

ลองจินตนาการถึงเปลวไฟที่พวยพุ่งออกมาจากหางจรวดในระหว่างการปล่อยจรวด ซึ่งหนึ่งในส่วนประกอบหลักเบื้องหลังแรงนี้คือหัวฉีดทรงเรียวที่ทำจากโลหะผสมที่ทนความร้อน
แม้แต่ในระบบไอเสียของรถยนต์ การเปลี่ยนผ่านที่ราบรื่นระหว่างท่อที่มีเส้นผ่านศูนย์กลางต่างกันมักต้องอาศัยคุณสมบัติที่สำคัญอย่างหนึ่ง นั่นก็คือ ท่อเรียว

1.0บทนำเกี่ยวกับท่อเรียว

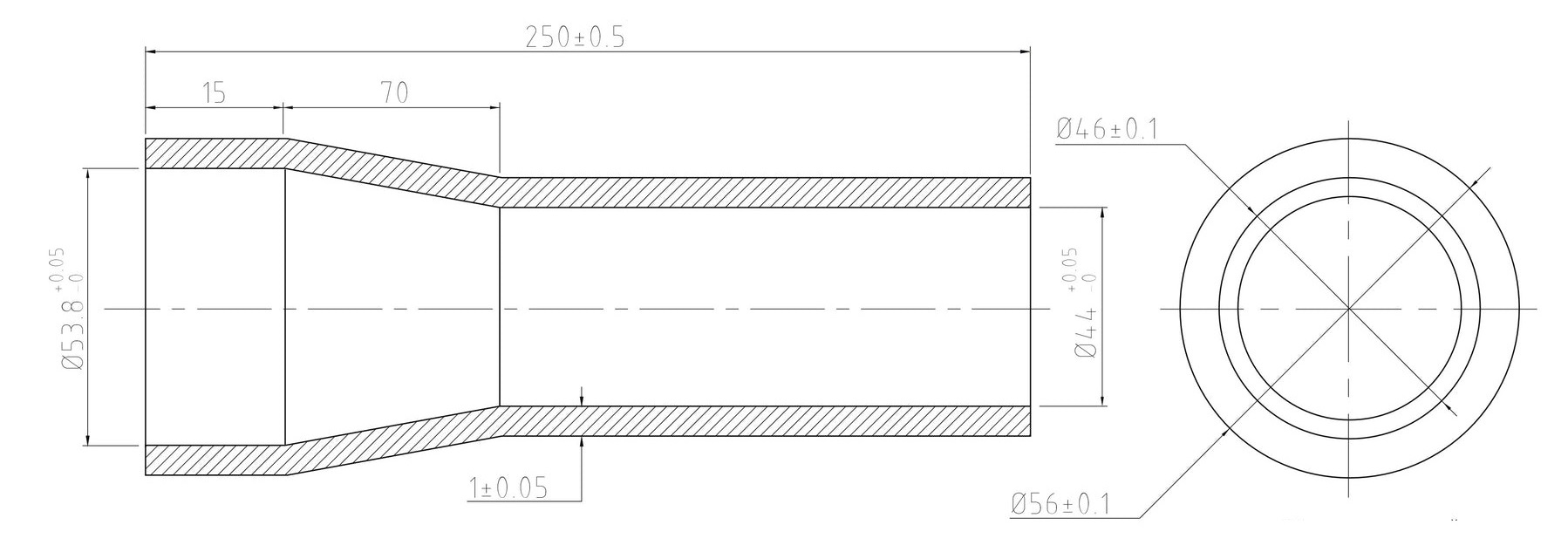
ลักษณะทางเรขาคณิตและปัจจัยการออกแบบหลัก
ท่อเรียวสามารถแบ่งประเภทตามโครงสร้างได้ดังนี้:
- ท่อทรงเรียวศูนย์กลาง:เส้นกึ่งกลางที่ปลายทั้งสองข้างได้รับการจัดตำแหน่งให้ตรงกัน
- ท่อทรงเรียวนอกรีต:เส้นกึ่งกลางที่ปลายทั้งสองข้างมีการชดเชยกัน
พารามิเตอร์การออกแบบที่สำคัญ ได้แก่:
- ช่วงเส้นผ่านศูนย์กลาง: เส้นผ่านศูนย์กลางปลายใหญ่ (D) และเส้นผ่านศูนย์กลางปลายเล็ก (d)
- ความยาวและมุม: ความยาวท่อ (L) และมุมเรียว (A)
- โปรไฟล์ความหนาของผนัง: คงที่หรือเปลี่ยนแปลงค่อยเป็นค่อยไป
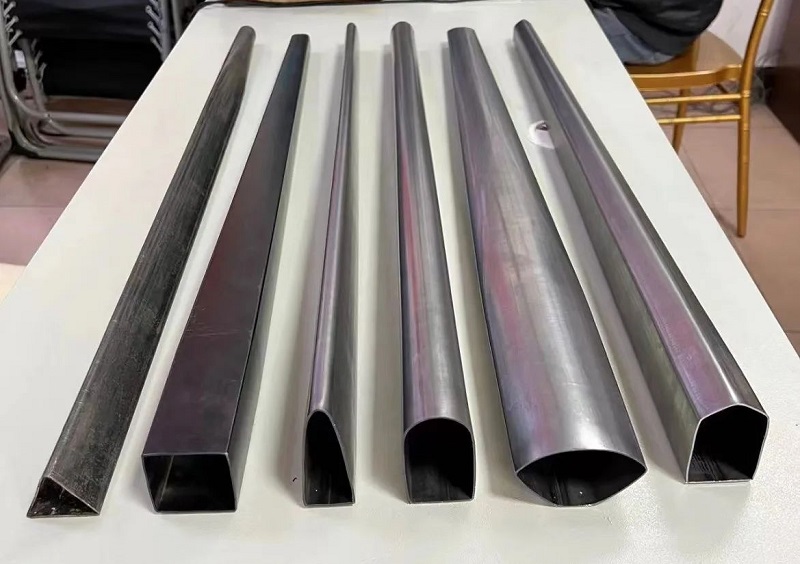
- รูปร่างหน้าตัด: ส่วนใหญ่เป็นทรงกลม แต่บางครั้งก็อาจเป็นรูปวงรีหรือรูปทรงเปลี่ยนผ่าน (เช่น จากสี่เหลี่ยมเป็นทรงกลม)
