

1.0Metal Döndürme Nedir?
Metal Döndürme Teknolojisine Genel Bakış
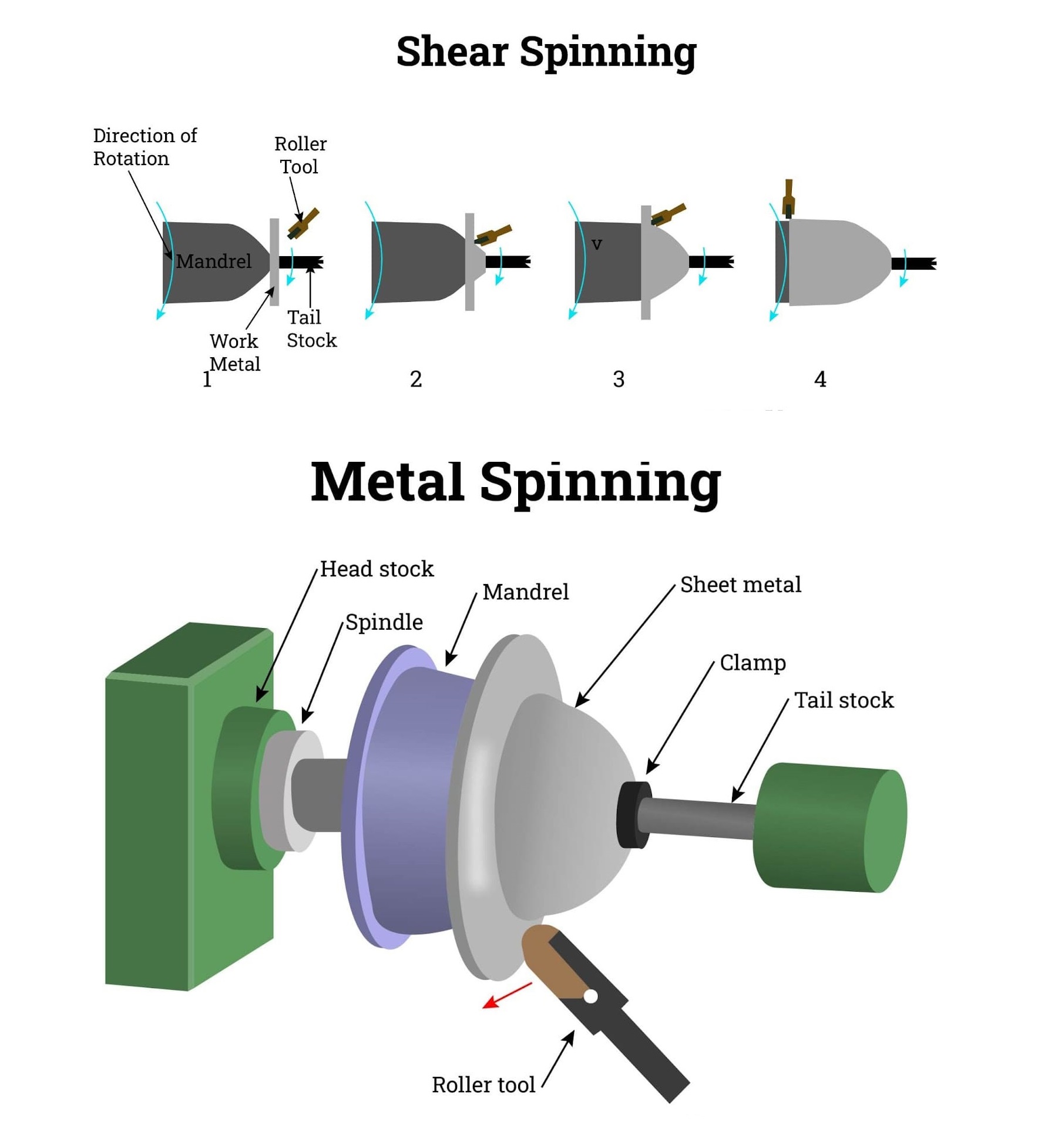
Metal döndürme, torna tezgahına monte edilmiş şekillendirilmiş bir mandrel (blok) üzerinde bir metal disk (iş parçası) oluşturmayı içerir. Torna tezgahı yüksek hızda dönerken, metali mandrel üzerinde şekillendirmek için basınç uygulanır (genellikle kaldıraçlı aletler ("kaşıklar" olarak adlandırılır). Bu işlem, iş parçasının çapını azaltır ve kalınlığını veya şeklini mandrel ile eşleşecek şekilde değiştirir.
