

- 1.0Yüksek Frekanslı İndüksiyon Isıtma Nasıl Çalışır?
- 2.0Yüksek Frekanslı İndüksiyon Isıtıcılarının Başlıca Parametreleri
- 3.0Frekans Aralığı ve Isıtma Derinliği (Cilt Etkisi)
- 4.0Manyetik Geçirgenlik Değişiminin ve Curie Noktasının Etkisi
- 5.0İndüksiyon Bobini Tasarımı ve Yük Eşleştirme
- 6.0Çalışma Koşulları ve Termal Yönetim Hususları
- 7.0Tipik Endüstriyel Uygulama Senaryoları
- 8.0Sık Karşılaşılan İşletme Sorunlarının Teknik Analizi
- 9.0Çözüm
Yüksek frekanslı indüksiyonlu ısıtma teknolojisi, yüksek verimliliği, yoğun enerji iletimi, temassız ısıtma ve otomatik kontrol sistemleriyle kolay entegrasyonu nedeniyle modern endüstriyel üretimde yaygın olarak kullanılmaktadır. Tipik uygulamalar arasında lehimleme, ısıl işlem (sertleştirme ve tavlama), sızdırmazlık, içten ısıtma ve küçük ölçekli eritme yer almaktadır.
Elektromanyetik ısıtma ekipmanlarının temsili bir formu olarak, yüksek frekanslı indüksiyon ısıtıcısının teknik performansı ve pratik sonuçları, çalışma prensibinin, sistem konfigürasyonunun, yük eşleşmesinin ve proses parametrelerinin doğru anlaşılmasına ve uygun şekilde uygulanmasına doğrudan bağlıdır.
1.0Yüksek Frekanslı İndüksiyon Isıtma Nasıl Çalışır?
Yüksek frekanslı indüksiyonlu ısıtma, elektromanyetik indüksiyon ve Joule ısıtma etkisine dayanan bir ısıtma yöntemidir. Özünde, elektrik enerjisini ısı enerjisine dönüştüren temassız bir işlemdir. Temel çalışma mekanizması aşağıdaki aşamalarda özetlenebilir:
- Alternatif elektromanyetik alanın oluşumu: Yüksek frekanslı alternatif akım indüksiyon bobininden geçtiğinde, bobin çevresinde alternatif bir manyetik alan oluşur.
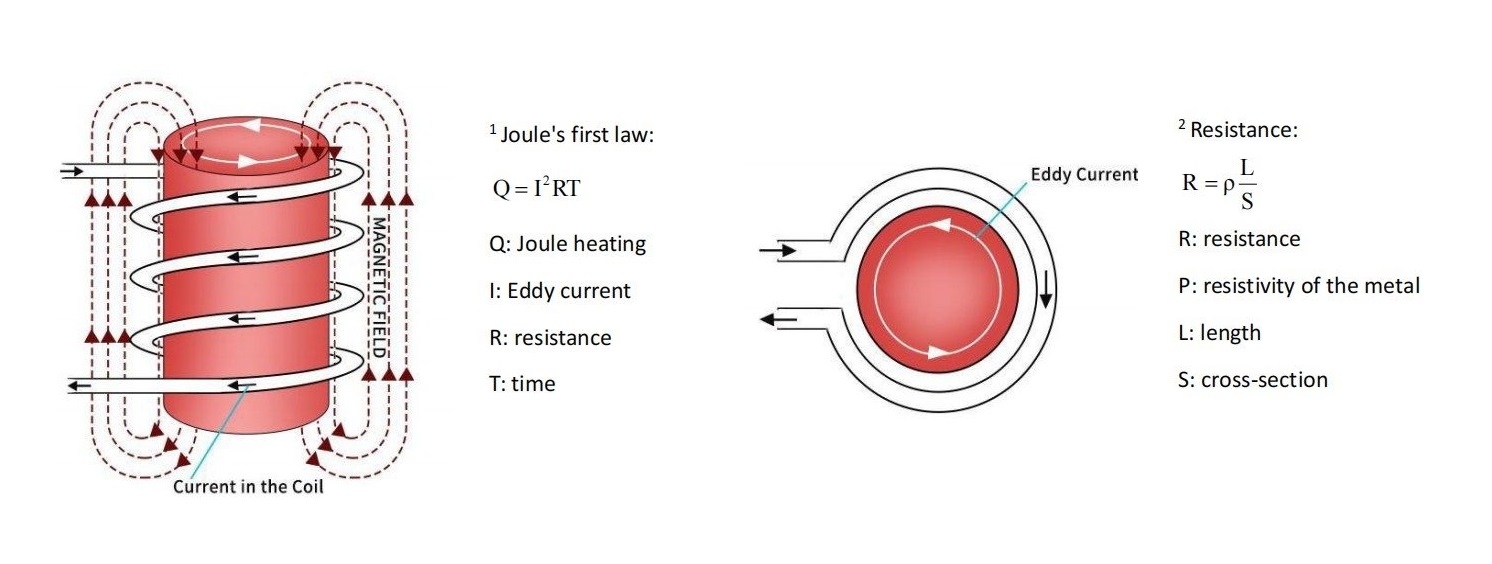
- Girdap akımlarının indüklenmesi: Bir metal iş parçası alternatif manyetik alan içine yerleştirildiğinde, malzeme içinde girdap akımları (Foucault akımları olarak da bilinir) adı verilen kapalı döngü akımları indüklenir.
