

- 1.0Pah Nedir?
- 2.0Pah Çeşitleri
- 3.0Pah Kırma Nasıl Yapılır?
- 4.0Pahlı Delik Nedir ve Nasıl Tanımlanır?
- 5.0Pahlı ve Yarıçaplı: Farkları Nelerdir?
- 6.0Pah Kırma Neden Önemlidir?
- 7.0Yaygın Pah Kırma Aleti Kategorileri ve Uygulama Kılavuzu
- 8.0Araç Seçim Kılavuzu (Uygulama Senaryosuna Göre)
- 9.0CAD'de Pahlı Kenar Nedir?
- 10.0CAD'de Pahlar Nasıl Oluşturulur
- 11.0Pahlı ve Kırık Kenar
- 12.0Pah kırma ve konik delme
- 13.0Pah kırma ve çapak alma
- 14.0Mühendislikte Pah Nedir?
1.0Pah Nedir?
Pah kırma, parça kenarlarından keskin köşeleri gidermek için işleme ve imalatta kullanılan yaygın bir kenar işlemidir. İşlevselliği iyileştirir, güvenliği artırır ve parçanın görsel çekiciliğine katkıda bulunur.
Bir pah, belirli bir açıda ayarlanmış düz bir yüzeydir ve genellikle iki bitişik yüzey arasındaki keskin 90 derecelik bir köşeyi değiştirmek için kullanılır. Yuvarlatılmış bir geçiş olan bir filetodan farklı olarak, bir pah düz kenarlı bir eğim oluşturur. En yaygın kullanılan pah açısı 45°'dir, ancak tasarıma veya işlevsel gereksinimlere bağlı olarak 30°, 60° veya diğer özel açılar uygulanabilir.
Pah kırma, metal, plastik ve diğer malzemelerden yapılmış parçalarda yaygın olarak kullanılır. Örneğin, dizüstü bilgisayar veya akıllı telefon muhafazalarının kenarları, daha pürüzsüz bir dokunma deneyimi yaratmak ve kullanım sırasında rahatsızlığı önlemek için sıklıkla pahlanır veya preslenir.
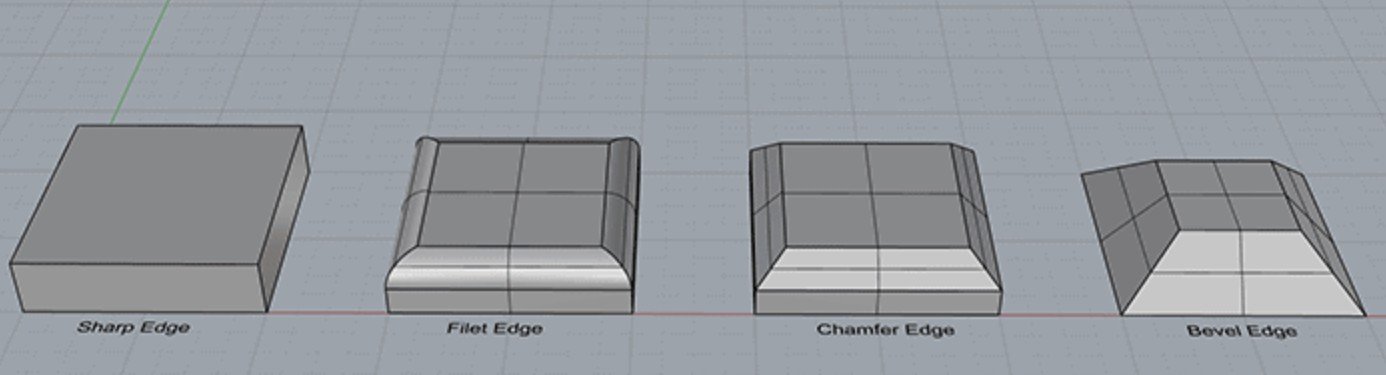
2.0Pah Çeşitleri
Pahlar geometri ve uygulamaya göre aşağıdaki yaygın tiplere ayrılabilir:
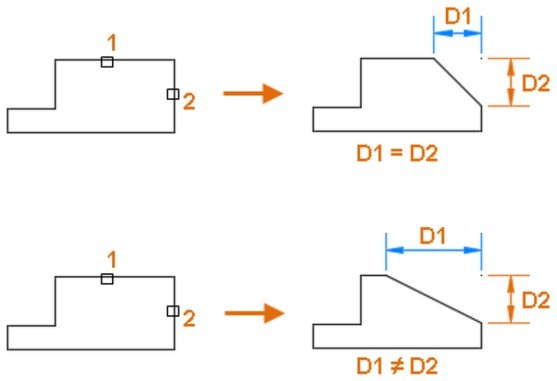
- Standart Pah (45° Eşit Mesafe):
Bu, genellikle 45° açıyla iki bitişik yüzey boyunca eşit şekilde kesilerek oluşturulan en yaygın pah kırma türüdür. Simetri, kolay işlenebilirlik ve tekrarlanabilirlik sunar ve bu da onu bloklar, braketler ve düz parçalar için ideal hale getirir. Ayrıca çoğu CAD sisteminde varsayılan pah kırma seçeneğidir. - Mesafe ve Açıya Göre Pah Kırma (Özel Açı):
Bu tür, doğrusal bir ofset ve özel bir açı (örneğin, 30°, 60°) belirtilerek tanımlanır. Eğim hassasiyetinin veya eşleşen bileşenlerle hizalamanın gerekli olduğu yerlerde kullanılır. Genellikle, yönlendirilen yerleştirme veya boşluk yönetimi gerektiren montajlarda uygulanır. - Asimetrik Pah (İki Mesafeli Pah):
