
- 1.0เหตุใดการศึกษาเรื่องความสามารถในการขึ้นรูปด้วยเครื่องจักรจึงมีความสำคัญ?
- 2.0โลหะมีความสามารถในการขึ้นรูปด้วยเครื่องจักรอย่างไร?
- 3.0การประเมินความสามารถในการขึ้นรูปด้วยเครื่องจักรทำอย่างไร?
- 4.0การจำแนกประเภทความสามารถในการขึ้นรูปของวัสดุต่างๆ (มุมมองทางวิศวกรรม)
- 5.0คุณสมบัติของวัสดุใดบ้างที่กำหนดความสามารถในการขึ้นรูปด้วยเครื่องจักร?
- 6.0จะปรับปรุงประสิทธิภาพการขึ้นรูปชิ้นงานในงานวิศวกรรมได้อย่างไร?
- 7.0สรุป: ความสามารถในการขึ้นรูปด้วยเครื่องจักรเป็นปัญหาทางวิศวกรรมในระดับระบบ
- 8.0คำถามที่พบบ่อย: คำถามทั่วไปเกี่ยวกับความสามารถในการขึ้นรูปโลหะด้วยเครื่องจักร
- 8.1คำถามที่ 1: ความสามารถในการขึ้นรูปด้วยเครื่องจักรเทียบเท่ากับความแข็งของวัสดุหรือไม่?
- 8.2คำถามที่ 2: เหตุใดโลหะผสมไทเทเนียมจึงถูกมองว่าเป็นวัสดุที่ยากต่อการขึ้นรูปด้วยเครื่องจักรโดยทั่วไป?
- 8.3คำถามที่ 3: การขึ้นรูปด้วยเครื่องจักรบนเหล็กกล้าไร้สนิมนั้นยากกว่าการขึ้นรูปด้วยเหล็กกล้าคาร์บอนเสมอหรือไม่?
- 8.4คำถามที่ 4: เมื่อความสามารถในการตัดเฉือนไม่ดี การลดความเร็วในการตัดเป็นวิธีแก้ปัญหาเพียงอย่างเดียวหรือไม่?
- 8.5คำถามที่ 5: การอบชุบความร้อนมีผลกระทบต่อความสามารถในการขึ้นรูปมากน้อยเพียงใด?
ในวงการผลิตเครื่องจักรกล การกลึงขึ้นรูปพบเห็นได้ทั่วไป อย่างไรก็ตาม วิศวกรจะตระหนักได้อย่างรวดเร็วในการผลิตจริงว่า:คำว่า “สามารถขึ้นรูปด้วยเครื่องจักรได้” ไม่ได้หมายความว่า “ขึ้นรูปได้ง่าย”
ด้วยเครื่องมือตัดแบบเดียวกันและพารามิเตอร์การตัดที่เหมือนกัน การเปลี่ยนวัสดุเพียงอย่างเดียวอาจส่งผลให้แรงตัด อายุการใช้งานของเครื่องมือ และคุณภาพพื้นผิวแตกต่างกันอย่างสิ้นเชิง ความแตกต่างนี้ขึ้นอยู่กับความสามารถในการขึ้นรูปของวัสดุ
บทความนี้ได้นำเสนอแนวคิดเรื่องความสามารถในการขึ้นรูปโลหะ วิธีการประเมินทั่วไป ปัจจัยที่มีอิทธิพลหลัก และกลยุทธ์ที่ได้รับการพิสูจน์แล้วสำหรับการปรับปรุงในสภาพแวดล้อมการผลิตจริงอย่างเป็นระบบ จากมุมมองของการปฏิบัติงานทางวิศวกรรม
1.0เหตุใดการศึกษาเรื่องความสามารถในการขึ้นรูปด้วยเครื่องจักรจึงมีความสำคัญ?
