

Bıçak dövmek, ısı kontrolü, metal şekillendirme ve ısıl işlemi bir araya getiren geleneksel bir zanaattır. İster geri dönüştürülmüş otomotiv yay çeliği (yüksek karbonlu çelik) ister endüstri standardı O1 takım çeliği kullanın, temel süreç üç temel aşamayı takip eder: ısıtma - şekillendirme - sertleştirmeBu adımları anlayarak ham çelik bir bıçağı işlevsel bir bıçağa dönüştürebilirsiniz.
1.0Çelik Seçimi: Özellikleri ve Hazırlanması
Çelik seçimi, bıçağın hem iş akışını hem de nihai performansını belirler. Yüksek karbonlu çelik (otomotiv yay çeliği gibi) ve O1 takım çeliği, yeni başlayanlar için uygun seçeneklerdir, ancak özellikleri ve hazırlama adımları bakımından farklılık gösterirler:
| Çelik Tipi | Kaynak / Özellikler | Hazırlık Notları | En İyi Kullanım Örneği |
| Yüksek Karbonlu Çelik (Yay Çeliği) | Araba bobin yaylarından veya yaprak yaylarından geri kazanılmıştır; karbon içeriği 0,6%–1,0% | Sarmal yaylar tavlama gerektirir (ateşte kızarana kadar ısıtılır, sonra havada soğutulur). Yaprak yaylar doğrudan kullanılabilir. | Bütçe dostu; dövmeyi keşfetmek için ideal |
| O1 Takım Çeliği (Yağda Söndürülmüş) | Ticari olarak temin edilebilen kütükler; karbon içeriği 0,9%–1,0%; dengeli tokluk | Dövmeye hazır, tavlama gerektirmez | Tutarlı sonuçlar; pratik için ideal |
Hazırlık İlkeleri:
- Yay çeliği fabrikada işlenir (sertleştirilir). Sarmal yaylar kesilmeden önce tavlanmalıdır (yumuşadıktan sonra taşlama makinesi veya demir testeresi kullanın). Yaprak yaylar düzdür ve genellikle tavlamadan dövülebilir.
- O1 çeliği, tedarik edildiği haliyle nispeten yumuşaktır ve doğrudan ısıtma ve dövme işlemine tabi tutulabilir.


2.0Temel Araçlar: Genel Ekipman ve Özel Araçlar
Bıçak dövmek aşırı karmaşık ekipmanlar gerektirmez, ancak doğru aletlere sahip olmak hem güvenliği hem de verimliliği sağlar. Aletler şu şekilde gruplandırılabilir: güvenlik – ısıtma – dövme – işlemeçeliğe bağlı olarak bazı farklılıklar göstermektedir.
2.1Güvenlik Ekipmanı (Tüm Aşamalar İçin Gerekli):
- Darbeye dayanıklı güvenlik gözlükleri: Kıvılcım ve metal parçacıklarını engellemek için gözleri tamamen kapatmalıdır (normal gözlük yeterli değildir).
- Isıya dayanıklı eldivenler: Deri eldiven önerilir; yalıtım ve el becerisini dengeler (sıcak çeliğe asla çıplak elle dokunmayın).
- Isı kalkanları veya yangın battaniyeleri: Kıvılcımların yakındaki malzemeleri tutuşturmasını önlemek için ocağın etrafına yerleştirin.
2.2Temel Dövme Aletleri (Genel):
- Isıtma kaynağı: Bir demirci ocağı, ev yapımı fırın veya kömür ateşi (dövme sıcaklığına ulaşmak için bir üfleyici kullanılmalıdır).
- Örs: Herhangi bir düz demir blok; küçük bir örs (10-20 kg) ev kullanımı için uygundur.
- Çekiç: Şekillendirme için 1-2 lb'lik yuvarlatma çekici; daha ince ayarlamalar (bıçak ucu, eğimler) için çapraz çekiç.
