

Metal işleme, plastik işleme ve işlemede, keskin 90° kenarlar yalnızca parça hasarına eğilimli olmakla kalmaz, aynı zamanda güvenlik riskleri de oluşturur. Bu keskin köşeleri ortadan kaldırmak için üretim sırasında iki yaygın teknik kullanılır: pah kırma Ve pah kırma.
"Pahlı" ve "eğik" terimleri sıklıkla birbirinin yerine kullanılsa da, geometri, işleme yöntemi ve amaçlanan işlev açısından önemli ölçüde farklılık gösterirler.
Bu makalede pah kırma ve konik kesme arasında ayrıntılı bir karşılaştırma yapılmakta olup, bu iki yöntemin geometrik özellikleri, işleme teknikleri ve ilgili faydaları üzerinde durulmaktadır.
1.0Pah Nedir?
Dönem pah kırma Orta Fransızca kelimesinden türemiştir şamfrein, "eğik kenar" anlamına gelir. İşleme ve imalat alanlarında, bir parçanın iki yüzeyi arasında kesme işlemiyle oluşturulan geçiş kenarına atıfta bulunur. İlgili bir terim, tarlakuşunun dili, bazen özel eğimli pah profillerini tanımlamak için kullanılır.
Pah kırma, bir iş parçasının iki bitişik yüzeyi arasında, genellikle 90°'lik bir köşede yapılan eğimli bir kesimdir. En yaygın pah kırma açısı 45°'dir, ancak bu tasarım özelliklerine göre ayarlanabilir. Bir pah kırmanın aksine, bir pah kırma malzemenin tüm kalınlığı boyunca uzanmaz; keskin köşeleri ortadan kaldırmak, görsel çekiciliği artırmak veya montajı kolaylaştırmak için kenarda yalnızca küçük bir kısmı kaldırır.
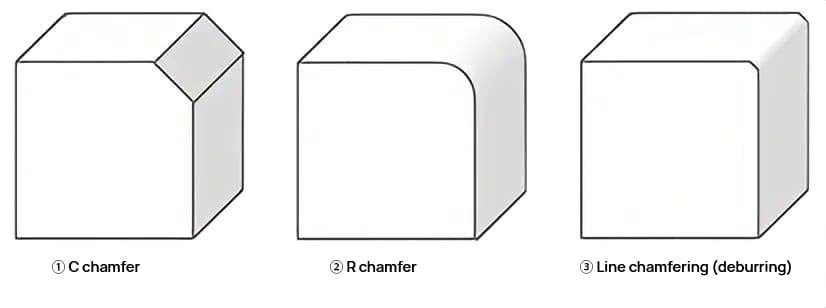
Pahların Geometrik Özellikleri:
- Sabit açı: Genellikle 45°'ye ayarlanır ve simetrik ve tutarlı bir kenar elde edilir.
- Sığ derinlik: Sadece dış kenarı değiştirir, parçanın yapısal bütünlüğünü etkilemez.
- Düz kenar geçişi: Bir filetonun kavisli profilinden veya bir eğimin uzatılmış eğiminden farklı olarak, pahlar düz, açılı kenarlar oluşturur.
Yaygın Pah Kırma Yöntemleri:
Tipik pah kırma aletleri şunlardır:
- Pah kırma frezeleri: CNC freze tezgahlarında kullanılan yüksek hassasiyetli kesiciler.
- El kazıyıcıları veya pah kırma bıçakları: Küçük partiler veya yerinde kenar bitirme işlemleri için uygun manuel aletler.
- Döner çapak alma aletleri veya taşlama diskleri: Düzensiz kenarlar için veya yüksek yüzey kalitesi istendiğinde kullanılır.
Pah Kırma Ekipmanları:
- CNC pah kırma makineleri
- Elde taşınabilen manuel pah kırma aletleri
- Çift kafalı pah kırma makineleri
- Döner pah kırma frezeleri / çapak alma pah kırma takımları
- Boru pah kırma makineleri / boru ucu pah kırma sistemleri
Pah Kırma Uygulamaları:
- Metal CNC işleme: Genellikle mekanik parçaların, dişlilerin ve dişli bölümlerinin kenarlarında kullanılır.
- Plastik ve cam ürünleri: Kenar düzgünlüğünü ve yüzey görünümünü iyileştirir.
- Mimari ve ev kaplamaları: Güvenlik ve estetik amaçlı masa veya tezgah kenarlarına uygulanır.
2.0Pahlı Kenar Nedir?