การกลึงยังคงเป็นหนึ่งในวิธีการขึ้นรูปโลหะที่ใช้กันอย่างแพร่หลายที่สุดในการผลิตสมัยใหม่ อย่างไรก็ตาม วัสดุแต่ละชนิดมีพฤติกรรมที่แตกต่างกันอย่างมากในระหว่างการตัด
1.1ตัวอย่างความแตกต่างด้านประสิทธิภาพในการตัด:
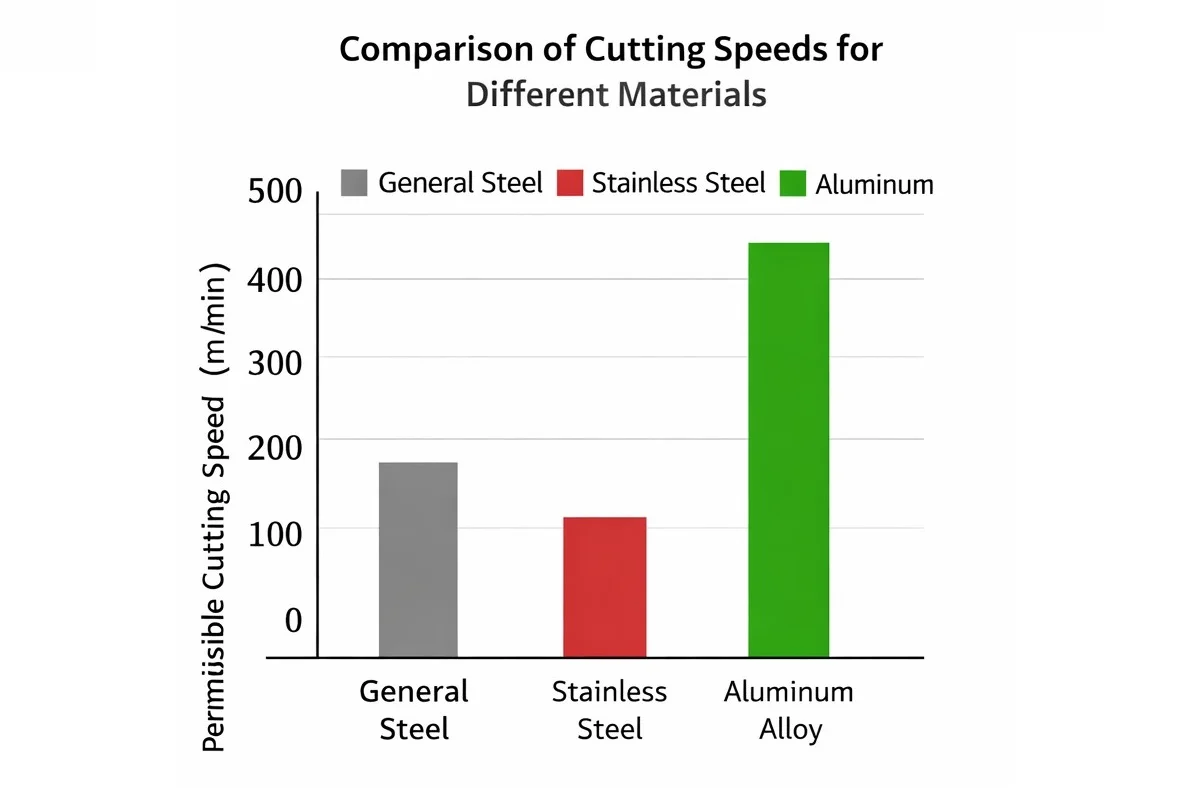
- โลหะผสมอะลูมิเนียม, โลหะผสมทองแดง: การตัดเบา, แรงตัดต่ำ, ประสิทธิภาพสูง;
- เหล็กกล้าผสม เหล็กกล้าไร้สนิม โลหะผสมไทเทเนียม โลหะผสมพิเศษที่มีส่วนประกอบของนิกเกล: แรงตัดสูง ความร้อนสูง การสึกหรอของเครื่องมืออย่างรวดเร็ว มัก accompanied by ปัญหาการบิ่นของคมตัดและการสั่นสะเทือน
1.2ผลที่ตามมาจากการขาดความเข้าใจที่เพียงพอเกี่ยวกับความสามารถในการขึ้นรูปด้วยเครื่องจักร:
- อายุการใช้งานของเครื่องมือลดลงอย่างมาก
- ประสิทธิภาพการตัดเฉือนต่ำอย่างต่อเนื่อง;
- คุณภาพพื้นผิวไม่คงที่;
- การลองผิดลองถูกซ้ำๆ ในการปรับพารามิเตอร์กระบวนการให้เหมาะสมที่สุด
ดังนั้น การทำความเข้าใจแก่นแท้ของความสามารถในการขึ้นรูปด้วยเครื่องจักรและการนำกลยุทธ์ที่ตรงเป้าหมายมาใช้ จึงเป็นสิ่งสำคัญอย่างยิ่งต่อการปรับปรุงประสิทธิภาพ การควบคุมต้นทุน และการรับประกันประสิทธิภาพการขึ้นรูปด้วยเครื่องจักรที่เสถียร
2.0โลหะมีความสามารถในการขึ้นรูปด้วยเครื่องจักรอย่างไร?
