
- 1.0Güvenlik Önlemleri
- 2.0Matkap Ucu Seçimi ve Uygulamaları
- 3.0Sondaj Öncesi Hazırlık
- 4.0Çekirdek Delme Adımları
- 5.0Özel Sondaj Senaryoları
- 6.0Ekipman Yükseltme Önerisi (Matkap Presi)
- 7.0Video: Metale Nasıl Delinir
- 8.0Sıkça Sorulan Sorular (SSS)
- 8.1Metal için en iyi matkap ucu hangisidir?
- 8.2Delme işlemi sırasında her zaman kesme yağına ihtiyacım var mı?
- 8.3Matkap uçlarının aşırı ısınmasını nasıl önleyebilirim?
- 8.4Standart HSS matkap uçları paslanmaz çeliği kesebilir mi?
- 8.5Doğru matkap ucunu nasıl seçerim?
- 8.6Matkap hızı nasıl ayarlanmalıdır?
- 8.7Büyük delikler veya kalın çelik levhalar delerken nelere dikkat etmeliyim?
Metal delmek sadece doğru aletlerden fazlasını gerektirir; aynı zamanda doğru teknik ve hazırlık da gerektirir. Doğru matkap ucu, hız ayarı ve güvenlik önlemleri olmadan, basit bir delik bile ekipmana zarar verebilir, aletin ömrünü kısaltabilir veya yaralanmalara neden olabilir.
Bu kılavuz, doğru matkap ucunu seçmekten iş parçanızı ayarlamaya ve özel delme senaryolarını ele almaya kadar temel adımları açıklamaktadır. İster ince sac levhalarla, ister kalın çelik levhalarla veya büyük çaplı deliklerle çalışıyor olun, aşağıdaki talimatlar temiz ve doğru sonuçlara güvenli ve verimli bir şekilde ulaşmanıza yardımcı olacaktır.
1.0Güvenlik Önlemleri
1.1Kişisel Koruyucu Ekipman
- Uçan metal parçalarının gözlerinize zarar vermesini önlemek için her zaman etrafı saran koruyucu gözlük takın.
- Ellerinizi keskin kenarlardan veya sıcak yüzeylerden korumak için dayanıklı, kaymayan iş eldivenleri kullanın.
- Bol giysilerden, sarkan takılardan kaçının ve dönen parçalara dolanmaması için uzun saçlarınızı arkaya bağlayın.
- Çalışma ortamı gürültülü ise kulaklık gibi işitme koruyucuları kullanın.
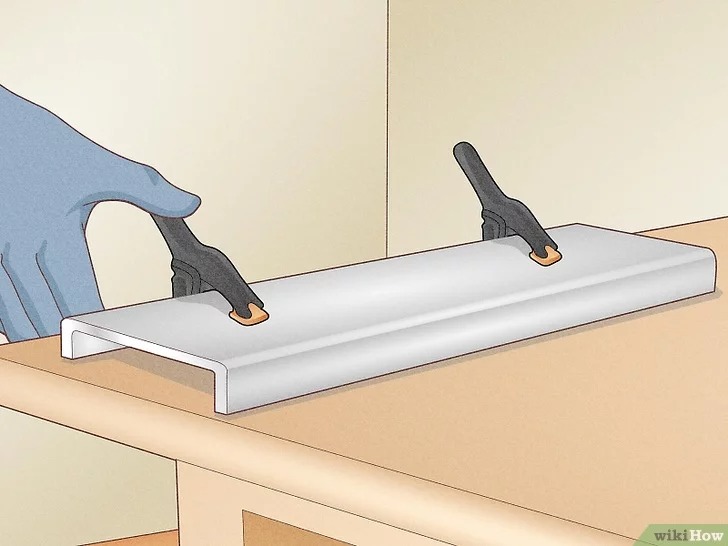
1.2İş Parçası Sabitleme Gereksinimleri
- Hiçbir zaman metal bir parçayı tek elle tutmayın veya matkabı tek elle çalıştırmayın.
