanma ve Bükme Yapma
3.1≤ 90° Bükülmeler İçin
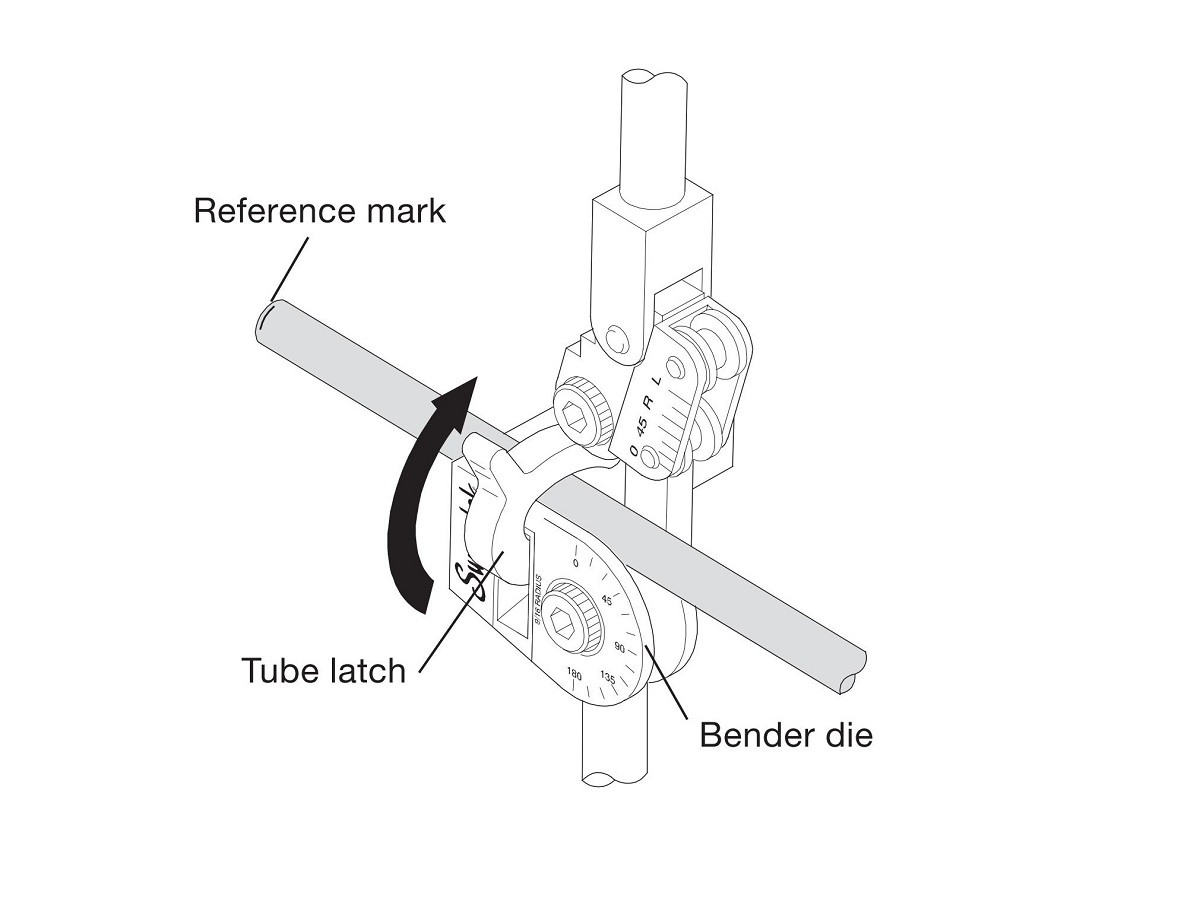
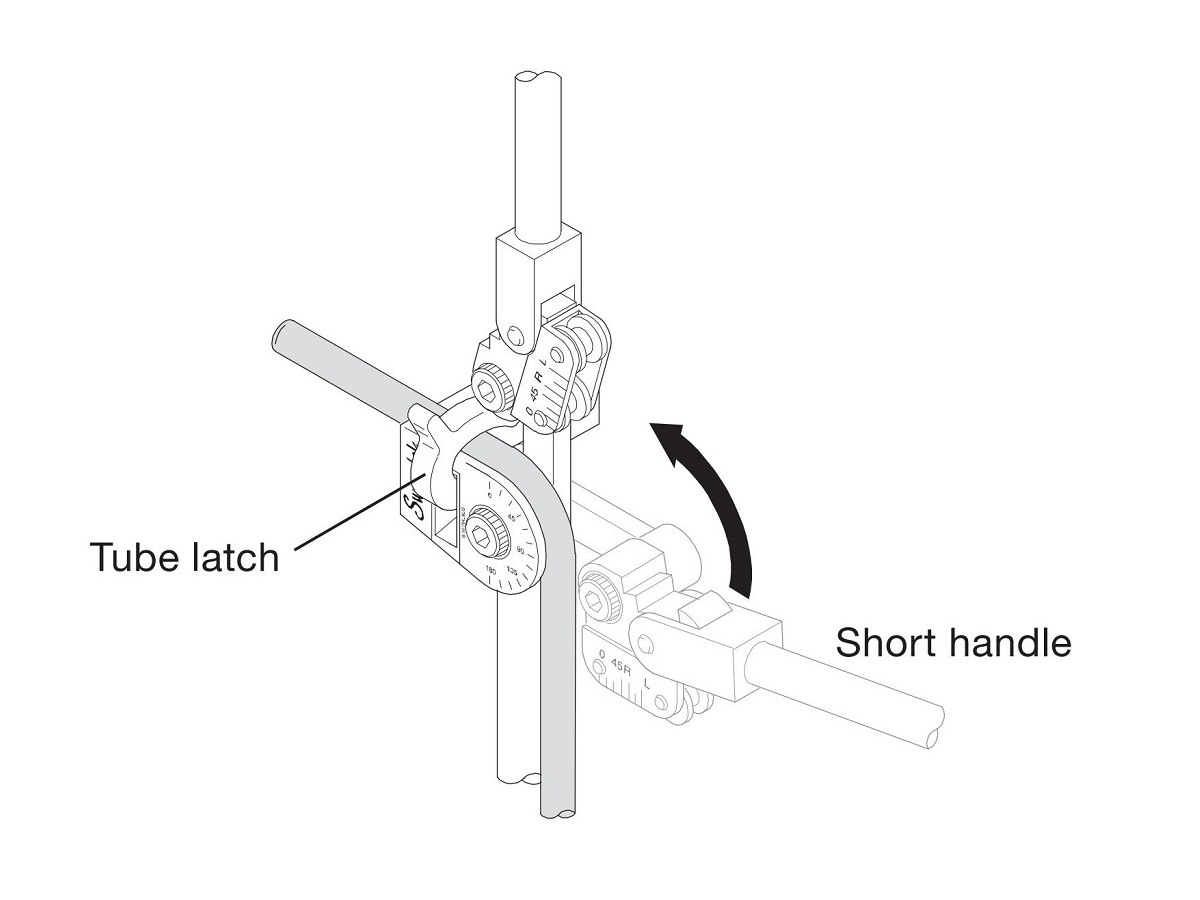
- Boruyu, boru mandalının solundaki referans işaretine hizalayın.
- Tüpü mandalla yavaşça sabitleyin.