ความสามารถในการขึ้นรูปด้วยเครื่องจักรของวัสดุโลหะ หมายถึง ระดับความยากในการขึ้นรูปด้วยเครื่องจักรภายใต้เงื่อนไขการตัดที่กำหนด และข้อกำหนดอายุการใช้งานของเครื่องมือที่ระบุไว้
จากมุมมองทางวิศวกรรม วัสดุที่มี “ความสามารถในการขึ้นรูปที่ดี” โดยทั่วไปจะมีลักษณะดังนี้:
- ความเร็วในการตัดที่อนุญาตได้สูงขึ้น ภายใต้เงื่อนไขอายุการใช้งานของเครื่องมือที่เท่าเดิม
- แรงตัดและอุณหภูมิในการตัดต่ำลง ส่งผลให้การสึกหรอของเครื่องมือช้าลง
- พื้นผิวมีคุณภาพคงที่ เศษวัสดุแตกง่ายและสามารถกำจัดออกได้อย่างเป็นระบบ
ในทางกลับกัน หากวัสดุใดส่งผลให้เครื่องมือมีอายุการใช้งานสั้น มีแรงต้านการตัดสูง ผิวงานไม่เรียบ หรือควบคุมเศษวัสดุได้ยาก โดยทั่วไปจะถือว่าวัสดุนั้นมีคุณสมบัติในการขึ้นรูปที่ไม่ดี
ควรเน้นย้ำว่า ความสามารถในการขึ้นรูปด้วยเครื่องจักรนั้นเป็นสิ่งสำคัญ แนวคิดเชิงสัมพัทธ์ไม่ใช่การตัดสินโดยเนื้อแท้ว่าวัสดุนั้น "ดี" หรือ "ไม่ดี"

3.0การประเมินความสามารถในการขึ้นรูปด้วยเครื่องจักรทำอย่างไร?
3.1ตัวชี้วัดการประเมินทางวิศวกรรมทั่วไป
ในการใช้งานทางวิศวกรรมภาคปฏิบัติ ความสามารถในการขึ้นรูปด้วยเครื่องจักรโดยทั่วไปจะประเมินจากตัวชี้วัดหลายประการร่วมกัน ซึ่งรวมถึง:
- อายุการใช้งานของเครื่องมือ;
- ความเร็วในการตัดที่อนุญาต;
- แรงตัด;
- อุณหภูมิในการตัด;
- คุณภาพพื้นผิวที่ผ่านการกลึง
- ลักษณะทางกายภาพของชิป
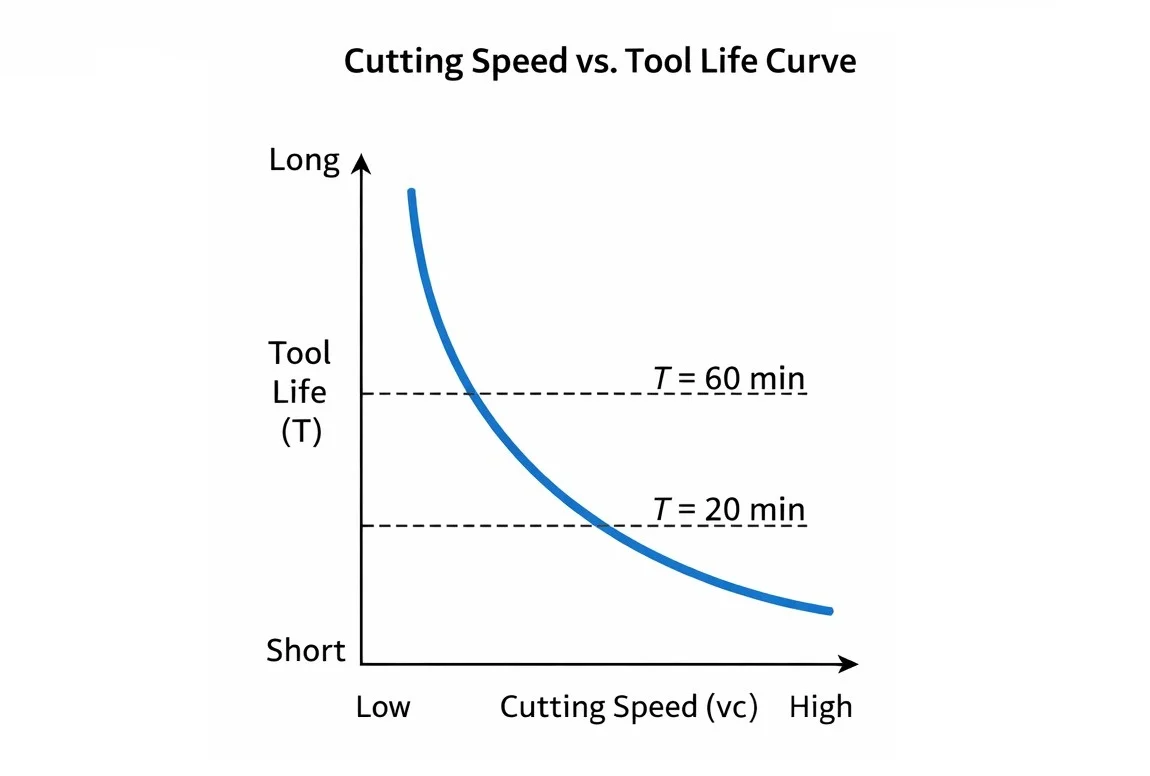
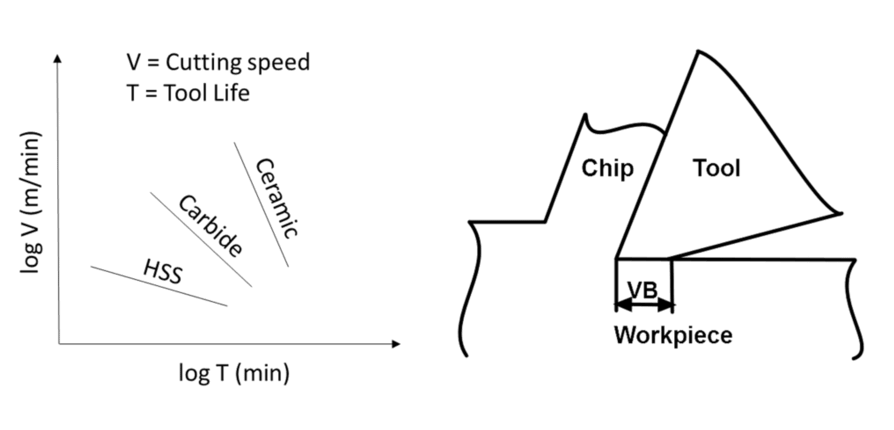
ในบรรดาสิ่งเหล่านี้ ได้แก่ ความเร็วในการตัดที่อนุญาตได้ที่อายุการใช้งานของเครื่องมือที่กำหนด เป็นตัวชี้วัดเชิงปริมาณที่ใช้กันทั่วไปและมีความเกี่ยวข้องกับงานวิศวกรรมมากที่สุด:
- วัสดุโลหะทั่วไป: ความเร็วในการตัดที่อายุการใช้งานของเครื่องมือ T = 60 นาที (vc₆₀) ใช้เป็นค่าอ้างอิง
- วัสดุที่ยากต่อการขึ้นรูป: ความเร็วในการตัดที่อายุการใช้งานของเครื่องมือ T = 20 นาที (vc₂₀) มักถูกนำมาใช้
3.2ดัชนีความสามารถในการขึ้นรูปสัมพัทธ์ Kr
เพื่ออำนวยความสะดวกในการเปรียบเทียบวัสดุต่าง ๆ ดัชนีความสามารถในการขึ้นรูปสัมพัทธ์ Kr จึงถูกนำมาใช้กันอย่างแพร่หลายในทางวิศวกรรม:Kr = อัตราเร็วในการตัดของวัสดุที่เวลา T = 60 นาที / อัตราเร็วในการตัดของเหล็กกล้า AISI 1045 ที่เวลา T = 60 นาที
ในที่นี้ เหล็กกล้า AISI 1045 (170–229 HBS) ถูกใช้เป็นวัสดุอ้างอิง
- Kr > 1: ความสามารถในการขึ้นรูปดีกว่าเหล็กกล้า 1045
- Kr < 1: ความสามารถในการขึ้นรูปด้วยเครื่องจักรแย่กว่าเหล็กกล้า 1045
ดัชนีนี้มีประโยชน์อย่างยิ่งสำหรับการคัดเลือกวัสดุและการวางแผนกระบวนการเบื้องต้นในงานวิศวกรรม
4.0การจำแนกประเภทความสามารถในการขึ้นรูปของวัสดุต่างๆ (มุมมองทางวิศวกรรม)
โดยทั่วไปแล้ว ในทางวิศวกรรม วัสดุจะถูกจำแนกออกเป็นหลายระดับตามดัชนีความสามารถในการขึ้นรูปสัมพัทธ์ Kr ตั้งแต่ "ขึ้นรูปง่าย" ไปจนถึง "ขึ้นรูปยากมาก" การจำแนกประเภทนี้ใช้กันอย่างแพร่หลายสำหรับการประเมินความยากในการขึ้นรูปอย่างรวดเร็วในระหว่างการเลือกวัสดุและการวางแผนกระบวนการ
กฎที่ได้รับการยอมรับอย่างกว้างขวางมีดังนี้:เมื่อความแข็งแรง ความยืดหยุ่น หรือประสิทธิภาพในอุณหภูมิสูงของวัสดุเพิ่มขึ้น ความสามารถในการขึ้นรูปด้วยเครื่องจักรก็มักจะลดลงอย่างมาก
นี่คือเหตุผลที่โลหะผสมไทเทเนียมและซูเปอร์อัลลอยที่มีส่วนประกอบของนิกเกลจึงมีคุณสมบัติทางกลและความร้อนที่ยอดเยี่ยม แต่กลับยากต่อการขึ้นรูปด้วยเครื่องจักรอย่างยิ่ง