1.1Anahtar Oluşturma Teknikleri
- Standart İplik:Metal, tek parçalı bir mandrel üzerine şekillendirilir.
- Boyun verme/Azaltma: Daraltılmış bölümler oluşturmak için kullanılır. Şu şekilde yapılabilir:
- Mandrel olmadan (“havada döner”)– yüzey kalitesinin kritik olmadığı durumlarda uygundur.
- Eksantrik veya çıkarılabilir mandrel ile– daha hassas şekiller için.
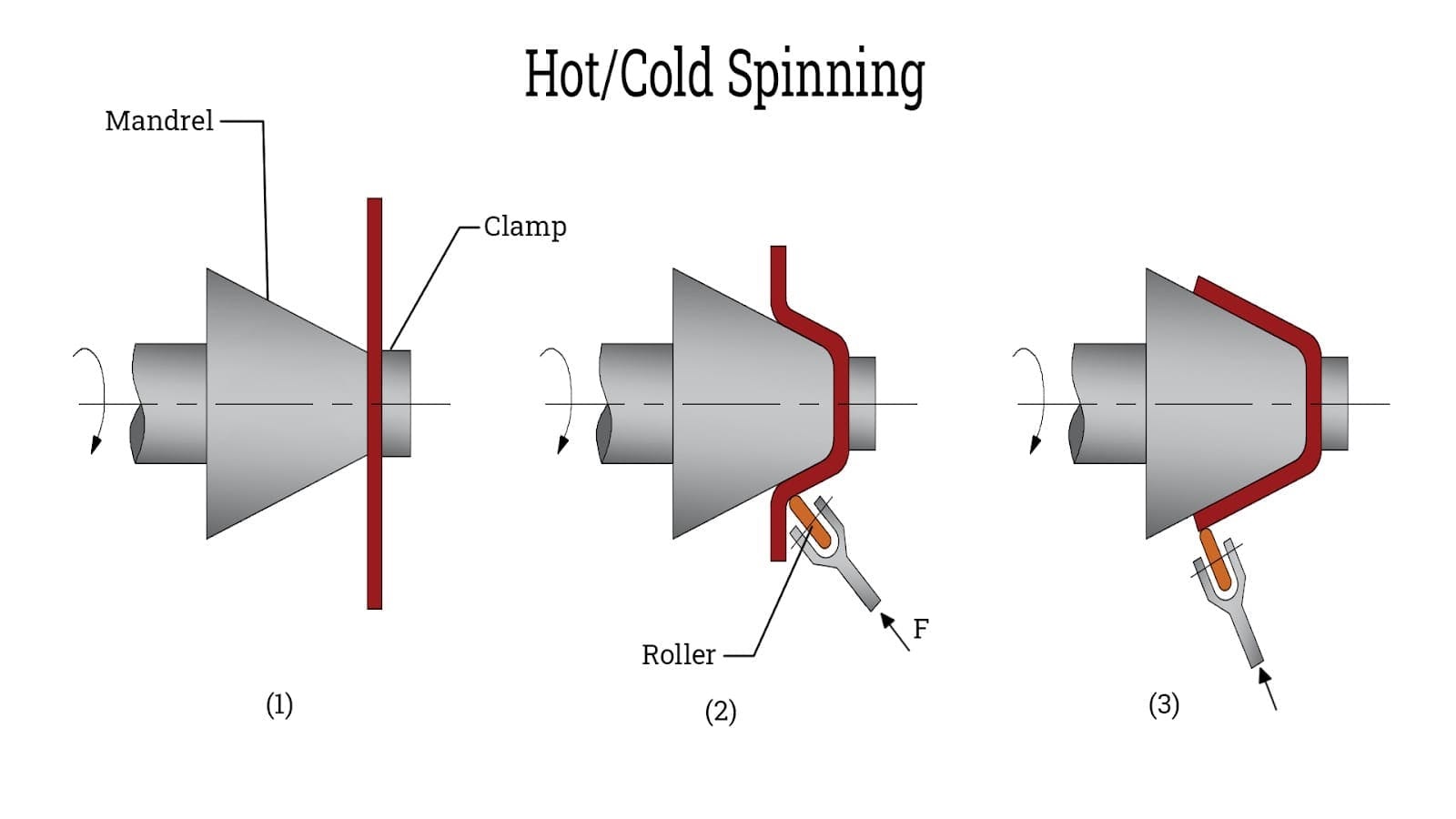
- Sıcak İplik: Eğirme sırasında malzemeyi yumuşatmak için ısı uygulanır, bu sayede sıkı veya dikişsiz omuzların daha kolay şekillendirilmesi sağlanır.
- Buz veya Düşük Erime Noktalı Kalıp Döndürme:Karmaşık veya tek seferlik şekiller için, şekillendirmeden sonra mandrel eritilerek uzaklaştırılır.
| Özellik | El İplikçiliği | CNC İplik |
| En iyisi için | – Prototipler ve küçük üretim serileri – Yumuşak, sünek metaller (örneğin, O-temperli alüminyum, hafif paslanmaz çelik) – Yarı değerli veya değerli metaller | – Yüksek hacimli, tekrarlanabilir üretim – Eğrilmesi zor veya daha az sünek metaller |
| Avantajları | – Düşük hacimler için uygun maliyetli – Yüksek esneklik ve manuel kontrol – Kapsamlı kurulum veya programlama gerektirmez | – Yüksek hassasiyet ve tutarlılık – Otomatik süreç karmaşık geometrileri işler – Büyük partiler için azaltılmış iş gücü ve daha hızlı teslimat süresi |