- Maşa: Stokunuzu güvenli bir şekilde kavrayacak şekilde boyutlandırılmış, özel olarak üretilmiş dövme maşaları (kayma ve yanma risklerini azaltır).
2.3İşleme Araçları (Çelik-Özel):
| Adım | Yüksek Karbonlu Çelik (Yay Çeliği) | O1 Takım Çeliği |
| Kesme | Açı taşlama makinesi (kaba disk) veya demir testeresi | Yay çeliğiyle aynıdır (O1 daha yumuşaktır, kesilmesi daha kolaydır) |
| Söndürme | Söndürme: Yağ (yay çeliğinde çatlamayı önlemek için önerilir) | Yağ (daha yavaş soğuma, çatlamayı önler) |
| Tavlama | Fırın (400–500°F / 204–260°C) veya sabit kömür ısısı | Aynı yöntem; sıcaklık kontrolü daha kritik (250–350°F / 120–175°C) |
3.0Şekli Dövmek: Boştan Bıçağa
Dövmenin özü şudur: sıcak metalin akışını yönlendirmekÇelik türü ne olursa olsun, her zaman aşağıdaki prensipleri izleyin: ilerici bir şekilde çalışarak ve simetrik bir şekilde şekillendirerekBu, bıçağı zayıflatabilecek lokal stresi veya aşırı çalışmayı önler.
3.1Isı Kontrolü: Sıcaklığı Renge Göre Değerlendirme
| Renk | Sıcaklık Aralığı (°C) | Süreçteki Anlam |
| Koyu Kırmızı | 650–730°C | Kritik noktaya yakın; normalleştirme ve stres giderme için kullanılır |
| Kiraz Kırmızısı | 760–850°C | Yüksek karbonlu çelik için tipik söndürme ısısı |
| Turuncu-Kırmızı | 850–950°C | Standart dövme aralığı |
| Parlak Sarı | 1000–1100°C | Yüksek dövme ısısı; aşırı ısınma durumunda yanma riski |
| Saman Sarısı | 150–230°C | Tavlama rengi (düşük tav aralığı) |
3.2Çelik Türleri ve Isıl İşlem Parametreleri
| Çelik Tipi | Dövme Sıcaklığı (Renk) | Minimum Dövme Sıcaklığı | Tavlama Sıcaklığı (Yöntem) | Söndürme Isısı (Renk) | Önerilen Söndürme Ortamı |
| Yüksek Karbonlu Çelik (örneğin, 5160 yay çeliği) | 900–1050°C (turuncu ila parlak turuncu) | ≥800°C | 800–820°C, tutun ve ardından 650°C'nin altına yavaşça soğutun | 820–840°C (kirazdan turuncu-kırmızıya) | Yağ söndürme (su çatlaklara neden olabilir) |
| O1 Takım Çeliği | Isıtma Sıcaklığı: Kiraz kırmızısı (790–820°C) | ≥815°C | 800–850°C'de tutun ve ardından 650°C'nin altında fırında soğutun | 790–820°C (kiraz kırmızısı) | Yağ söndürme |
Temel Uygulamalar:
- Çeliği ısıtın eşit olarak—oksidasyon ve yanmaya neden olan sıcak noktalardan kaçının.
- Çeliği ocaktan çıkarırken, denge noktasından güvenli bir şekilde tutmak için maşa kullanın. Bu, kazaları önler ve çekiç kontrolünün daha iyi olmasını sağlar.


3.3Uç ve Bıçak Gövdesinin Dövmesi: Adım Adım
(1) Ucun Dövülmesi
Isıtılmış ham parçanın bir ucunu örsün üzerine yerleştirin. Ucu kademeli olarak sivriltmek için yuvarlatma çekici kullanın:
- Yüksek karbonlu çelik: İle çalışmak daha hafif, daha hızlı vuruşlar yüksek sertliği nedeniyle çatlamaması için.
- O1 çelik: Şekillendirmesi daha kolaydır; biraz daha sert darbeler mümkündür, ancak simetriyi korumak için çeliği her 3-4 vuruşta çevirin.
