

- 1.0Fırçalanmış Paslanmaz Çelik Tanımı ve Kullanımları
- 1.1Fırçalanmış Paslanmaz Çelik Özellikleri
- 1.2Paslanmaz Çelik Yüzey İşlemlerinin Sınıfları
- 1.3Ra (Ortalama Pürüzlülük) Sınıflandırması
- 1.4Fırçalanmış Paslanmaz Çeliklerin Yaygın Uygulamaları
- 1.5Fırçalanmış Paslanmaz Çelik ile Ayna Paslanmaz Çelik Arasındaki Farklar
- 1.6Saten ve Fırçalanmış Kaplamalar Arasındaki İlişki
- 2.0Fırçalama İçin Doğru Aletleri Seçme – İşlem Akışı
- 3.0Doğru Fırçalama Yönünün Belirlenmesi
- 4.0Uygun Taşlama Basıncının Kullanılması
- 5.0Aşırı Öğütme ve Hasarı Önleme
- 5.1Aşırı Aşınmayı Önleyin: Paslanmaz çeliğin farklı kalınlıkları taşlamayı farklı şekilde tolere eder. Aşırı taşlama, malzemenin çok ince olmasına neden olabilir.
- 5.2Uygun Yağlama ve Soğutma: Uygun yağlama ve soğutma, taşlama sırasında sürtünmeden kaynaklanan ısının birikmesini etkili bir şekilde önleyebilir.
- 6.0Fırçalanmış Paslanmaz Çeliklerin Temizlenmesi ve Bakımı
- 7.0Fırçalanmış Paslanmaz Çelik Hakkında Sık Sorulan Sorular
1.0Fırçalanmış Paslanmaz Çelik Tanımı ve Kullanımları
Fırçalanmış paslanmaz çelik, mekanik sürtünme (aşındırıcı bantlar veya tekerlekler kullanılarak) veya kimyasal işlemler yoluyla paslanmaz çeliğin yüzeyinde sürekli, doğrusal bir doku oluşturma sürecini ifade eder. Bu, metale sayısız ince çizgiyle mat bir yüzey kazandırır.
Genellikle fırçalanmış metaller şunları içerir: paslanmaz çelik, alüminyum Ve nikel.
Fırçalanmış yüzeyin yoğunluğu yüzey pürüzlülüğü olarak belirtilir ve tipik olarak 0,5-1,5 mikrometre Ra'dır.
Fırçalama işlemi paslanmaz çeliğin estetiğini, aşınma direncini ve yüzey dokusunu iyileştirir.

1.1Fırçalanmış Paslanmaz Çelik Özellikleri
- Mat Doku:Fırçalanmış paslanmaz çelik yüzeyler, düzgün çizgilere ve mat bir etkiye sahiptir.
- Yüksek Aşınma Direnci:Fırçalama işlemi, yüzeydeki küçük çizikleri gizlemeye yardımcı olarak daha dayanıklı hale getirir.
- Parmak İzi Direnci:Ayna parlaklığındaki paslanmaz çelikle karşılaştırıldığında, fırçalanmış paslanmaz çelikte parmak izi veya leke kalma olasılığı daha düşüktür.
- Güçlü Dekoratif Görünüm: Fırçalanmış paslanmaz çelik, dokulu görünümüyle sıklıkla dekoratif ve sanatsal amaçlarla kullanılır.
1.2Paslanmaz Çelik Yüzey İşlemlerinin Sınıfları
Paslanmaz çelik yüzeyler No.1, No.2D, No.2B, No.4, No.6, No.7 ve No.8 gibi farklı yüzey kaliteleri oluşturmak için çeşitli işlem süreçlerinden geçirilir.
- No.1: Pürüzlü ve yansımayan.
- No.2D: Mat, orta yumuşaklıkta.
- No.2B: Hafif yansıtıcı parlaklığa sahip, genellikle standart yüzey olarak görülen pürüzsüz yüzey.
- No.4: Mat görünümlü, parmak izlerine ve çizilmelere karşı dayanıklı fırçalanmış yüzey.
- No.6: Daha yüksek parlaklığa sahip, daha ince fırçalanmış doku.
- No.7: Parlak, ufak cila izleri mevcut.
- No.8 (Ayna): Son derece cilalı, yansıtıcı, kusursuz bir yüzey.
