

- 1.0Uygulama İhtiyaçlarınızı Anlamak: Bobin Ekipmanı Seçiminde İlk Adım
- 2.0Uzman Tavsiyesi Alın ve Tedarikçilerle Yakından İş Birliği Yapın
- 3.0Evrensel Bobin Hattının Tuzağından Kaçının
- 4.0Bobin İşlemeyi İzole Parçalar Olarak Değil, Bir Sistem Olarak Düşünün
- 5.0Uygun Yükleme ve İplik Açma Ekipmanını Seçerek Üretkenliğe Öncelik Verin
- 6.0Tedarikçilerden Kapsamlı Veri ve Belgeler Toplayın
- 7.0Mevcut Araçları ve Kaynakları Kullanın
- 8.0Kurulum En İyi Uygulamaları: Alan, Hizalama ve Güvenli Montaj
- 9.0Bobin Yükleme ve Diş Açma Verimliliğini İyileştirin
- 10.0Döngü Kontrolü ve Serbest Döngü Yönetimi
- 11.0Beslemeye Hazırlık: Yem Türlerini Anlama ve Doğru Besleyiciyi Seçme
- 12.0Hava ve Çift Rulo Beslemelerle Besleme Performansını Artırma
- 13.0Kayma ve Stok İşaretleme Sorunlarının Ele Alınması
- 14.0Besleme Sırasında Malzemenin Bükülmesini ve Sarkmasını Önleme
- 15.0Doğruluktan ödün vermeden besleme hızını maksimize etme
- 16.0Bobin Taşıma ile İlgili Destek Operasyonları
- 17.0Bobin Stokunun Hasar ve Bozulmaya Karşı Korunması
- 18.0Bakım ve Kurulum: Uzun Vadeli Bobin Hattı Performansının Anahtarı
- 19.0Sonuç: Daha İyi Verimlilik için Verimli Bobin İşleme
giriiş
Modern metal damgalama ve imalatında, yüksek üretim oranlarına ulaşmak ve tutarlı parça kalitesini korumak için doğru bobin işleme çok önemlidir. İster bobin ekipmanını ilk kez kuruyor olun, ister üretim hattınızı genişletiyor olun, 3'ü 1 arada açıcı, doğrultucu ve besleyici sistemleri de dahil olmak üzere bobin işleme makinelerinin nasıl seçileceğini, kurulacağını ve çalıştırılacağını anlamak kritik öneme sahiptir.
1.0Uygulama İhtiyaçlarınızı Anlamak: Bobin Ekipmanı Seçiminde İlk Adım
Teklif istemeden veya satın alma kararı vermeden önce, bobin işleme hattınızın karşılaması gereken özellikler hakkında kapsamlı bir araştırma yapın. İşlerin ve malzeme gereksinimlerinin tamamını önceden tahmin edin:
- Bobin ağırlıkları, dış çaplar (OD) ve iç çaplar (ID)
- Malzeme genişlikleri ve kalınlıkları
- Besleme uzunlukları ve hat hızları
- Dakikadaki vuruş sayısı ve besleme doğruluğu gereksinimleri
- Malzeme türleri ve herhangi bir olağandışı özellik (yüksek çekme dayanımı, kaygan yüzeyler, işaretleme hassasiyeti)
Ekipman tedarikçinize bu faktörler konusunda açık olun. Çoğu bobin işleme ekipmanı yumuşak çelik esas alınarak derecelendirildiğinden, farklı mekanik özelliklere sahip malzemeler için ayarlamalar gerekebilir.
2.0Uzman Tavsiyesi Alın ve Tedarikçilerle Yakından İş Birliği Yapın
Benzer bobin işleme uygulamalarıyla ilgilenen uzmanların deneyimlerinden yararlanın. Metal damgalama uzmanları, zorlu malzemeler veya olağandışı koşullarla başa çıkmak için sık sık pratik ipuçları ve çözümler paylaşır. Malzeme tedarikçileriniz, yaygın malzeme davranışları ve önerilen işlemler hakkında değerli bilgiler sağlayabilir.