Bu durumda, iki bitişik yüzeydeki pahların uzunlukları eşit değildir ve düzensiz bir açı oluşturur. Bir tarafta alan sınırlı olduğunda veya montaj sırasında kuvvetin belirli bir yönde uygulanması gerektiğinde uygundur. Asimetrik mekanik tasarımlarda yaygındır. - Delik Kenarı Pahı (Giriş Pahı):
Vida veya cıvata yerleştirmeye yardımcı olmak, kenar hasarını azaltmak ve dişleri korumak için delinmiş veya işlenmiş bir deliğin girişinin etrafına uygulanır. Genellikle "C1.0 × 45°" olarak belirtilir. Dişli deliklerde, konumlandırma özelliklerinde ve gömme tasarımlarda yaygındır. - Uç Yüz Pah Kırma:
Eğimli bir kenar, şaftların, boruların veya disklerin uç yüzeylerinin etrafına uygulanır. Görsel görünümü iyileştirir, keskin kenarları azaltır ve hizalamaya yardımcı olur. Dönen bileşenlerde, kenar aşınmasını azaltmaya yardımcı olur ve genellikle gerilim konsantrasyonlarını azaltmak için filetolarla birlikte kullanılır. - Özel Pah Profili:
Havacılık, tıbbi cihazlar ve takımlar gibi yüksek hassasiyetli veya yüksek özellikli uygulamalarda kullanılır. Bunlar değişken açılar, eğimli geçişler veya bileşik yüzeyler içerebilir. Genellikle çok eksenli CNC işleme, ince taşlama veya gelişmiş 3B modelleme gerektirir ve tanımlar CAD aracılığıyla işlenir.
3.0Pah Kırma Nasıl Yapılır?
Pah kırma, parça geometrisine, gereken hassasiyete ve üretim kurulumuna bağlı olarak çeşitli işleme yöntemleriyle elde edilebilir. Yaygın işlemler arasında tornalama, frezeleme, delme ve taşlama bulunur.
Pah Kırma:
Silindirik parçalar için en uygunudur ve genellikle bir torna tezgahında gerçekleştirilir. Kesici takım, eğimli bir kenar oluşturmak için dönen iş parçasına beslenir.
Yaygın araçlar:
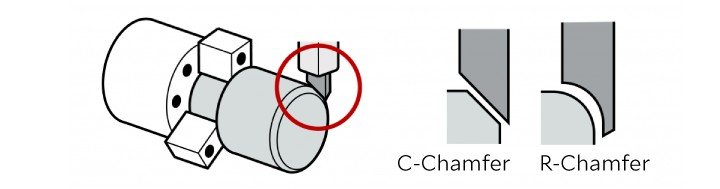
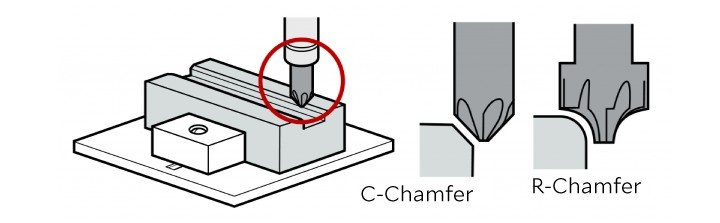
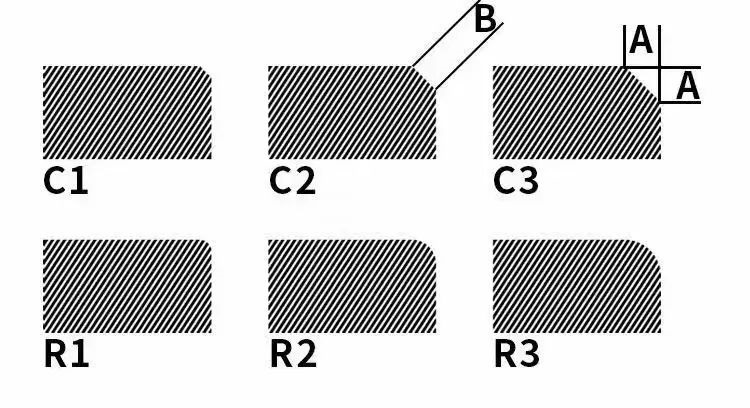
- 45° düz takım: C tipi (doğrusal) pah kırma için kullanılır
- Yarıçap aracı: R tipi (yuvarlatılmış) pahlar için kullanılır
Bu yöntem, şaft ve benzeri parçaların yüksek hacimli üretimi ve hassas pah kırma işlemleri için idealdir.