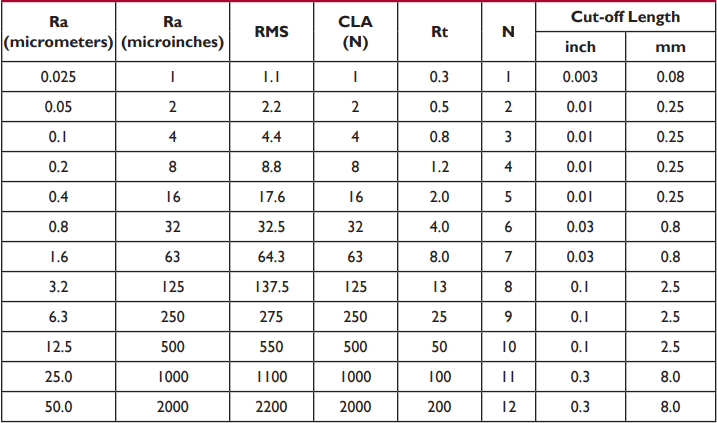
1.3Ra (Ortalama Pürüzlülük) Sınıflandırması
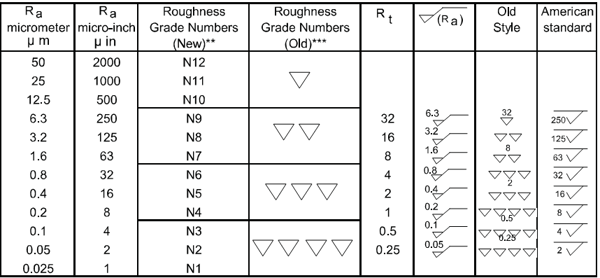
- Ra 12,5 – 25,0 μm: Kabaca işlenmiş yüzey
- Ra 3.2 – 6.3 μm: Orta düzeyde işlenmiş yüzey
- Ra 1,6 – 3,2 μm: Standart ince yüzey
- Ra 0,8 – 1,6 μm: İnce yüzey
- Ra 0,2 – 0,8 μm: Ultra ince yüzey
- Ra ≤ 2 μm: Ayna parlaklığı


1.4Fırçalanmış Paslanmaz Çeliklerin Yaygın Uygulamaları
Fırçalanmış paslanmaz çelik, hem ticari hem de konut tasarımlarında geniş bir uygulama yelpazesine sahiptir. Yaygın kullanımlar şunları içerir:
- Ev Aletleri: Buzdolabı, mikrodalga fırın, bulaşık makinesi ve davlumbaz dış yüzeyleri ve panelleri.
- Mutfak Ekipmanları:Lavabolar, tezgahlar, dolap kapakları, mutfak eşyaları ve pişirme kapları.
- Mimari Dekorasyon:Asansör panelleri, duvar kaplamaları, korkuluklar, kapı kasaları ve tavan dekorasyonları.
- Mobilya ve Donanım:Sandalyeler, dolaplar, kapı kolları, aydınlatma armatürleri, korkuluklar ve aynalar.
- Otomotiv ve Ulaşım:İç döşeme, tren kabini dekorasyonları ve metro korkulukları.
1.5Fırçalanmış Paslanmaz Çelik ile Ayna Paslanmaz Çelik Arasındaki Farklar
- Fırçalanmış Paslanmaz Çelik: Mat yüzeyli, kesintisiz doğrusal dokuya sahip, yansıma yapmayan, çizikleri gizleyen ve parmak izine dayanıklı.
- Ayna Paslanmaz Çelik: Son derece cilalı, yansıtıcı ve ayna gibi pürüzsüz. Üst düzey bir görünüme sahip ancak daha belirgin olan parmak izlerine, lekelere ve çiziklere daha yatkın.
1.6Saten ve Fırçalanmış Kaplamalar Arasındaki İlişki
Paslanmaz çelik yüzey işlemlerinde hem saten hem de fırçalanmış yüzeyler kullanılır. Fırçalanmış yüzey yön ve çizgilere odaklanırken, saten pürüzsüz, mat bir etkiyi vurgular.
- Fırçalanmış Kaplama:Zımpara veya tel fırça gibi aletlerle mekanik veya elle parlatma yapılarak yüzeyde genellikle tek bir yönde doğrusal bir doku oluşturulur.
- Saten Bitiş: İpek veya mat yüzey olarak da bilinen bu yüzey, daha pürüzsüz ve daha düzgündür ve genellikle daha ince cilalama teknikleriyle elde edilir.
2.0Fırçalama İçin Doğru Aletleri Seçme – İşlem Akışı

2.1Hazırlık Süreci
- Araç Seçimi: Tel fırça, paslanmaz çelik temizleyici.