- İş parçasını daima en az iki uygun kelepçe kullanarak bir çalışma tezgahına veya sabit bir zemine sabitleyin. Bu, matkap ucunun sıkışmasını ve iş parçasının dönmesini önleyerek kesiklere veya yaralanmalara neden olabilir.
1.3Çip ve Isı Yönetimi
- Metal talaşlarını temizlemek için bir atölye fırçası kullanın. Kalıntıları ellerinizle temizlemeyin.
- Metal, delme işleminden sonra sürtünme nedeniyle ısınır. Yanıkları önlemek için doğal olarak soğumasını bekleyin veya pense ya da eldiven kullanın.
2.0Matkap Ucu Seçimi ve Uygulamaları
Farklı metaller ve delme ihtiyaçları, doğru tipte matkap ucu gerektirir. Aşağıdaki tablo uygun seçenekleri göstermektedir:
| Matkap Ucu Tipi | Temel Özellikler | Uygulamalar için en iyisi |
| Yüksek Hızlı Çelik (HSS) | Düşük maliyetli, genel amaçlı | Alüminyum, pirinç, dökme demir gibi daha yumuşak metaller; tek veya ara sıra delme |
| Kobalt Matkap Uçları | Yüksek sertlik, ısı direnci, uzun ömür | Paslanmaz çelik, sertleştirilmiş çelik gibi sert metaller; sık delme görevleri |