Bobin ekipmanı üreticilerinin temsilcilerini tesisinize davet etmeniz şiddetle tavsiye edilir. Yerinde ziyaretler, üretim gereksinimlerinizi, mevcut alanınızı ve altyapınızı değerlendirmelerine olanak tanır ve özel ihtiyaçlarınıza uygun, özelleştirilmiş ekipman önerileri sunmalarına olanak tanır.
3.0Evrensel Bobin Hattının Tuzağından Kaçının
Akla gelebilecek her türlü damgalama işlemini kapsayabilecek tek bir bobin hattı satın almaya çalışmak genellikle verimsizdir. Bu tür ekipmanlar mevcut olsa da, genellikle:
- Beklenenden önemli ölçüde daha pahalı
- Uygulamaların çoğunluğu için daha az verimli
- Bakımı ve çalıştırılması daha karmaşıktır
Bunun yerine, belirli görevler için tasarlanmış iki veya üç basit bobin hattına yatırım yapmayı düşünün. Bunlar genellikle tek bir kapsamlı hattan daha ucuzdur ve tanımlı aralıkları dahilinde daha verimli performans gösterir.
4.0Bobin İşlemeyi İzole Parçalar Olarak Değil, Bir Sistem Olarak Düşünün
Bobin işleme ekipmanınızı koordineli bir sistem olarak seçmek - genellikle bir 3'ü 1 arada açıcı, düzleştirici ve besleyici makine—parça parça montajdan daha iyi senkronizasyon ve güvenilirlik sağlar.
Stok makarası, düzleştirici ve besleyici gibi bileşenleri ayrı tedarikçilerden satın almak ilk maliyetlerden tasarruf sağlayabilir, ancak çalışma sırasında maliyetli senkronizasyon sorunlarına yol açabilir. Tek kaynaklı koordineli bir sistem şunları sağlar:
- Daha iyi entegrasyon ve performans
- Bakım ve sorun giderme için tek noktadan sorumluluk
- Daha az kesintiyle daha sorunsuz üretim süreçleri


5.0Uygun Yükleme ve İplik Açma Ekipmanını Seçerek Üretkenliğe Öncelik Verin
Bobin işleme ekipmanı kullanmanın amacı, daha yüksek üretim çıktısı elde etmektir; yani presten saat başına daha fazla parça çıkarmaktır. Çalışma süresini en üst düzeye çıkaran ve bobin değişim süresini en aza indiren ekipman seçimi çok önemlidir. Örneğin:
- Bobinlerin her 15 dakikada bir değiştirilmesi ve yeniden doldurulup diş açılması için 15 dakika daha harcanması gerekiyorsa, 12 inçlik parçaları dakikada 200 vuruşla çalıştırmanın bir anlamı yoktur.
- Verimli bobin yükleme sistemlerine yatırım yapmak gibi çift milli stok makaraları veya bobin arabaları arıza süresini önemli ölçüde azaltabilir.


6.0Tedarikçilerden Kapsamlı Veri ve Belgeler Toplayın
Satın almadan önce, ekipman tedarikçinizden kapsamlı literatür ve dokümanları temin edin. Temel bilgiler şunlardır:
- Ekipman boyutları ve alan gereksinimleri
- Ayrıntılı sistem yerleşim çizimleri
- Bobin ağırlığı ve uzunluk kapasitelerine ilişkin özellikler
- Besleme hızları ve malzeme taşıma yetenekleri
Bu ayrıntılara sahip olmak, gerçekçi beklentiler belirlemenize ve tesis yerleşiminizi etkili bir şekilde planlamanıza yardımcı olur, böylece kurulumdan sonra sürprizlerle karşılaşmazsınız.
7.0Mevcut Araçları ve Kaynakları Kullanın
Birçok malzeme ve ekipman tedarikçisi, bobin taşıma planlamasına yardımcı olmak için ücretsiz araçlar sunmaktadır, bunlar arasında şunlar yer alır:
- Bobin ağırlığı ve uzunluk hesaplayıcıları
- Uygun gevşeklik birikimi için ücretsiz döngü kılavuzları
- Metrik ve stok ölçü dönüştürücüler
İletişimi ve kurulum doğruluğunu artırmak için bu araçları mağaza yöneticilerinin, kurulum personelinin, mühendislik ve satın alma ekiplerinin kullanımına sunun.