- İşaretleme: Şekillendirmeden önce bir tarafı kenar, diğer tarafı da omurga olarak belirleyin. Bu, daha sonra düzeltme ihtiyacını en aza indirir.
(2) Tang'tan Ayrılmak
Sap, bıçağın sapını sabitleyen kısmıdır. İşlemin başlarında tanımlayın:
- Uzunluk: En az 5 cm boşluk bırakın. Daha uzun saplar için 7,5-10 cm önerilir.
- İşaretleme: Sapın başladığı yerde çentik açmak için çekiç darbeleri kullanın, böylece bu bölgenin kazara incelmesini önleyin. Zayıf bir sap, sapın dayanıklılığını tehlikeye atar.
(3) Pahların Düzleştirilmesi ve Dövülmesi
Bıçak, uçtan uca doğru kademeli olarak inceltilmeli ve aynı zamanda eğimler (erken kesici kenar) oluşturulmalıdır:
- Genel inceltme: Tekrar ısıtın, ardından bıçağın her iki tarafını hafifçe çekiçleyin, sapından ucuna doğru eşit şekilde dönüşümlü olarak. Sapmayı 1 mm'nin altında tutun. Mümkünse, Pnömatik Dövme Güç Çekici Bu vuruşları daha hızlı ve eşit bir şekilde gerçekleştirmek, yorgunluğu azaltmak ve simetriyi korumaya yardımcı olmak için kullanılabilir.
- Konik dövme: Eğimli bir açı (yaklaşık 20-25°) oluşturmak için esas olarak amaçlanan kenar kenarı boyunca vurun. Çarpılmayı önlemek için hemen çevirin ve karşı tarafta tekrarlayın.
- Yaygın sorunlar:
- Şişkinlikler veya kıvrımlar: Tekrar ısıtın ve çekiç tarafıyla düzleştirin; şiddetli kıvrımların kesilmesi gerekebilir.
- Kavisli omurga: Hafif eğrilik normaldir. Daha sonra düşük ısıda ayarlamalar (koyu kırmızı ısı) ve hafif çekiçleme ile düzeltin.



4.0Isıl İşlem: Sertlik ve Tokluğun Kontrolü
Isıl işlem, bıçağın sertleşmesini sağlayan temel adımdır. yumuşaktan serteÜç farklı aşamadan oluşur: tavlama, söndürme ve temperleme. Her çelik türü belirli parametreler gerektirir ve bunların doğru ayarlanması, bıçağın nihai performansını doğrudan belirler.
4.1Tavlama: Stresi Azaltma ve Yumuşatma
Amaç:
Çeliği yumuşatmak, dövme işleminden kaynaklanan iç gerilimi azaltmak ve bıçağın taşlanmasını ve şekillendirilmesini kolaylaştırmak için kullanılır.
İşlem:
- Bıçağı donuk kırmızı bir renge gelene kadar ısıtın (yüksek karbonlu çelik için 800–820°C; O1 çeliği için 870–980°C). Bıçağı çıkarın ve kırmızı renk kaybolana kadar havayla soğumaya bırakın.
- Bu döngüyü üç kez tekrarlayın.
- Üçüncü ısıtmada, çeliği yalıtımlı bir ortama (örneğin kömür veya külün içine gömerek) yerleştirin ve bir gece soğumaya bırakın. Bu yavaş soğutma, maksimum yumuşamayı sağlar.
4.2Söndürme: Çeliğin Sertleştirilmesi
Söndürme, çeliğin kristal yapısını değiştirerek yüksek sertlik yaratır; bu da işlevsel bir bıçağın tanımlayıcı özelliğidir.
| Adım | Yüksek Karbonlu Çelik (Yay Çeliği) | O1 Takım Çeliği |
| Isıtma Sıcaklığı | Turuncu-kırmızı (850–950°C) | Açık sarıdan saman rengine (1150–1200°C) |
| Söndürme Ortamı | Su (dikey olarak daldırın, 30–60 saniye) | Yağ (dikey olarak 30-60 saniye daldırın, kabarcık oluşmasını önleyin) |
| Önemli Notlar | Tüm su verilmiş çelikler derhal temperlenmelidir.