| Titanyum Nitrür (TiN) Kaplamalı | Sürtünmeye ve ısıya dayanıklıdır, HSS'den 6 kata kadar daha uzun ömürlüdür | Çeşitli metaller, takım ömrünün öncelikli olduğu durumlarda idealdir |
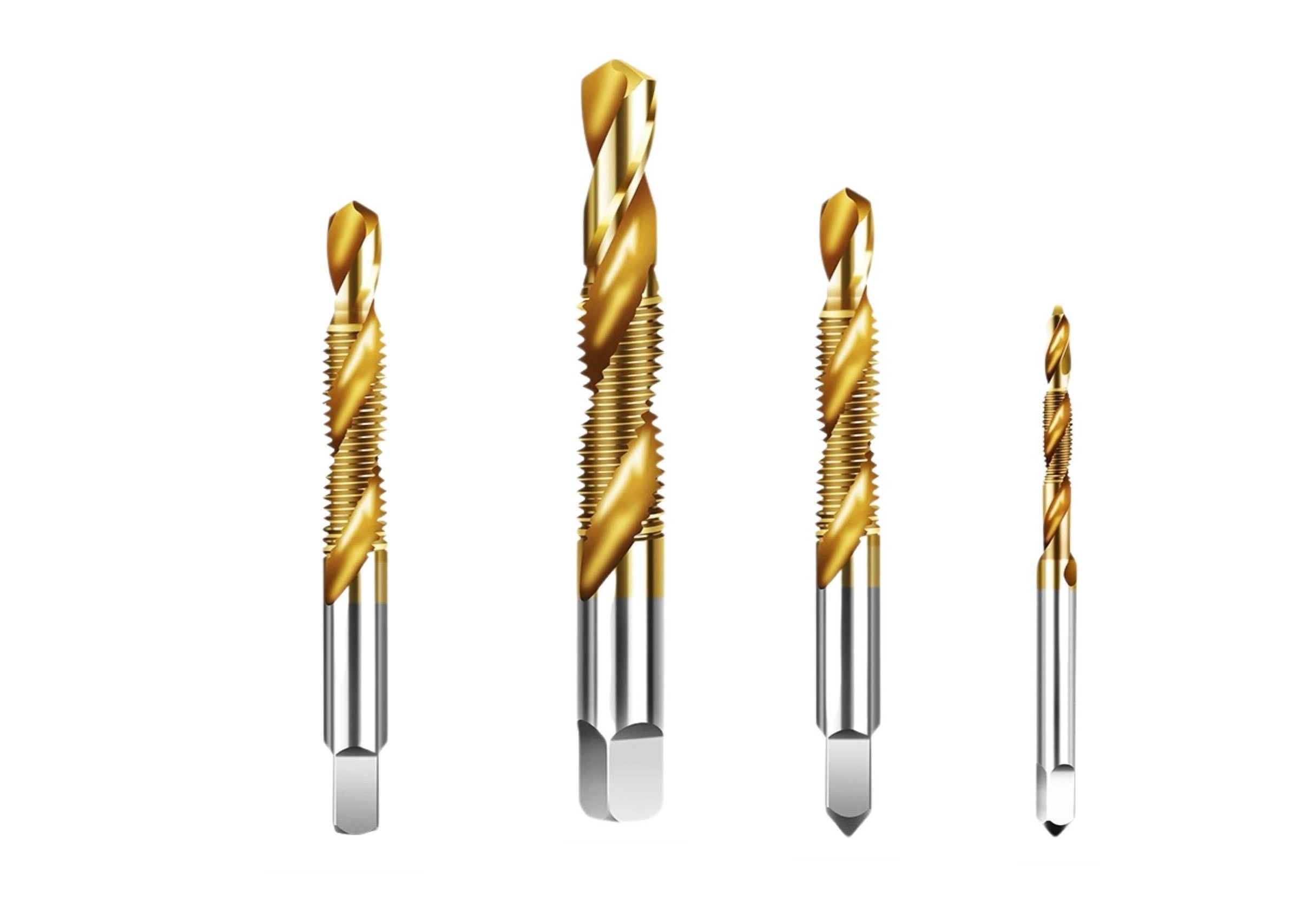
| Kademeli Matkap Uçları | Konik tasarım, birden fazla delik boyutunu deler | Farklı çaplarda delikler gerektiren ince metal saclar (örneğin çelik kutular, paslanmaz lavabolar) |
| Metal için Delik Testereleri | Halka şeklinde kesim, pürüzsüz kenarlar | İnce sac levhada 12,7 mm'den (0,5 inç) büyük delikler |
Not: 135° açılı uçlara sahip matkap uçlarını tercih edin. Bu, kaymayı azaltır ve besleme basıncını düşürür, bu da onu özellikle sertleştirilmiş metaller için etkili kılar.
3.0Sondaj Öncesi Hazırlık
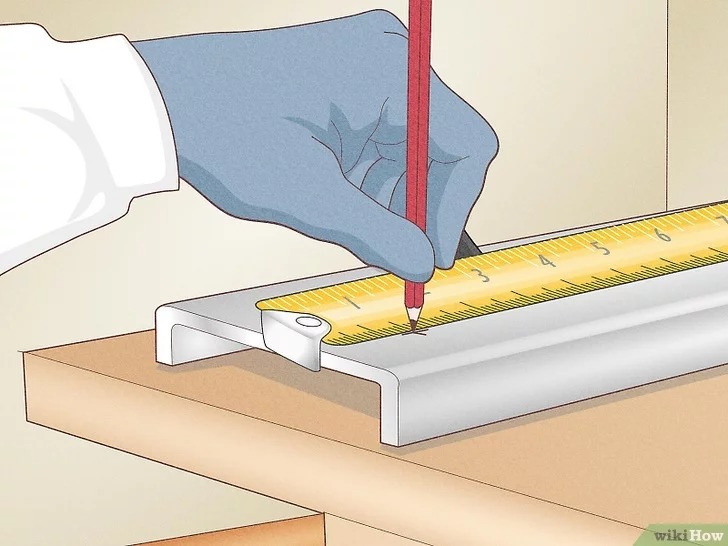
3.1İşaretleme ve Konumlandırma
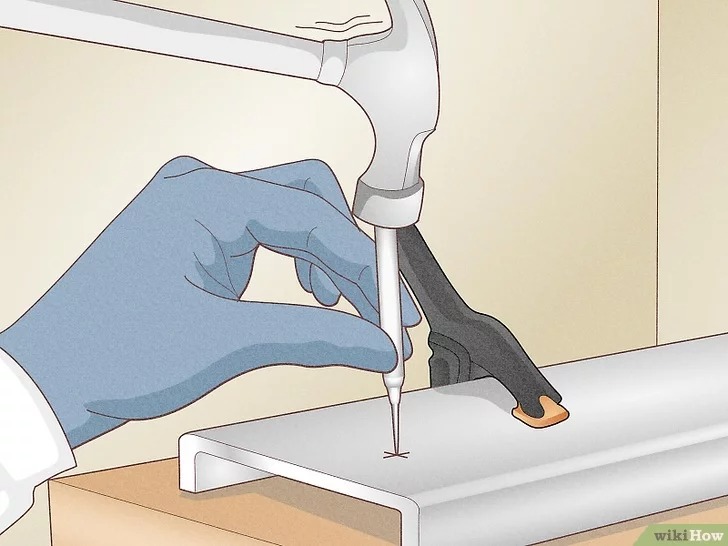
- İhtiyacınıza göre deliğin merkezini ölçün ve işaretleyin.