- Joule etkisi nedeniyle sıcaklık artışı: İş parçası içinde girdap akımları oluştuğunda, Joule yasasına göre metalin elektriksel direnci nedeniyle ısı üretilir:
Q = I²RT
Bu içsel ısı üretimi, iş parçasının içindeki sıcaklığın hızla yükselmesine olanak tanır.
Isıtma işlemi sırasında, çoğu metalin elektriksel direnci sıcaklık artışıyla birlikte yükselir; bu da Joule ısıtma etkisini daha da artırır. Bu, indüksiyonlu ısıtmanın kısa sürede yüksek ısıtma verimliliğine ulaşabilmesinin başlıca nedenlerinden biridir.
Ek olarak, bir iş parçasının elektriksel direnci, malzeme özdirenci (ρ), etkin akım yolu uzunluğu (L) ve kesit alanı (S) ile aşağıdaki ilişkiye bağlıdır:
R = ρL / S
Sonuç olarak, farklı malzemelere, geometrilere ve boyutlara sahip iş parçaları, aynı indüksiyon koşulları altında önemli ölçüde farklı ısıtma verimlilikleri gösterebilir.
2.0Yüksek Frekanslı İndüksiyon Isıtıcılarının Başlıca Parametreleri
Yüksek frekanslı indüksiyon ısıtıcısının performans konfigürasyonu tipik olarak çıkış gücü, çalışma frekans aralığı, güç kaynağı tipi ve yük uyumluluğuna odaklanır. Pratik seçimde, aşağıdaki faktörler kapsamlı bir şekilde değerlendirilmelidir.
2.1Çıkış Gücü Değeri
Çıkış gücü, birim zamanda iş parçasına aktarılan enerji miktarını belirler ve ısıtma hızını ve izin verilen iş parçası boyutunu etkileyen önemli bir parametredir. Genel olarak:
- Küçük boyutlu, ince duvarlı iş parçaları veya bölgesel ısıtma uygulamaları nispeten düşük güç seviyeleri gerektirir;
- Büyük iş parçaları, tam ısıtma işlemleri veya eritme uygulamaları, önemli ölçüde daha yüksek güç çıkışı gerektirir.
2.2Güç Kaynağı Koşulları
Uygulama ortamına bağlı olarak, tek fazlı veya üç fazlı güç kaynakları kullanılabilir. Sürekli endüstriyel çalışma için, daha istikrarlı ve tutarlı güç çıkışı sağlamak amacıyla genellikle üç fazlı güç kaynağı tercih edilir.
2.3İş Parçası Malzeme Özellikleri
- Manyetik malzemeler, ilk ısıtma aşamasında daha yüksek manyetik geçirgenlik sergiler ve bu da nispeten yüksek indüksiyon verimliliğine yol açar;
- Bakır ve alüminyum gibi manyetik olmayan malzemeler esas olarak girdap akımıyla ısıtmaya dayanır ve genellikle bağlantı verimliliğini artırmak için daha optimize edilmiş bobin tasarımına ihtiyaç duyar.
3.0Frekans Aralığı ve Isıtma Derinliği (Cilt Etkisi)
Yüksek frekanslı indüksiyonlu ısıtmada, çalışma frekansının seçimi doğrudan ısıtma derinliğini ve enerji dağılımını belirler. Bu davranış esas olarak yüzey etkisiyle yönetilir.
Alternatif akım frekansı arttıkça, indüklenen akımlar metal iş parçasının yüzeyine yakın bölgelerde yoğunlaşma eğiliminde olur ve malzemenin içindeki etkili nüfuz derinliği azalır. Bu durum, aşağıdaki pratik mühendislik kurallarına yol açar:
- Daha yüksek frekanslar daha sığ ısıtma katmanlarına neden olur ve yüzey ısıtma, yüzey sertleştirme ve lokal ısıtma uygulamaları için daha uygundur;
- Daha düşük frekanslar, ısının daha derinlere nüfuz etmesine olanak tanır; bu da onları içten ısıtma veya kalın duvarlı bileşenlerin ısıtılması için daha uygun hale getirir.
