

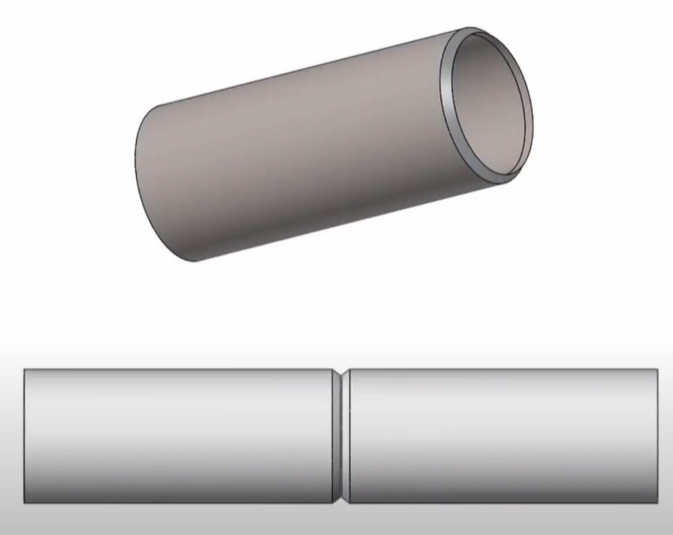
1.0ความแตกต่างระหว่างการเอียงมุมและการปาดขอบ
ในการแปรรูปท่อ การแปรรูปโลหะ และการเตรียมการเชื่อม ทั้งการเอียงและการลบมุมเป็นเทคนิคการตกแต่งขอบที่นิยมใช้กัน แม้ว่าจะดูคล้ายกัน แต่มีความแตกต่างอย่างมากในด้านวัตถุประสงค์ การออกแบบมุม ขอบเขตการใช้งาน และวิธีการแปรรูป
1.1คำจำกัดความพื้นฐาน
| ด้าน | มุมเฉียง | เอียง |
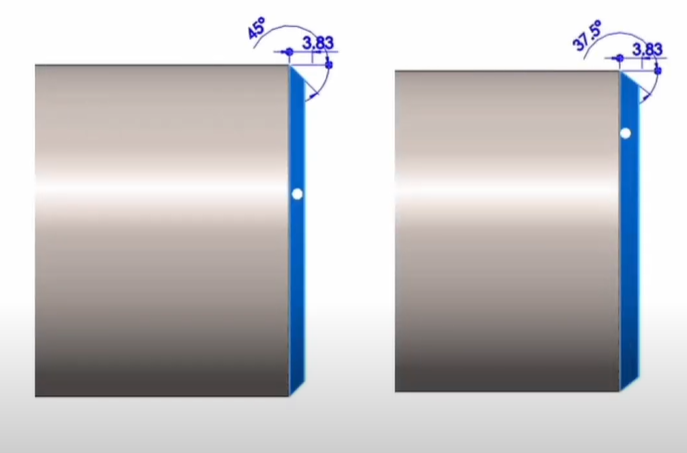
| คำนิยาม | การตัดเป็นมุมเล็กๆ โดยทั่วไปเป็นมุม 45° ระหว่างพื้นผิวที่อยู่ติดกัน 2 พื้นผิว เพื่อขจัดขอบคมหรือส่วนประกอบนำทาง | พื้นผิวมุมที่ถูกกลึงที่ขอบของวัสดุ โดยเฉพาะอย่างยิ่งเพื่อการเตรียมการเชื่อมหรือการเชื่อมต่อโครงสร้าง |
| มุมทั่วไป | 45° | โดยทั่วไปคือ 37.5° แต่บางครั้งก็อาจเป็น 30°, 60° เป็นต้น |
| ความลึก | มีผลเฉพาะขอบนอกสุดเท่านั้น | สามารถขยายลึกเข้าไปในเนื้อวัสดุได้ |
| การกำจัดวัสดุ | ใช่ (โดยปกติจะมีขั้นต่ำ) | ใช่ (เอาวัสดุออกเพิ่ม) |
| ความสัมพันธ์ของขอบ | โดยทั่วไปจะอยู่ระหว่างหน้าที่ตั้งฉากกัน | บ่อยครั้งระหว่างพื้นผิวที่ไม่ตั้งฉากหรือขนานกัน |
1.2การเปรียบเทียบวัตถุประสงค์
| ประเภทกระบวนการ | จุดประสงค์หลัก |
| การตัดมุมเฉียง | ขจัดขอบคม ปรับปรุงการประกอบให้พอดี เพิ่มความปลอดภัยและความสวยงาม |
| การเอียงมุม | เตรียมปลายหรือขอบท่อสำหรับการเชื่อม เพิ่มการเจาะเชื่อมและความแข็งแรงของข้อต่อ |
| ประเภทกระบวนการ | จุดประสงค์หลัก |
| การตัดมุมเฉียง | ขจัดขอบคม ปรับปรุงการประกอบให้พอดี เพิ่มความปลอดภัยและความสวยงาม |
| การเอียงมุม | เตรียมปลายหรือขอบท่อสำหรับการเชื่อม เพิ่มการเจาะเชื่อมและความแข็งแรงของข้อต่อ |
1.3วิธีการประมวลผล
วิธีการเอียงขอบทั่วไป:
- การเจียรด้วยมือ:ประหยัดต้นทุน เหมาะสำหรับใช้ในสถานที่ ความสม่ำเสมอต่ำกว่า
- เครื่องเอียงขอบแบบพกพา:ประสิทธิภาพสูงกว่า เคลื่อนย้ายได้ เหมาะสำหรับงานกลุ่มเล็กถึงขนาดกลาง
- ระบบเอียงเอียงแบบคงที่:ความแม่นยำสูง รองรับร่อง V, U และ J เหมาะสำหรับงานอัตโนมัติ
- การตัดด้วยพลาสม่าหรือเปลวไฟ:เหมาะสำหรับท่อที่มีผนังหนา สามารถตัดและเอียงได้พร้อมกัน
วิธีการตัดมุมทั่วไป:
- เครื่องกัดมุมเฉียง:ใช้กับเครื่องกัดหรือเครื่องกลึง CNC ให้ความแม่นยำสูง
- ไม้บรรทัดวัดมุมเฉียง: รองรับการใช้งานแบบแมนนวล เหมาะสำหรับงานปริมาณน้อยหรืองานภาคสนาม
- เครื่องมือขัดแต่ง/ล้อเจียร:สำหรับพลาสติก แก้ว หรือการตกแต่งขอบเบาๆ
1.4การเปรียบเทียบการใช้งาน
| พื้นที่การใช้งาน | มุมเฉียง | เอียง |
| ระบบท่อ | ขจัดขอบคมที่ปลายท่อเพื่อให้ประกอบได้ง่าย | เตรียมปลายให้พร้อมสำหรับการเชื่อม เพิ่มการเจาะและความแข็งแกร่ง |
| ชิ้นส่วนเครื่องจักรกล | ช่วยปรับตำแหน่งสกรูให้ตรง ลดความเครียดที่เกิดจากการกระจุกตัว | ใช้ในฟันเฟืองและส่วนต่อประสานการปิดผนึก |
| ฮาร์ดแวร์สถาปัตยกรรม | เพิ่มความปลอดภัยและรูปลักษณ์ของขอบที่เปิดออก | ช่วยให้เกิดข้อต่อมุมหรือการเปลี่ยนผ่านอันสวยงาม |
| โครงสร้างเชื่อม | ไม่ค่อยนำมาใช้โดยตรง | จำเป็นสำหรับการเตรียมข้อต่อแบบชน (เช่น ท่อ แผ่น) |
1.5 การเอียงมุมฉากถือเป็นการเอียงมุมประเภทหนึ่งหรือไม่?
ในทางเทคนิคแล้ว มุมเฉียงถือเป็นมุมเอียงประเภทหนึ่ง โดยทั่วไปจะอยู่ที่มุม 45° คงที่ อย่างไรก็ตาม ฟังก์ชันที่ตั้งใจไว้และความลึกในการประมวลผลนั้นแตกต่างกัน:
- มุมเฉียง:ใช้ในการตัดเฉือนที่มีความแม่นยำ การปรับปรุงความพอดีของการประกอบ และการลบคมขอบ
- เอียง:เน้นการเชื่อมต่อโครงสร้าง และการเตรียมการเชื่อม
2.0วิธีการเอียงท่อทั่วไป
2.1เครื่องเจียรแบบมุมเอียง:
การใช้เครื่องเจียรมือถือเพื่อเจียรมุมด้วยมือที่ปลายท่อ นี่เป็นวิธีการเจียรมุมท่อขั้นพื้นฐานที่สุด
- คุ้มค่าคุ้มราคา:หนึ่งในตัวเลือกที่ถูกที่สุด เหมาะสำหรับงานจำนวนน้อยหรืองานซ่อมแซม
- ขึ้นอยู่กับตัวดำเนินการ:ต้องใช้แรงงานที่มีทักษะเพื่อคงมุมและความลึกที่ถูกต้อง
- คุณภาพไม่สม่ำเสมอ:เป็นเรื่องยากที่จะให้แน่ใจว่ามีมุมเอียงที่สม่ำเสมอทั่วทั้งท่อหลายท่อ
- ใช้เวลานาน:ไม่มีประสิทธิภาพต่อการผลิตปริมาณมาก
- ฝุ่นละอองและเศษซาก:ก่อให้เกิดประกายไฟและฝุ่นโลหะ ทำให้เวลาในการทำความสะอาดเพิ่มขึ้นและเกิดความกังวลด้านความปลอดภัย
2.2เครื่องเอียงท่อแบบพกพา:
ทางเลือกทางกลไกที่มีประสิทธิภาพมากขึ้นสำหรับการเอียงแบบควบคุมในสภาพแวดล้อมภาคสนาม
- เพิ่มความปลอดภัย:ให้ความเสถียรมากขึ้นและลดความเสี่ยงเมื่อเทียบกับการบดด้วยมือ