A eğim iki dik olmayan veya paralel yüzeyi birbirine bağlayan açılı bir yüzeye atıfta bulunur. Bir pah gibi, bir eğim de keskin kenarları gidermek için kullanılır, ancak hem açı hem de kapsam açısından farklılık gösterir. Eğimler genellikle daha büyük bir kesme alanını içerir ve malzemenin kalınlığının bir kısmına veya tamamına kadar uzanabilir.
Eğik Kenarların Geometrik Özellikleri:
- Esnek açılar: Eğim açıları yapısal veya işlevsel gereksinimlere göre değişebilir; yaygın açılar 15°, 30° ve 45°'dir.
- Daha büyük kesim alanı: Pah kırma işlemi genellikle tüm kenar uzunluğu boyunca uzanır ve pah kırma işleminden daha fazla malzemeyi kaldırır.
- Eğimli geçiş: Pah kırma işleminin düz ve hassas açılı yüzeyinden farklı olarak, pah kırma işlemi daha kademeli ve işlevsel bir eğim oluşturur.
Pahlamanın Tipik Uygulamaları:
- Yapısal kaynak: Kaynak bağlantıları için sac kenarlarının veya boru uçlarının hazırlanması (örneğin, eğimli oluklar).
- Otomotiv parçaları: Konik dişliler ve eğimli sızdırmazlık yüzeyleri.
- Mobilya ve inşaat malzemeleri: Resim çerçeveleri, aynalar ve dolap kenarlarında dekoratif eğimler.
- Tüketici elektroniği: Eğimli çerçeveler ve eğimli optik pencere kaplamaları.
3.0Pahlı ve Pahlı Kenar: Temel Farklar
Tanım ve Bağlam:
- Eğim: Eğim genellikle iki paralel yüzeyi birbirine bağlayan açılı bir kenarı ifade eder. Bu açılı yüzey her zaman kesmenin sonucu değildir; malzemenin orijinal şekillendirme süreci sırasında da oluşabilir. Eğimler üretim sırasında doğal olarak oluşabilir veya kasıtlı olarak eklenebilir.
- Pah: Bir pah, özellikle kesme yoluyla oluşturulan açılı bir kenarı ifade eder. Genellikle iki bitişik yüzey arasında meydana gelir ve her zaman malzeme çıkarılmasını içerir.
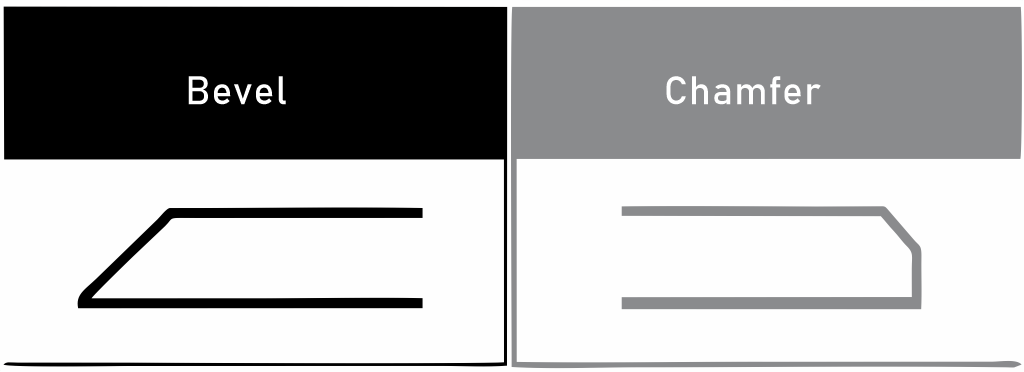
Özetle:
- Bir pah kırma mutlaka kesme işlemi gerektirmezken, bir pah kırma işlemi her zaman bir kesme işlemini içerir.
- Pahlar bitişik yüzeyler arasına uygulanırken, pahlar daha çok paralel yüzeyler arasındaki geçişlerde bulunur.
Geometrik Farklılıklar:
Pahlar ve eğimli yüzeyler geometrik özellikleri bakımından da farklılık gösterir:
- Pah: Genellikle 45° açıyla kesilir ve iki bitişik yüzeyi birleştirmek için kullanılır. Örneğin, kare bir iş parçasının her köşesini pahlamak, sekizgene çok benzeyen bir iç geometriyle sonuçlanacaktır.
- Eğim: 45° de yaygın olsa da, tasarıma bağlı olarak açı serbestçe ayarlanabilir. Eğimler paralel yüzeyleri bağlamak veya eğimli geçişler oluşturmak için uygundur. Tamamen eğimli prizmatik bir parçanın eşkenar dörtgen veya diğer eğimli profil şeklinde bir kesiti olabilir.
