
- 1.0Alüminyum Bükme Nedir?
- 2.0Alüminyum Bükme Yöntemleri ve İşlemleri
- 3.0Alüminyum Açıları Bükmek İçin En İyi Yöntemler
- 4.0Alüminyum Manuel Olarak Nasıl Bükülür
- 5.0Bükme İçin Pres Freni Nasıl Kullanılır
- 6.0Alüminyum Bükme İçin En İyi Malzemeler
- 7.0Alüminyum Bükülmesini Etkileyen Temel Faktörler
- 8.0Alüminyum Bükme Sırasında Çatlaklar Nasıl Önlenir
1.0Alüminyum Bükme Nedir?
Alüminyum bükme, düz bir alüminyum parçasını, tasarımınıza göre kavisli veya açılı bir şekle dönüştürmek için dışarıdan bir kuvvet uygulama sürecini ifade eder; tüm bunları yaparken yapısal bütünlüğünü korur.
Tüm alüminyum malzemelerin bükülmeye uygun olmadığını belirtmek önemlidir. Malzemenin özellikleri ve ısıl işlemi bükülme sonucunu önemli ölçüde etkileyebilir. Bu nedenle, projeniz için en iyi çözümü belirlemek amacıyla devam etmeden önce bizimle derinlemesine görüşmenizi öneririz.
Bükme, çatlama veya deformasyon gibi sorunlardan kaçınmak için dikkatli kontrol gerektiren zorlu bir süreç olabilir. Bu makalede, sizi bu olası tuzaklar konusunda bilgilendireceğiz ve en yaygın kullanılan ve güvenilir sekiz bükme yöntemiÜrünleriniz için en yüksek kalitede bükme çözümüne ulaşmak istiyorsanız, lütfen istediğiniz zaman bizimle iletişime geçmekten çekinmeyin.
2.0Alüminyum Bükme Yöntemleri ve İşlemleri
Alüminyum bükme teknolojisinin seçimi doğrudan malzemenin kesitine ve özel gereksinimlere bağlıdır. Alüminyum levhalar, borular veya çubuklarla çalışıyor olun, çeşitli bükme yöntemleri mevcuttur. En uygun bükme tekniğini seçmek, projenizin başarısını garantilemek için çok önemlidir.
2.1Rulo Bükme
Rulo bükme alüminyumu iki silindir arasına yerleştirmeyi ve silindirler aracılığıyla baskı uygulayarak malzemeyi istenen açı ve derinliğe bükmeyi içerir. Bu yöntem alüminyumu çeşitli formlara şekillendirmek için oldukça etkilidir ve büyük, kalın parçalar için idealdir.
Avantajları: Hızlı, tutarlı ve büyük alüminyum ebatlarına uygundur.
Dezavantajları: Özel ekipman gerektirir ve maliyetli olabilir.

2.2Pres Bükme
Bir pres freni, alüminyumu bir zımba ve kalıp arasına yerleştirerek büker; zımba, alüminyumun kalıp etrafında bükülmesini sağlamak için baskı uygular.
Avantajları: Yüksek hassasiyet, hızlı büküm hızı, büyük veya kalın alüminyum parçaları için uygundur.
Dezavantajları: Pahalı ekipman, küçük veya ince alüminyum parçalar için en iyisidir.

2.3İtme Bükme
İtme bükme, alüminyumu bükmek için mekanik kuvvet uygulamak üzere bir itme aleti veya çubuk kullanır. Malzeme sabit bir cihaza kelepçelenir ve itme aleti onu istenen şekle sokar.
Avantajları: Dar açılı virajlar için idealdir.
Dezavantajları: Büyük veya kalın alüminyum için uygun değildir, yüksek lokal basınca neden olabilir.
2.4Döner Bükme
Döner bükme, alüminyumun merkezi bir eksen ve kalıp arasında dönmesini ve bükülmesini sağlayan mekanik kuvveti uygulamak için döner bir germe makinesi kullanır.
Avantajları: Küçük yarıçaplar, hassas açılar ve yumuşak geçişler elde eder, büyük veya kalın alüminyum parçalar için idealdir.
Dezavantajları: Özel ekipman gerektirir ve maliyetli olabilir.
2.5Basınç Bükme
Basınç bükme, alüminyumu istenilen şekle sıkıştırmak için bir zımba ve kalıp kullanarak basınç uygular.
Avantajları: Her iki tarafta da aynı kıvrımlara sahip parçalar üretmek için uygundur.
Dezavantajları: Ekipman maliyeti yüksek, seri üretime daha uygun.