(Su ile söndürme yay çelikleri için risklidir ve yeni başlayanlara önerilmez.) |
Yağ söndürme daha eşit sertlik sağlar; hassas tavlama esastır |
Kritik İpuçları:
- Bıçağı her zaman söndürün dikey olarakEğme, bıçağın eğrilmesine neden olabilecek düzensiz bir soğutmaya neden olur. Düzeltme, yeniden dövmeyi gerektirir ve zaman kaybına yol açar.
- Söndürme işleminden sonra sertliği bir eğe ile test edin. Eğe kesilmeden kayıyorsa, sertlik yeterlidir. Çeliğe temas ediyorsa, tekrar ısıtın ve tekrar sündürün.
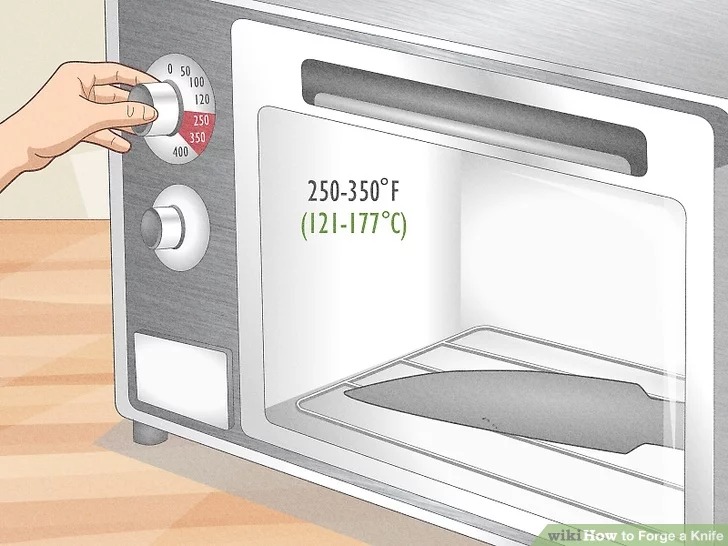
4.3Tavlama: Sertlik ve Dayanıklılığın Dengelenmesi
Söndürme işleminden sonra çelik sert ama kırılgandır. Temperleme, stresi azaltmak için kontrollü düşük ısı uygulayarak tokluğu artırırken kenar mukavemetini korur.
| Çelik Tipi | Temperleme Sıcaklığı (°C) | Temperleme Sıcaklığı (°F) | Renk Referansı | Zaman | Notlar |
| Yüksek Karbonlu Çelik (Yay Çeliği) | 180–230°C | 355–445°F | Saman sarısından koyu maviye | 2 saat (tekrarlanabilir) | Dayanıklılığı artırır; açık hava bıçakları için iyidir |
| O1 Takım Çeliği | 150–230°C | 300–445°F | Soluk sarıdan saman rengine | 1–2 saat (2 döngü önerilir) | Sertlik/tokluk dengesinin hassas bir şekilde kontrol edilmesini sağlar |
Basit Alternatif:
Fırın yoksa, tuğlalarla küçük, kapalı bir bölme inşa edin. Sabit ısıyı korumak için içine birkaç kömür yerleştirin. Aşırı ısınmayı izlemek ve önlemek için daima bir termometre kullanın.



5.0Bileme, Kullanım ve Bileme: Ham Bıçaktan Bitmiş Bıçağa
Isıl işlemden sonra bıçak gerekli sertliğe kavuşur ancak yine de ince ayar gerektirir. Bileme, bıçağın şeklini iyileştirir, sapın takılması tutuşu iyileştirir ve bileme, keskin kenarı oluşturur.