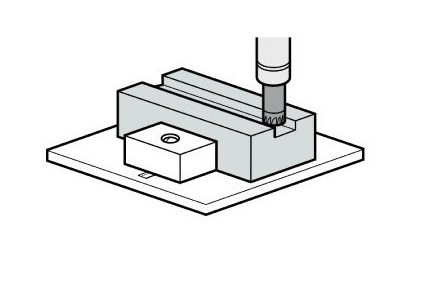
Frezeleme Pahları:
Düz yüzeyler veya dış konturlar için kullanılır; burada dönen bir takım, sabit bir iş parçası üzerinde pah keser.
Yaygın araçlar:
- Pah kırma frezesi: C tipi pah kırmalarda kullanılır
- Köşe yuvarlatma uç frezesi: R tipi pah kırma işlemlerinde kullanılır
Frezeleme yüksek esneklik sunar ve karmaşık parçalarda lokal pah kırma için uygundur.
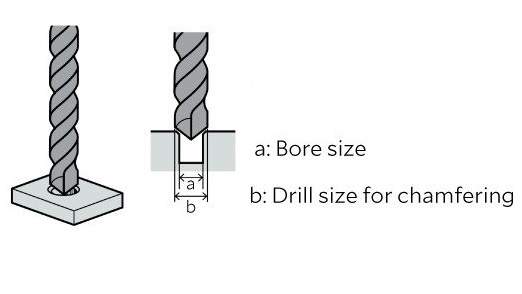
Delme Pahları:
Daha büyük çaplı bir matkap ucu kullanılarak konik bir kenar oluşturmak için delik girişlerine uygulanır. Bu yöntem, tek tek delikler için hızlı ve etkilidir.
Not: Verimli olmasına rağmen, bu teknik kenar boyunca ikincil çapaklar oluşturabilir. Daha sonra genellikle temiz bir delik bitişi sağlamak için bilyalı uçlu bir freze veya özel çapak alma aleti kullanılır.
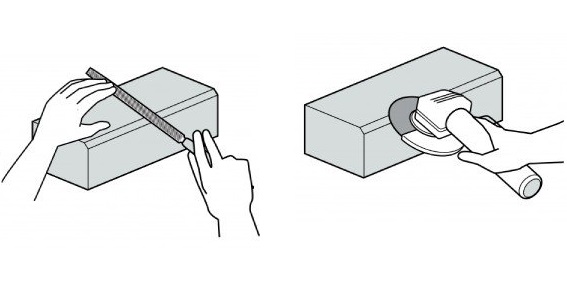
Taşlama ve Manuel Pah Kırma:
Düzensiz veya hassas alanlarda çapak alma veya küçük pah kırma işlemleri için kullanılır.
Yaygın araçlar:
- Disk taşlama makinesi
- El dosyası
Genellikle hat pah kırma veya genel kenar düzeltme için kullanılır. Yüksek hassasiyetli uygulamalar için önerilmez. Üretimde tutarlı kalite için, otomatik çapak alma sistemleri manuel yöntemlere tercih edilir.
4.0Pahlı Delik Nedir ve Nasıl Tanımlanır?