2.6Germe Şekillendirme
Germe şekillendirme, alüminyumu germek ve istenilen şekle sokmak için mekanik kuvvet kullanır. İşlem sırasındaki gerilim, malzemenin uzunluğu üzerinde sürekli kontrol sağlar.
Avantajları: Yüksek hacimli üretim için ideal, hassas şekil kontrolü.
Dezavantajları: Belirli ihtiyaçlara uygun, pahalı ekipmanlar.
2.7Manuel Bükme
Manuel bükme, pense veya çekiç gibi basit aletler kullanılarak alüminyumun bükülmesinin geleneksel yöntemidir.
Avantajları: Basit, düşük maliyetli ve küçük veya ince alüminyum parçalar için idealdir.
Dezavantajları: Yavaş, hassasiyeti düşük, büyük ve kalın alüminyum parçaları için uygun değildir.
2.8Üç Silindirli Sac Bükme Makinesi
The üç silindirli sac bükme makinesi Alüminyumu istenilen şekle bükmek için üç silindir kullanarak baskı uygular.
Avantajları: Mimari bileşenler ve büyük ölçekli inşaat projeleri için idealdir.
Dezavantajları: Pahalı özel ekipman, sınırlı uygulama.

3.0Alüminyum Açıları Bükmek İçin En İyi Yöntemler
Alüminyum açıları bükmeye gelince, doğru tekniği seçmek çok önemlidir. Genellikle, rulo bükme ve pres frenleri, eşit bükümler ve yüksek hassasiyet sağlama kabiliyetleri nedeniyle en yaygın kullanılan seçeneklerdir. Büyük yarıçaplar veya çoklu açı geçişleri için döner bükme daha iyi bir seçimdir. Küçük ölçekli üretim veya daha basit uygulamalar için manuel bükme ve itme bükme hızlı ve uygun maliyetli çözümler sunar.
4.0Alüminyum Manuel Olarak Nasıl Bükülür
✅ Hazırlık
Malzeme yüzeyini temizleyin ve cetvel, işaretleyici, C kelepçeleri, mengene ve çekiç gibi temel araçları toplayın. Malzeme kalınsa, sünekliğini artırmak için ön ısıtma gerekebilir.
✅ İşlem
- Bükülme Çizgisini İşaretleyin: Bükümü işaretlemek için bir cetvel ve işaretleyici kullanın. Gerekirse, büküm çizgisi boyunca küçük yardımcı delikler açın veya yüzeyi işlemek için bir freze kullanın, bu bükme işlemine yardımcı olacaktır.
- İş Parçasını Sabitleyin: Malzemeyi yerinde sıkıca tutmak için C kelepçeleri veya mengene kullanın.
- Eşit ve Yavaş Basınç Uygulayın: Bir çekiçle bükme çizgisi boyunca hafifçe vurun, bir uçtan başlayıp diğer uca doğru ilerleyin. 10-20 derecelik artışlarla bükün.
- Bükme Açısını Kontrol Edin: Eğer eğim yeterli değilse, gerektiği gibi ayarlamalar yapın.
5.0Bükme İçin Pres Freni Nasıl Kullanılır
✅ Hazırlık
İş parçasının yüzeyini temizleyin ve abkant pres, kalıp ve ölçüm araçlarını toplayın.
✅ İşlem
- İş Parçasını Yerleştirin: İş parçasını arka durdurucuya yerleştirin ve düzgün bir şekilde hizalayın.
- Kalıbı Ayarlayın: Kalıbın ve zımbanın doğru şekilde hizalandığından emin olun. 90º bükümler için, malzemenin geri yaylanmasını telafi etmek için 88º kalıp kullanılması önerilir.
- Yavaşça baskı uygulayın: Aşırı güçten kaçınmak için basıncı kademeli olarak uygulayın. Alışılmadık sesler duyarsanız veya dengesiz hareket fark ederseniz, makineyi hemen durdurun ve sorunları kontrol edin.
- Bükme Açısını Kontrol Edin: Her bükmeden sonra, açıyı kontrol etmek için ölçüm araçlarını kullanın. Herhangi bir sapma bulunursa, gerektiği gibi küçük ayarlamalar yapın.