- İşlev: Fırçalamadan önce oksit tabakasını, kiri ve pası temizleyin. Tel fırça, pürüzlü tabakayı etkili bir şekilde temizleyerek daha iyi fırçalama sonuçları sağlar. Temizleyiciler, kiri ve yağı temizlemeye yardımcı olur.

2.2Kaba İşleme Adımı
- Araç Seçimi:Kaba zımpara kağıdı veya aşındırıcı bant, elektrikli taşlama makinesi, açılı taşlama makinesi.
- İşlev:Kaba işleme, daha büyük yüzey kusurlarını giderir ve fırçalanmış dokuyu oluşturmaya başlar. Genellikle, taşlama için kaba zımpara kağıdı (örneğin, 60# ila 120#) kullanılır.
- İpuçları:
Manuel Araçlar: Küçük alanlar veya kenarlar için hassas kontrol sağlamak amacıyla kalın zımpara kağıdı kullanın.
Mekanik Aletler: Elektrikli bant taşlama makineleri veya açılı taşlama makineleri geniş alanlar için daha verimlidir ancak engebeli yüzeylerden kaçınmak için beceri gerektirir.
2.3Bitirme Süreci
- Araç Seçimi:İnce zımpara kağıdı veya ince aşındırıcı bant, özel fırçalama pedi, bant taşlama makinesi veya cilalama makinesi.
- İşlev:Fırçalama dokusunu iyileştirmek için ince zımpara kağıdı (örneğin, 320# ila 600#) veya ince aşındırıcı bantlar kullanılır.
- İpuçları:
oDetaylı işler ve küçük çaplı bitirme işleri için uygundur.
oÜniform bir doku elde etmek için hızı ve basıncı ayarlayın.
2.4Son İşleme
- Araç Seçimi: Cila tekerleği, cila pedi.
- İşlev: Bu adım mikro çizikleri gidermeye ve yüzey pürüzsüzlüğünü artırmaya odaklanır. Parlatma aletleri daha rafine bir yüzey sağlar.
3.0Doğru Fırçalama Yönünün Belirlenmesi
Yatay, dikey, çapraz veya çapraz fırçalama olsun, doğru fırçalama yönü yalnızca estetik görünümü artırmakla kalmaz, aynı zamanda yüzeyde dağınık çiziklerin oluşmasını da önler. Fırçalama yönleriyle ilgili ayrıntılı açıklamalar aşağıdadır:
3.1Metal Tahıl Üzerinde Fırçalama
Paslanmaz çelik yüzeyler genellikle doğal bir damara veya yöne sahiptir. Fırçalarken, düzensiz çiziklerden kaçınmak için bu doğal damarı takip etmek çok önemlidir.
3.2Farklı Fırçalama Yönlerinin Etkileri
- Yatay Fırçalama:Yatay fırçalama genellikle yatay doğrusal desenlerle sonuçlanır. Bu genellikle ticari ve konut ortamlarındaki büyük dekoratif paneller, dolap kapakları ve diğer yüzeyler için kullanılır.
- Dikey Fırçalama:Dikey fırçalama dikey doğrusal desenler oluşturur. Bu genellikle yükseklik hissinin gerekli olduğu dekoratif paneller ve asansör iç mekanları gibi ortamlarda uygulanır.
- Çapraz Fırçalama:Çapraz fırçalama, sanat dekoru ve özel mobilyalar gibi tasarım odaklı dekoratif öğeler için uygun, daha dinamik ve benzersiz desenler üretir.
- Çapraz Fırçalama:İki veya daha fazla yönde fırçalama karmaşık doku efektleri yaratır. Bu yöntem genellikle üst düzey özel projeler veya lüks evler, sanat enstalasyonları ve özellikli duvarlar gibi son derece dekoratif uygulamalar için kullanılır.
4.0Uygun Taşlama Basıncının Kullanılması

Taşlama basıncı paslanmaz çelik fırçalamada kritik bir rol oynar. Doğru basıncı seçmek, düzgün yüzey fırçalama desenleri sağlar. Taşlama basıncını kontrol ederek, yüzey çiziklerini veya eziklerini etkili bir şekilde önleyebilirsiniz. Aşağıda uygun taşlama basıncının kullanımıyla ilgili ayrıntılar verilmiştir:
4.1Basıncın Yüzey Kaplaması Üzerindeki Etkisi
- Aşırı Basınç: Çok fazla baskı uygulamak, paslanmaz çelik yüzeyde fark edilir çiziklere, eziklere veya düzensiz dokulara neden olabilir. Bu, özellikle yüzeye kolayca zarar verebilen kaba zımpara kağıdı veya zımpara bantları kullanıldığında geçerlidir.