1.2El İplikçiliği ve CNC İplikçiliği
| Özellik | El İplikçiliği | CNC İplik |
|---|---|---|
| Yüksek Düzeyde Bireysel İşçilik | ✨ | ❌ |
| Yüksek Miktar | ❌ | ✅ |
| Üretimi Desteklemek İçin Makinelerin Kullanımı | ❌ | ✅ |
| Çan Şeklindeki, Küresel ve Boru Şeklindeki Formlar Hızlıca Tasarlanır ve Oluşturulur | ✅ | ✅ |
| Parça Üretimi İçin En Hassas | ❌ | ✅ |
| Prototip Oluşturmada Etkili (Hızlı Parça Üretimi) | ✅ | ✅ |
| Minimum Miktarda Atık Malzeme Üretin | ❌ | ✅ |
| Diğer İşleme Yöntemlerine (Örneğin, Damgalama) Göre Daha Hızlı İşlem | ❌ | ✅ |
1.3Metal Döndürme: Zanaatkarlık ve Otomasyon Arasında Bir Köprü
Metal eğirme, geleneksel zanaatkarlık ve modern otomasyonun kesiştiği noktada yer alır. Manuel sanatçılığın esnekliğini ve CNC kontrollü üretimin verimliliğini sunar. Yüksek hacimli parçalar otomasyondan faydalanırken, elle eğirme karmaşık, dekoratif ve özel bileşenler için olmazsa olmazdır. Her iki yöntemi birleştirmek, üreticilerin verimliliği kaliteyle dengelemesine olanak tanır.
1.4Metal Döndürme İşlemi
- Kurmak: Torna tezgahının başlığına bir mandrel monte edilir ve metal iş parçası, punta başlığındaki bir baskı yastığı kullanılarak sabitlenir.