İşleme Farkları:
Pahlar ve eğimler farklı alet ve yöntemler kullanılarak üretilir:
Pahlama:
- Pahlı uçlu freze kullanılarak freze tezgahında gerçekleştirildi.
- Silindirik parçalarda torna tezgahında döner broşlama yöntemi kullanılarak pah kırma işlemi yapılabilir.
- CNC işlemede pah kırma işlemi birden fazla geçişle yapılabilir, ancak bu işlem çevrim süresini artırır.
Pahlama:
- Pah kırma makineleri veya özel aletler kullanılarak yapılır.
- Sac pah kırma makineleri: Düz sac veya plaka malzemeler için kullanılır.
- Boru pah kırma makineleri: Genellikle boru uçlarını kaynak yapmaya hazırlamak için kullanılır.
- Bazı durumlarda, istenen açıyı elde etmek için birden fazla kesme geçişi gerektiren eğimler oluşturmak için pah kırma aletleri kullanılabilir.
4.0Pah ve Eğimlerin Ölçülmesi
4.1Genel Ölçüm Araçları
(1) Optik Karşılaştırıcı:
Analiz için kenar profillerini büyütmek amacıyla yüksek büyütmeli mercekler ve projeksiyon sistemi ile donatılmıştır.
Manuel ölçümleri ve dijital okumaları destekler, yüksek hassasiyetli denetimler için uygundur.
Genellikle seri üretimde kalite kontrolünde kullanılır.
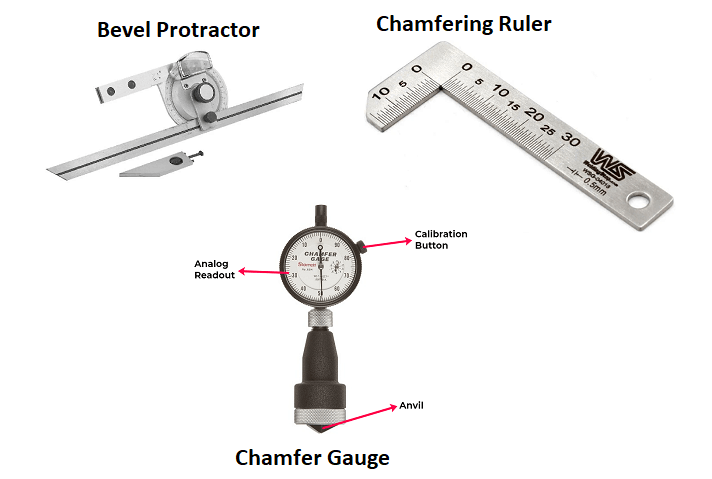
(2) Pah Ölçüsü:
Bacak uzunluğunu veya pah derinliğini ölçmek için açılı yüzeye temas eden yaylı bir piston kullanır.
Analog, dijital ve CNC uyumlu modellerde mevcuttur
Hem pahların hem de eğimlerin hızlı muayenesi için uygundur.
4.2Uzmanlaşmış Ölçüm Araçları
(1) Eğik Açı Ölçer:
Dairesel açı ölçeğine sahip dönen bıçak tertibatından oluşur.
Ölçüm yöntemi:
Bir bıçak eğimli yüzeyle, diğeri ise referans düzlemle hizalanır.
Dahil edilen açı, eğim açısını temsil eder.
Avantaj: İnce açısal sapmaları ölçme yeteneğine sahip, kaynak olukları ve konik dişli yüzeyleri için idealdir.
(2) Pah Cetveli:
Bir parçanın dikey ve yatay yüzeyleri boyunca konumlandırılmış iki adet dereceli paslanmaz çelik skaladan oluşan L şeklinde cihaz.
Pahlı yüzey uzunluğunu ve açısını hesaplamak için iki bacak uzunluğunu ölçer.
Manuel muayene ve çizim doğrulaması için uygundur.
4.3Açı ve Boyut Dönüşümü Örneği
Bir pah cetveli şunları ölçüyorsa:
Yatay bacak = 3 mm
Dikey bacak = 3 mm
Daha sonra pah açısı şu şekildedir: 45°ve pah uzunluğu (hipotenüs) yaklaşık olarak 4,24 mm (Pisagor teoremi gereği).