- ประสิทธิภาพที่สูงขึ้น: เหมาะสำหรับการดำเนินงานปริมาณปานกลาง ลดเวลาแรงงาน
- เหมาะกับสนาม:ขนาดกะทัดรัดและพกพาสะดวก เหมาะสำหรับการทำงานนอกสถานที่
- ความจุจำกัด:ไม่แนะนำสำหรับการผลิตขนาดใหญ่ เนื่องจากปริมาณการผลิตต่อเนื่องจะน้อย


2.3เครื่องเจียรท่อแบบตั้งพื้น:
ออกแบบมาสำหรับการดำเนินงานในระดับอุตสาหกรรมและสายการผลิตอัตโนมัติโดยเน้นที่ความสม่ำเสมอและความเร็ว
- โปรไฟล์เอียงอเนกประสงค์:รองรับประเภทแนวเชื่อมแบบต่างๆ รวมถึงร่อง V, J และ U
- การประมวลผลที่มีเสถียรภาพ:มอบการควบคุมมุมที่แม่นยำและความลึกการป้อนที่สม่ำเสมอ
- พร้อมใช้งานระบบอัตโนมัติ:สามารถผสานเข้ากับสาย CNC เพื่อการทำงานต่อเนื่องได้
- สะอาดและไม่มีเศษ:รุ่นบางรุ่นมีการประมวลผลแบบไร้ชิปเพื่อการทำความสะอาดขั้นต่ำ
- ผลผลิตสูง: เวลาในการทำงานรอบสั้นและปริมาณงานรวดเร็ว
- ต้นทุนล่วงหน้าสูงกว่า:ต้องมีการลงทุนเริ่มแรกจำนวนมาก เหมาะสำหรับสายการผลิตแบบคงที่
2.4การตัดแบบเอียงด้วยพลาสม่าหรือออกซิเจนและเชื้อเพลิง:
ใช้เทคโนโลยีการตัดด้วยความร้อนเพื่อหลอมและเอียงปลายท่อ โดยมีประสิทธิภาพโดยเฉพาะกับวัสดุหนาหรือมีความแข็งแรงสูง
- เหมาะสำหรับท่อที่มีผนังหนา:ใช้งานได้ดีกับท่อสแตนเลส เหล็กกล้าคาร์บอน และโลหะผสม
- มุมที่ยืดหยุ่น:ช่วยให้สามารถตั้งโปรแกรมมุมเอียงได้หลายมุม เช่น ร่อง X และ K
- ตัดเร็ว:มีประสิทธิภาพสำหรับการผลิตที่มีเส้นผ่านศูนย์กลางขนาดใหญ่หรือปริมาณสูง
- เขตที่ได้รับผลกระทบจากความร้อน (HAZ):จำเป็นต้องควบคุมอุณหภูมิอย่างระมัดระวังเพื่อหลีกเลี่ยงการบิดเบือนทางความร้อนหรือการเปลี่ยนแปลงทางโลหะวิทยา
- รองรับ CNC:มักจะจับคู่กับระบบการวางตำแหน่งและการตัดอัตโนมัติ


สรุปการเปรียบเทียบวิธีการ
| วิธี | ค่าใช้จ่าย | ประสิทธิภาพ | ความสม่ำเสมอ | การใช้งานที่เหมาะสม | คุณภาพเอียง |
| เครื่องเจียรไฟฟ้า | ★ | ★ | ★ | งานเล็ก งานซ่อม | ต่ำ (ควบคุมด้วยมือ) |
| เครื่องพกพา | ★★ | ★★★ | ★★ | การทำงานภาคสนาม ระดับกลาง | ปานกลาง |
| ระบบนิ่ง | ★★★★ | ★★★★★ | ★★★★★ | ระบบอัตโนมัติ ปริมาณสูง | สูงมาก |
| พลาสมา/ออกซิเจน-เชื้อเพลิง | ★★★ | ★★★★ | ★★★★ | ท่อที่มีผนังหนา เส้นผ่านศูนย์กลางขนาดใหญ่ | สูง (พร้อมระบบควบคุมอุณหภูมิ) |