5.0คุณสมบัติของวัสดุใดบ้างที่กำหนดความสามารถในการขึ้นรูปด้วยเครื่องจักร?
5.1ความแข็งและความแข็งแรง
เมื่อความแข็งและความแข็งแรงเพิ่มขึ้น ความต้านทานแรงเฉือนระหว่างการตัดก็จะเพิ่มขึ้นตามไปด้วย ส่งผลให้แรงตัดและอุณหภูมิในการตัดสูงขึ้น และการสึกหรอของเครื่องมือเร็วขึ้น
จากประสบการณ์ด้านวิศวกรรมพบว่า วัสดุที่มีความแข็งปานกลางและโครงสร้างจุลภาคสม่ำเสมอจะเหมาะสมกว่าสำหรับการขึ้นรูปด้วยเครื่องจักรอย่างมีเสถียรภาพ
5.2ความยืดหยุ่นและความทนทาน
- ความยืดหยุ่นมากเกินไป: เกิดการเสียรูปพลาสติกอย่างรุนแรงในระหว่างการตัด ทำให้พื้นที่สัมผัสระหว่างเครื่องมือกับเศษวัสดุขยายตัว เพิ่มแรงเสียดทาน และส่งเสริมการก่อตัวของขอบคมสะสม
- ความแข็งมากเกินไป: ส่งผลให้สิ้นเปลืองพลังงานในการตัดมากขึ้น และการแตกตัวของเศษวัสดุทำได้ยากขึ้น
ทั้งสองสภาวะนี้ลดประสิทธิภาพในการขึ้นรูปชิ้นงานลงอย่างมาก
5.3การนำความร้อน
วัสดุที่มีค่าการนำความร้อนสูงสามารถระบายความร้อนจากการตัดได้อย่างมีประสิทธิภาพผ่านเศษวัสดุและชิ้นงาน ลดอุณหภูมิในบริเวณการตัด และลดการสึกหรอของเครื่องมือเนื่องจากความร้อน
วัสดุที่มีค่าการนำความร้อนต่ำ เช่น โลหะผสมไทเทเนียม มักจะสะสมความร้อนไว้ใกล้คมตัด ทำให้เครื่องมือเสียหายเร็วขึ้น
5.4โมดูลัสยืดหยุ่น
- ค่าโมดูลัสความยืดหยุ่นสูงเกินไป: ทำให้เกิดแรงต้านทานการตัดสูงขึ้นในระหว่างการกำจัดวัสดุ
- ค่าโมดูลัสความยืดหยุ่นต่ำเกินไป: เกิดการคืนตัวของความยืดหยุ่นอย่างเห็นได้ชัดหลังการตัด ทำให้เกิดแรงเสียดทานเพิ่มขึ้นระหว่างหน้าตัดและพื้นผิวที่ผ่านการกลึง
ทั้งสองกรณีไม่เอื้อต่อความเสถียรในการตัดเฉือน

6.0จะปรับปรุงประสิทธิภาพการขึ้นรูปชิ้นงานในงานวิศวกรรมได้อย่างไร?
