

- 1.0Donatı Demirini Kesmek İçin Doğru Aleti Seçmek
- 2.0Manuel Donatı Kesici Nasıl Kullanılır (Acil Durum / Küçük Çaplı Uygulamalar)
- 3.0Kesme Testeresi Nasıl Kullanılır (Yerinde Standart Yöntem)
- 4.0Donatı Kesme Makinesi Nasıl Kullanılır (Toplu İşleme)
- 5.0Metal Şerit Testere Nasıl Kullanılır (Hassas / Toplu Yığınlama)
- 6.0Önce Güvenlik: Temel İşletim Yönergeleri
- 7.0Sorun Giderme: Yaygın Sorunlar ve Çözümleri
- 8.0Çözüm
- 9.0SSS: Donatı Kesimi Hakkında Sıkça Sorulan Sorular
Donatı demiri kesimi, inşaat, makine imalatı ve diğer sektörlerde temel bir işlemdir. Önemli olan, donatı demiri çapına, üretim hacmine, hassasiyet gereksinimlerine ve şantiye koşullarına göre doğru aleti seçmek ve kesme verimliliğini, kesim kalitesini ve operatör güvenliğini sağlamak için uygun prosedürleri takip etmektir.
1.0Donatı Demirini Kesmek İçin Doğru Aleti Seçmek
Farklı aletler verimlilik ve uygulama açısından büyük farklılıklar gösterir. İhtiyaçlarınıza uygun olanı seçmek, düşük verimlilik veya kalitesiz kesimlerden kaçınmak için kritik öneme sahiptir.
1.1Manuel Donatı Kesme Aletleri (Acil Durum / Küçük Çaplı Uygulamalar)
- Temel araçlar: Manuel donatı kesici (çene açıklığı ≤ 18 mm), ağır hizmet tipi cıvata kesiciler
- En iyisi için: Düz veya deforme olmuş çubuklar ≤ 16 mm, tek/ara sıra kesimler veya güç gerektirmeyen acil işler
- Avantajları: Taşınabilir, güç gerektirmez, kullanımı kolaydır
- Sınırlamalar: İş gücü yoğun, yavaş (kesim başına 30-60 saniye), büyük çaplı donatılar için uygun değil
1.2Taşınabilir Elektrikli Kesiciler (Yerinde Esneklik)
- Temel araçlar: Kesme testeresi (350 mm aşındırıcı diskli), açılı taşlama makinesi (125 mm kesme diskli)
- En iyisi için: Donatı ≤ 25 mm, şantiyede uzunluk ayarlamaları veya dağınık işleme görevleri
- Avantajları: Mobil, hızlı kesim (çubuk başına 5-10 saniye), düşük ekipman maliyeti
- Sınırlamalar: Pürüzlü kenarlar (kesim sonrası taşlama gerektirir), yüksek gürültü (100–120 dB), kıvılcım ve ısı üretir
1.3Donatı Kesme Makineleri (Yüksek Hacimli İşleme)
- Temel araçlar: Masaüstü veya stand tipi hidrolik donatı kesiciler (maksimum kapasite ≤ 60 mm)
- En iyisi için: Toplu kesim (saatte ≥ 50 bar), büyük çaplı veya yüksek mukavemetli donatılar (örneğin, HRB400/HRB500), donatı sahalarında veya prefabrik tesislerinde tipiktir
- Avantajları: Son derece hızlı (çubuk başına 1-2 saniye), pürüzsüz kesimler, yüksek otomasyon
- Sınırlamalar: Büyük ve sabittir (özel alan gerektirir), yuvarlak olmayan donatı profilleri için uygun değildir
1.4Metal Şerit Testereler (Hassas / Büyük Çaplı Uygulamalar)
- Temel araçlar: Yatay veya dikey metal şerit testereler (bıçak genişliği: 27–41 mm; diş aralığı: 3–6 mm)
- En iyisi için: Büyük çaplı donatı (≥ 30 mm), alaşımlı donatı veya yüksek hassasiyet gerektiren görevler (diklik hatası ≤ 0,1 mm)
- Avantajları: Düşük kesme gerilimi (donatı deformasyonunu önler), temiz kesimler (sonradan işleme gerek yoktur), düzensiz kesitleri işler
- Sınırlamalar: Yavaş (kesim başına 15–30 saniye), daha yüksek ekipman maliyeti, soğutma sıvısı gerektirir, sahada hızlı çalışma için ideal değildir




2.0Manuel Donatı Kesici Nasıl Kullanılır (Acil Durum / Küçük Çaplı Uygulamalar)
Özellikle elektrik olmadığında çapı 16 mm'ye kadar olan düz veya deforme olmuş donatılar için idealdir.