- Orta Basınç:Orta düzeydeki taşlama basıncı, paslanmaz çelik yüzeyin eşit şekilde işlenmesini sağlayarak pürüzsüz ve ince fırçalama desenleri elde edilmesini sağlar.
Test: Küçük ve göze çarpmayan bir alanda deneyin ve istediğiniz sonuca ulaşana kadar basıncı ayarlayın.
Eşit Basınç: Elinizi sabit tutun ve aşırı kuvvet veya lokal baskıdan kaçınmak için basıncı eşit şekilde uygulayın.
4.2Yavaş Yavaş Artan Basınç
Fırçalama sırasında zımparalama basıncının kademeli olarak artırılması önerilir.
- Başlangıç Aşaması:Hafif taşlama için daha ince zımpara kağıdı veya zımpara bantları kullanın. Bu adımın amacı, küçük yüzey kusurlarını gidermek ve malzemeyi daha kaba işler için önceden işlemektir.
- Geçiş Sahne: Yavaş yavaş daha kaba zımpara kağıdına veya zımpara bantlarına geçiş yapın ve basıncı artırın. Bu aşama daha önemli kusurları ve düzensiz dokuları gidermeye yardımcı olur, ancak yine de eşit basınç gereklidir.
- Son Sahne:Son işlem için ince zımpara kağıdı veya cilalama pedleri kullanın. Bu noktada, yüzeyin gereken pürüzsüzlüğe ve parlaklığa ulaşmasını sağlamak için basıncı uygun şekilde ayarlayın.
Öneriler:
- İyiZımpara: Yüzey düzgünlüğünü korumak için hafif baskı uygulayarak ilk taşlamada kullanılır.
- Kaba Zımpara Kağıdı: Daha fazla malzeme çıkarılması gerektiğinde, aşırı kuvvetten kaçınarak basıncı kademeli olarak artırın.
- Cilalama Pedleri: Pürüzsüz bir yüzey elde etmek için son ince ve nazik cilalamada kullanılır.
5.0Aşırı Öğütme ve Hasarı Önleme
Aşırı taşlama ve hasarı önlemek için taşlama süresini ve sıklığını kontrol edin ve uygun yağlama ve soğutma kullanın. Bu, aşırı taşlama ve malzeme hasarını önlemeye yardımcı olur.
Aşırı öğütmeyi önlemek için özel yöntemler şunlardır:
5.1Aşırı Aşınmayı Önleyin: Paslanmaz çeliğin farklı kalınlıkları taşlamayı farklı şekilde tolere eder. Aşırı taşlama, malzemenin çok ince olmasına neden olabilir.
- Uygun Öğütme Süresini Seçin: Malzemenin kalınlığına ve durumuna göre uygun bir öğütme süresi ayarlayın.
- Kontrol Öğütme Frekansı: Aynı bölgede sık sık zımparalama yapmaktan kaçının.
- Düzenli Denetimler:Malzemenin yüzey durumunu düzenli olarak kontrol edin.
5.2Uygun Yağlama ve Soğutma: Uygun yağlama ve soğutma, taşlama sırasında sürtünmeden kaynaklanan ısının birikmesini etkili bir şekilde önleyebilir.
- Yağlayıcı Yağ Kullanın: Bu, sürtünmeyi azaltır ve taşlama sırasında oluşan metal kalıntılarının giderilmesine yardımcı olur.
- Su Soğutma:Taşlama sırasında yüzeyi soğutmak için su püskürtülebilir veya akış olarak kullanılabilir. (Elektrikli fırçalama makinelerinde genellikle su soğutma sistemleri bulunur.)
- Soğutma Molaları:Malzemenin sürekli yüksek sıcaklıklardan etkilenmesini önlemek için, malzemenin soğumasını sağlamak üzere periyodik olarak durun. (Bu yöntem daha az etkilidir.)
6.0Fırçalanmış Paslanmaz Çeliklerin Temizlenmesi ve Bakımı
Fırçalanmış paslanmaz çeliği temizlemek ve bakımını yapmak, uygun paslanmaz çelik temizleyicileri seçmeyi gerektirir. Asidik veya klorür bazlı temizleyiciler kullanmaktan kaçının ve silmek için yumuşak bezler kullanın. Düzenli temizlik ve parmak izi tutmayan kaplamalar uygulamak, parmak izlerinin ve lekelerin kalmasını etkili bir şekilde önleyebilir.