- Bir merkez zımbası ve çekiç kullanarak 1-2 mm (0,04-0,08 inç) girinti ("çukur") oluşturun. Bu, matkap ucunun kaymadan güvenli bir şekilde oturmasını sağlar.
- Acil durumlarda zımba yerine çivi kullanılabilir ancak doğruluğunun tekrar kontrol edilmesi gerekir.
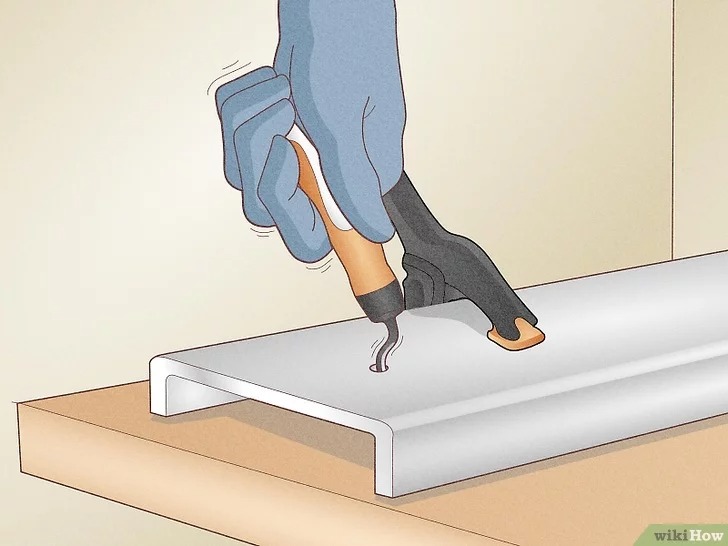
3.2Yağlama ve Soğutma
- Kalınlığı ≥ 3,175 mm (1/8 inç) olan çelikleri delerken, delme noktasına daima kesme sıvısı veya çok amaçlı yağ uygulayın. Bu, sürtünmeden kaynaklanan ısıyı azaltır ve matkap ucunun ömrünü uzatır.
- Alüminyum, pirinç veya dökme demir gibi daha yumuşak metallerde yağlama işlemi atlanabilir. Ancak, delik çapı 12,7 mm'yi (0,5 inç) aşarsa, yine de az miktarda yağlayıcı uygulanması önerilir.
3.3Ekipman Kontrolü
- Değişken hızlı bir matkap kullanın ve hız ayarının düzgün çalıştığını doğrulayın.
- Yeni bir matkap kullanıyorsanız, matkap ucu boyutuna ve metal sertliğine göre hızı önceden ayarlayın (bir sonraki “Karot Delme Adımları” bölümüne bakın).