Özet Tablo:
| Araç Türü | En İyisi İçin | Avantajları | Tipik Uygulamalar |
| Optik Karşılaştırıcı | Pahlar ve Eğimler | Yüksek hassasiyetli görsel inceleme | CNC parça denetimi, laboratuvar ölçümü |
| Pah Ölçer | Pahlar | Hızlı ölçüm, basit tasarım | Otomatik pah kalite kontrolü |
| Eğik Açı Ölçer | Eğimler | İnce açıları ölçer | Kaynak olukları, yapısal eğim denetimi |
| Pah Cetveli | Pahlar | Düşük maliyet, geniş uygulanabilirlik | Atölyelerde yerinde manuel ölçüm |
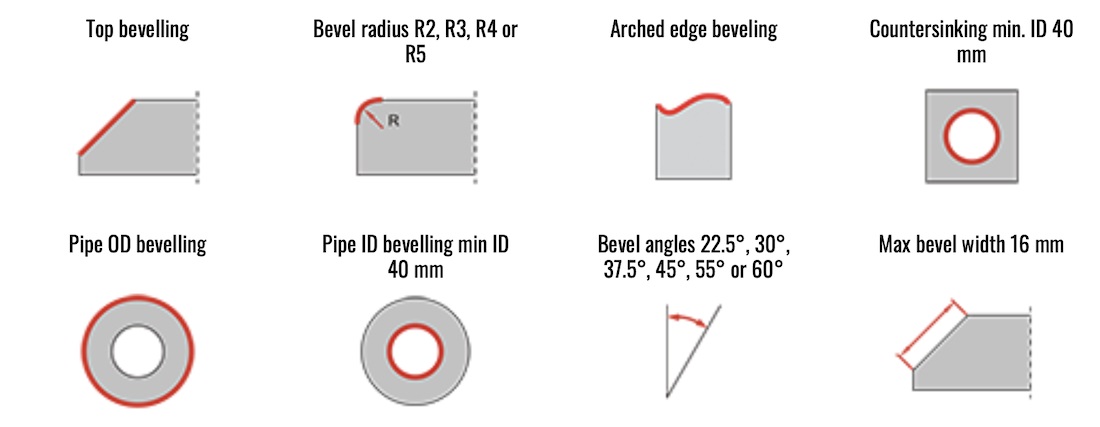
5.0Boru Pah Kırma ve Boru Pah Kırma: Farkları Nelerdir?
| Kategori | Eğik Kesim | Pah kırma |
| Tanım | Boru ucunun belirli bir açıyla (örneğin 45°) kesilmesi, genellikle kaynak hazırlığı için | Daha iyi uyum ve güvenlik için iç ve dış boru kenarlarındaki keskin kenarların kaldırılması |
| Hedef Alan | Boru uç yüzü veya dış duvar | Borunun iç ve dış kenarları |
| Uygulamalar | Uçtan uca kaynak, yapısal birleştirmeler, oluk hazırlama | Montaj hizalaması, çapak alma, stres yoğunluğunu azaltma |
| Tipik Şekiller | Derin eğimler, J-oluklar, U-oluklar | V tipi pahlar, yuvarlatılmış kenarlar (R), konik geçişler |
| Hassasiyet Gereksinimi | Yüksek (özellikle kaynak penetrasyonunu ve açı tutarlılığını sağlamak için) | Orta ila yüksek (özellikle sızdırmazlık veya hassas montajlar için) |
6.0Yüksek Hassasiyetli Pah Kırma Neden Bu Kadar Önemlidir?
Havacılık, otomotiv ve ilaç üretimi gibi endüstrilerde, boru ucu pahları açı ve derinlik açısından sıkı özelliklere uymalıdır. Binlerce inç mertebesindeki küçük sapmalar bile şunlara yol açabilir:
- Aşırı büyük montaj boşlukları veya uygunsuz uyum
- Mühür arızası ve sızıntı
- Artan stres konsantrasyonu, yorgunluk başarısızlığına yol açar
- Doğrulama standartlarına uyulmaması (örneğin, FDA, ISO, AS9100)
Sonuç olarak, müşteriler genellikle şu özelliklere sahip makinelere ihtiyaç duyarlar: CpK yeteneği (Süreç Yetenek Endeksi) tüm parçalarda tutarlı, toleranslar dahilinde üretim sağlamak.
Otomatik Yüksek Hassasiyetli Pah Kırma: Servo Tahrikli Boru Pah Kırma Makineleri
Üst düzey sektörlerde tutarlı ve hassas pah kırma talebini karşılamak için tam otomatik servo kontrollü boru pah kırma makineleri geliştirilmiştir. Başlıca avantajları şunlardır:
- Servo kontrol sistemi: Besleme açısının ve kesme derinliğinin hassas bir şekilde kontrol edilmesini sağlayarak yüksek tekrarlanabilirlik sağlar.
- Sabit makine şasisi: Çalışma esnasında stabilite sağlar ve titreşimi en aza indirir.
- Otomatik besleme ve sıkıştırma: Minimum manuel müdahale ile çok partili sürekli işlemeyi destekler.