- Şekillendirme:Kaldıraçlı aletler veya silindirler, istenilen şekil elde edilene kadar metali birden fazla geçişte basınç uygulayarak kademeli olarak şekillendirir.
- Modernizasyon:Bu süreç daha önce tamamen manuel olarak gerçekleştirilirken, artık birçok adım otomatikleştiriliyor, bu da tutarlılığı artırıyor ve büyük ölçekli üretimi daha uygulanabilir hale getiriyor.
Önerilen Okumalar:Metal Döndürme İşlemi Kılavuzu
1.5Anahtar Döndürme Teknikleri
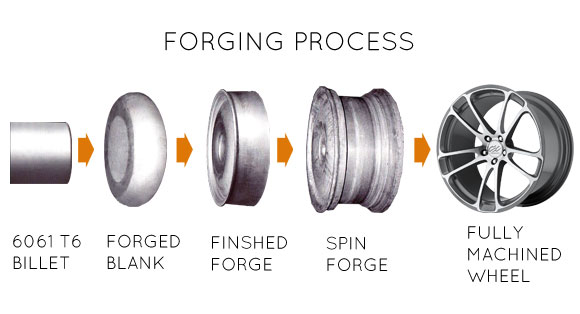
- Preformlar: Kaba şekillendirilmiş parçalar şekillendirme süresini ve maliyetini azaltır.
- Geleneksel İplikçilik:Metal mandrel üzerine gerilir; incelme kontrol edilebilir.
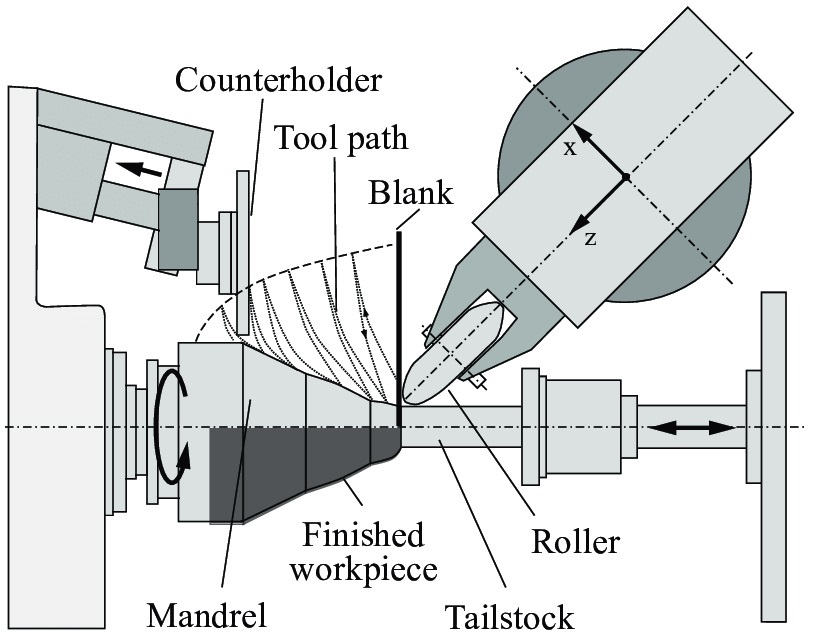
- Kesme İplikçiliği: Tek geçişte son şekli ve kalınlığı elde eder; koniler veya silindirler için idealdir.
- Kenar İşlemi:Kenarlar, işlevi veya görünümü geliştirmek için düz, katlanmış veya kıvrılmış olabilir.
1.6Metal Sıvamada Kullanılan Makineler
- Manuel Torna Tezgahları: Elle çalıştırılır; çapı 1 ila 72 inç arasındaki boşluklar için uygundur.
- Güç Destekli Torna Tezgahları: Manuel ve hidrolik kuvveti birleştirir; paslanmaz çelik gibi daha sert malzemeler için idealdir.
- CNC/PNC Torna Tezgahları: Tam otomasyon; yüksek hassasiyetli, yüksek hacimli üretim için en iyisidir.