6.0Alüminyum Bükme İçin En İyi Malzemeler
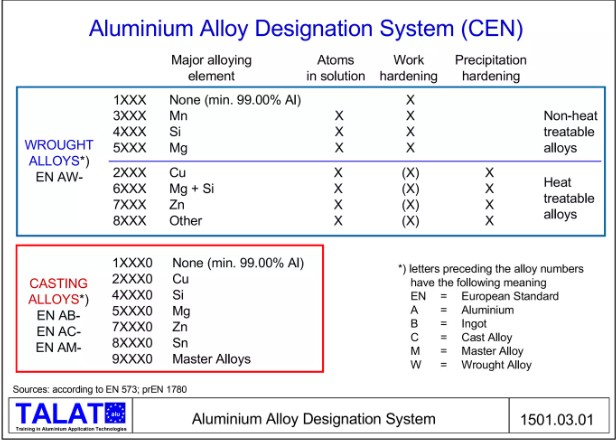
Alüminyum alaşımlarının bükülme performansı, alaşım bileşimleri ve temperleme koşullarından etkilenir. Bükme için en uygun alaşım serileri 3XXX, 5XXX ve 6XXX serileridir. 2XXX serisindeki alaşımlar, şekillendirmeyi daha zor hale getiren yüksek sertlikleri nedeniyle kaçınılmalıdır. Yine de, uygun temperleme işlemiyle, bu alaşımlar yine de başarılı bir şekilde bükülebilir.
6.1Bükme İçin En İyi Dört Alüminyum Alaşımı
- 3003 Alüminyum Alaşımı:3003, bükme için en iyi seçeneklerden biridir; iyi mukavemet, mükemmel soğuk işleme özellikleri ve akma ile çekme mukavemeti arasında önemli bir fark sunar; bunların hepsi, bükme sırasında olağanüstü performans gösterme yeteneğine katkıda bulunur.
- 5052 Alüminyum Alaşımı:5052 yüksek süneklik ve akma ve çekme dayanımı arasında önemli bir boşluk sunar. Ayrıca özellikle deniz veya diğer aşındırıcı ortamlarda güçlü korozyon direnci gösterir. Tavlamadan sonra, şekillendirilebilirliği 3003'ü bile geride bırakarak karmaşık bükümler için tercih edilen bir seçim haline gelir.
- 5083 Alüminyum Alaşımı:5083, korozyona karşı direnci ve güçlü kaynaklanabilirliği nedeniyle gemi yapımında yaygın olarak kullanılır. Bükülme performansını en üst düzeye çıkarmak için 5083'ün H111, H112 veya O koşullarında kullanılması önerilir.
- 6061 ve 6082 Alüminyum Alaşımları: Bu ikisi, istenen mukavemet ve şekillendirilebilirliğe sahip ısıl işlemli alaşımlardır. Bükülme performansları T4 veya T6 koşullarında zayıf olsa da, T4 koşullarında başarıyla şekillendirilebilir ve daha sonra ek mukavemet için T6'ya yaşlandırılabilirler.

6.2Alüminyum Temper İşlemleri
Alaşım seçimi, malzemenin kalınlığının yanı sıra hem bileşimini hem de temper durumunu hesaba katmalıdır. Bu faktörlerin doğru anlaşılması, en uygun malzemeyi ve bükme yöntemini seçmenize yardımcı olarak yüksek ürün kalitesini garanti eder.
Mizaç İşlemleri ve Özellikleri:
- T (Isıl İşlem Görmüş)
T6 ve T651 durumundaki alaşımlar (6XXX serisi gibi) yüksek mukavemete ve orta şekillendirilebilirliğe sahiptir — hem tokluk hem de direnç gerektiren uygulamalar için idealdir. Ancak, sünekliğin azalması nedeniyle çatlamanın önlenmesi için bükme sırasında dikkatli olunmalıdır. - H (Gerilme Sertleştirilmiş)
H14 veya H24 durumundaki alaşımlar, mukavemetlerini artıran gerinim sertleştirmesine tabi tutulmuştur. Bu temperler, çatlama olmadan orta açılı bükme için uygundur. - O (Tavlanmış)
O durumu, basit bükme işlemleri için mükemmel olan, maksimum şekillendirilebilirlik sunan, ancak biraz daha düşük mukavemete sahip, tam tavlanmış bir durumu ifade eder. - F (Üretildiği Gibi)
F durumu, daha düşük mukavemete sahip ancak daha fazla esneklik ve dayanıklılığa sahip, fabrikasyon olarak üretilmiş malzemeyi ifade eder.
7.0Alüminyum Bükülmesini Etkileyen Temel Faktörler
Alüminyumun bükme işlemi, hem bükme kalitesini hem de şekillendirilebilirliği doğrudan belirleyen birkaç temel faktörden etkilenir.