6.1Doğru Temizlik Ürünlerini Kullanmak
- Nötr Temizleyiciler: Yüzey kalitesini etkilemeden yaygın kirleri etkili bir şekilde giderebilen pH nötr temizleyicileri seçin.
- Yumuşak Bezle Silme:Paslanmaz çelik yüzeyin çizilmesini önlemek için silme işleminde yumuşak, tiftiksiz bezler veya mikrofiber bezler kullanın.
- Asidik veya Klorür Bazlı Temizleyicilerden Kaçının:Bu kimyasallar paslanmaz çelik yüzeyini aşındırarak hasara yol açabilir.
Özel Paslanmaz Çelik Temizleyicileri Kullanın: Bunlar kirleri etkili bir şekilde temizleyebilir ve yüzeyde koruyucu bir tabaka oluşturarak parmak izlerini ve lekeleri azaltabilir.
6.2Parmak İzlerinin Önlenmesi:
Paslanmaz Çelik Koruyucu Filmler Kullanın: Bunlar, malzemenin işleme, taşıma ve montaj sırasında hasar görmesini önlemek için kullanılır.
7.0Fırçalanmış Paslanmaz Çelik Hakkında Sık Sorulan Sorular
Fırçalanmış paslanmaz çelik ile aynalı paslanmaz çelik arasındaki fark nedir?
Fırçalanmış paslanmaz çelik, belirgin çizgisel desenlere sahipken, aynalı paslanmaz çelik, yansıtıcı ayna benzeri bir yüzeyle son derece cilalanmıştır.
Fırçalanmış paslanmaz çelik ile fırçalanmış nikel arasındaki fark nedir?
Fırçalanmış paslanmaz çelik, yüzeyinde ince fırçalanmış desenler bulunan bir paslanmaz çelik alaşımı kullanırken, fırçalanmış nikel, fırçalama işlemine tabi tutulan ve daha yumuşak bir renk elde edilen bir nikel alaşımıdır.
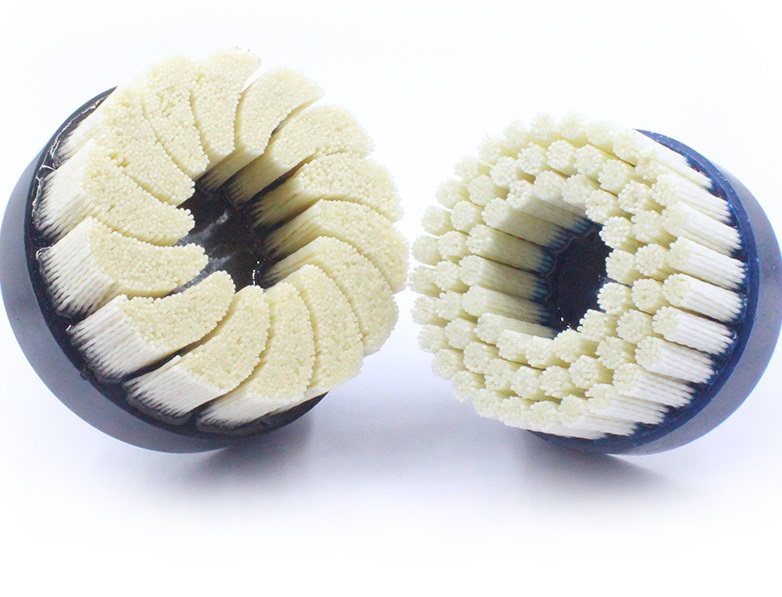
Parlatma tekerleği nedir?
Parlatma tekerleği, genellikle kumaş, yün veya sentetik malzemelerden yapılmış metal yüzeyleri parlatmak için kullanılan bir araçtır. Paslanmaz çeliğin çiziklerini gidermek ve yüzey pürüzsüzlüğünü iyileştirmek için kullanılır.
Zımpara bandı nedir?
Zımpara bandı, genellikle paslanmaz çelik üzerindeki yüzey kusurlarını gidermek için bant zımpara makinelerine ve parlatma makinelerine monte edilen, taşlama ve zımparalama için kullanılan bant şeklinde bir zımpara kağıdıdır.
Referanslar
https://en.wikipedia.org/wiki/Brushed_metal