ข้อควรพิจารณาในการออกแบบ: รักษาความเป็นศูนย์กลางศูนย์กลาง การจัดการการกระจายความหนาของผนัง การหลีกเลี่ยงการรวมตัวของความเค้น และการรับประกันความแข็งแรงของข้อต่อที่เพียงพอ (โดยเฉพาะที่ส่วนที่เชื่อม)
ข้อมูลจำเพาะเทเปอร์
ความเรียวแหลมเป็นคุณลักษณะการออกแบบหลักและส่งผลโดยตรงต่อฟังก์ชัน:
- เรียวเชิงเส้น: T = (D₁ – D₂) / L (หน่วย: มม./ม.)
-
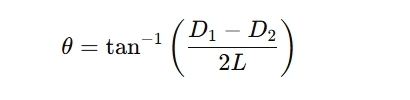
เรียวเชิงมุม: กำหนดโดยมุมกรวยครึ่งหนึ่ง θ/2 (ดูแผนภาพ)

เรียวมุม - อัตราส่วนเทเปอร์: เช่น 1:10 (การเปลี่ยนแปลงเส้นผ่านศูนย์กลาง 1 หน่วยต่อความยาว 10 หน่วย)
การเปลี่ยนแปลงรูปร่าง
| พิมพ์ | ลักษณะเฉพาะ | การใช้งานทั่วไป |
| ท่อกลมเรียว | ที่พบมากที่สุด; รองรับการไหลแบบสมมาตร | การเชื่อมต่อท่อ หัวฉีดจรวด |
| ท่อทรงสี่เหลี่ยมปลายเรียว | ง่ายต่อการบูรณาการ มีประสิทธิภาพการใช้พื้นที่สูง | ท่อ HVAC, โครงยึดไฟ |
| ท่อทรงเรียวตามสั่ง | หน้าตัดที่ซับซ้อนสำหรับการใช้งานเฉพาะทาง | ส่วนประกอบทางอากาศพลศาสตร์ |
2.0การเรียวท่อคืออะไร?