8.0Kurulum En İyi Uygulamaları: Alan, Hizalama ve Güvenli Montaj
Bobin işleme ekipmanınız seçildikten sonra, uzun vadeli başarı için dikkatli kurulum şarttır:
- Malzemenin serbestçe dolaşabilmesi için yeterli alan sağlayın: Dikey bir döngüde gevşekliğin uygun şekilde biriktirilmesi, açma, düzeltme ve besleme işlemlerinin senkronize edilmesi için gereklidir. Çok az veya çok fazla alan, operasyonel sorunlara yol açacaktır.
- Ekipman ayarlama ve bakımı için yer bırakın: Kalabalık ortamlar güvenlik riskleri yaratır ve zamanında hizmet verme olanağını azaltır.
- Ekipmanları hassas bir şekilde hizalayın: Hizalama hataları malzeme sıkışmalarına, aşırı aşınmaya ve hurdaya neden olur. Otomatik bobin ekipmanları, manuel besleme operatörleri gibi hizalama hatalarını telafi edemez.
- Ekipmanı güvenli bir şekilde zemine yerleştirin veya bastırın: Emniyetsiz makineler güvenlik riskleri oluşturur ve çalışma sırasında hizalama hatalarına yol açarak duruş süresini ve hurda miktarını artırır. Presler arasında ara sıra hareket ettirilen ekipmanlarda bile, yeniden konumlandırma ve hizalamayı hızlandırmak için gecikmeli cıvatalar bulunmalıdır.
Montaj plakaları, kanal demir raylar ve dişli bağlantı çubukları, birden fazla bobin hattı bileşeni arasında hizalama ve konum bütünlüğünün korunmasına yardımcı olabilir.
9.0Bobin Yükleme ve Diş Açma Verimliliğini İyileştirin
Yüksek verimliliği korumada iki önemli faktör olan bobin yükleme ve diş açma işlemlerini hızlandırmak için şu noktaları göz önünde bulundurun:
- Bir tane kurun çift milli stok makarasıEğer alan müsaitse. Bu, yeni bir bobin beslenirken diğerinin yüklenmesini sağlayarak, aksama süresini azaltır.
- Çift makaralı bir sistem mümkün değilse, şunu düşünün: bobin yükleme arabası ve rayHızlı yüklemeye hazır bobinlerin ön konumlandırılması için.
- Sürekli çalışmaya hazır birden fazla bobini tutmak için bobin depolama rafları uygulayın.
- Bobin yükleme tesislerinizi, daha güvenli ve hızlı taşıma için bobinlere özel palet düzenlemeleri veya mandrellerle donatılmış bobin yükleme kancaları ve çekme motorları gibi araçlarla güncelleyin.
- Personeli, bobini genişletmeden önce kaldırma cihazları kullanarak mandrel üzerinde ortalamaları konusunda eğitin. Motorlu genişletme makaraları, manuel eforu ve genişletme mekanizmalarındaki aşınmayı azaltır.
- Besleme sırasında bobinin gevşemesini önlemek için, yaylı malzemeleri kontrol etmek amacıyla stok makaralarında tutma kolları kullanın. Tutma kollu beşikler, hassas veya yaylı bobinleri tutmak için bir alternatiftir ve bobin ağırlığını eşit şekilde dağıtır.
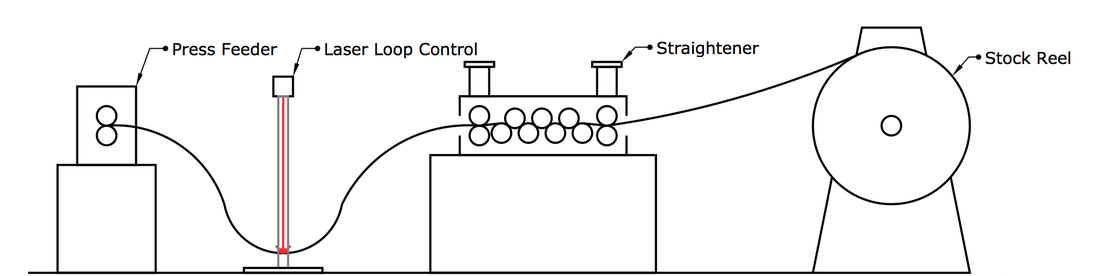
10.0Döngü Kontrolü ve Serbest Döngü Yönetimi
Uygun gevşeklik birikimi ve döngü kontrolü genellikle yanlış anlaşılır ancak düzgün bobin beslemesi için kritik öneme sahiptir:
- Serbest döngüde gevşeklik yatay olarak değil dikey olarak birikir. Aşırı yatay döngü uzunluğu mevcut gevşekliği azaltır.