Pratik uygulamalarda, frekans seçimi iş parçası çapı, duvar kalınlığı ve proses hedefleriyle birlikte değerlendirilmelidir. Örneğin, boru ucu ısıtma işlemlerinde—örneğin bir ısıtma aşaması gibi— Boru Ucu Kapatma Makinesi— Boru ucunda hızlı bir sıcaklık artışı sağlanırken, boru gövdesi boyunca ısı yayılımının en aza indirilmesi genellikle gereklidir. Bu gibi durumlarda, yerel enerji yoğunlaşmasını sağlamak için nispeten daha yüksek çalışma frekansları tercih edilir.
Şunu belirtmek gerekir ki, indüksiyonlu ısıtma sisteminin gerçek çalışma frekansı tek bir sabit değer değildir. Bunun yerine, frekans ve güç çıkışı arasında dinamik bir eşleşme ilişkisiyle birlikte, güç kaynağı özellikleri, bobin parametreleri ve yük koşulları tarafından birlikte belirlenir.

4.0Manyetik Geçirgenlik Değişiminin ve Curie Noktasının Etkisi
Demir bazlı malzemeler gibi ferromanyetik metaller için indüksiyonla ısıtma işlemi, yalnızca elektriksel dirençteki değişikliklerden değil, aynı zamanda sıcaklıkla birlikte manyetik geçirgenlikteki önemli değişimlerden de etkilenir.
Oda sıcaklığında ve düşük-orta sıcaklık aralıklarında, manyetik malzemeler yüksek manyetik geçirgenlik gösterir; bu da iş parçası içinde alternatif manyetik alanın daha kolay oluşturulmasına olanak tanır. Sonuç olarak, ilk ısıtma aşamasında indüksiyonla ısıtma verimliliği ve sıcaklık artış hızı nispeten yüksektir. Bununla birlikte, malzeme sıcaklığı Curie noktasına yaklaştıkça, ferromanyetizma kademeli olarak zayıflar ve nihayetinde paramanyetik bir duruma geçer, bu da manyetik geçirgenliğin keskin bir şekilde düşmesine neden olur.
Bu geçiş, mühendislik alanında çeşitli pratik etkilere yol açmaktadır:
- İlk ısıtma aşamasında hızlı sıcaklık artışı;
- Curie noktasına yaklaşıldıkça ısıtma verimliliği azalır ve sıcaklık artışı yavaşlar;
- İstenilen ısıtma hızını korumak için daha yüksek giriş gücüne ihtiyaç duyulabilir.
Çelik borular, yapısal tüpler veya boru ucu şekillendirme işlemlerini içeren uygulamalarda—ön ısıtma ve sıcak şekillendirme aşamaları dahil— Tüp Ucu Kapatma Makineleri—Manyetik geçirgenlikteki değişimi anlamak, istikrarlı ısıtma kontrolünü sağlamak için kritik öneme sahiptir. Doğru güç düzenlemesi ve optimize edilmiş bobin tasarımı, manyetik özelliklerin değiştiği sıcaklık aralıklarında kontrol edilebilir ve tutarlı ısıtma davranışını sağlamaya yardımcı olur.
5.0İndüksiyon Bobini Tasarımı ve Yük Eşleştirme
İndüksiyon bobini, yüksek frekanslı indüksiyonlu ısıtma sisteminin temel bileşenidir. Geometrik yapısı, elektriksel özellikleri ve iş parçasıyla uyum derecesi, ısıtma verimliliğini ve sistem kararlılığını doğrudan belirler.
5.1Bobin Malzemeleri ve Yapısı
- Genellikle bakır borular veya saf bakır iletkenler kullanılır;
- Yeterli kesit alanı, bobin kayıplarını azaltmaya ve akım taşıma kapasitesini artırmaya yardımcı olur;
- Çalışma sıcaklığındaki artışı kontrol etmek için genellikle dahili soğutma kanallarına ihtiyaç duyulmaktadır.
5.2Bobin ve İş Parçası Arasındaki Bağlantı Boşluğu
- Tipik bir çalışma aralığı genellikle 5-15 mm aralığında tutulur;
- Aşırı boşluk manyetik bağlantı verimliliğini azaltır;
- Yetersiz boşluk, kısa devre veya mekanik temas riskini artırır.
5.3Dönüş Sayısı ile Çalışma Davranışı Arasındaki İlişki
Diğer koşullar tamamen aynı olduğunda:
- Sarım sayısının artırılması, etkin çalışma frekansını düşürür ve bobin akımını artırır;
- Sargı sayısını azaltmak, akımı azaltırken frekansı artırır.
Manyetik olmayan malzemeler veya düşük bağlantılı yükler için, ısıtma performansını iyileştirmek amacıyla sarım sayısını artırmak genellikle faydalıdır.