การทำให้เรียวของท่อหมายถึงลักษณะโครงสร้างที่เส้นผ่านศูนย์กลางภายนอกหรือภายในของท่อค่อยๆ เพิ่มขึ้นหรือลดลงตามทิศทางแกน โดยทั่วไปจะเกิดการเปลี่ยนผ่านแบบกรวย กระบวนการขึ้นรูปนี้ทำให้สามารถนำไปใช้งานได้อย่างหลากหลายในการเชื่อมต่อ การเปลี่ยนผ่าน การตกแต่ง หรือการใช้งาน
เอ ท่อรูปเรียว มีลักษณะหน้าตัดที่เปลี่ยนแปลงค่อยเป็นค่อยไป ช่วยปรับปรุงพลศาสตร์ของไหล เพิ่มความแม่นยำในการเชื่อมต่อ และให้ข้อดีทั้งเชิงโครงสร้างและสุนทรียศาสตร์
2.1ขั้นตอนพื้นฐานในการลดขนาด
หลักการสำคัญของการทำให้ท่อเรียวคือการใช้แรงตามแนวแกน—ทางกายภาพหรือทางกล—เพื่อเปลี่ยนรูปร่างวัสดุของท่อตามแม่พิมพ์เรียวหรือเครื่องมือขึ้นรูป
- ในกรณีส่วนใหญ่ การลดขนาดท่อจะดำเนินการโดยกระบวนการขึ้นรูปเย็น
- แม่พิมพ์ หัวอัดหรือค้อนโรตารี่ใช้แรงเสียดทานและแรงดันที่ควบคุมได้เพื่อลดหรือขยายเส้นผ่านศูนย์กลางของท่ออย่างต่อเนื่อง
- เมื่อสร้างส่วนที่เรียวแล้ว ส่วนที่เหลือจะรักษาเส้นผ่านศูนย์กลางคงที่ ส่งผลให้โครงสร้างเป็น “คอขวด”




2.2วิธีการลดขนาดท่อทั่วไป
| วิธี | หลักการทำงาน | คุณสมบัติหลัก |
| การรีดแบบโรตารี่ | การตอกเรเดียลความเร็วสูงของปลายท่อผ่านแม่พิมพ์ | การขึ้นรูปเย็น เหมาะกับการเรียวยาว ผิวเรียบ ความแม่นยำสูง |
| การวาดแบบเรียว | การวาดท่อผ่านแม่พิมพ์รูปกรวยเพื่อลดขนาดเส้นผ่านศูนย์กลางลงทีละน้อย | เหมาะสำหรับมุมเรียวเล็ก ท่อผนังบาง ความแม่นยำสูง |
| การขึ้นรูปม้วน | การเปลี่ยนแปลงเส้นผ่านศูนย์กลางแบบค่อยเป็นค่อยไปผ่านชุดลูกกลิ้งหลายชุด | การผลิตแบบต่อเนื่องสำหรับท่อขนาดกลางถึงยาว ประสิทธิภาพสูง |
| การขึ้นรูปด้วยไฮโดร | แรงดันไฮดรอลิกภายในจะดันท่อให้ชิดกับแม่พิมพ์ทรงเรียว | การขึ้นรูปที่สม่ำเสมอ การควบคุมมิติที่ยอดเยี่ยม สำหรับรูปทรงที่ซับซ้อน |
| กดเทป | การกดตามแนวแกนโดยตรงโดยใช้แม่พิมพ์รูปกรวย | การตั้งค่าที่ง่ายดาย เหมาะกับความยาวสั้นและการผลิตเป็นชุดเล็ก |
| การขึ้นรูปปลายท่อ CNC | การดันหรือการบีบอัดควบคุมด้วยเซอร์โวพร้อมความแม่นยำที่ตั้งโปรแกรมได้ | ระบบอัตโนมัติสูง ผลลัพธ์สม่ำเสมอ เหมาะสำหรับการผลิตจำนวนมาก |