1.7Yaygın İplik Aletleri
- Erkek Aletleri: Son parçanın iç şeklini kopyalayın; boşluk dış kısmın etrafında döndürülür.
- Kadın Aletleri: Dış şekli kopyala; boşluk, aletin içinde şekillendirilir.
- Bölümlere ayrılmış araçlar: Çıkarılabilir çekirdek özelliğine sahiptir; değişken çaplı ve her kullanımda montaj/demontaj gerektiren parçalarda kullanılır.
2.0El İplik Eğirme: Hassas Metal Şekillendirmenin Arkasındaki Sanat
2.1Modern Çağda Zamansız Bir Zanaat
El eğirme, operatörün hem dönme hızını hem de şekillendirme basıncını manuel olarak kontrol ettiği geleneksel bir metal şekillendirme tekniğidir. Kaba kuvvetle şekillendirmenin aksine, bu süreç zanaatkarın becerisine ve metalin taneciklerine, sertliğine ve davranışına olan duyarlılığına dayanır. Operatör, genellikle bir şekillendirme aracı olarak adlandırılan bir şekillendirme aracı kullanır. kaşık—bir mandrel üzerinde boşluğu kademeli olarak şekillendirmek için kullanılırken, diğer el yağlama veya basınç ayarlamalarına yardımcı olur.
Bu süreç deneyim ve incelik gerektirir. Malzeme işlenmelidir ile, zorlanmaz, pürüzsüz ve eşit bir yüzey elde edilir. Bir çömlek çarkında kil işlemeye benzer şekilde, yetenekli el eğirme ustaları, ±0,004 inç (0,10 mm).
2.2Araçlar ve Teknikler
- Şekillendirme Araçları: Yaygın el aletleri şunları içerir: Koyun burnu oluşturmak ve Ördek Gagası Bitirmek için.
- Araç Desteği: Saplar kaldıraç sağlar; aletler direklere monte edilebilir veya şekillendirme basıncını dengelemek için dayanak noktalarıyla yönlendirilebilir.
- Silindir Aletleri:Birçok atölye verimlilik ve kontrol için üzerine silindir takılmış uzun saplı aletler kullanır.
- Ses ve His: Operatörler, malzeme uyumunu ve basınç düzgünlüğünü değerlendirmek için akustik ve dokunsal geri bildirime güvenirler.
2.3Malzemeler ve Uygulamalar
El eğirme yöntemi çok çeşitli metallerle uyumludur:
- Ortak Malzemeler: Demir, alüminyum, paslanmaz çelik, bakır ve pirinç.
- Değerli Metaller:Minimum atık ve yüksek yüzey kalitesi sayesinde altın, gümüş ve platin için idealdir.
- Refrakter Metaller:Günümüzde modern gelişmeler titanyum, molibden, tantal ve diğer sert veya kırılgan alaşımların eğrilmesine olanak sağlıyor.
Tipik uygulamalar şunları içerir:
- Prototipler (örneğin içecek kutuları)
- Havacılık ve uydu bileşenleri
- Yarı iletken ekipmanları
- Parabolik antenler
- Özel veya dekoratif parçalar
2.4El İplik Eğirmenin Temel Faydaları
El ile eğirme, derin çekme damgalama ve diğer şekillendirme yöntemlerine göre benzersiz avantajlar sunmaktadır.
- Düşük Kurulum Gereksinimleri: Minimal takım değişimi; tek bir mandrel ile birden fazla operasyon mümkündür.
- Tasarım Esnekliği: Tekrar girilebilen profillere ve neredeyse sınırsız tasarım geometrisine kolayca uyum sağlar.
- Hızlı Tekrarlama:Tasarım değişiklikleri düşük maliyetlidir ve hızlı bir şekilde uygulanabilir.
- Sıkı Toleranslar: Yüksek tekrarlanabilirlik hassas üretimi destekler.
- Maliyet Etkinliği: Takım ve üretim maliyetleri, özellikle küçük üretim serilerinde (<100.000 adet) önemli ölçüde daha düşüktür.