- Akıllı işlem ayarları: Farklı boru ebatları ve açıları arasında hızlı geçişe olanak vererek üretim esnekliğini artırır.
Bu makineler, paslanmaz çelik, karbon çeliği ve alaşımlı borular dahil olmak üzere çok çeşitli metallerin pah kırılması için uygundur ve şunları gerçekleştirebilir: çok açılı ve çok aşamalı pah kırmaBu da onları yüksek verimlilik ve yüksek tutarlılık sonuçlarına ulaşmak için vazgeçilmez kılmaktadır.
7.0Pahlı Bileşenlerin Faydaları Nelerdir?
- Gelişmiş güvenlik: Pah kırma, parçalardan keskin kenarları kaldırarak, elleçleme sırasında kesik, aşınma veya giysi takılma riskini azaltır. Kullanıcı güvenliğini artırmak için genellikle mobilya kenarlarına ve elde taşınan parçalara uygulanır.
- Daha kolay montaj ve demontaj: Pahlar, cıvata ve somun gibi bağlantı elemanlarının yerleştirilmesini kolaylaştırarak kenar kırılmasını önler, uyum hassasiyetini ve bağlantı mukavemetini artırır.
- Gelişmiş estetik ve algılanan kalite: Pah kırma, sert köşeleri yumuşatır ve bileşenlere daha rafine ve cilalı bir ana hat kazandırarak genel ürün tasarımını iyileştirir; yaygın olarak ağaç işçiliği, mücevher ve üst düzey ekipmanlarda kullanılır.
- Montaj sırasında daha iyi hizalama: Pahlar, parçaların eşleşen deliklere yönlendirilmesine yardımcı olur, hizalama hatalarını ve montaj hatalarını azaltır, montaj verimliliğini ve doğruluğunu artırır.
- Sürtünme azaltıldı ve aşınma direnci artırıldı: Pahlı bir kenar, kayan yüzeyler arasındaki sürtünmeyi en aza indiren yumuşak bir geçiş yaratır. Örneğin, pahlı fren balataları çalışma sırasında gürültüyü ve titreşimi azaltabilir.
- Geliştirilmiş üretilebilirlik ve daha düşük üretim maliyetleri: Pah kırma işlemlerini tasarım aşamasına dahil etmek, ikincil son işlem işlemlerine olan ihtiyacı ortadan kaldırabilir. Kalıplama araçları veya form kesicilerle eşleştirildiğinde, pah kırma işlemleri işleme adımlarını basitleştirebilir ve üretim masraflarını azaltabilir.
8.0Pahlı Bileşenlerin Faydaları Nelerdir?
- Gelişmiş güvenlik: Pahlar 90° köşeleri yumuşatarak darbe kaynaklı yaralanmaları azaltır. Yapısal kenarlarda yaygındır, ancak düzgün yönetilmezse pahın bir tarafı hala keskin bir nokta oluşturabilir.
- Daha kolay montaj ve demontaj: Eğimli kenarlar, büyük panellerin, levhaların veya metal yapıların daha düzgün bir şekilde birleşmesine yardımcı olarak daha güvenli ve verimli bir montajı destekler.
- Geliştirilmiş estetik ve ürün tanımı: Eğimler, bileşenlere geometrik tanım ekleyerek görsel derinliği ve tasarım hassasiyetini artırır. Bu, cihaz kasalarında, mimari elemanlarda ve dekoratif kaplamalarda sıklıkla görülür.
- İyileştirilmiş hizalama performansı: Eğim açılarını ayarlayarak bileşenler doğal olarak hizalanabilir ve daha doğru bir şekilde arayüz oluşturabilir; bu da özellikle çerçeve sistemlerinde ve karmaşık montajlarda değerlidir.
- Azaltılmış sürtünme ve geliştirilmiş aşınma performansı: Eğik pahlar temas yüzeyi geometrisini iyileştirerek sürtünmeyi ve malzeme aşınmasını azaltabilir. Örneğin, dişli kavramasında veya kayan mekanizmalarda, eğimli pahlar daha pürüzsüz harekete katkıda bulunur.
- Geliştirilmiş üretilebilirlik ve yapısal uyarlanabilirlik: Pahlar, oluk kaynaklama ve yapısal geçişler için idealdir. Pah makinelerinin kullanımıyla, bu kenarlar tek geçişte oluşturulabilir; bu da üretimi hızlandırır ve verimliliği artırır.
Referanslar
www.madearia.com/blog/pah-vs-pahli/
www.colstanprofiles.co.uk/pah-vs-bevel-anahtar-farklılıkları-uygulamaları-ve-faydaları/