2.3ตัวอย่างการขึ้นรูปทั่วไป: การรีดแบบหมุน
ในการรีดแบบหมุน ท่อเปล่าที่มีเส้นผ่านศูนย์กลางใหญ่กว่าจะถูกใส่เข้าไปในเครื่องรีด:
- ท่อจะถูกยึดเข้ากับอุปกรณ์ที่ติดตั้งอย่างแน่นหนา
- แม่พิมพ์หมุนด้วยความเร็วสูงรอบท่อ
- การกระแทกในแนวรัศมีประมาณ 3,000 ครั้งต่อนาที จะทำให้เส้นผ่านศูนย์กลางของท่อลดลงอย่างค่อยเป็นค่อยไป
- การดำเนินการหลังการขึ้นรูปอาจรวมถึงการตัดแต่ง การบาน หรือการอบด้วยความร้อน
2.4วัสดุที่เหมาะสม
การลดขนาดท่อสามารถใช้ได้กับโลหะหลายชนิด รวมถึง:
- สแตนเลส
- เหล็กกล้าคาร์บอน
- โลหะผสมอลูมิเนียม
- ทองแดง / ทองเหลือง
- โลหะผสมไททาเนียม
- อื่นๆ: โลหะผสมนิกเกิล, สแตนเลสดูเพล็กซ์ ฯลฯ
วัสดุต่างๆ จะมีความเหมาะสมแตกต่างกันไปสำหรับแต่ละวิธี การเลือกควรพิจารณาถึงความแข็งแรง ความเหนียว ความหนาของผนัง และคุณสมบัติอื่นๆ ของวัสดุ
สรุป
- การทำให้ท่อเรียวลงเป็นเทคนิคการขึ้นรูปปลายท่อที่สำคัญ
- เข้ากันได้กับโลหะต่างๆ และความต้องการการผลิต
- มีอิทธิพลต่อประสิทธิภาพของผลิตภัณฑ์ รูปลักษณ์ และความแม่นยำในการประกอบ
- การเลือกกระบวนการควรขึ้นอยู่กับวัสดุ ขนาด ปริมาณการผลิต และรูปทรงเรียว
3.0กระบวนการผลิตและการเลือกอุปกรณ์สำหรับท่อเรียว
การผลิตท่อเรียวหรือท่อกรวยเกี่ยวข้องกับวิธีการขึ้นรูปหลายประเภทและอุปกรณ์เฉพาะทาง
3.1เครื่องรีดปลายท่อ
ใช้เพื่อลดเส้นผ่านศูนย์กลางปลายท่อในแนวรัศมี โดยสร้างโปรไฟล์เรียวสำหรับการเชื่อมต่อหรือการสอด
คุณสมบัติหลัก:
- การขึ้นรูปเย็น กระบวนการไร้เศษที่มีประสิทธิภาพสูง
- เหมาะสำหรับเส้นผ่านศูนย์กลางขนาดเล็กถึงขนาดกลางในการผลิตปริมาณสูง
- มีตัวเลือกการต่อขยายแบบบานออกหรือแบบขึ้นรูปปลายให้เลือก
3.2เครื่องดัดปลายท่อ
ออกแบบมาโดยเฉพาะสำหรับการขึ้นรูปปลายเรียวมาตรฐานหรือแบบกำหนดเองบนท่อ การใช้งานทั่วไป ได้แก่ ปลายเรียวสำหรับเชื่อมต่อ ช่องเปิดบานออก และส่วนต่อเชื่อม
หลักการทำงาน:
- ใช้ระบบขับเคลื่อนด้วยเซอร์โวหรือระบบแม่พิมพ์ไฮดรอลิกเพื่อใช้แรงในแนวรัศมีและแนวแกนพร้อมกันบนปลายท่อ
- สามารถตั้งโปรแกรมล่วงหน้าสำหรับการเปลี่ยนแปลงมุมเรียว ความยาวเรียว และความหนาของผนังได้