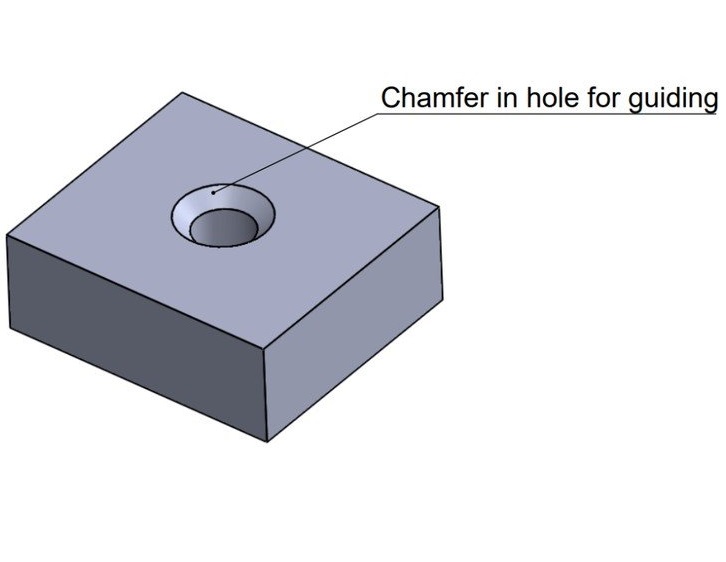
Pahlı delik, giriş kenarı belirli bir açıyla, tipik olarak 45° eğimli bir deliği ifade eder. Bu açılı yüzey birkaç işlevsel amaca hizmet eder:
Montaj kılavuzu: Vida, cıvata, pim, burç ve diğer bileşenlerin düzgün bir şekilde yerleştirilmesini kolaylaştırır.
Kenar koruması: Delik çevresinde aşınma, kırılma veya kenar kopması riskini azaltır.
Çapak giderme: Dişli deliklerde pah kırma, eşleşen parçalara müdahale edebilecek veya dişlere zarar verebilecek çapakların ortadan kaldırılmasına yardımcı olur.
Geliştirilmiş yapısal bütünlük: Delik çevresinde oluşan stres yoğunlaşmasını en aza indirerek daha uzun kullanım ömrüne katkıda bulunur.
Teknik Resimlerde Pah Notasyonu:
Deliklerdeki pahlar genellikle aşağıdaki formatlardan birinde belirtilir:
C1.0 × 45°: 45° açıda 1,0 mm'lik bir pah derinliğini belirtir.
2 × 45°: 45° açıda 2 mm'lik bir pah genişliğini belirtir.
Pahlı delikler, dişli deliklerde, dübel deliklerinde, yerleştirme deliklerinde ve havşalarda yaygın olarak kullanılır. Güvenilir montaj ve dayanıklılığın kritik olduğu hassas mühendislikte standart bir tasarım uygulamasıdır.
5.0Pahlı ve Yarıçaplı: Farkları Nelerdir?
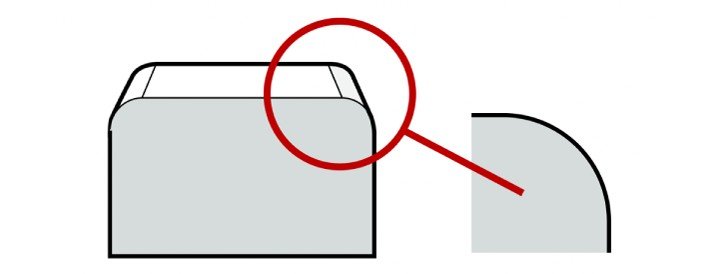
Mekanik tasarım ve imalatta, pahlar ve yarıçaplar (veya filetolar) her ikisi de parçalardan keskin kenarları gidermek için kullanılır. Amaçları uyumu, güvenliği, yapısal bütünlüğü ve görünümü iyileştirmektir. Ancak, şekil, uygulama ve üretim yaklaşımında önemli ölçüde farklılık gösterirler.
| Karşılaştırma Öğesi | Pah kırma | Yarıçap / Fileto |
| Geometri | Açısal yüzey (genellikle düz) | Eğrisel yüzey (pürüzsüz geçiş) |
| Tipik Açı/Boyut | Genellikle 45°, 30°, 60° vs. olabilir. | Yarıçap ile tanımlanır, örneğin R1.0, R3.0 |
| Uygulama Alanları | Kenarlar, delik girişleri, hizalama özellikleri | Dış konturlar, köşeler, kenar birleşimleri |
| Tasarım Amacı | Keskin kenarları kaldırın, montajı yönlendirin, birleştirmeyi basitleştirin, stresi azaltın | Görünümü iyileştirin, köşeleri güçlendirin, stres yoğunluğunu azaltın |
| İşleme Yöntemleri | Frezeleme, tornalama ve delme | Frezeleme, CNC işleme, kalıp şekillendirme |
| CAD Notasyonu | C1.0 × 45° (derinlik × açı) | R2.0 (yarıçap belirtimi) |
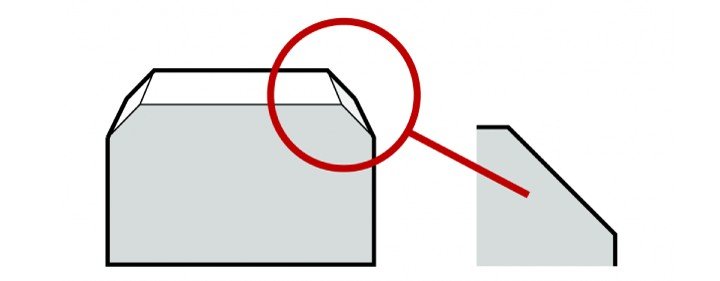
Not:Teknik olarak, bir pah kırma düz açılı bir kesimi ifade ederken, yarıçap veya fileto yuvarlak bir geçişi gösterir. Gayriresmi kullanımda, terim eğim bazen pah ile birbirinin yerine kullanılır, ancak mühendislik çizimlerinde ve CAD modellerinde açıkça ayırt edilmelidirler.