- Uzun besleme mesafeleri için, dikey düşüşü artırmak amacıyla bir döngü çukuru kazılabilir veya boşluk yönetimini iyileştirmek amacıyla stok hattının yüksekliği yükseltilebilir.
- Yüksek hızlı operasyonlarda, malzeme sıçraması ve titreşim, besleme doğruluğunu etkileyen hatalı döngü kontrol sinyallerine neden olabilir. Çözümler arasında karşı ağırlıklar, yaylı sönümleyiciler, döngünün üzerine örtülen çamurluklar ve mıknatıslı konveyör destekleri yer alır.
- Sürünme hızı modlarına sahip değişken hızlı tahrikler, malzeme durma izlerine neden olan dur-kalk hareketlerini ortadan kaldırarak döngü kontrolünü iyileştirir.
- Döngü kontrol cihazları, malzeme gerginliğinden kaynaklanan hasarı önlemek için kontrolleri bastırmak üzere minimum döngü kapatma hükümleriyle donatılmış, döngü sınırlarını tespit etmek için sürücü kolları, elektrikli gözler veya düşük voltajlı problar kullanabilir.
11.0Beslemeye Hazırlık: Yem Türlerini Anlama ve Doğru Besleyiciyi Seçme
Uygun bobin besleme gevşekliği ve döngü kontrolü sağlandıktan sonra, hassasiyet ve hızın parça kalitesini ve verimini doğrudan etkilediği besleme sürecinin kendisine odaklanılır. Bobin hatlarında yaygın olarak kullanılan iki ana besleyici türü vardır:
- Slayt Tipi Beslemeler: Daha düşük hızlara sahip ancak daha yüksek konumsal hassasiyete sahip olan kızak beslemeleri, mekanik olarak (genellikle presle çalıştırılır) veya pnömatik, hidrolik ya da elektrikle çalıştırılabilir. Daha düşük besleme hızları, onları hassas veya son derece hassas damgalama işlemleri için ideal hale getirir.
- Rulo Tipi Beslemeler: Genellikle yüksek hızlı üretim için tasarlanan rulo besleme sistemleri, malzemeyi sürekli veya kademeli olarak kavrayıp ilerletir. Ayrıca mekanik veya motorlu da olabilirler. Rulo besleme sistemleri, kavrama tipi besleyicilere kıyasla genellikle malzeme üzerinde daha az iz bırakır ve nispeten düşük bakım gerektirir, bu da onları uzun üretim süreçleri için uygun hale getirir.
Birçok modern bobin hattı, besleme hızının ve doğruluğunun üretim ihtiyaçlarına göre hassas bir şekilde ayarlanabildiği entegre 3'ü 1 arada açıcı, doğrultucu ve besleyici üniteleri kullanır.

12.0Hava ve Çift Rulo Beslemelerle Besleme Performansını Artırma
Hava Beslemeleri Çeşitli pres pozisyonlarına (yan, ön veya arka) monte edilebilmeleri ve nispeten düşük maliyetleri sayesinde çok yönlüdürler ve bu da onları kısa tirajlı ve atölye ortamları için popüler kılar. Ancak, strok hızları silindir boyutuyla sınırlıdır ve bu da daha kısa besleme uzunluklarında maksimum besleme hızlarını sınırlayabilir. Üreticiler genellikle kısa beslemelerde kullanılmayan hacmi azaltmak ve hava akışına veya aşınan bileşenlere müdahale etmeden hız potansiyelini artırmak için hava silindirinin içine blok eklemeyi önerir.