- รองรับทั้งรูปทรงเรขาคณิตแบบเรียวศูนย์กลางและแบบเรียวนอกศูนย์กลาง
คุณสมบัติหลัก:
- เหมาะสมกว่าการรีดเพื่อมุมเรียวที่ยาวกว่า
- สามารถประมวลผลท่อโลหะผสมที่มีผนังหนาหรือแข็งได้
- มอบการเรียวที่เรียบเนียนและแม่นยำยิ่งขึ้น เหมาะสำหรับการปิดผนึกอินเทอร์เฟซหรือการเตรียมการเชื่อมล่วงหน้า
3.3การปั่นขึ้นรูป
เหมาะอย่างยิ่งสำหรับการขึ้นรูปท่อทรงเรียวที่มีเส้นผ่านศูนย์กลางเล็กถึงปานกลาง โดยเฉพาะท่อที่มีผนังหนาหรือส่วนผนังแปรผัน โดยทั่วไปใช้เครื่องกลึง CNC
ขั้นตอนการดำเนินการ:
- การอุ่นเครื่องเปล่า (หากจำเป็น)
- การติดตั้งดิสก์หรือท่อสั้นเข้ากับแกนหมุน
- ลูกกลิ้งขึ้นรูปใช้แรงตามแนวแกนและแนวรัศมีเพื่อขึ้นรูปวัสดุตามแม่พิมพ์เรียว
- กระบวนการติดตามอาจรวมถึงการตัดแต่งหรือการอบด้วยความร้อน
ข้อดี:
คุณภาพการขึ้นรูปสูง โครงสร้างไร้รอยต่อ ควบคุมความหนาได้อย่างแม่นยำ และพื้นผิวที่เสร็จสิ้นดีเยี่ยม
3.4กระบวนการรีดแผ่น + เชื่อม
นิยมใช้ในการผลิตท่อเรียวที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ โดยเฉพาะเส้นผ่านศูนย์กลางมากกว่า DN600
ขั้นตอนการดำเนินการ:
- การตัดแผ่นและการเตรียมขอบ
- การรีดทรงกรวยโดยใช้เครื่องรีดแผ่น 3 ลูกกลิ้งหรือ 4 ลูกกลิ้ง
- การเชื่อมตะเข็บ (ภายในและภายนอก)
- การอบชุบด้วยความร้อนและการแก้ไขมิติ
ลักษณะเฉพาะ:
ขนาดที่ยืดหยุ่นและความสามารถในการปรับเปลี่ยนที่แข็งแกร่ง ต้องใช้การเชื่อมคุณภาพสูงเพื่อให้แน่ใจถึงความสมบูรณ์
3.5การขึ้นรูปแม่พิมพ์
เหมาะสำหรับการผลิตท่อเรียวที่ได้มาตรฐานจำนวนมาก กระบวนการนี้ใช้แม่พิมพ์ทรงกรวยบนเครื่องอัดไฮดรอลิกสำหรับการขึ้นรูปทั้งแบบร้อนและแบบเย็น
3.6เครื่องขึ้นรูปท่อเรียว (ระบบเรียว CNC)
เครื่อง CNC เฉพาะทางที่ออกแบบมาสำหรับการผลิตท่อเรียวโดยมีระบบควบคุมแบบตั้งโปรแกรมได้
คุณสมบัติหลัก:
- การปรับมุมเรียวและเส้นทางแรงขับที่ตั้งโปรแกรมได้
- ใช้งานได้กับเหล็กกล้าคาร์บอน สเตนเลส โลหะผสมอลูมิเนียม และอื่นๆ
- ระดับอัตโนมัติสูง รองรับการผลิตแบบแบตช์ที่กำหนดเอง
4.0วัสดุทั่วไปและข้อกำหนดด้านประสิทธิภาพสำหรับท่อเรียว
| ประเภทวัสดุ | ผลิตภัณฑ์ท่อเรียวแบบทั่วไป | ภาคส่วนแอปพลิเคชัน / กรณีการใช้งาน | ข้อกำหนดด้านประสิทธิภาพที่สำคัญ |