6.0Pah Kırma Neden Önemlidir?
Pah kırma, yüksek kaliteli parçalar ve sac metal imalatında kullanılan temel bir tasarım ve üretim sürecidir. Güvenliği, montaj verimliliğini, dayanıklılığı ve bağlantı performansını iyileştirmede kritik bir rol oynar. Başlıca faydaları şunlardır:
- Gelişmiş Güvenlik:
İşlenmiş metal parçalar genellikle elleçleme, kurulum veya kullanım sırasında kesiklere veya yaralanmalara neden olabilecek keskin kenarlar veya çapaklar tutar. Pah kırma, bu keskin köşeleri ortadan kaldırarak, özellikle çocuklar tarafından elleçlenebilecek ürünlerde, ek koruma için daha büyük pahların gerekebileceği zarar riskini azaltır. - Basitleştirilmiş Montaj:
Pahlar, vidalar, pimler veya bağlantı elemanları gibi bileşenler için giriş görevi görür. Parçaların eşleşen deliklere yönlendirilmesine, müdahalenin en aza indirilmesine ve hizalama zorluğunun azaltılmasına yardımcı olur; sonuç olarak montaj sürecini hızlandırır. - Azaltılmış Stres Konsantrasyonu:
Keskin 90 derecelik kenarlar, yük veya titreşim altında gerilim yoğunlaşma noktaları haline gelebilir ve çatlaklara veya yorulma arızasına yol açabilir. Pahlar, kritik bağlantı noktalarında gerilimi daha eşit bir şekilde dağıtmaya yardımcı olarak genel yapısal güvenilirliği artırır. - Gelişmiş Dayanıklılık ve Mekanik Bütünlük:
Keskin kenarlar, sürtünme veya darbe nedeniyle zamanla kırılmaya, çatlamaya veya delaminasyona eğilimlidir. Pahlı kenarlar daha pürüzsüz bir geçiş sağlayarak hasar olasılığını düşürür ve gevşek döküntülerin makineye girmesini önler; böylece arıza risklerini azaltır. - Optimize Edilmiş Ortak Performans:
Pahlar kaynak, bağlama veya cıvatalı bağlantılar için daha iyi bir kenar koşulu oluşturur. Gerilim yükselticilerini en aza indirmeye, sızdırmazlık yüzeylerini iyileştirmeye ve birleştirme bütünlüğünü güçlendirmeye yardımcı olurlar. - Üretim Verimliliğinin Arttırılması:
Yüksek hacimli üretimde, pah kırma CNC programlama yoluyla standartlaştırılabilir ve otomatikleştirilebilir. Bu, manuel sonlandırma işlemini azaltır, parçalar arasında tutarlılığı artırır ve genel üretim verimini iyileştirir.