2.1Hazırlık ve Konumlandırma
- Donatı uzunluğunu ölçün ve kesme çizgisini bir işaretleyici ile net bir şekilde işaretleyin.
- Donatıyı kesicinin çenelerine yerleştirin ve işaretli çizgiyi çene bıçaklarıyla hizalayın. Açılı kesimleri önlemek için donatı ekseninin çenelere dik olduğundan emin olun.
2.2Kuvvet Uygulamak
- Her iki kesici sapı sıkıca tutun ve sabit, eşit bir basınç uygulayın (ani, aşırı kuvvetten kaçının; bu, sapların bükülmesine veya donatının beklenmedik şekilde kırılmasına neden olabilir).
- Daha kalın donatılar (14–16 mm) için basıncı 2–3 aşamada uygulayın: hafifçe bastırın, kısa bir süre bekleyin, ardından donatı düzgün bir şekilde kırılıncaya kadar devam edin.
2.3Kesim Sonrası Adımlar
- Kesilen donatı parçasını çıkarın ve tel fırça kullanarak kesilen kenardaki çapakları temizleyin (bu, taşıma sırasında elin çizilmesini önler).
- Kesici çenelerde aşınma, körelme veya kırılma olup olmadığını kontrol edin. Kesme verimliliğini korumak için gerekirse bıçakları bir taşlama taşıyla bileyin.

3.0Kesme Testeresi Nasıl Kullanılır (Yerinde Standart Yöntem)
Çapı 25 mm'ye kadar olan donatılar için idealdir; esnek şantiye kesimi için yaygın olarak kullanılır.
3.1Ön Kontrol ve Hazırlık
- Güç kablosunun yalıtımında hasar olup olmadığını kontrol edin; testerenin düzgün bir şekilde topraklandığından emin olun (elektrik çarpmasını önlemek için).
- Aşındırıcı tekerleği çatlak, talaş veya aşınma açısından kontrol edin; eksantrik dönüşü önlemek için flanş somununu 5–8 N·m'ye sıkın.
- Çalışma alanının 1,5 m yakınında yanıcı maddeleri (örneğin boya kutuları, asetilen tüpleri) temizleyin; donatıyı sabitlemek için bir V kelepçesi yerleştirin.
3.2Güvenlik ve İşaretleme
- Donatıyı V kelepçesine yerleştirin ve kesme çizgisinin aşındırıcı tekerleğin yoluyla hizalanmasını sağlayacak şekilde konumunu ayarlayın.
- Donatı yatay olarak hareket edemeyecek duruma gelene kadar (işlem sırasında kesme sapmasını önler) kelepçeyi sıkın.
3.3Kesime Başlamak
- Testerenin ana sapını (güç kontrolü için) ve yardımcı sapını (denge için) sıkıca tutun. Testereyi çalıştırın ve tekerleğin tam hıza ulaşmasını bekleyin (≈ 2800 dev/dak, dengeyi teyit etmek için 3 saniye rölanti süresi).
- Tekerleği sabit bir hızla (5–8 mm/s) donatıya sürün; testereyi zorlamayın (tekerleğin aşırı ısınmasını veya kırılmasını önler).