| เหล็กกล้าคาร์บอน | – ท่อโครงสร้างเรียวเหล็กกล้าคาร์บอน (เช่น Q235) – ท่อส่งแบบเรียวไร้รอยต่อ (A106) – ท่อลดขนาดเรียว API 5L |
โครงสร้างก่อสร้าง ระบบขนส่งน้ำมันและก๊าซ ระบบไฮดรอลิก | มีความแข็งแรงสูง คุ้มต้นทุน เชื่อมได้ดี ทนต่อแรงกดและการสึกหรอ |
| สแตนเลส | – ท่อตกแต่งทรงเรียว 304 – ท่อส่งสุขาภิบาลทรงเรียว 316L – ท่อทางการแพทย์ทรงเรียวสแตนเลส |
อาหาร เครื่องดื่ม สารเคมี ยา การแพทย์ การออกแบบตกแต่งภายใน | ทนทานต่อการกัดกร่อนได้ดีเยี่ยม ถูกสุขอนามัย มีพื้นผิวแบบกระจกให้เลือก |
| โลหะผสมอลูมิเนียม | – เสาไฟทรงเรียวอลูมิเนียม – ขาเฟอร์นิเจอร์อลูมิเนียม – ท่อเฟรมจักรยานทรงเรียว |
เฟอร์นิเจอร์ อุปกรณ์ขนส่ง โครงสร้างภายนอก สถาปัตยกรรม | น้ำหนักเบา ทนทานต่อการกัดกร่อน รูปลักษณ์สวยงาม ขึ้นรูปง่าย |
| โลหะผสมไททาเนียม | – สายสวนรูปเรียวไททาเนียม – ท่อต่อทรงเรียวสำหรับการบินและอวกาศ |
อุปกรณ์ปลูกถ่ายทางการแพทย์ การบินและอวกาศ การป้องกันประเทศ | ความแข็งแรงสูง ทนทานต่อการกัดกร่อนได้ดี เข้ากันได้ทางชีวภาพ ทนความร้อน |
| โลหะผสมนิกเกิล | – ท่อทรงเรียว Hastelloy – ท่อ Inconel ทรงเรียวทนการกัดกร่อน |
อุตสาหกรรมปิโตรเคมี ก๊าซอุณหภูมิสูง สภาพแวดล้อมทางทะเล | มีเสถียรภาพในอุณหภูมิสูง ทนต่อการเกิดออกซิเดชันและการกัดกร่อนของคลอไรด์ เหมาะสำหรับสภาพแวดล้อมที่รุนแรง |
| ทองแดง / ทองเหลือง | – ข้อต่อเรียวทองแดง – หัวฉีดทรงเรียวทองเหลือง |
งานประปา, ระบบส่งแก๊ส, อุปกรณ์ตกแต่ง | การนำความร้อนดีเยี่ยม ความสามารถในการขึ้นรูปสูง คุณภาพพื้นผิวตกแต่ง |
| วัสดุผสม | – ท่อทรงเรียวคาร์บอนไฟเบอร์ – ท่อไฟเบอร์กลาสทรงเรียว |
อุปกรณ์กีฬาระดับไฮเอนด์ อวกาศ โครงสร้างเสาอากาศ | น้ำหนักเบามาก ความแข็งแรงสูง ทนทานต่อความเมื่อยล้า แต่ต้นทุนวัสดุสูงกว่า |
5.0พื้นที่การใช้งานทั่วไปสำหรับท่อเรียว



อุตสาหกรรมเฟอร์นิเจอร์และของตกแต่ง
- ขาโต๊ะอลูมิเนียมทรงเรียว
- ขาโซฟาทรงเรียวสแตนเลส (เกรด 304)
- ท่อเฟอร์นิเจอร์ทรงเรียวเคลือบผง (สีดำ)
- ขาเก้าอี้ทรงเรียวกลวง
- โคมไฟแขวนทรงเรียวหลอดตกแต่ง