6.1การปรับปรุงความสามารถในการขึ้นรูปด้วยความร้อน
การอบชุบความร้อนที่เหมาะสมสามารถช่วยเพิ่มประสิทธิภาพในการกลึงได้อย่างมากโดยการปรับเปลี่ยนโครงสร้างจุลภาค:
- เหล็กกล้าคาร์บอนต่ำ: การปรับโครงสร้างผลึกให้ละเอียดและลดความยืดหยุ่นที่มากเกินไป
- เหล็กกล้าคาร์บอนสูง: การอบอ่อนแบบทรงกลมเพื่อลดความแข็งและปรับปรุงการแตกตัวของเศษโลหะ
- เหล็กหล่อ: การอบอ่อนก่อนการกลึงเพื่อลดความเค้นภายในและลดความแข็งของพื้นผิว
6.2การปรับปรุงความสามารถในการขึ้นรูปด้วยเครื่องจักรผ่านการเพิ่มประสิทธิภาพองค์ประกอบทางเคมี
ในการผลิตจำนวนมาก ความสามารถในการขึ้นรูปมักได้รับการปรับปรุงผ่านการออกแบบโลหะผสม:
- การเติมกำมะถัน ฟอสฟอรัส ตะกั่ว หรือแคลเซียมลงในเหล็กสามารถลดแรงต้านการตัดและเพิ่มความแตกตัวของเศษโลหะได้
- การปรับองค์ประกอบของโลหะผสมในโลหะที่ไม่ใช่เหล็กสามารถช่วยปรับปรุงโครงสร้างของเกรนและเพิ่มความเสถียรในการขึ้นรูปได้
6.3กลยุทธ์การเพิ่มประสิทธิภาพการขึ้นรูปสำหรับวัสดุที่ขึ้นรูปยากทั่วไป
วัสดุที่มีความแข็งแรงสูงและความแข็งแรงสูงมากเป็นพิเศษ
สำหรับวัสดุเหล่านี้ แรงตัดโดยทั่วไปจะสูงกว่าเหล็กกล้า AISI 1045 ถึง 20%–30% ส่งผลให้อุณหภูมิการตัดสูงขึ้นและการสึกหรอของเครื่องมือรวดเร็วขึ้น
กลยุทธ์ด้านวิศวกรรมประกอบด้วย:
- การเลือกวัสดุสำหรับเครื่องมือตัดที่มีคุณสมบัติทนความร้อนและทนต่อการสึกหรอได้ดีเยี่ยม
- การลดมุมคายเศษหรือการใช้มุมคายเศษติดลบ และการเพิ่มรัศมีปลายคมของเครื่องมือเพื่อเพิ่มความแข็งแรงของคมตัด
- ควรทำการกลึงหยาบในสภาพที่ผ่านการอบอ่อนหรือปรับสภาพปกติแล้วทุกครั้งที่เป็นไปได้
- ควบคุมความเร็วในการตัดอย่างเหมาะสม แทนที่จะพยายามใช้ความเร็วสูงเกินไป
วัสดุที่มีความยืดหยุ่นสูงและมีความแข็งต่ำ
วัสดุดังกล่าวมีแนวโน้มที่จะเกิดการยึดเกาะ การเชื่อมติดกันในอุณหภูมิต่ำ และการเกิดขอบสะสม ส่งผลให้คุณภาพพื้นผิวไม่คงที่
มาตรการที่มีประสิทธิภาพ ได้แก่:
- ใช้คมตัดที่คมกริบเพื่อลดการเสียรูปจากการตัด
- ค่อยๆ เพิ่มความเร็วในการตัดเพื่อหลีกเลี่ยงการเกิดคราบสะสมบริเวณขอบคม
- การปรับอัตราการป้อนวัสดุให้เหมาะสมจะช่วยเพิ่มประสิทธิภาพในการบดเศษวัสดุ
7.0สรุป: ความสามารถในการขึ้นรูปด้วยเครื่องจักรเป็นปัญหาทางวิศวกรรมในระดับระบบ