- Kesim, donatının çapının 1/5'ine ulaştığında besleme hızını yavaşlatın (donatının aniden kırılmasını önler). Anormal kıvılcımlar (örneğin, ani parlama veya düzensiz dağılım) görülürse hemen durun.
3.4Kesim Sonrası Temizlik
- Gücü kapatın ve donatıya dokunmadan önce aşındırıcı tekerleğin tamamen durmasını bekleyin (≈ 10 saniye).
- Kesilen kenarı bir törpü veya tel fırça ile çapaksızlaştırın; çalışma alanındaki metal talaşlarını toplayın (kaymayı önler). Tekerleği inceleyin; aşınma orijinal kalınlığının 1/3'ünü aşarsa değiştirin.
4.0Donatı Kesme Makinesi Nasıl Kullanılır (Toplu İşleme)
Çapı ≥ 20 mm olan düz veya yüksek mukavemetli donatılar (örneğin HRB400/HRB500) için en iyisidir; yüksek hacimli işler için idealdir.
4.1Makine Kurulumu
- Hidrolik yağ seviyesini (tank ölçeğinin 2/3'üne ulaşmalıdır) ve sıcaklığını (≤ 45°C; düşük yağ veya yüksek sıcaklık kesme basıncını azaltır) kontrol edin.
- Yüksüz test yapın: Makineyi 2 tam bıçak çevrimini tamamlayacak şekilde çalıştırın, sıkışma veya alışılmadık bir ses olmadan düzgün hareket etmesini sağlayın.
- Tutarlı kesim uzunluklarını sağlamak için standart uzunluktaki bir donatı numunesi (hata ± 0,5 mm) kullanarak durdurma ölçerini kalibre edin.
- Bıçak strokunu ayarlayın: Aşırı bıçak aşınmasını önlemek için maksimum aşağı doğru mesafeyi (donatı çapı + 2 mm) olarak ayarlayın.
4.2Toplu Kesim
- Donatıyı, durdurma mastarına değene kadar makineye sürün. Donatı bükülmüşse (sapma > L/500, burada L = donatı uzunluğu), bıçağa dik olduğundan emin olmak için önce düzeltin.
- Bıçağı etkinleştirmek için ayak pedalına basın; bıçak kesme işleminden sonra otomatik olarak orijinal konumuna geri dönecektir.
- Kalite kontrolleri yapın: 50 kesimde 3 rastgele donatıyı uzunluk doğruluğu açısından inceleyin (izin verilen hata ± 1 mm). Sapmalar meydana gelirse durdurma göstergesini yeniden kalibre edin.