4.0Çekirdek Delme Adımları
4.1Hız Ayarları
- Küçük büküm uçları (1,588–4,763 mm / 1/16–3/16 inç): 2800–3200 RPM.
- Büyük büküm uçları (17,463–25,4 mm / 11/16–1 inç): 350–1000 RPM.
- Paslanmaz çelik gibi sert metallerde, aşırı ısınmayı ve ucun körelmesini önlemek için hızı 10–15% oranında azaltın.
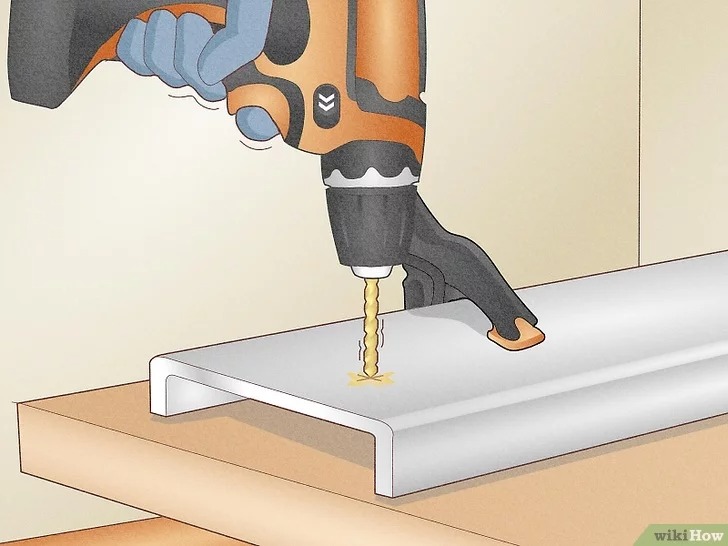
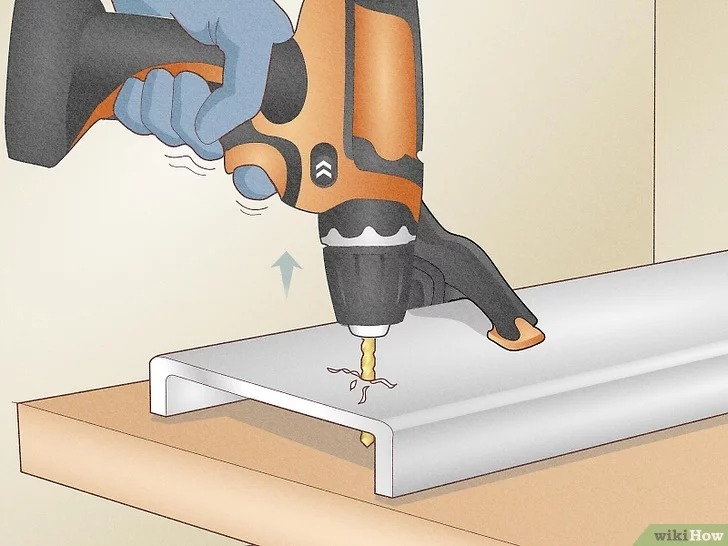
4.2Delme Tekniği
- Başlamadan önce, matkap ucunun girinti ile hizalı olduğundan ve matkabın iş parçasına dik olduğundan emin olun.