7.0Yaygın Pah Kırma Aleti Kategorileri ve Uygulama Kılavuzu
Pah kırma, metal işlemede yaygın bir son işlemdir ve keskin kenarları gidermek, montajı kolaylaştırmak, kaynak kalitesini iyileştirmek veya parça estetiğini geliştirmek için kullanılır. İşleme yöntemine, parça geometrisine ve uygulama bağlamına bağlı olarak, pah kırma araçları dört ana türe ayrılabilir:
7.1Pah Kırma Makineleri
- Tezgah Üstü Pah Kırma Makineleri: Sac, yassı çubuklar, borular – Toplu üretim için yüksek stabilite; ayarlanabilir açı ve derinlik
- Elde Taşınabilen Pah Kırma Aletleri: Düzensiz kenarlar, yerinde onarım – Taşınabilir ve esnek; küçük partiler ve değişken şekiller için ideal
- Boru Pah Kırma Makineleri: Çelik ve paslanmaz çelik borular – Boru uçları için tasarlanmıştır; tek geçişte iç, dış ve yüz pah kırma
- Çift Kafalı Pah Kırma Makineleri: Çubuk ve boru uçları – Eş zamanlı çift uç işleme; yüksek verimlilik ve hassasiyet; otomatik hatlar için ideal (örneğin, servo tahrikli modeller)
7.2CNC Pah Kırma Takımları (Torna/Freze/CNC Kullanımı İçin)
- Pahlı Ekler: CNC torna tezgahları – Takım tutuculara monte edilir; sürekli, tekrarlanabilir pah kırma için uygundur
- Pahlı Uç Frezeleri: CNC işleme merkezleri – Yaygın açılar: 30° / 45° / 60°; kenar ve delik pah kırma için idealdir
- Merkez Matkapları: Pah kırma ile delik konumlandırma – Pilot delik ve pah kırma tek adımda tamamlandı
- Kombinasyon Pah Kırma Aletleri: İç ve dış kenar entegrasyonu – Tek bir işlemde pah kırma, çapak alma ve kenar yuvarlatma gibi bileşik işlemler için verimli
7.3Manuel ve Hafif Pah Kırma Aletleri (Onarım ve Kenar Bitirme İçin)
- Çapak Alma Aletleri: İç delikler, keskin kenarlar – Elle çalıştırılır; kompakt ve kullanımı kolay; lokal bitirme için uygundur
- Manuel Pah Kırma Bıçakları: Kenarlar, delik girişleri – Hızlı ve basit kullanım; yumuşak metaller veya hafif işler için idealdir
- Dosyalar / Zımpara Taşları / Zımpara Kağıdı: Çeşitli kenar geometrileri – Düşük maliyetli, esnek kullanım; manuel kenar bitirme ve yüzey düzeltme için kullanışlıdır


7.4Lazer / Plazma / Su Jeti Kesimi için Pah Kırma Ataşmanları
Bunlar kenar geçişleri ve eğim hazırlama için otomatik sistemlere entegre edilmiştir:
- Açı Kontrol Modüllü Lazer Kesim Kafası: 45° eğimler için uygundur
- Plazma Eğimli Kesme Kafası: Kesme sırasında yüksek hızlı eğim için tasarlanmıştır
- Çok Eksenli Su Jeti Eğimli Kafalar: Açısal kontrol ile hassas kenar pah kırma işlemine izin verin
7.5Önerilen Aksesuarlar ve Alet Eşleşmeleri
Açı Taşlama Makinesi Kullanıcıları İçin: Flap Diskler şiddetle tavsiye edilir
İç köşeler için kavisli kapaklı diskler; düz kenarlar için düz kapaklı diskler
Demir dışı metaller için, termal renk bozulmasını ve korozyonu azaltmak için soğutucu katkı maddesi içeren aşındırıcı bez kullanın
Kalıp Taşlama Makinesi / Pnömatik Taşlama Makinesi Kullanıcıları İçin: Karbür Frezeler Kullanın
Yapı: Tungsten karbür kesme kafası + takım çeliği şaft
Diş Profilleri:
- Z6 Çapraz Kesim: Yüksek malzeme çıkarma oranı; hızlı işleme için uygundur
- Z3 Tek Kesim: Daha pürüzsüz bir yüzey kalitesi sağlar
- Gemi İnşa Profili: Ağır işler için optimize edilmiştir; yaklaşık 30% daha yüksek çıkarma oranı
8.0Araç Seçim Kılavuzu (Uygulama Senaryosuna Göre)
Uygulama İhtiyacı: Önerilen Araç Türü
- Boru Ucu Hazırlığı: Boru Pah Kırma Makinesi, Çift Kafalı Pah Kırma Makinesi
- CNC İşlenmiş Parçalar: Pahlı Uç Frezeleri, Pahlı Ek Parçaları
- Düzensiz Kenarlar / Yerinde Onarımlar: Elde Taşınabilen Pah Kırma Aletleri, Manuel Pah Kırma Bıçakları
- Otomatik Yüksek Hacimli Hatlar: CNC Takım Sistemleri, Servo Tahrikli Pah Kırma Makineleri
- Kaynak Hazırlığı İçin Pahlama: Lazer veya Plazma Pahlama Kesme Sistemleri
9.0CAD'de Pahlı Kenar Nedir?
CAD'de (Bilgisayar Destekli Tasarım), bir pah, orijinal keskin kenarın yerini alan, kesişen iki yüzey arasında açılı bir geçiş yüzeyinin oluşturulması anlamına gelir. Bu tasarım öğesi yalnızca gerçek dünya üretim ayrıntılarını simüle etmekle kalmaz, aynı zamanda işlevsel avantajlar da sağlar:
- Geliştirilmiş Montajlanabilirlik: Pahlı kenarlar, eşleşen parçaların yönlendirilmesine yardımcı olarak montaj doğruluğunu ve verimliliğini artırır.