- Bitmiş donatıları özel bir rafa toplayın (çarpışma kaynaklı deformasyonu önler).
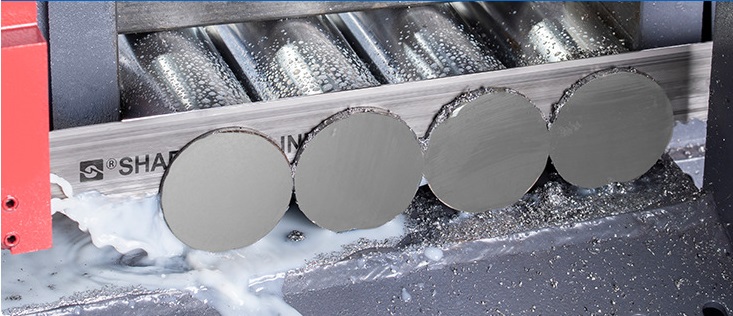
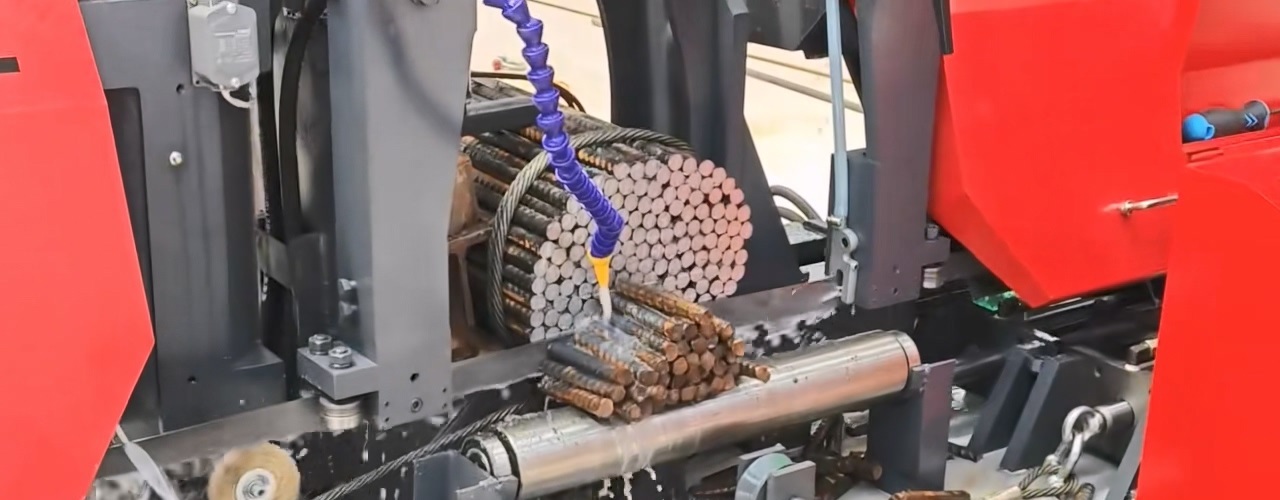
5.0Metal Şerit Testere Nasıl Kullanılır (Hassas / Toplu Yığınlama)
Büyük çaplı (≥ 30 mm) veya alaşımlı donatılar için idealdir; hassas kesimler veya toplu istifleme işlemleri için idealdir.
5.1Makine Hazırlığı
- Doğru bıçağı seçin: Standart donatılar için Yüksek Hızlı Çelik (HSS) bıçaklar (Q235B); alaşımlı donatılar için karbür uçlu bıçaklar (WC-Co ≥ 94%) (HRB500E).
- Bıçağın diş aralığını donatının boyutuna veya yığın yüksekliğine göre ayarlayın (örneğin, Φ30–50 mm donatılar için 3 mm aralık; Φ50–80 mm donatılar veya yığınlar için 4,5 mm aralık).
- Yığılmış donatıları sabitlemek için genişletilmiş bir V bloğu (genişlik ≥ 200 mm) ve yan durdurucular takın (yanal kaymayı önler).
5.2Parametre Ayarlaması
- Bıçak gerginliğini 25–30 N/mm²'ye ayarlayın; istifli kesim için 10–15% artırın (deformasyonu önlemek için bıçak sertliğini artırır).
- Kesme hızını ayarlayın: Standart donatı yığınları için 6–10 m/dak; alaşımlı donatılar için 4–6 m/dak (kesme yükünü ve bıçak aşınmasını azaltır).
- Soğutma sistemini optimize edin: Konsantrasyonu 10–12%'ye ve akış hızını ≥ 8 L/dak'ya çıkarın; tüm kesim kenarlarında eşit soğutma kapsamı sağlamak için bir soğutma memesi ekleyin (aşırı ısınmayı ve malzemenin yapışmasını önler).
5.3Toplu Kesim Prosedürü
- Sadece aynı çap ve malzemeden yapılmış donatıları istifleyin (eşit olmayan kesme kuvvetini önler). Yığını 5–8 MPa'lık bir başlangıç basıncıyla sıkıştırın, hizalamayı kontrol edin, ardından 12–15 MPa'ya çıkarın (kayma olmadığından emin olun).
- 2 m'den uzun donatılar için çok noktalı destek silindirleri (aralık ≤ 1,5 m) takın (sarkmayı ve kesme sapmasını önler).