- Kısa Teslim Süreleri: Basitleştirilmiş kurulumlar ve araçlar, teslim sürelerini azaltır.
- Prototipten Üretime: Tek seferlik üretimler, küçük partiler ve Ar-Ge bileşenleri için idealdir.
- Malzeme Tasarrufu: Neredeyse sıfır ham madde israfı - özellikle pahalı veya değerli metaller kullanıldığında oldukça faydalıdır.
- Otomasyon Potansiyeli: Manuel olmasına rağmen, tekrarlanabilirliği artırmak için süreç kısmen otomatikleştirilebilir.
Yüksek hızlı otomatik şekillendirme süreçlerinin yükselişine rağmen, elle eğirme, hassasiyeti, esnekliği ve eşsiz işçiliğiyle değer verilen hayati bir teknik olmaya devam ediyor. Hem bir sanat hem de bir bilimdir, geleneksel beceriyi korurken modern üretim ihtiyaçlarına uyum sağlar.
3.0Otomatik ve CNC İplik
Otomatik ve CNC metal döndürme, yüksek hassasiyet ve tekrarlanabilirlikle metal iş parçalarını şekillendirmek için genellikle hidrolik tahrikli güçlendirilmiş aletlerin ve bilgisayar kontrollü sistemlerin kullanımını ifade eder. Bu sistemler, alet dayanakları ve kollar gibi mekanik yardımcıların entegrasyonu yoluyla geleneksel manuel döndürme tekniklerinden evrimleşerek daha fazla kontrol ve kuvvet uygulamasına yol açmıştır.
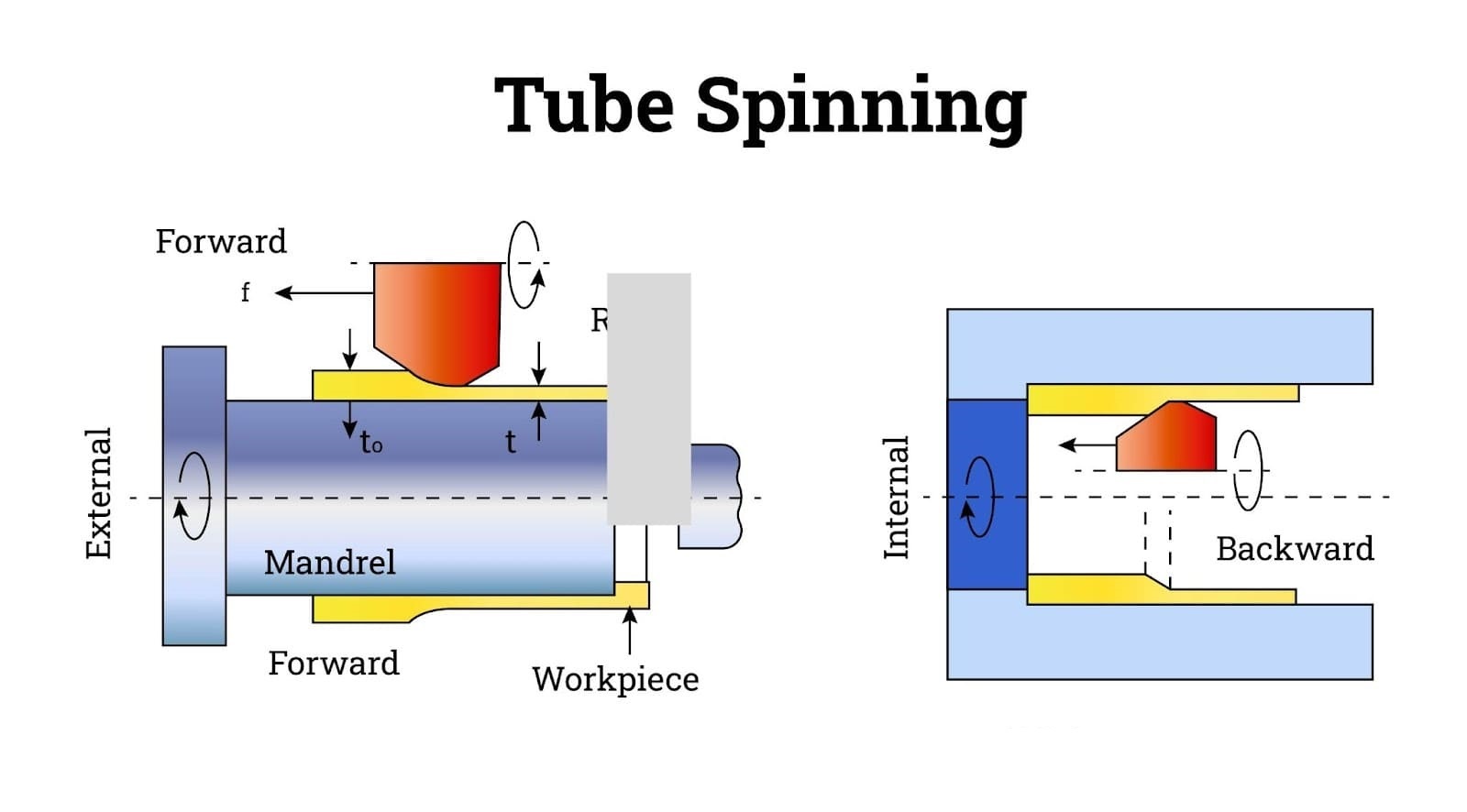
Güç eğirme, kesme eğirme olarak da bilinir, sünek metalleri 3,5 MN'ye (800.000 lbf-ft) kadar yüksek kesme kuvvetleri kullanarak deforme etmeyi içerir. Genellikle metal koni ve tüpleri şekillendirmede uygulanır ve sünekliği 2%'den büyük olan çoğu metal için uygundur.
3.1CNC Spinning Sistemleri ve Çalışması
CNC eğirme makineleri önceden programlanmış talimatlara göre çalışır ve operatör becerisine güvenmeden hassas, tekrarlanabilir şekillendirmeye olanak tanır. Programlandıktan sonra makine:
- Boşluğu otomatik olarak sıkıştırır ve döndürür
- Önceden tanımlanmış dizilerde şekillendirme kuvvetlerini uygular
- Kenarları keser ve bitirir
- Bitmiş parçayı çıkarır
İki ana programlama yöntemi vardır:
- Bilgisayar Destekli İşleme (CAM):Operatör, parçayı oluşturmak için dönen geçişleri dijital olarak haritalandırır.
- Programlanabilir Sayısal Kontrol (PNC):Sistem manuel eğirme yollarını kaydeder ve çoğaltır.
Erken otomatik eğirme tornaları bir seferde yalnızca bir parça üretebiliyordu ve önemli bir zemin alanı gerektiriyordu. Ancak modern CNC sistemleri daha kompakt, verimlidir ve özel iş merkezlerinde çoklu görev yapma kapasitesine sahiptir.
3.2CNC Eğirmenin Avantajları
- CNC eğirme bir dizi operasyonel ve ekonomik avantaj sunar:
- Yüksek tekrarlanabilirlik ve boyutsal doğruluk (~1/32″ içinde)
- Operatörden bağımsız tutarlılık
- Minimum denetimle 7/24 çalışma
- Hızlı çevrim süreleri ve azaltılmış işçilik maliyeti
- Makineler arasında kolay program aktarımı ve güncellemesi
- Derin çekme veya damgalamaya kıyasla düşük takım maliyeti
- Basit takımlar ve program değişiklikleriyle kısa teslim süresi
- Seri üretim, prototipler ve dekoratif bileşenler için mükemmeldir
3.3Uygulamalar
- CNC eğirme aşağıdakilerin üretiminde yaygın olarak kullanılır:
- Aydınlatma armatürleri (örneğin, abajur)
- Silindirik kaplar (örneğin şişeler, bidonlar)
- Havacılık bileşenleri
- Basınçlı kaplar
- Dekoratif metal eşyalar


El ile eğirme, sanatsal ve düşük hacimli üretim için önemini korurken, CNC eğirme, hassasiyet, verimlilik ve ölçeklenebilirliğin kritik öneme sahip olduğu endüstriyel üretim için tercih edilen seçimdir.