- Şekillendirilebilirlik: Şekillendirilebilirlik, bir malzemenin çatlama veya yırtılma olmadan kalıcı deformasyona uğrama kabiliyetini ifade eder. Malzemenin mukavemeti, sünekliği, şekli ve kalınlığından etkilenir. ASTM E2218 gibi standart testler, şekillendirilebilirliği ölçmeye ve hangi alaşımların bükülmeye en uygun olduğunu belirlemeye yardımcı olur.
- Kalınlık ve Bükülme Yarıçapı: Kalınlık ve bükülme yarıçapı bükülme performansını önemli ölçüde etkiler. Daha ince malzemeler bükülmesi daha kolayken, kalın levha bükülmesi daha zordur. Küçük bükülme yarıçapları çatlamaya neden olabilir, bu nedenle üretici yönergelerini takip etmek çok önemlidir.
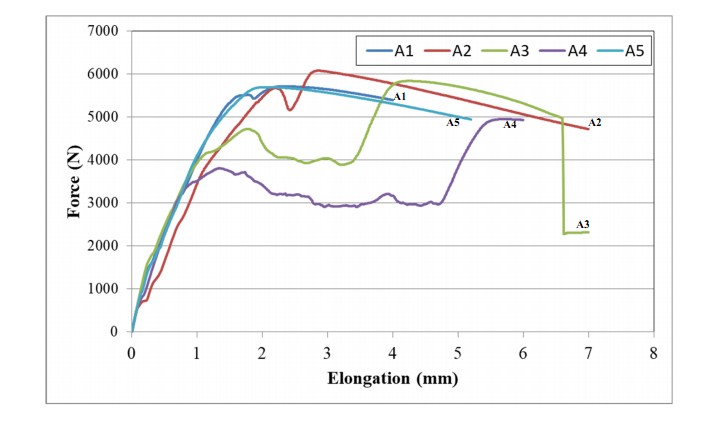
- Uzama : Uzama, bir malzemenin gerilim altında esneme kabiliyetini ölçer — daha yüksek uzama, daha fazla şekillendirilebilirlik anlamına gelir. Örneğin, yaklaşık 35% uzama değerine sahip tavlanmış 3003 (AA3003-O) bükme uygulamaları için oldukça uygundur. Gerilim-gerinim eğrisi, en uygun alaşımı seçmede yardımcı olabilir.
8.0Alüminyum Bükme Sırasında Çatlaklar Nasıl Önlenir
Alüminyum, özellikle eloksaldan sonra, bükme sırasında çatlayabilir. Üreticiler genellikle hasara neden olmadan bükme zorluğuyla karşı karşıyadır. İşte 8 temel önleyici tedbir:
- Doğru Sınıfı ve Tavı Seçin: Bükülmeye uygun bir sınıf ve temper seçin. Alaşımın bileşimi ve sertliği doğrudan şekillendirilebilirliğini etkiler — uygun malzemeyi seçmek çatlama riskini önemli ölçüde azaltabilir.
- Uygun Bükme Ekipmanını Kullanın: Gerilim yoğunlaşmasını ve lokal hasarı önlemek için malzeme ve bükme gereksinimlerinize uygun olarak tasarlanmış ekipmanları seçin.
- Bükülme Yarıçapını Artırın: Daha büyük bir bükülme yarıçapı, stresin eşit şekilde dağılmasına ve çatlama olasılığının azaltılmasına yardımcı olur.
- Bükülme Alanındaki Boşlukları Doldurun: Bükme sırasında metal ekler veya dolgular kullanılması, lokal stresi ve çökmeyi önleyerek çatlak oluşma olasılığını azaltır.
- Kalınlığı veya Gerginliği Ayarlayın: Malzeme kalınlığının artırılması veya eğilme geriliminin azaltılması, gerilimin daha eşit dağılmasına yardımcı olur.
- Kalıp Boşluğunu ve Malzemeyi Ayarlayın: Kalıp boşluğunu iyileştirin ve yüzey hasarını ve sonrasında oluşabilecek kırılmaları önlemek için uygun kalıp malzemelerini seçin.
- Keskin Köşeler Yerine Yumuşak Eğimler Kullanın: Keskin bükümler yapmak yerine yavaş yavaş bükmek, gerilim yoğunlaşmasını önler ve çatlama riskini azaltır.
- Sürtünme Gerilimini Azaltmak İçin Yağlama Uygulayın: Bükme sırasında yağlayıcı uygulanması sürtünmeyi azaltabilir ve malzemenin yüzeyindeki stresi hafifletebilir.
Referanslar:
ahssinsights.org/forming/forming-modes/bending/
www.researchgate.net/publication/348823039_Çoklu_Çatlaklara_sahip_Alüminyum_plakaların_Burkulma_ve_Eğilme_özellikleri