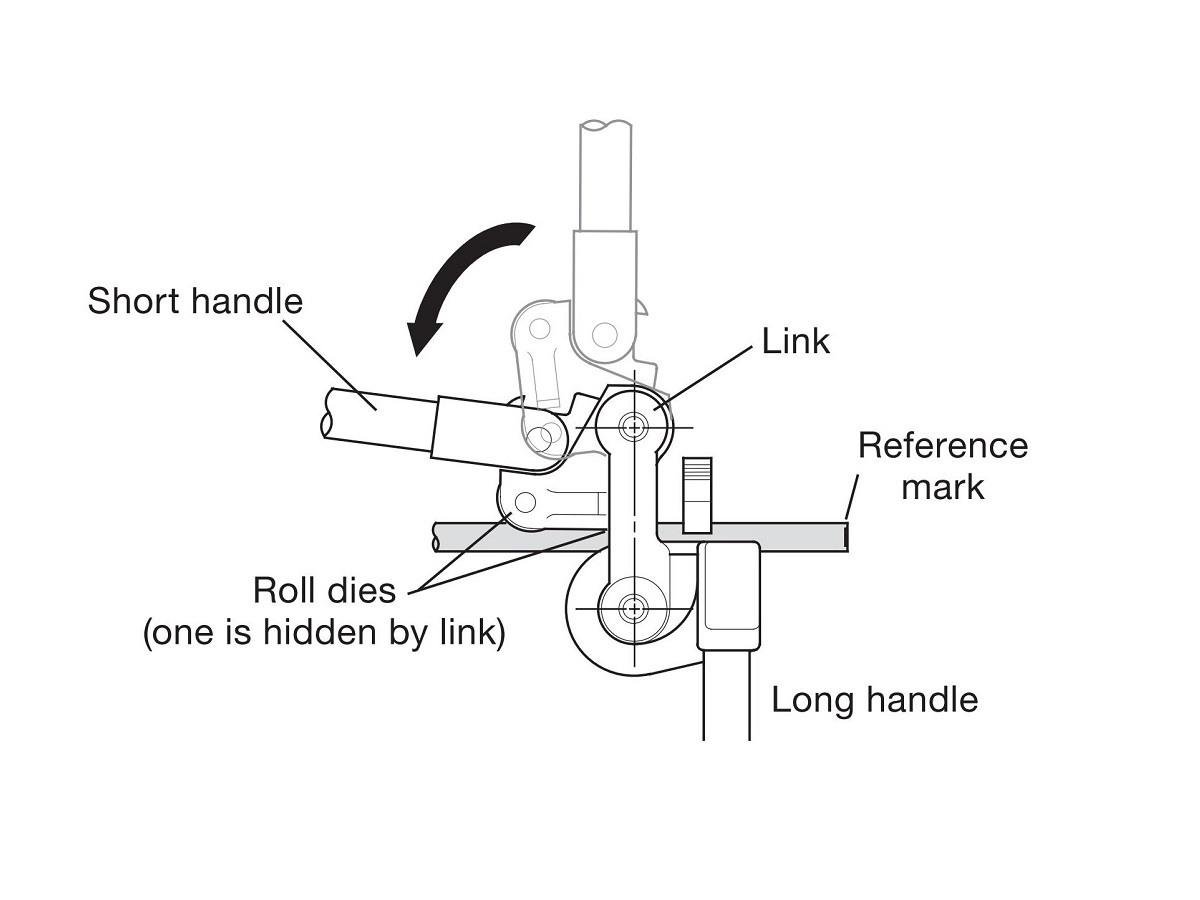
- Kısa sapı rulo kalıpları tüpe temas edene kadar indirin.
- Bağlantıyı düz ve uzun sapa paralel tutun.
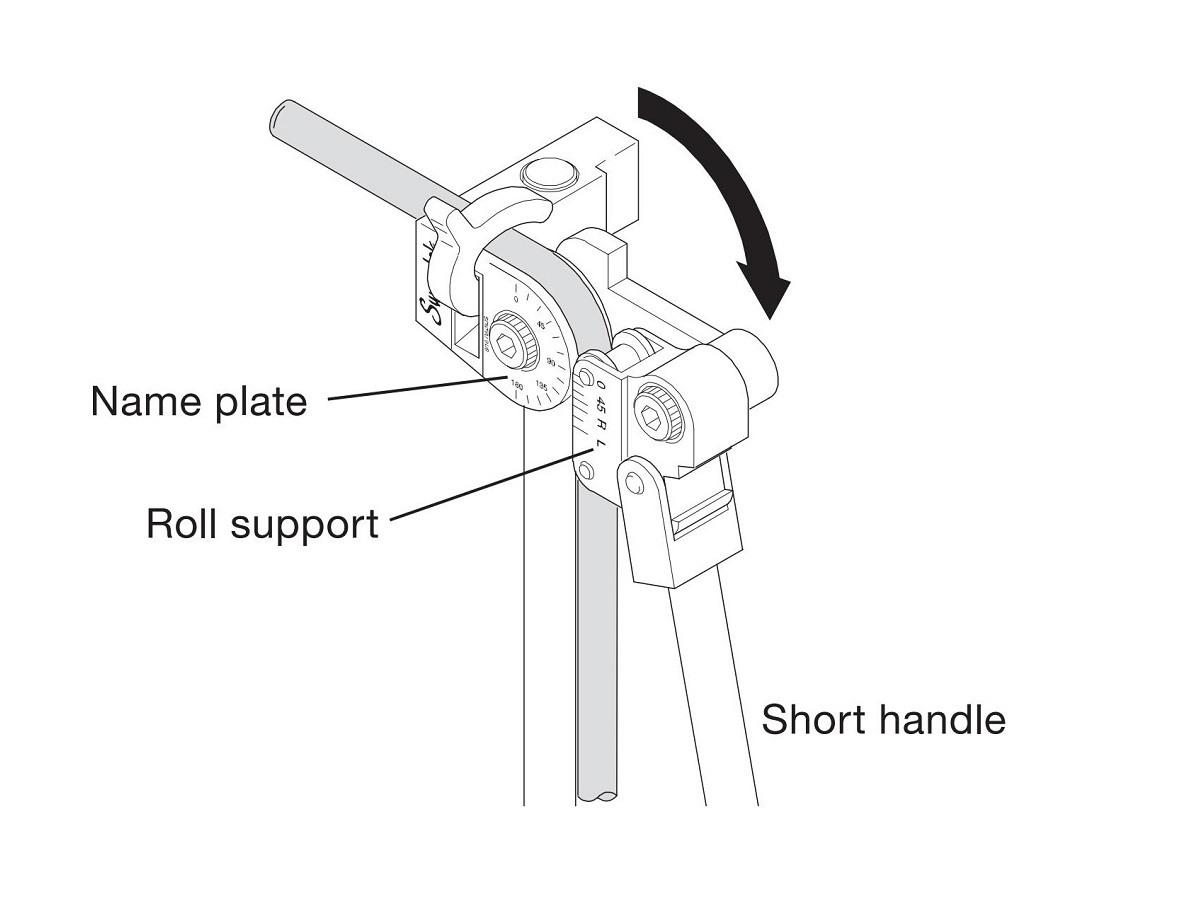
- Rulo desteğindeki 0°'yi isim plakasındaki hedef açıyla hizalayın.
- Kısa sapı aşağıya doğru iterek bükün.
- Tüpü serbest bırakın ve çıkarın.
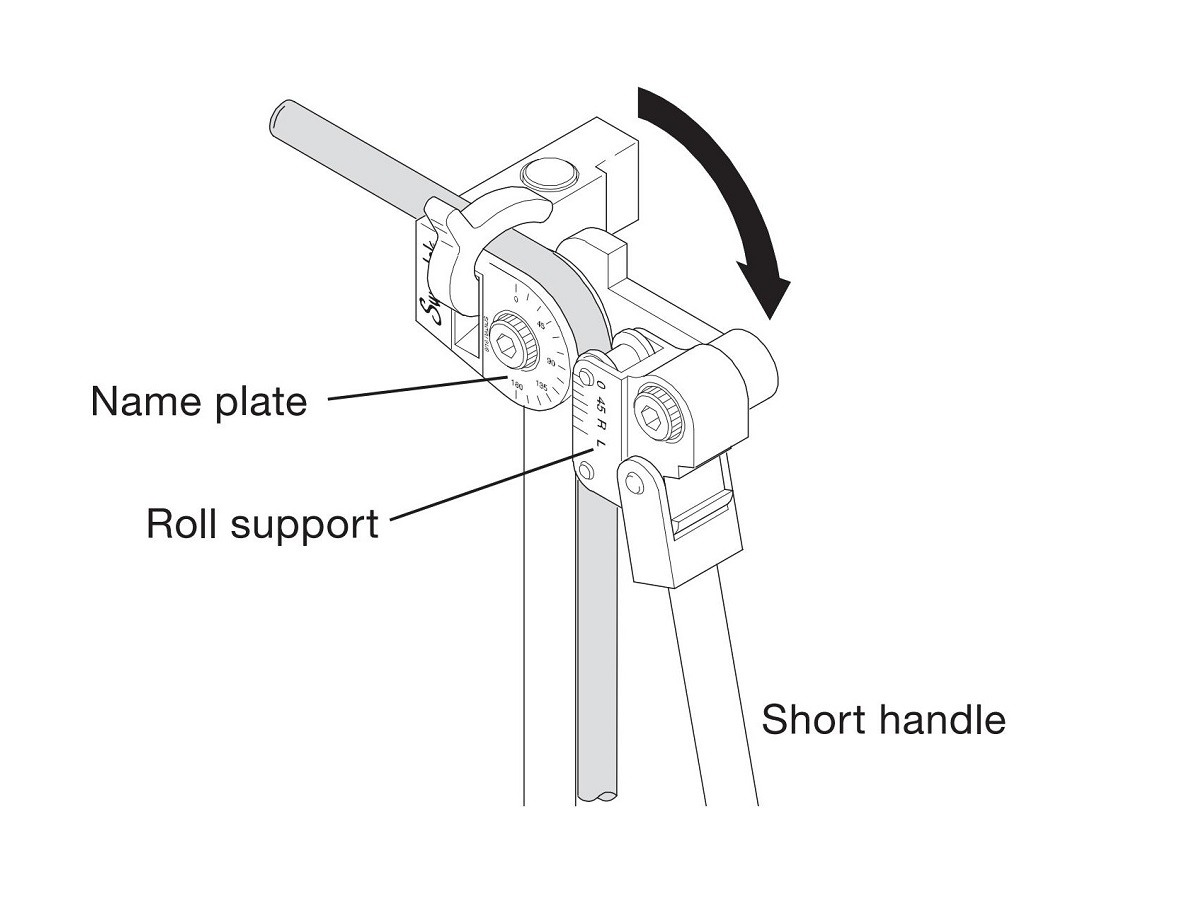
3.2> 90°'lik Bükülmeler İçin