อุตสาหกรรมยานยนต์และจักรยานยนต์
- ท่อไอเสียทรงเรียว
- ท่อกรวยเปลี่ยนผ่านเทอร์โบ
- ท่อพักปลายเรียว
- ข้อต่อท่อเปลี่ยนหม้อน้ำทรงเรียว
โครงสร้างอุตสาหกรรมและเครื่องจักร
- ท่อลดขนาดโครงสร้างเรียว (เหล็กกล้าคาร์บอน)
- ท่อสเตนเลสสตีลทรงเรียว
- ท่อเกลียว API เรียว
- ข้อต่อปลายท่อเรียวไฮดรอลิก
สาธารณูปโภคของเทศบาลและอาคาร
- เสาไฟถนนทรงเรียว
- ท่อเสาธงทรงเรียว
- ท่อรองรับป้ายโฆษณาทรงเรียว
- เสาราวบันไดทรงเรียวสำหรับสวนสาธารณะ
หม้อไอน้ำและระบบความร้อน
- ท่อเปลี่ยนผ่านปล่องไอเสียหม้อไอน้ำทรงเรียว
- หัวฉีดเตาแบบเรียว
- ท่อทางเข้าเรียวสำหรับเครื่องแลกเปลี่ยนความร้อน
- ท่อนำลมร้อนทรงเรียว


ระบบปิโตรเคมีและของไหล
- ท่อเคมีทนการกัดกร่อนทรงเรียว 316L
- ท่อทรงเรียว Hastelloy สำหรับการกระจายความร้อน
- ท่อควบคุมการไหลแบบเรียว
- หัวฉีดจ่ายแบบเรียวสำหรับของเหลว/แก๊ส

การบินและอวกาศและโครงสร้างระดับไฮเอนด์
- ท่อเสาเรียวคาร์บอนไฟเบอร์
- ท่อต่อลำตัวเครื่องบินทรงเรียว
- ท่อหัวฉีดเจ็ททรงเรียวสำหรับเครื่องบิน
- ท่อโครงถักเรียวสำหรับโครงสร้างดาวเทียม
6.0การอ้างอิงด่วนเกี่ยวกับการออกแบบท่อเรียว
| หมวดหมู่ | รายการ | หน่วย / คำอธิบาย |
| พารามิเตอร์ทางเรขาคณิต | เส้นผ่านศูนย์กลางภายนอกปลายใหญ่ (D1) | มิลลิเมตร / นิ้ว |
| เส้นผ่านศูนย์กลางภายนอกปลายเล็ก (D2) | มิลลิเมตร / นิ้ว | |
| ความยาวท่อ (ลิตร) | มิลลิเมตร / นิ้ว | |
| อัตราส่วนเรียว | (D1 − D2) ÷ ลิตร | |
| มุมเรียว (θ) | θ = อาร์คแทน((D1 − D2) ÷ 2L) | |
| ความหนาของผนัง (t) | มิลลิเมตร (คงที่หรือแปรผัน) | |
| วิธีการผลิต | การบีบ | เหมาะสำหรับแท่งเรียวยาวที่มีมุมเล็ก การขึ้นรูปเย็น |
| เครื่องปั๊ม / เครื่องขึ้นรูป | เหมาะสำหรับท่อสั้นหรือการผลิตปริมาณสูง | |
| การวาดแบบเทเปอร์ | ความแม่นยำสูง เหมาะสำหรับท่อที่มีผนังบาง เส้นผ่านศูนย์กลางเล็ก | |
| การขึ้นรูปด้วยไฮโดร | การขึ้นรูปที่สม่ำเสมอ เหมาะกับรูปทรงที่ซับซ้อน | |
| การขึ้นรูปปลายด้วยเครื่อง CNC | ควบคุมความแม่นยำ เหมาะสำหรับการผลิตแบบแบตช์ที่สม่ำเสมอ | |