5.4Yük Eşleştirmenin Pratik Değerlendirmesi
Gerçek çalışma sırasında, akım davranışı ve ısıtma sonuçları deneysel göstergeler olarak kullanılabilir:
- Yavaş sıcaklık artışıyla birlikte yüksek akım genellikle yetersiz bağlantıyı veya uygunsuz bobin boyutlarını gösterir;
- Akım artışında zorluk veya sistemin kararsız çalışması, aşırı yük veya gereğinden fazla sayıda sarım olduğunu gösterebilir.
Bobin boyutunu, sarım sayısını ve iş parçasının konumunu ayarlayarak daha optimum bir sistem eşleşme koşulu elde edilebilir.

6.0Çalışma Koşulları ve Termal Yönetim Hususları
Yüksek frekanslı indüksiyonlu ısıtma sırasında, güç cihazları ve indüksiyon bobinleri yüksek enerji yoğunluğu koşulları altında çalışır; bu da etkili termal yönetimi hayati önem taşır.
- Soğutma ortamı iyi ısı iletkenliği ve uzun vadeli stabilite sağlamalıdır;
- Soğutma sistemi, sürekli ve istikrarlı akış hızı ve basıncı sağlamalıdır;
- Uzun süreli yüksek güçte çalışmanın ardından, sistem içindeki termal stresi azaltmak için yeterli soğuma süresi tanınmalıdır.
Etkin termal yönetim, yalnızca çalışma istikrarını iyileştirmekle kalmaz, aynı zamanda ekipmanın kullanım ömrünü de önemli ölçüde uzatır.
7.0Tipik Endüstriyel Uygulama Senaryoları
Yüksek frekanslı indüksiyonlu ısıtma teknolojisi, çeşitli endüstriyel sektörlerde yaygın olarak kullanılmaktadır ve farklı süreçler, ısıtma yöntemleri ve parametre kontrolü konusunda farklı gereksinimler ortaya koymaktadır.
| Başvuru Süreci | Isıtma Özellikleri | Tipik Amaç |
| Lehimleme | Hassas sıcaklık kontrolü ile yoğunlaştırılmış ısıtma | Farklı metallerin birleştirilmesi |
| Söndürme | Hızlı ısıtma ve ardından kontrollü soğutma | Yüzey sertliğinin artırılması |
| Tavlama | Kontrollü ısıtma ve bekletme işlemi | Esnekliği artırmak ve iç gerilimi azaltmak |
| İçten ısıtma | Kesit boyunca homojen ısıtma | İnce veya küçük çaplı parçaların ısıtılması |
| Sızdırmazlık | Lokalize, hedefli ısıtma | Yapısal sızdırmazlık veya bileşen birleştirme |
| Erime | Yüksek güç yoğunluğu ve istikrarlı bobin çalışması | Küçük ölçekli metal eritme |


Gerçek uygulama performansı, iş parçası malzemesine, boyutlarına ve özel proses hedeflerine bağlı olarak test ve ayarlamalar yoluyla optimize edilmelidir.
8.0Sık Karşılaşılan İşletme Sorunlarının Teknik Analizi
Uzun süreli çalışma veya değişen çalışma koşulları altında, indüksiyonlu ısıtma sistemlerinde verimlilik düşüşü veya anormal davranışlar görülebilir. Yaygın nedenler şunlardır:
- Bobin geometrisindeki değişiklikler veya zayıf elektrik teması;
- Yük koşullarındaki değişiklikler;
- Yetersiz soğutma kapasitesi, termal koruma mekanizmalarını tetikliyor;
- Güç kaynağındaki dalgalanmalar, sistemin anormal tepki vermesine yol açar.
Bu sorunları gidermek için, yük eşleştirme, termal yönetim ve güç kaynağı kararlılığına odaklanılarak sistematik analiz ve ayarlamalar yapılmalıdır.
9.0Çözüm
Olgunlaşmış ve sürekli gelişen bir endüstriyel ısıtma teknolojisi olarak, yüksek frekanslı indüksiyon ısıtıcılarının performansı, elektromanyetik prensiplerin, bobin tasarımının, yük özelliklerinin ve proses kontrolünün kapsamlı bir şekilde anlaşılmasına bağlıdır. Sistem parametrelerinin doğru şekilde yapılandırılması ve uygulama stratejilerinin sürekli olarak optimize edilmesiyle, verimli ve istikrarlı endüstriyel çalışma sürdürülürken yüksek ısıtma kalitesi elde etmek mümkündür.
Burada sunulan bilgiler genel bir teknik referans niteliğindedir. Spesifik uygulamalar, gerçek çalışma koşullarına ve proses gereksinimlerine göre tasarlanmalı ve doğrulanmalıdır.
Referans
www.theinductor.com/blog/how-induction-heating-technology-works-and-why-you-should-know/
www.ambrell.com/blog/research-universities-using-induction-heating