- Kısa Sapı 90°'ye İtin: Rulo desteğindeki 0, isim plakasında yaklaşık 90°'ye ulaşana kadar kısa sapı yavaşça aşağı doğru itin.
- Kısa Sapı Gevşetin: Kısa sapı, rulo desteğini hareket ettirmeden serbestçe sallanabilecek hale gelene kadar çataldan gevşetin.
- Kısa Sapı Yukarı Doğru Sallayın: Kısa sapı, uzun sapın dikine göre biraz daha yukarı gelecek şekilde kaldırın.
- Kısa Sapı Tekrar Sıkıştırın: Bükmenin geri kalanında sürekli dik açılı kaldıraç sağlamak için kısa sapı tekrar sıkın.
- Bend'e Devam: Rulo desteğindeki 0, isim plakasındaki istenilen derece işaretiyle hizalanana kadar kısa sapı itin.
- Kısa Sapı Sıfırla: Kısa sapı, rulo desteğindeki 0 yaklaşık 90°'ye dönene kadar çevirin, ardından gevşetin, uzun sapa paralel olarak yeniden konumlandırın ve tekrar sıkın.
- Kısa Sapı Kaldırın: Kısa sapı yukarı doğru hareket ettirin ve tüpten uzaklaştırın.
- Tüpü çıkarın: Boru mandalını çekip çıkarın ve boruyu bükme oluğundan kaldırın.