| ตัวเลือกวัสดุ | สแตนเลส (SUS 304/316) | ทนทานต่อการกัดกร่อน เหมาะสำหรับใช้ในทางการแพทย์ อาหาร และโครงสร้าง |
| โลหะผสมอลูมิเนียม (6061/5052) | น้ำหนักเบา เหมาะกับการทำเฟอร์นิเจอร์และการขนย้าย | |
| เหล็กกล้าคาร์บอน (Q235, 1018) | คุ้มค่า เหมาะกับการใช้งานโครงสร้าง | |
| ทองแดง / ทองเหลือง | ความเหนียวดีเยี่ยม สำหรับส่วนประกอบตกแต่งหรือเป็นสื่อกระแสไฟฟ้า | |
| ข้อควรพิจารณาในการออกแบบ | ความหนาของผนัง (t คงที่) | ส่งผลต่อความแข็งแกร่งและความสามารถในการผลิต |
| การบำบัดพื้นผิว | งานขัด ชุบ เคลือบ ป้องกันการกัดกร่อน | |
| การขึ้นรูปปลายท่อ | การขยาย ยุบ ขยาย ตามความต้องการ | |
| การใช้งานทั่วไป | - | ท่อไอเสียรถยนต์ ขาเฟอร์นิเจอร์ ท่อทางการแพทย์ เฟรมจักรยาน ขาตั้งไฟ |
6.1สูตรคำนวณแบบย่อสำหรับการคำนวณเรียว
อัตราส่วนเรียวเชิงเส้น
1. อัตราส่วนเรียว = (D1 − D2) ÷ L
มุมเทเปอร์ (เป็นองศา)
2. θ = อาร์คแทน((D1 − D2) ÷ 2L)
6.2ตัวอย่าง
| รายการ | ค่า |
| D1 (ปลายใหญ่) | 60 มม. |
| D2 (ปลายเล็ก) | 30 มม. |
| L (ความยาว) | 300 มม. |
| อัตราส่วนเรียว | (60–30) ÷ 300 = 0.1 |
| มุมเทเปอร์ θ | อาร์คแทน(30 ÷ 600) ≈ 2.86° |
7.0แนวโน้มในอนาคตของการพัฒนาท่อเรียว
เนื่องจากอุปกรณ์อุตสาหกรรมมีการพัฒนาอย่างต่อเนื่องเพื่อขยายขนาดและการใช้งานให้หลากหลายมากขึ้น จึงทำให้มีข้อกำหนดที่เข้มงวดมากขึ้นสำหรับท่อส่งผ่านที่ไม่ได้มาตรฐาน ทิศทางการพัฒนาที่สำคัญในอนาคต ได้แก่:
การส่งเสริมเหล็กกล้าแรงสูงและท่อเรียวคอมโพสิต
ความก้าวหน้าในเทคโนโลยีเครื่องเรียวอัตโนมัติและการขึ้นรูป CNC
การออกแบบแบบโมดูลาร์เพื่อรองรับการบูรณาการเข้ากับระบบมาตรฐาน
การออกแบบและการผลิตท่อเรียวเป็นองค์ประกอบสำคัญในการเปลี่ยนผ่านและเพิ่มประสิทธิภาพโครงสร้าง โดยในอนาคต การออกแบบและการผลิตท่อเรียวจะมีบทบาทมากขึ้นในภาคส่วนต่างๆ เช่น พลังงาน การปกป้องสิ่งแวดล้อม และการผลิตอุปกรณ์
อ้างอิง
https://academic.oup.com/treephys/article-abstract/22/13/891/1663763
https://www.tandfonline.com/doi/abs/10.1080/03052150310001639281
https://pdfs.semanticscholar.org/c6c4/2705d501918cbdb488e290fe79100c3ef3c9.pdf