Çift Rulo Beslemeler Malzemeyi kalıba itip çekerek gelişmiş işlevsellik sağlar ve şerit stoğunun tam boyuna beslenmesini sağlar. Ayrıca ince malzemelere gerilim uygulayarak, damgalama sırasında şeridin düz ve dengeli kalmasını sağlarlar. Bu, özellikle sarkma veya burkulmaya eğilimli daha geniş veya daha esnek malzemeler için önemlidir.
13.0Kayma ve Stok İşaretleme Sorunlarının Ele Alınması
Besleme sırasında kayma, özellikle galvanizli çelik gibi kaygan veya önceden yağlanmış malzemelerde yaygın bir sorundur. Bununla mücadele etmek için:
- Stoku yağlayın sonrasında besleme Besleme silindirlerinin kirlenmesini önlemek ve uygun çekişi sağlamak.
- Önceden yağlanmış malzemeler için, kum püskürtme besleme silindirleri genellikle malzemeye zarar vermeden kavramayı iyileştirir.
- Kumlama ve krom kaplama işlemine tabi tutulan mat krom besleme silindirleri, gelişmiş çekiş gücü ve aşınma direnci sunar ve uygulamalara göre farklı kalınlık seviyelerinde mevcuttur.
- Yivli besleme silindirleri ekstra tutuş sağlar ancak iz bırakabilir; yüzey kalitesinin kritik olduğu yüzeylerde kullanmaktan kaçının.

14.0Besleme Sırasında Malzemenin Bükülmesini ve Sarkmasını Önleme
Kalıpta kesilen stok beslenirken, çift rulo besleyiciler Malzemeyi çekmek için kullanılamaz. Bu durumlarda, ince malzemelerin burkulmasını önlemek için şunlar gereklidir:
- Malzemeyi sandviçleyen veya oluklu raylardan geçiren karmaşık kılavuz sistemleri.
- Pres strokunun önünde kalabilmek için yeterli hızda besleme; aşırı besleme hızı, malzemenin yığılmasına ve bükülmesine neden olarak doğruluğu azaltır.
Besleyici ile kalıp arasında veya tutucu çenelerinin dışında sarkmaya eğilimli geniş stoklar aşağıdakilerle desteklenebilir: silindirli konveyör bölümleriGenellikle "bira silindirleri" olarak adlandırılan, uygun konumlandırmayı ve besleme hassasiyetini korumak için kullanılır.

15.0Doğruluktan ödün vermeden besleme hızını maksimize etme
Birçok operatör, özellikle hava beslemeli preslerde, dakikadaki pres stroklarını artırmaya çalışır. Hava besleme hızı silindir hacmiyle sınırlı olsa da, silindirlerin içine deplasman blokları eklemek gibi değişiklikler, kısa besleme uzunluklarında hız potansiyelini önemli ölçüde artırabilir. Bu değişiklikler, portlara veya contalara müdahale etmemek ve bileşenlerin ömrünü uzatmak için fabrikaya danışılarak yapılmalıdır.
16.0Bobin Taşıma ile İlgili Destek Operasyonları
Birbiriyle yakından ilişkili birkaç işlem, bobin besleme hatlarının verimliliğini ve kalitesini artırır:
- Kenar İyileştirme: Bobin stoğunun yarık kenarları, bitmiş parçalarda sıklıkla görünür kenarlar haline geldiğinden, bobin açma/düzeltme sırasında veya hemen sonrasında kenar işleme, maliyetli ikincil çapak alma işlemlerine olan ihtiyacı azaltabilir.
- Parça Düzeltme: Bazı damgalanmış parçalar kalıptan düzlükten çıkmış olabilir. Parça düzeltme makineleri bu parçaları hızlı ve tutarlı bir şekilde kurtararak genel verimi artırabilir ve manuel işçiliği azaltabilir.
- Hurda Taşımacılığı: Özellikle hacimli veya sürekli hurdaların verimli bir şekilde çıkarılması ve bertaraf edilmesi, üretimdeki yavaşlamaları önler. Motorlu hurda kıyıcılar veya krank miliyle çalışan üniteler, kalıp yükünü azaltır ve presler arasında hareket ettirilerek esnekliği artırır. Ters döngü kontrolleri kullanılarak hurdanın makaralara geri sarılması da hurda bertarafını kolaylaştırabilir.