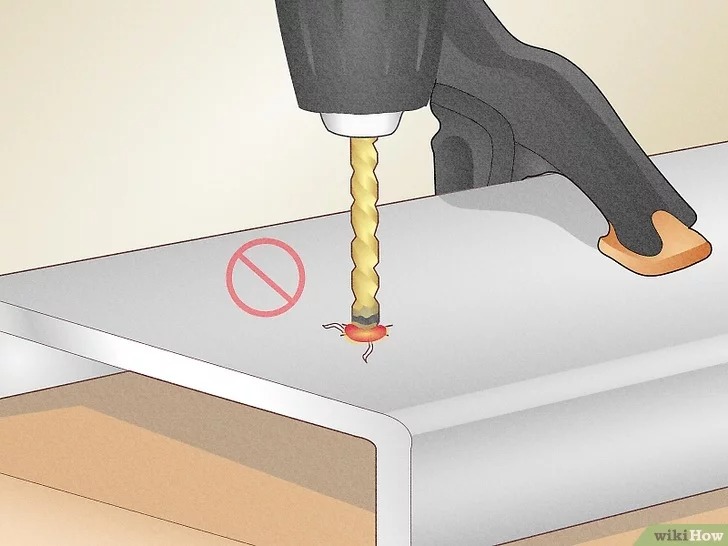
- Besleme sırasında sabit ve hafif bir baskı uygulayın. Ucu zorlamayın, çünkü bu eğilmeye veya kırılmaya neden olabilir.
- Derin delikler için, matkabı geri çekmek, talaşları temizlemek ve devam etmeden önce soğumasını beklemek için her 10 saniyede bir duraklayın.
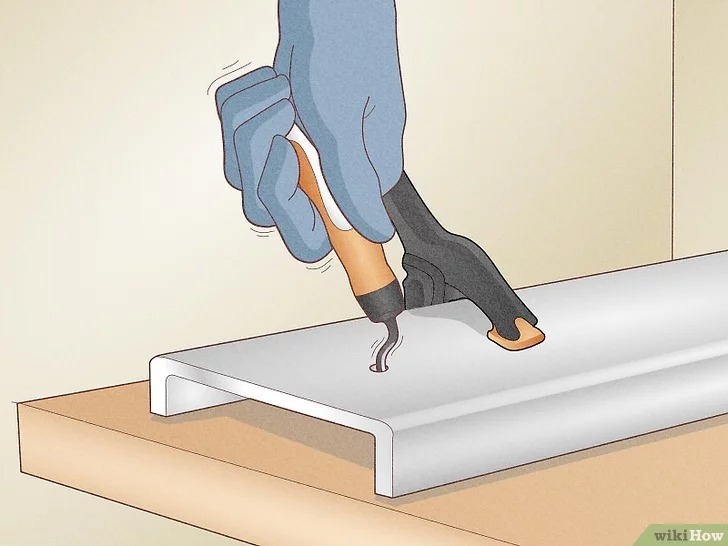
4.3Delik Genişletme ve Çapak Alma
- 6,35 mm'den (1/4 inç) daha büyük delikler için önce 3-4 mm'lik (1/8 inç) bir pilot delik açın, ardından daha büyük uçlarla kademeli olarak deliği genişletin.
- Delme işleminden sonra, çapak alma aleti veya delikten biraz daha büyük bir matkap ucu kullanın. Keskin çapakları gidermek için kenar etrafında elle döndürün.
5.0Özel Sondaj Senaryoları
5.1İnce Metal Saclar (kalınlık < 3mm)
- "Kontrplak sandviç" yöntemini kullanın: Metal levhayı iki kontrplak parçası arasına sıkıştırın ve delmeden önce yığını sabitleyin. Bu, deformasyonu önler ve matkap ucunun kaymasını önler.
5.2Kalın Çelik Levhalar (kalınlık > 6,35 mm / 1/4 inç)
- Mil hızını standart oranın yaklaşık 80%'sine düşürün ve daha fazla kesme sıvısı uygulayın.
- En iyi sonuçlar için, delme işleminin yarısını bir taraftan delin, ardından iş parçasını çevirin ve deliği diğer taraftan tamamlayın. Bu, matkap ucuna binen gerilimi azaltır ve delik hassasiyetini artırır.
5.3Büyük Delikler (çap > 25,4 mm / 1 inç)
- Çalışma yüzeyini korumak ve testere kılavuzunu sabitlemek için kontrplak destekli, metal için tasarlanmış bir delik testeresi kullanın.
- Talaşları temizlemek ve sıkışmayı önlemek için delik testeresini sık sık çıkarın.