- Gelişmiş Yapısal Performans: Keskin köşelerden kaynaklanan stres yoğunlaşmasını azaltarak, parçanın genel mukavemetini artırır.
- Daha İyi Görünüm ve Üretilebilirlik: Daha net proses planlaması ve alt akış operasyonları için işleme özelliklerini temsil eder.
Ana akım CAD yazılımlarının çoğu (AutoCAD, SolidWorks ve Fusion 360 gibi) çeşitli pah tanımlama yöntemlerini destekler:
- Eşit Mesafeli Pah: Her iki bitişik yüzeye aynı ofseti uygular (genellikle C tipi pah olarak bilinir).
- Mesafe ve Açı Kombinasyonu: Belirli bir kenar uzunluğunu ve buna karşılık gelen açıyı tanımlar.
- Asimetrik pah: Her bir bitişik yüze farklı mesafeler atar.
Pahlar genellikle 3B modellemenin erken aşamalarında tanımlanır ve üretim ve muayeneye yardımcı olmak için otomatik olarak 2B teknik çizimlerde gösterilir.
10.0CAD'de Pahlar Nasıl Oluşturulur
10.1Yöntem 1: Eşit Mesafeli Pah (Simetrik)
Her iki bitişik kenara aynı pah mesafesini uygulamak için kullanılır; genellikle standart C tipi pahlar için kullanılır.
Adımlar:
- Seçin Pah kırma “Değiştir” veya “Özellikler” menüsünden aracını seçin.
- Pah kırma işleminin uygulanacağı kenarı veya köşeyi seçin.
- Sabit bir mesafe girin (örneğin 2 mm).
- Pah kırma işlemini onaylayıp uygulayın.
10.2Yöntem 2: Mesafe ve Açı Pahı
Pim ekleri veya delikler için girişler gibi belirli bir kılavuz açısı gerektiren özellikler için idealdir.
Adımlar:
- Etkinleştir Pah kırma
- Hedef kenarı seçin.
- Doğrusal mesafeyi (örneğin 3 mm) ve istediğiniz açıyı (örneğin 45°) ayarlayın.
- Yazılım açılı yüzeyi otomatik olarak oluşturacaktır. Uygula'yı onaylayın.
10.3Yöntem 3: İki Mesafeli Pah Kırma (Asimetrik)
Her bir yüzeye farklı pah uzunlukları atayarak, simetrik olmayan montajlarda veya alan kısıtlaması olan alanlarda kullanılır.
Adımlar:
- Başlat Pah kırma aracını kullanın ve hedef kenarı seçin.
- Birbirine bitişik yüzeyler için iki farklı mesafe belirleyin (örneğin, A Kenarı: 5 mm, B Kenarı: 2 mm).
- Asimetrik pah oluşturmayı onaylayın.
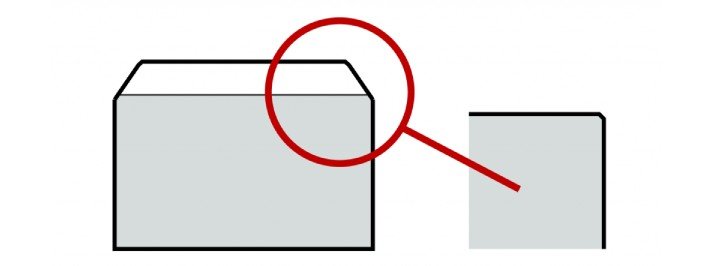
11.0Pahlı ve Kırık Kenar
Kırılma Kenarı güvenlik ve kullanım kolaylığı için keskin köşeleri gidermek için uygulanan çok küçük bir pah anlamına gelir—genellikle 0,01 mm ile 0,5 mm arasında değişir. Kritik olmayan, işlevsel bir özellik olarak kabul edilir ve genellikle teknik çizimlerde şu gibi notlarla gösterilir:
"Bütün keskin kenarları kırın."
"Çapakları ve keskin köşeleri temizleyin"
Özellikleri:
Boyutsal doğruluk kesinlikle gerekli değildir
Genellikle manuel olarak veya otomatik çapak alma yoluyla gerçekleştirilir; bir işlem kuralı olarak kabul edilir
Pah kırma, aksine, kontrollü boyutlar ve açılara sahip, kesin olarak tanımlanmış bir tasarım özelliğidir. İşlevleri kenar yumuşatmanın ötesine geçer ve şunları içerir:
- Montaj kılavuzu
- Stres konsantrasyonunun azaltılması
- Estetik geliştirme
- Doğru uyum veya hizalama
Pahlar genellikle CAD modelleri içinde belirtilir ve teknik çizimlerde açıkça belirtilir (örn. C1,0 × 45°), kasıtlı ve kontrollü geometrik elemanlar olarak ele alınmıştır.