ความสามารถในการขึ้นรูปโลหะไม่ได้ถูกกำหนดโดยปัจจัยเพียงอย่างเดียว แต่เกิดจากผลรวมของคุณสมบัติของวัสดุ คุณลักษณะของเครื่องมือตัด และพารามิเตอร์การขึ้นรูป
ในทางปฏิบัติทางวิศวกรรม:
- ในระดับวัสดุ: ความสามารถในการขึ้นรูปสามารถปรับปรุงได้ด้วยการอบชุบความร้อนและการปรับองค์ประกอบทางเคมีให้เหมาะสม
- ในระดับกระบวนการ: จำเป็นต้องมีการปรับปรุงเครื่องมือและพารามิเตอร์การตัดอย่างเป็นระบบสำหรับวัสดุที่ยากต่อการตัดเฉือน
การที่จะพัฒนากลยุทธ์การตัดเฉือนที่มีประสิทธิภาพอย่างแท้จริง เพื่อให้ได้ความสมดุลระหว่างประสิทธิภาพ คุณภาพ และต้นทุนนั้น ต้องอาศัยความเข้าใจว่าเหตุใดวัสดุจึงยากต่อการขึ้นรูปด้วยเครื่องจักร
8.0คำถามที่พบบ่อย: คำถามทั่วไปเกี่ยวกับความสามารถในการขึ้นรูปโลหะด้วยเครื่องจักร
8.1คำถามที่ 1: ความสามารถในการขึ้นรูปด้วยเครื่องจักรเทียบเท่ากับความแข็งของวัสดุหรือไม่?
ไม่ ความแข็งเป็นเพียงปัจจัยหนึ่งที่มีผลต่อความสามารถในการขึ้นรูป และไม่ใช่ตัวบ่งชี้ที่เด็ดขาด
ในการตัดเฉือนจริง ความเป็นพลาสติก ความเหนียว การนำความร้อน โมดูลัสความยืดหยุ่น รวมถึงแรงเสียดทานและความสัมพันธ์ทางเคมีระหว่างวัสดุชิ้นงานและเครื่องมือตัด ล้วนมีผลกระทบอย่างมากต่อพฤติกรรมการตัด ตัวอย่างเช่น โลหะผสมไทเทเนียมไม่ได้มีความแข็งสูงเป็นพิเศษ แต่ก็ยังถือว่าเป็นวัสดุที่ตัดเฉือนได้ยากเนื่องจากการนำความร้อนต่ำและปฏิกิริยาทางเคมีสูง
8.2คำถามที่ 2: เหตุใดโลหะผสมไทเทเนียมจึงถูกมองว่าเป็นวัสดุที่ยากต่อการขึ้นรูปด้วยเครื่องจักรโดยทั่วไป?
คุณสมบัติการขึ้นรูปที่ไม่ดีของโลหะผสมไทเทเนียมส่วนใหญ่เกิดจากปัจจัยดังต่อไปนี้:
- ค่าการนำความร้อนต่ำ: ความร้อนจากการตัดจึงระบายออกได้ยาก ส่งผลให้เกิดอุณหภูมิสูงเฉพาะจุดบริเวณปลายเครื่องมือ
- กิจกรรมทางเคมีสูง: มีแนวโน้มสูงที่จะยึดเกาะกับวัสดุของเครื่องมือ ทำให้เกิดการสึกหรอจากการยึดเกาะและการแพร่กระจาย
- การคืนตัวแบบยืดหยุ่นที่เด่นชัด: แรงเสียดทานที่เพิ่มขึ้นบนหน้าตัดด้านข้างของเครื่องมือ
ปัจจัยเหล่านี้ทำงานร่วมกัน ทำให้โลหะผสมไทเทเนียมมีแนวโน้มที่จะสึกหรอเร็ว เกิดการบิ่นของคมตัด และเกิดสภาวะการตัดเฉือนที่ไม่เสถียร
8.3คำถามที่ 3: การขึ้นรูปด้วยเครื่องจักรบนเหล็กกล้าไร้สนิมนั้นยากกว่าการขึ้นรูปด้วยเหล็กกล้าคาร์บอนเสมอหรือไม่?