4.0Avantaj: El ve CNC Kombo-Eğirme Atölyeleri
4.1Maksimum Esneklik için Hibrit Yaklaşım
CNC metal eğirme teknolojisindeki gelişmelere rağmen, el eğirme modern metal şekillendirme atölyelerinde kritik bir rol oynamaya devam ediyor. CNC sistemleri, özellikle çan biçimli, küresel veya boru şeklindeki parçalar için yüksek hacimli üretim için eşsiz verimlilik, doğruluk ve tekrarlanabilirlik sunar, ancak deneyimli el eğirmecilerinin sahip olduğu dokunsal geri bildirim ve nüanslı malzeme kontrolünden yoksundur.
Hem CNC hem de manuel eğirme yeteneklerini birleştiren atölyeler belirgin bir rekabet avantajına sahiptir. Bu hibrit yaklaşım, hem maliyet verimliliğini hem de işçiliği garanti ederken, tek seferlik prototiplerden tam ölçekli üretim çalışmalarına kadar çok çeşitli üretim taleplerini karşılamalarını sağlar.
4.2Kombine Yaklaşımın Temel Avantajları
- Daha Hızlı Prototipleme ve Tekrarlama
Manuel eğirme, programlama veya özel takımlara ihtiyaç duyulmadan prototiplerin ve özel şekillerin hızlı bir şekilde geliştirilmesine olanak tanır. Bu, CNC ekipmanını daha uzun veya daha karmaşık üretim çalışmaları için serbest bırakarak genel verimliliği artırır. - Daha Kısa Teslim Süreleri
Kısa tirajlı veya özel siparişler için, el eğirme, özellikle özel takım gerekmediğinde, birkaç hafta içinde bitmiş parçaları teslim edebilir. CNC sistemleri daha sonra daha uzun tirajlar için devreye girebilir ve ölçeklenebilirliği garanti eder - Sanatsal ve Özel Ürünler için Zanaatkarlık
Müzik zilleri, dekoratif vazolar veya karmaşık eğriliğe sahip havacılık bileşenleri gibi belirli parçalar hâlâ bir zanaatkarın sezgisel becerisini gerektirir. Yıllarca çıraklık yapmış usta iplikçiler, hiçbir mevcut CNC sisteminin tam olarak kopyalayamayacağı küçük, gerçek zamanlı ayarlamalar yapabilir. - Kapsamlı Üretim Kapasitesi
CNC, manuel, otomatik ve makaslı eğirme konusunda uzman bir atölye, çeşitli müşteri ihtiyaçlarını karşılayabilir:- Prototipler, düşük ve yüksek hacimli siparişler
- Sıkı toleranslar ve tutarlı tekrarlanabilirlik
- Düşük ilk yatırım maliyetleri
- Hem standart hem de özel parçaların üretimi
4.3Geniş Uygulama ve Malzeme Uyumluluğu
Kombine eğirme atölyeleri, aşağıdakiler de dahil olmak üzere çok çeşitli endüstri ve uygulama alanlarında parça üretebilir:
- Dekoratif ve mimari bileşenler
- Tıbbi ve havacılık parçaları
- Endüstriyel ve hassas aletler
- Ton ve estetik ürünler (örneğin ziller, aydınlatma)
Ayrıca, parça boyutunda çok az sınırlamayla alüminyum ve bakır gibi sünek metallerden refrakter ve değerli metallere kadar çok çeşitli malzemeleri desteklerler.
Ayrıca Şunları da Beğenebilirsiniz:Metal Döndürme Nedir? İşlem Türleri, Makineler ve Uygulamalar