5.1Öğütme ve Şekillendirme
Zımpara kağıdını kaba zımparadan inceye doğru aşamalı olarak kullanın (80 grit → 120 grit → 240 grit → 400 grit):
- Odak alanları: Dövme izlerini, pulları ve asimetrileri giderin. Bıçağın düz ve eğim açılarının tutarlı olduğundan emin olun.
- Bant taşlama makinesi kullanımı: Eğer mümkünse, bir bant taşlama makinesi Şekillendirmeyi hızlandırabilir ve özellikle bıçağın geniş alanlarında eşit eğimlerin korunmasına yardımcı olabilir.
- Soğutma ipucu: Öğütücü kullanırken, aşırı ısınmayı önlemek için bıçağı 1-2 saniyede bir suya batırın, aksi takdirde bıçak lezzetini kaybedebilir.
5.2Kulp Montajı: Üç Pratik Seçenek
Mevcut malzemelere göre seçim yapın; özel araçlara gerek yok:
- Ahşap terazi sapı: Sapın içinden delikler açın, pirinç pimlerle sert ağaç pullarını (ceviz veya akçaağaç gibi) takın. Koruma için ahşap mumu yağı ile bitirin.
- Kablo sarma sapı: Paracord veya pamuk ipi, ipin sapına sıkıca sarın ve iki ucunu düğümleyin. İyi bir tutuş ve kayma direnci sağlar, dış mekan kullanımı için idealdir.
- Masif ahşap sap: Sapı sivriltin ve tahta bir bloğa yerleştirin. Bloğu, ele rahatça oturana kadar bir törpüyle şekillendirin.


5.3Bileme: Jilet Kenarı İçin Üç Adımlı Yöntem
Kılları tıraş edebilecek kadar keskin olana kadar, kaba bıçaktan inceye doğru ilerleyin:
- İnce dosya şekillendirme: Kenar profilini düzeltmek için eğimler boyunca 400 grit veya üzeri bir törpü kullanın. Çok sert törpüleme yapmaktan kaçının, aksi takdirde talaş oluşabilir.
- Bileme taşı:
- Kaba taraf: Bıçağı 22° açıyla tutun ve taşın her iki tarafına 10'ar kez bastırın. Açıyı sabit tutun.
- Güzel tarafı: Aynı açı, her tarafta 15 geçiş. Bu, kaba izleri giderir ve kenarı pürüzsüzleştirir.
- Deri bileme: Kenarı, cila bileşiğiyle kaplanmış bir deri şeridin üzerinden geçirin. Bu, çapakları giderir ve kenarı parlatır.
- Final sınavı: Bıçak kağıdı kolayca kesebilmeli veya saçı tıraş edebilmelidir.
5.4Özet: Yeni Başlayan Bıçak Ustaları İçin Temel İlkeler
Dövmenin güzelliği şurada yatar: ham çeliğin kendi ellerinizle dönüşümüne tanıklık edinÇelik seçiminiz ne olursa olsun, üç temel noktayı aklınızda bulundurun:
- Sıcaklık ruhtur: Tahminlere güvenmek yerine, ısıyı renge göre değerlendirmeyi öğrenin (örneğin, O1 çeliği için saman sarısı).
- Önce güvenlik: Daima koruyucu gözlük ve eldiven takın. Sıcak çelik için maşa kullanın; asla risk almayın.
- Sabır, zorbalıktan üstündür: Dövme, taşlama ve bileme işlemleri yapılmalıdır. küçük, tekrarlanan adımlarSimetri ve hassasiyet nihai kaliteyi belirler.
Ham bir kütükten kullanılabilir bir bıçağa kadar her ayarlama deneyim kazandırır. İlk denemenizde kusurlar olsa bile, kendi ellerinizle yaratmak bıçak ustalığının gerçek ödülüdür.
5.5Video – Adım adım bıçak nasıl yapılır, sadece çekiç ve örs, elektrikli alet gerekmez
Referanslar
https://www.wikihow.com/Forge-a-Knife