ไม่จำเป็นเสมอไป ความสามารถในการขึ้นรูปด้วยเครื่องจักรของเหล็กกล้าไร้สนิมนั้นเกี่ยวข้องอย่างใกล้ชิดกับประเภทโครงสร้างจุลภาคของมัน:
- เหล็กกล้าไร้สนิมออสเทนิติก: มีความยืดหยุ่นสูงและแข็งตัวจากการทำงานอย่างรุนแรง ส่งผลให้ขึ้นรูปได้ยาก
- เหล็กกล้าไร้สนิมมาร์เทนซิติกบางชนิด: ภายใต้สภาวะการอบชุบความร้อนที่เหมาะสม ความสามารถในการขึ้นรูปอาจใกล้เคียงหรือต่ำกว่าเหล็กกล้าคาร์บอนปานกลางเล็กน้อย
- เหล็กกล้าไร้สนิมที่ขึ้นรูปได้ง่าย: เกรดที่มีกำมะถันเป็นส่วนประกอบนั้นมีประสิทธิภาพดีในการขึ้นรูปด้วยเครื่องจักรแบบอัตโนมัติและมีประสิทธิภาพสูง
ดังนั้น จึงไม่ควรคิดว่าเหล็กกล้าไร้สนิมเป็นวัสดุที่ยากต่อการขึ้นรูปด้วยเครื่องจักรอย่างสม่ำเสมอ
8.4คำถามที่ 4: เมื่อความสามารถในการตัดเฉือนไม่ดี การลดความเร็วในการตัดเป็นวิธีแก้ปัญหาเพียงอย่างเดียวหรือไม่?
ไม่ การลดความเร็วในการตัดมักเป็นการบรรเทาเพียงอาการเท่านั้น ไม่ใช่การแก้ไขสาเหตุที่แท้จริง
แนวทางที่มีประสิทธิภาพมากกว่า ได้แก่:
- การเลือกวัสดุเครื่องมือตัดที่เหมาะสมยิ่งขึ้น;
- การปรับแต่งรูปทรงเรขาคณิตของเครื่องมือ: มุมคายเศษ ความแข็งแรงของคมตัด และรัศมีปลายเครื่องมือ;
- การปรับค่าพารามิเตอร์การตัดต่างๆ
- ปรับเปลี่ยนสภาวะการอบชุบความร้อนของชิ้นงานเมื่อจำเป็น
ในหลายกรณี การเพิ่มความเร็วในการตัดอย่างเหมาะสมสามารถช่วยลดการเกิดคราบสะสมบนคมตัดและปรับปรุงคุณภาพผิวงานได้
8.5คำถามที่ 5: การอบชุบความร้อนมีผลกระทบต่อความสามารถในการขึ้นรูปมากน้อยเพียงใด?
ผลกระทบนั้นมีมาก การอบชุบด้วยความร้อนสามารถทำได้หลายวิธี เช่น การทำให้เป็นปกติ การอบอ่อน หรือการอบอ่อนเพื่อทำให้เป็นทรงกลม:
- ปรับเปลี่ยนโครงสร้างจุลภาคของวัสดุ;
- ลดแรงตัด;
- ปรับปรุงพฤติกรรมการหักชิปให้ดีขึ้น;
- ช่วยยืดอายุการใช้งานของเครื่องมือได้อย่างมาก
อ้างอิง
https://www.3erp.com/blog/what-is-machinability-and-how-is-it-measured/
https://elitemoldtech.com/what-is-machinability/ https://www.canadianmetalworking.com/canadianmetalworking/article/metalworking/understanding-machinability