6.0Ekipman Yükseltme Önerisi (Matkap Presi)
Yüksek hassasiyetli veya büyük hacimli metal delme için özel bir matkap presi Tavsiye edilir. Faydaları şunlardır:
- Dikey beslemeyi sabit tutarak, el matkabının sallanmasını ortadan kaldırır ve delik hassasiyetini garantiler.
- Farklı iş parçası boyutlarını işleyebilmek için yüksekliği ve eğimi ayarlanabilen döküm çalışma masası ile donatılmıştır.
- Kasnak değişimi ile kolay hız ayarı, farklı metallerle uyumluluğa olanak sağlar.
- İş parçasını sabitlemek için uygun metal kelepçeler gereklidir; iş parçasını veya matkabı çalışırken asla ayarlamayın.
Not: Tezgah üstü matkap tezgahlarının başlangıç fiyatı $200 civarındadır. Ayaklı modeller daha büyük iş parçaları için daha uygundur; proje ölçeğine göre seçim yapın.
7.0Video: Metale Nasıl Delinir
8.0Sıkça Sorulan Sorular (SSS)
8.1Metal için en iyi matkap ucu hangisidir?
- Alüminyum veya pirinç gibi yumuşak metaller için: Yüksek Hızlı Çelik (HSS) matkap uçlarını kullanın.
- Paslanmaz çelik veya sertleştirilmiş çelik gibi sert metaller veya tekrarlanan delme işlemleri için: kobalt matkap uçları kullanın.
- Birden fazla delik boyutuna sahip ince saclar için: kademeli matkap uçları kullanın.
8.2Delme işlemi sırasında her zaman kesme yağına ihtiyacım var mı?
- Kalınlığı ≥ 3.175 mm (1/8 inç) olan çelikler için kesme yağı şarttır.
- Alüminyum veya pirinç gibi daha yumuşak metaller için kesme yağı isteğe bağlıdır; ancak büyük delikler veya sert metaller için uç ömrünü uzatmak amacıyla önerilir.
8.3Matkap uçlarının aşırı ısınmasını nasıl önleyebilirim?
- Uygun düşük hızda koşun.
- Gerektiğinde kesme yağı uygulayın.
- Her zaman keskin uçlar kullanın.
- Zorlamadan, azar azar besleyin.
- Derin deliklerde, talaşları temizlemek ve soğumasını sağlamak için matkabı periyodik olarak geri çekin.
8.4Standart HSS matkap uçları paslanmaz çeliği kesebilir mi?
- Mümkündür, ancak zordur. HSS uçları aşırı ısınır ve çabuk körelir.
- Kesme yağı içeren, hızı 10–15% azaltılmış bir kobalt matkap ucu önerilir.
8.5Doğru matkap ucunu nasıl seçerim?
- Yumuşak metaller için (alüminyum, pirinç): HSS matkap uçları.
- Sert metaller (paslanmaz çelik) için: kobalt veya TiN kaplı matkap uçları.
- İnce saclar için: kademeli matkap uçları.
- Büyük delikler için: Metal için tasarlanmış bir delik testeresi kullanın.
8.6Matkap hızı nasıl ayarlanmalıdır?
- Küçük çaplı uçlar (1/16–3/16 inç): yüksek hız, yaklaşık 2800–3200 RPM.
- Büyük çaplı uçlar (11/16–1 inç): daha düşük hız, yaklaşık 350–1000 RPM.
- Paslanmaz çelik gibi sert metaller için: hızı 10–15% kadar daha azaltın.
8.7Büyük delikler veya kalın çelik levhalar delerken nelere dikkat etmeliyim?
- Büyük delikler için (> 25,4 mm / 1 inç): bir delik testeresi kullanın ve talaşları sık sık temizleyin.
- Kalın çelik levhalar için: hızı düşürün, kesme sıvısını artırın ve gerekirse matkap ucu yükünü azaltmak için her iki taraftan da delme yapın.
Referans
https://www.wikihow.com/Drill-Metal