17.0Bobin Stokunun Hasar ve Bozulmaya Karşı Korunması
Bobin stok bütünlüğünün korunması kritik öneme sahiptir, çünkü hasarlı veya bozuk stoklar hurda oranlarını artırabilir ve besleme sorunlarına yol açabilir. Aşağıdaki koruyucu önlemleri göz önünde bulundurun:
- Kullanmak basamaklı tip destekler Doğrultucu çıkışında ve besleyici girişinde, ağırlık nedeniyle malzemenin sarkmasını ve yeniden deformasyonunu önlemek için destek sac levha veya metal kalınlığının en az 360 katı yarıçapa sahip makaralar kullanılabilir.
- Stokların temas edebileceği zeminleri ve duvarları hizalayın iç-dış mekan halıları Malzemeyi hasardan korumak ve yastıklamak için.
- Ağırlık veya sıçrama etkisi nedeniyle malzemeyi bozan sürücü kollarından kaçının. Bunun yerine, düşük voltajlı sondalar veya elektrikli gözler Temassız döngü kontrolü için. Yansıtıcı dipçikten gelen yanlış sinyalleri önlemek için elektrikli gözler eğik açılı olmalı veya bağımsız kaynak-alıcı çiftleri kullanılmalıdır.
- Faydalanmak poliüretan kaplı rulolar Ultra hassas malzemelerle çalışırken düzleştiriciler ve besleyiciler kullanın. Yabancı cisimlerin gömülmesini ve aşırı işaretlemeyi önlemek için bu silindirleri titizlikle temiz tutun.
- Pürüzsüz krom rulo kaplamalar mükemmel aşınma direnci sağlar ve döküntülerden kaynaklanan hasarı engeller, ancak öncelikliyse çekişi azaltabilir.
18.0Bakım ve Kurulum: Uzun Vadeli Bobin Hattı Performansının Anahtarı
İyi bakımı yapılan bir bobin taşıma sistemi güvenilir bir şekilde çalışır ve tutarlı sonuçlar üretir. Temel öneriler:
- Kurulum ve bakım personelinin kullanım kılavuzları ve standart işletim prosedürleri konusunda kapsamlı eğitim almasına önem verin.
- Hatalı teknikleri derhal düzelterek sorunların artmasını önleyin.
- Çoğu ekipman ayarlaması basınç ayarlamaları; görevi tamamlamak için gereken minimum basıncı her zaman ayarlayın, yalnızca gerekliyse kademeli olarak artırın. Aşırı ayarlama, ekipman ömrünü kısaltır.
- Sürekli görsel-işitsel denetimleri teşvik edin. Tıpkı bir aracın seslerindeki ufak değişiklikleri fark etmek gibi, operatörler ve amirler de olası sorunları işaret eden olağandışı seslere, titreşimlere veya görsel ipuçlarına, bunlar daha da büyümeden önce dikkat etmelidir.
- Kenar kılavuzları bariyer olarak değil, kılavuz olarak tasarlanmıştır; tekrarlanan taşma hizalama sorunlarına işaret eder ve eğim, taraklanma veya hasarlı ekipmandan kaçınmak için derhal düzeltilmesi gerekir.
19.0Sonuç: Daha İyi Verimlilik için Verimli Bobin İşleme
Verimli bobin kullanımı, doğru ekipmanın seçilmesine, doğru kuruluma ve düzenli bakıma bağlıdır. 3'ü 1 arada açıcı, düzleştirici ve besleyici sistemleri daha iyi senkronizasyon, daha az kesinti ve daha sorunsuz üretim sağlar.
Besleme hassasiyetini artırmak ve hurdayı azaltmak için uygulamaya özel ekipmana, hassas döngü kontrolüne ve doğru hizalamaya odaklanın. Üretimi istikrarlı ve uygun maliyetli tutmak için verimli bobin yükleme, koruyucu önlemler ve rutin bakıma yatırım yapın.
Doğru kurulum ve eğitimli operatörlerle bobin taşıma sistemleri üretkenliği önemli ölçüde artırabilir, parça kalitesini iyileştirebilir ve ekipman ömrünü uzatabilir.