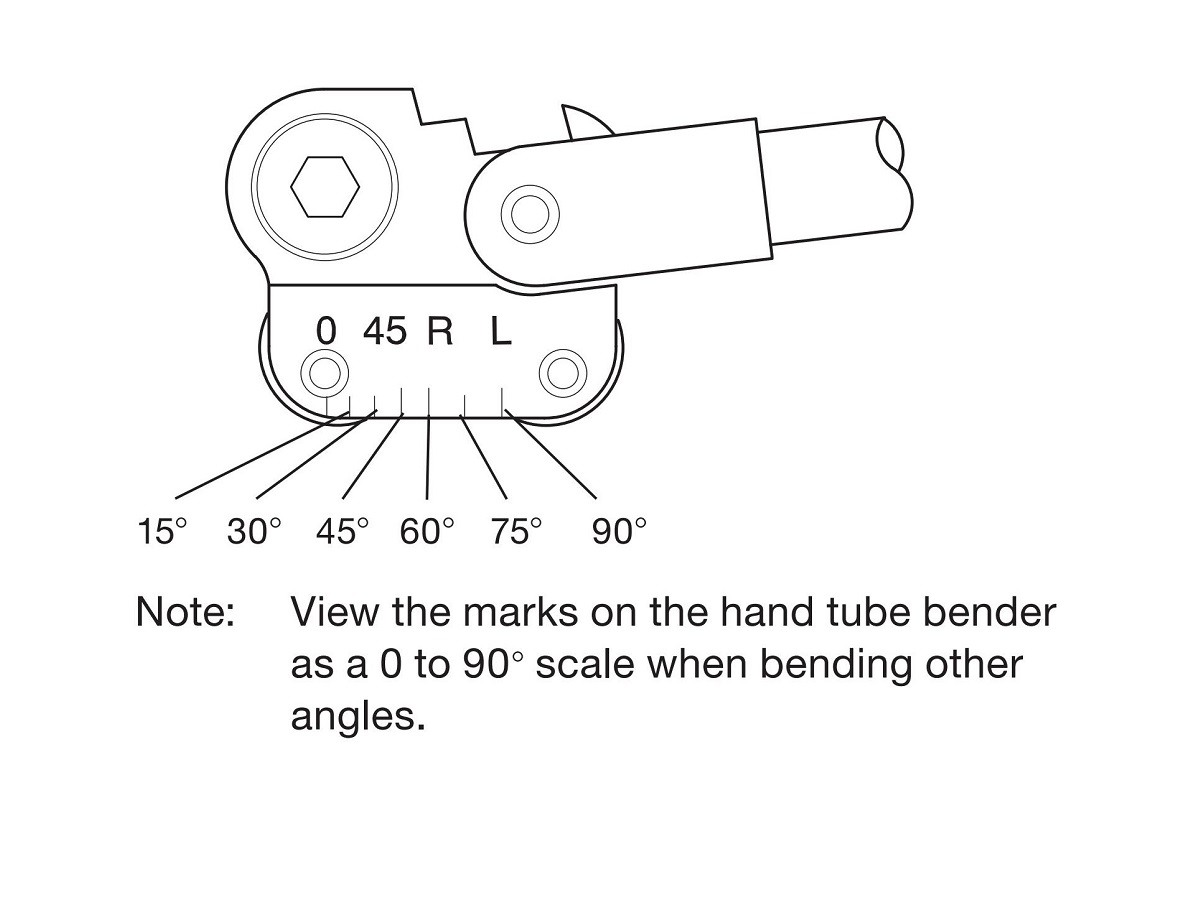
3.3Ters Bükülmeler
- 90° bükümleri rulo desteğindeki “R” işaretine hizalayın.
- Diğer açılar için 0 ile R arasındaki ölçeği kılavuz olarak kullanın.
4.0Yaylanmayı telafi etme
- Springback Nedir?Borular kuvvet bırakıldıktan sonra hafifçe "bükülmemeye" eğilim gösterirler.
- Tipik Tazminat:Malzemeye ve duvar kalınlığına bağlı olarak 1–3° bükün.
- Uç:Son açıları doğrulamak için bir açıölçer veya şablon kullanın.
5.0Yaygın Sorunların Giderilmesi
| Sorun | Neden | Çözüm |
| Kırışık kıvrım | Bükülme yarıçapı çok küçük | Daha büyük bir yarıçap veya daha kalın bir tüp kullanın |
| Düzleştirilmiş viraj | Yanlış bükücü boyutu | Bükücüyü düzeltmek için boru dış çapını eşleştirin |
| Kıvrılmış kıvrım | Aşırı mandal basıncı | Daha yumuşak borulardaki kuvveti azaltın |
| Puanlama veya notlar | Hasarlı veya kirli bükücü parçaları | Bileşenleri temizleyin veya değiştirin |
Referanslar:
https://www.superlokworld.com/blog/how-to-bend-stainless-tubing
https://tameson.com/pages/pipe-bender-manual