- Deneme kesimi yapın (5 mm derinlik): Makineyi durdurun, kesimin dikliğini (≤ 0,1°) ve düzlüğünü (hata ≤ 0,05 mm) kontrol edin. Toplu kesimlere başlamadan önce gerekirse kelepçeyi veya bıçak gerginliğini ayarlayın.
- Çalışma sırasında bıçağı kontrol edin: Küçük talaşları durdurun ve ince taşlama tekerleğiyle öğütün; talaş derinliği 1 mm'yi aşarsa bıçağı değiştirin.
5.4Son Adımlar
- Rastgele denetimler gerçekleştirin: Parti başına 3 yığın grubunu (grup başına 1 üst ve 1 alt donatı) uzunluk doğruluğu (± 1 mm) ve kesim kalitesi açısından kontrol edin.
- Soğutma sistemini kapatın, kelepçeyi serbest bırakın ve kesilen donatıları çıkarın. Soğutma sıvısı kalıntılarını yüksek basınçlı hava tabancasıyla temizleyin, kenarlarındaki çapakları alın ve donatıları özelliklerine göre ayırın.

6.0Önce Güvenlik: Temel İşletim Yönergeleri
6.1Kişisel Koruyucu Donanım (KKD)
- Her zaman giydarbeye dayanıklı güvenlik gözlüğü (uçan talaşlara ve kıvılcımlara karşı korur) ve kesilmeye dayanıklı eldivenler (çizikleri ve titreşim kaynaklı yaralanmaları önler).
- Kullanmakkulak tıkacı veya kulaklık Gürültü 85 dB'yi aştığında (örneğin, kesme testeresi veya şerit testere çalışması).
- Uzun saçlarınızı arkaya bağlayın ve bol giysi/takı takmaktan kaçının (hareketli parçalara dolanmasını önler).
6.2Ekipman Kısıtlamaları
- Donatı demirleri için ahşap işçiliği veya duvarcılık bıçaklarını kullanmayın (yetersiz sertlik - kırılmaya ve uçuşan döküntülere eğilimlidir).
- Söndürülmüş donatıyı (örneğin, ön gerilimli donatı, sertlik > HRC30) hidrolik donatı kesicilerle kesmeyin (bıçak kırılması veya makine hasarı riski).
- Soğutma sıvısı olmadan şerit testere ile alaşımlı donatıyı kesmeyin (bıçağın hızla aşırı ısınmasına ve bozulmasına neden olur).
6.3Acil Durum Prosedürleri
- Bıçak kırılması: Makineyi hemen durdurun, en az 5 m uzaklaşın (uçan parçaları önleyin) ve tüm hareketli parçalar durduktan sonra temizlik yapın.
- Elektrik kaçağı: Ana güç kaynağını kapatın, kabloyu yalıtımlı aletlerle çıkarın ve yeniden başlatmadan önce topraklama sistemini (direnç ≤ 4Ω) test edin.
- El kesimleri: Yarayı serum fizyolojikle yıkayın, iyotla dezenfekte edin ve derin kesiklerde (tetanos aşısı yaptırmak için) tıbbi yardım alın.