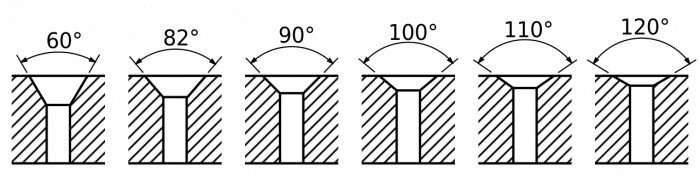
12.0Pah kırma ve konik delme
Her ikisi de eğimli yüzeyler içermesine rağmen, işlevleri ve tasarım amaçları önemli ölçüde farklılık gösterir:
| Kategori | Pah kırma | Havşa |
| İşlev | Kenar kırma, montaj rehberliği, hizalama ve estetik | Düz başlı vidaların yüzeyle aynı hizada monte edilmesi |
| Konum | Herhangi bir kenar (iç veya dış) | İç delikler |
| Geometri | Basit açılı yüz | Konik girinti, genellikle eş merkezli |
| Ortak Açılar | 30°, 45°, 60° (özelleştirilebilir) | 82°, 90° (standartlaştırılmış) |
| Tipik Çağrı | C1,0 × 45° | Havşa Ø8 × 90° |
| Vida Bağlantısı | Yerleştirmeye yardımcı olabilir ancak vidaya özgü değildir | Standart düz başlı vida özelliklerine uygundur |
Özet: Konik başlı vidalar, bağlantı elemanları için standartlaştırılmış ve özel olarak üretilmiştir; oysa pahlı başlı vidalar daha geniş amaçlara hizmet eder ve daha fazla tasarım esnekliği sunar.
13.0Pah kırma ve çapak alma
Her iki süreç de kenar kalitesini iyileştirir, ancak amaç, yöntem ve kontrol açısından farklılık gösterirler:
| Kategori | Pah kırma | çapak alma |
| Tanım | Tam olarak boyutlandırılmış açılı kesim | Pürüzleri gidererek kenar inceltme |
| Kontrol | CAD'de tanımlanmış, kesin olarak boyutlandırılmış | Genellikle belirtilen boyut olmadan; süreç odaklı |
| Yöntem | Torna, freze, CNC işleme | Taşlama, fırçalama, elle törpüleme, titreşim vb. |
| Amaç | İşlevsel veya yapısal özellik | Güvenlik ve yüzey kalitesinin iyileştirilmesi |
| Biçim | Sabit açı ve derinlik | Düzensiz, yuvarlak veya mikro pahlı |
Özet: Pah kırma tasarım odaklı ve boyutsal olarak kontrol edilirken, çapak alma güvenlik ve yüzey temizliğine odaklanır. İkisi işlevsel ve üretim ihtiyaçlarına bağlı olarak ayrı ayrı veya birlikte uygulanabilir.
14.0Mühendislikte Pah Nedir?
Mühendislikte, bir pah kırma bir parçadaki keskin bir kenarı değiştirmek için uygulanan hassas işlenmiş açılı bir yüzeydir. Aksi belirtilmediği sürece, standart pah açısı tipik olarak 45°'dir.
Pahların Temel Fonksiyonları:
- Keskin Köşeleri Ortadan Kaldırma:Gerilim yoğunlaşma noktalarını azaltır ve yapısal bütünlüğü artırır.
- Montaj Yardımı: Bağlantı elemanlarını deliklere yönlendirir veya montaj sırasında parça hizalamasını kolaylaştırır.
- Güvenlik İyileştirme: Kesik, darbe hasarı veya elleçlemeden kaynaklanan yaralanma riskini en aza indirir.
- Arayüz Optimizasyonu:Temas yüzeylerini yumuşatarak kaynakların, yapıştırıcı bağlamaların veya cıvatalı bağlantıların kalitesini artırır.
Teknik çizimlerde, pahlar üretilebilirlik ve muayene tutarlılığını sağlamak için uluslararası mühendislik standartlarına göre boyutlandırılmalı ve toleranslandırılmalıdır. Ortak standartlar şunları içerir:
- ASME Y14.5
- ISO 13715
Bu standartlar hassas mekanik tasarımda tekrarlanabilirlik ve güvenilirliğin sağlanması açısından kritik öneme sahiptir.
Referanslar
violintec.com/sac-metal-ve-damgali-parçalar/sac-metal-imalatinda-pahlar-ve-yariçaplar-farki-bilin/
https://en.wikipedia.org/wiki/Chamfer