7.0Sorun Giderme: Yaygın Sorunlar ve Çözümleri
| Sorun | Muhtemel Neden | Çözüm |
| Dik olmayan kesim (> 0,5°) | Gevşek sıkıştırma, hizasız bıçak, düzensiz besleme | Donatıyı yeniden kelepçeleyin, bıçak hizalamasını kalibre edin, sabit besleme için bir hız kontrol cihazı kullanın |
| Bıçak/şerit testere çok çabuk aşınıyor | Yanlış bıçak tipi, aşırı hız, yetersiz soğutma sıvısı | Donatıya özel bir bıçakla değiştirin, hızı azaltın, soğutma sıvısı konsantrasyonunu/akışını ayarlayın |
| Donatı kesildikten sonra deforme oluyor | Kör çeneler, aşırı kesme kuvveti | Çeneleri keskinleştirin, besleme kuvvetini azaltın, donatı malzemesini sertlik tutarsızlıkları açısından inceleyin |
| Şerit testere kesme tezgahları | Düşük bıçak gerginliği, aşırı sıkı sıkıştırma, düşük hidrolik basınç | Bıçak gerginliğini artırın, kelepçe basıncını azaltın, hidrolik yağı doldurun ve pompa basıncını kontrol edin |
8.0Çözüm
Başarılı donatı kesiminin anahtarı araç-kişi-görev uyumluluğu + standartlaştırılmış prosedürler:
- Acil küçük çaplı kesimler → Manuel donatı kesici
- Esnek şantiye çalışması → Kesme testeresi
- Yüksek hacimli işleme → Donatı kesme makinesi
- Hassas/büyük çaplı/alaşımlı donatı → Metal şerit testere
Hangi alet olursa olsun, her zaman operasyon öncesi kontrolleri gerçekleştirin, süreci yakından izleyin ve operasyon sonrası temizliği tamamlayın. Verimliliği, kaliteyi ve operatör refahını sağlamak için her zaman güvenliğe öncelik verin.
9.0SSS: Donatı Kesimi Hakkında Sıkça Sorulan Sorular
S: Donatı çapıma uygun doğru kesme aletini nasıl seçerim?
A: Aleti donatının boyutuna göre ayarlayın: ≤16 mm için manuel kesiciler (acil/küçük partiler); ≤25 mm için taşınabilir elektrikli kesme testereleri/açı taşlama makineleri (yerinde çalışma); ≥20 mm için hidrolik donatı kesme makineleri (yüksek hacimli işleme); ve ≥30 mm veya alaşımlı donatılar için metal şerit testereler (hassasiyet gereksinimleri) kullanın.
S: Kesme testeresi kullanırken kıvılcımlar anormal görünüyorsa ne yapmalıyım?
A: Makineyi hemen durdurun. Anormal kıvılcımlar (örneğin, ani parlama, düzensiz dağılım) genellikle aşındırıcı diskin hizasız, aşınmış veya uyumsuz olduğu anlamına gelir (örneğin, ağaç işleme diski kullanımı). Diskte çatlak olup olmadığını kontrol edin, flanş somununu tekrar sıkın ve yeniden çalıştırmadan önce metale özel bir aşındırıcı disk kullandığınızdan emin olun.
S: Metal şerit testerem kesme sırasında neden duruyor ve bu sorunu nasıl çözebilirim?
A: Durma genellikle üç sorundan kaynaklanır: Düşük bıçak gerginliği (25–32 N/mm²'ye yükseltin, yığılmış kesimler için ayarlayın); aşırı sıkı sıkıştırma (ön sıkıştırma için basıncı 5–8 MPa'ya, ardından kesme için 12–15 MPa'ya düşürün); veya düşük hidrolik basınç (hidrolik yağı doldurun ve pompa basıncını kontrol edin).
S: Toplu işlerde donatı kesme makinesini kullanırken tutarlı kesim uzunluklarını nasıl sağlayabilirim?
C: İlk olarak, durdurma mastarını standart uzunlukta bir numuneyle kalibre edin (hata ±0,5 mm). Kesme sırasında, her bir donatının durdurma mastarına tamamen bastırıldığından (boşluk kalmadığından) emin olun. Her 50 kesimde, rastgele 3 donatıyı uzunluk doğruluğu açısından inceleyin (izin verilen hata ±1 mm). Sapmalar meydana gelirse durdurma mastarını yeniden kalibre edin.
S: Söndürülmüş donatıyı (örneğin, ön gerilimli donatıyı) hidrolik donatı kesiciyle kesebilir miyim?
C: Hayır. Söndürülmüş donatının sertliği (>HRC30) yüksektir ve bu da kesici bıçağın kırılmasına veya hidrolik sistemin hasar görmesine neden olur. Bunun yerine, karbür uçlu bıçaklı (WC-Co ≥94%) ve söndürülmüş/alaşımlı donatı için yeterli soğutma sıvısı bulunan bir metal şerit testere kullanın.


